
Effects of Sec-Octanol and Terpineol on Froth Properties and Flotation Selectivity Index for Microcrystalline Graphite

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
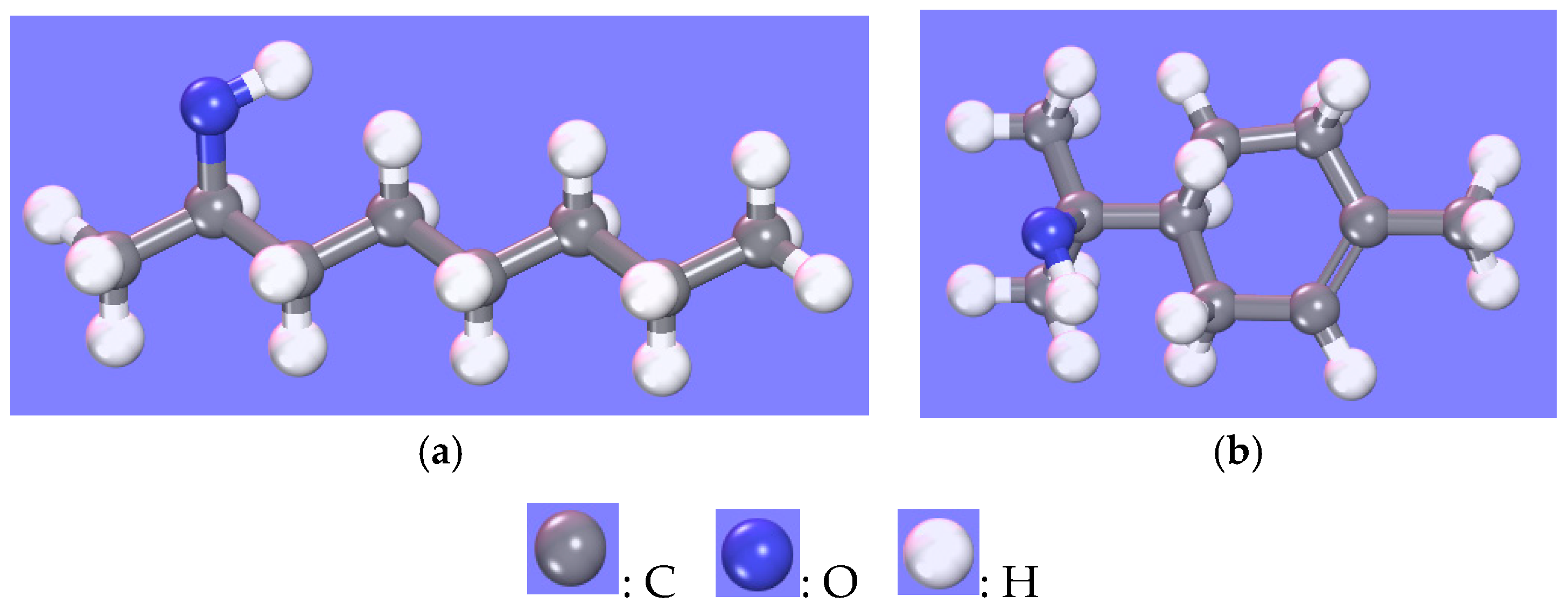
2.1. Materials and Reagents
2.2. Characterization Methods
2.3. Flotation Tests
2.4. Flotation Calculations
2.4.1. Bubble Size
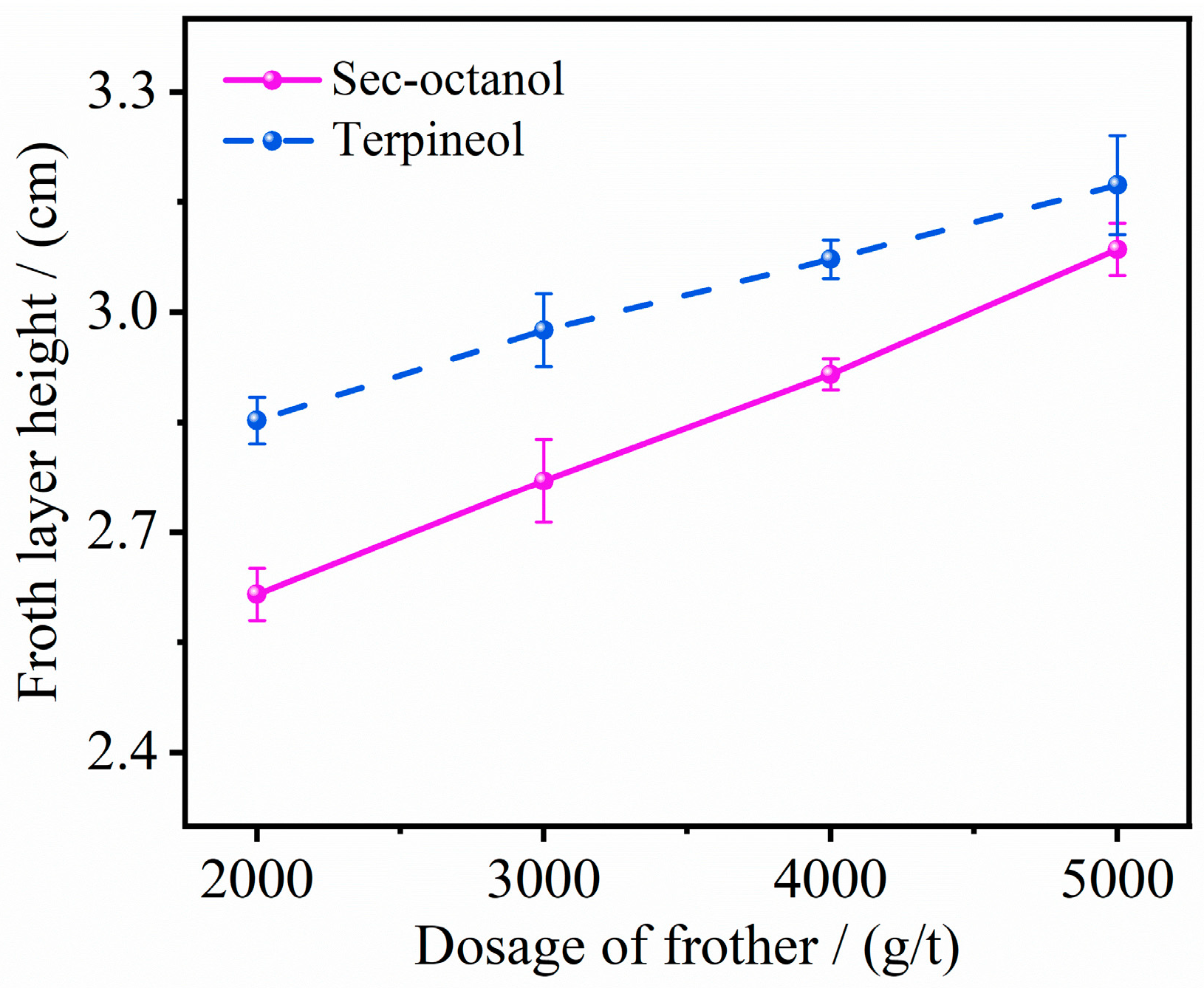
2.4.2. Froth Layer Height
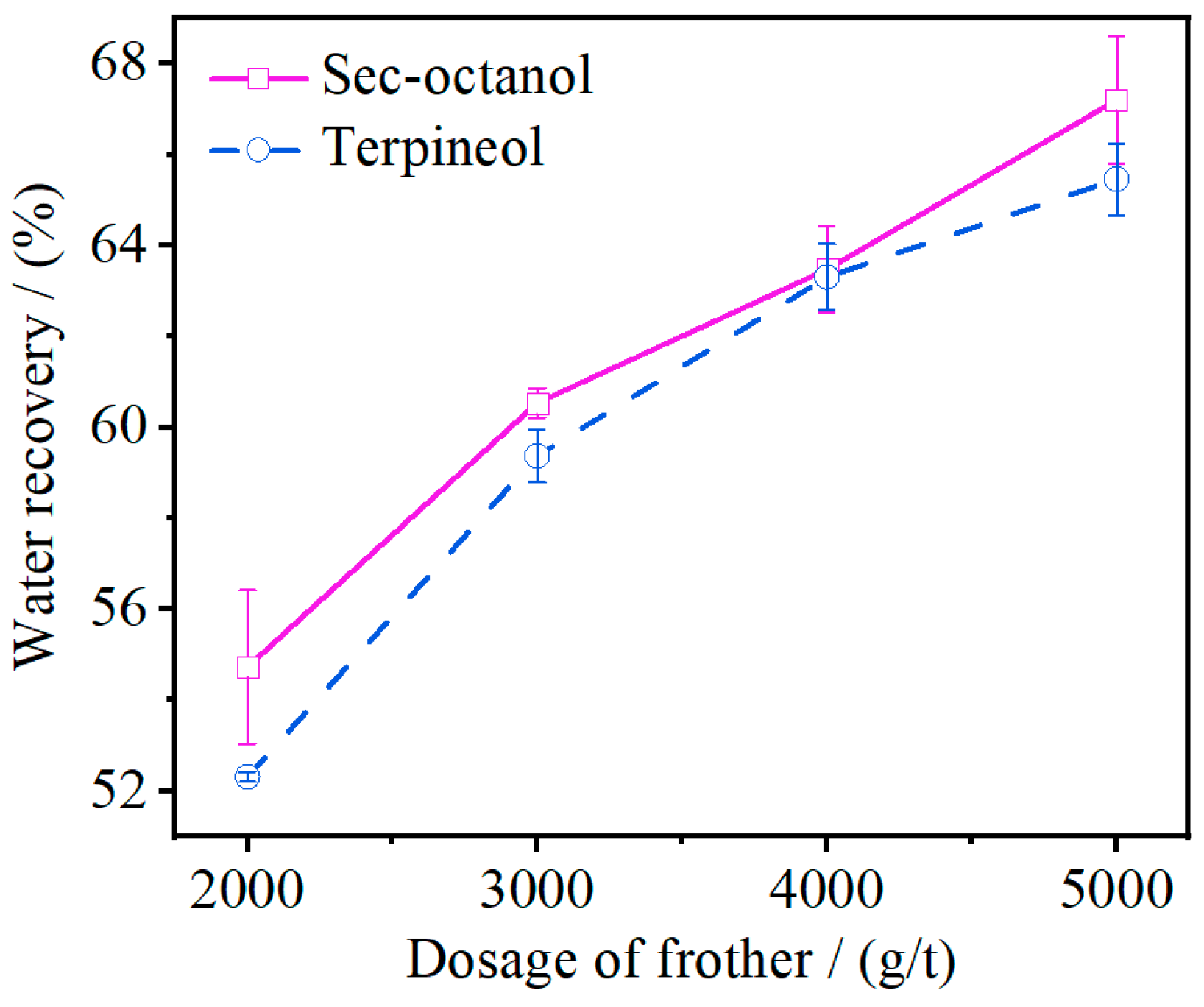
2.4.3. Water Recovery Calculation
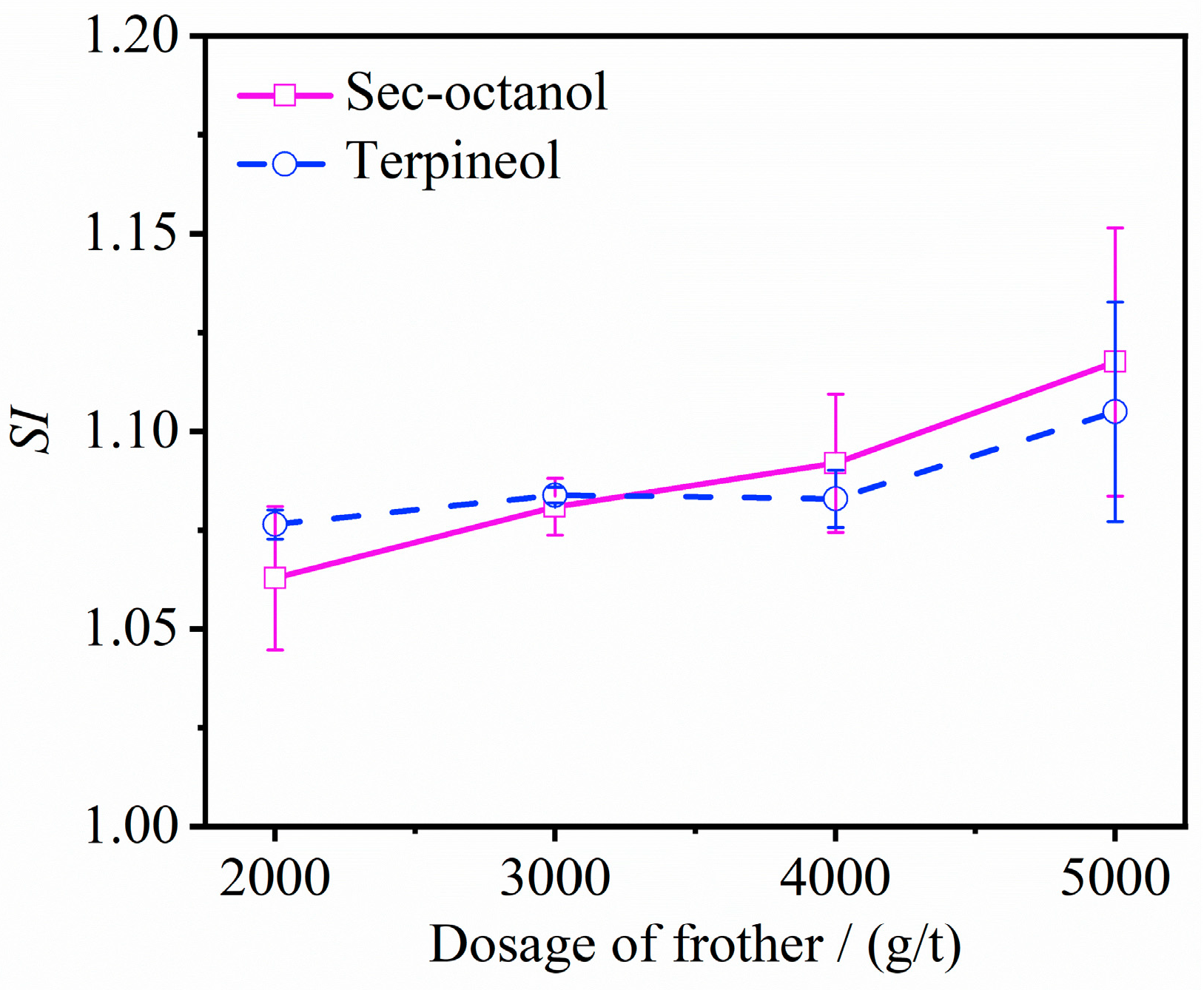
2.4.4. SI Calculation
3. Results and Discussion
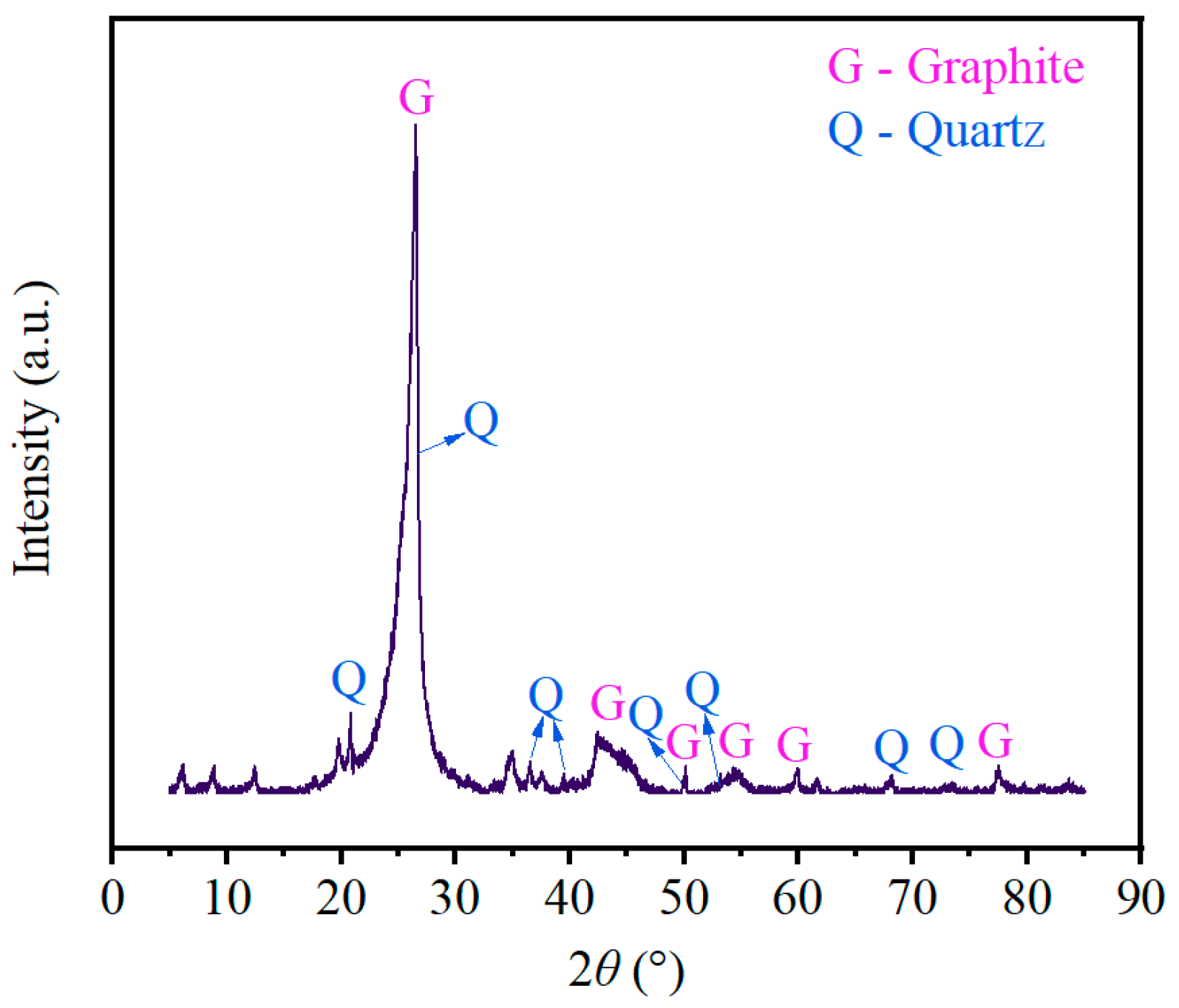
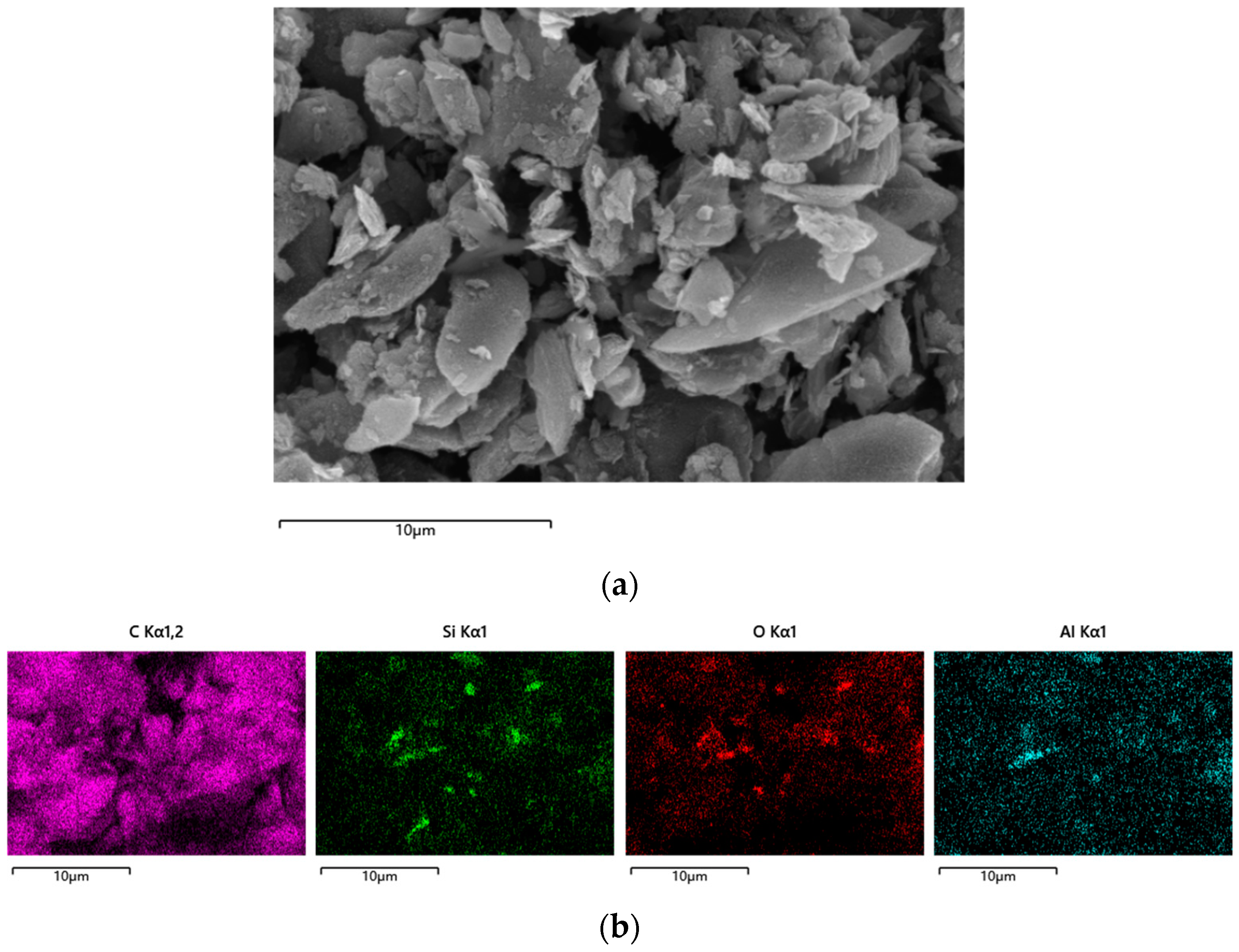
3.1. Characterization of Raw Graphite
3.2. Effect of Frother on the Bubble Size and Froth Layer Height
3.3. Effect of Frother on the Flotation Performance of Graphite
3.3.1. Water Recovery
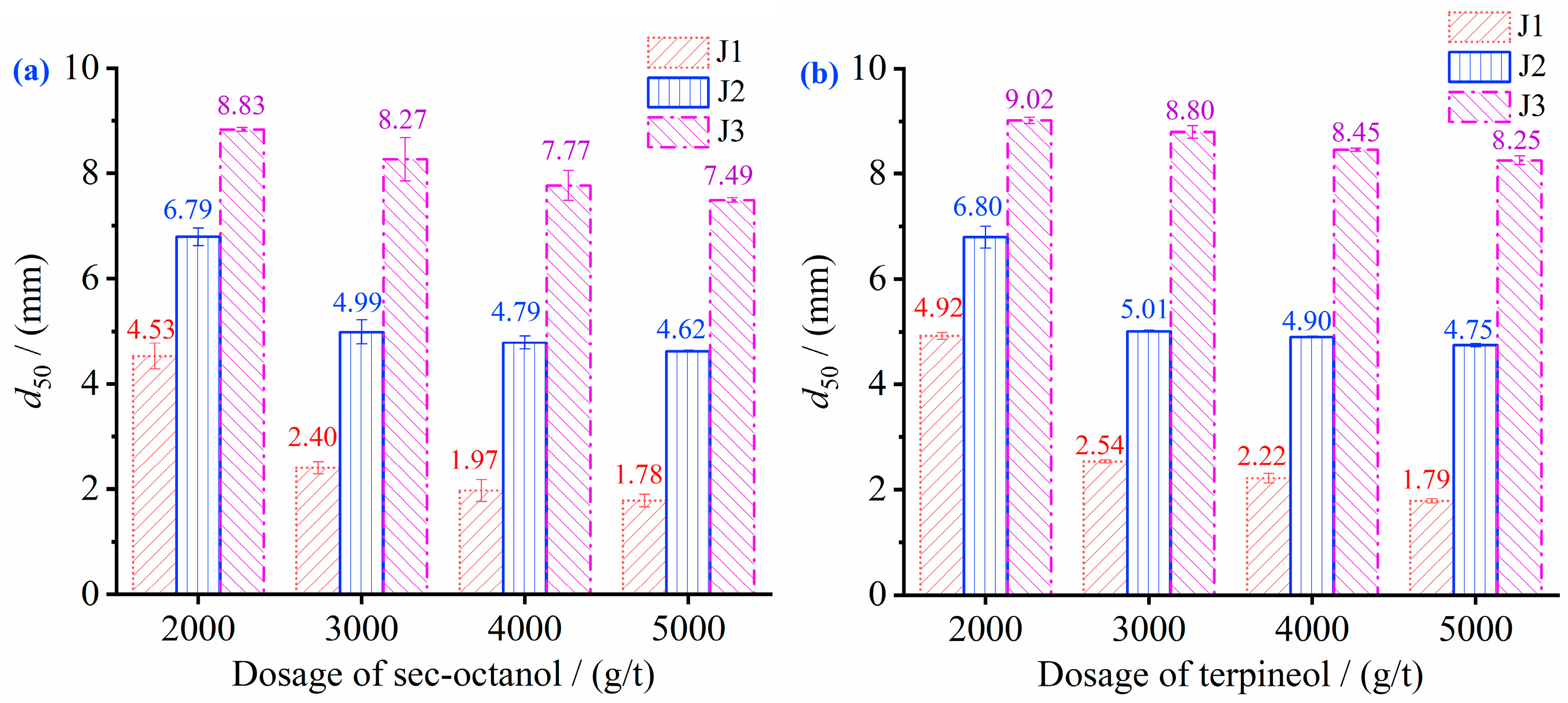
3.3.2. Selectivity Index (SI)
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Rui, X.; Geng, Y.; Sun, X.; Hao, H.; Xiao, S. Dynamic material flow analysis of natural graphite in China for 2001–2018. Resour. Conserv. Recycl. 2021, 173, 105732. [Google Scholar] [CrossRef]
- Natarajan, S.; Divya, M.L.; Aravindan, V. Should we recycle the graphite from spent lithium-ion batteries? The untold story of graphite with the importance of recycling. J. Energy Chem. 2022, 71, 351–369. [Google Scholar] [CrossRef]
- Vasumathi, N.; Sarjekar, A.; Chandrayan, H.; Chennakesavulu, K.; Reddy, G.R.; Vijaya Kumar, T.V.; El-Gendy, N.S.; Gopalkrishna, S.J.; Meshram, P. A Mini Review on Flotation Techniques and Reagents Used in Graphite Beneficiation. Int. J. Chem. Eng. 2023, 2023, 1–15. [Google Scholar] [CrossRef]
- Xie, W.; Zhu, X.; Yi, S.; Kuang, J.; Cheng, H.; Tang, W.; Deng, Y. Electromagnetic absorption properties of natural microcrystalline graphite. Mater. Des. 2016, 90, 38–46. [Google Scholar] [CrossRef]
- Jin, M.; Xie, G.; Xia, W.; Peng, Y. Flotation Optimization of Ultrafine Microcrystalline Graphite Using a Box-Behnken Design. Int. J. Coal Prep. Util. 2016, 38, 281–289. [Google Scholar] [CrossRef]
- Gao, J.; Tong, Z.; Bu, X.; Bilal, M.; Hu, Y.; Ni, C.; Xie, G. Effect of water-in-oil and oil-in-water with Span 80 on coal flotation. Fuel 2023, 337, 127145. [Google Scholar] [CrossRef]
- Wang, H.; Yang, W.; Yan, X.; Wang, L.; Wang, Y.; Zhang, H. Regulation of bubble size in flotation: A review. J. Environ. Chem. Eng. 2020, 8, 104070. [Google Scholar] [CrossRef]
- Gupta, A.K.; Banerjee, P.K.; Mishra, A.; Satish, P. Effect of alcohol and polyglycol ether frothers on foam stability, bubble size and coal flotation. Int. J. Miner. Process. 2007, 82, 126–137. [Google Scholar] [CrossRef]
- Saavedra Moreno, Y.; Bournival, G.; Ata, S. Classification of flotation frothers—A statistical approach. Chem. Eng. Sci. 2022, 248, 117252. [Google Scholar] [CrossRef]
- Huang, Q.; Yang, X.; Honaker, R.Q. Evaluation of Frother Types for Improved Flotation Recovery and Selectivity. Minerals 2019, 9, 590. [Google Scholar] [CrossRef]
- Zhang, J.; Que, X. Mining Reagents; Metallurgical Industry Press: Beijing, China, 2008. [Google Scholar]
- Khoshdast, H.; Hassanzadeh, A.; Kowalczuk, P.B.; Farrokhpay, S. Characterization Techniques of Flotation Frothers—A Review. Miner. Process. Extr. Metall. Rev. 2022, 44, 77–101. [Google Scholar] [CrossRef]
- Cho, Y.-S.; Laskowski, J. Effect of flotation frothers on bubble size and foam stability. Int. J. Miner. Process. 2002, 64, 69–80. [Google Scholar] [CrossRef]
- Grau, R.A.; Laskowski, J.S.; Heiskanen, K. Effect of frothers on bubble size. Int. J. Miner. Process. 2005, 76, 225–233. [Google Scholar] [CrossRef]
- Deng, l.; Li, G.; Cao, Y.; Wang, J.; Ran, J. Effect of flotation frothers on bubbles coalescence behavior. J. China Univ. Min. Technol. 2017, 46, 410–414. [Google Scholar]
- Laskowski, J.S. Frothers and Flotation Froth. Miner. Process. Extr. Metall. Rev. 1993, 12, 61–89. [Google Scholar] [CrossRef]
- Qiu, Y.; Mao, Z.; Sun, K.; Zhang, L.; Qian, Y.; Lei, T.; Liang, W.; An, Y. Understanding the Entrainment Behavior of Gangue Minerals in Flake Graphite Flotation. Minerals 2022, 12, 1068. [Google Scholar] [CrossRef]
- Wang, Y.; Wang, X.; Bilal, M. Recovery of carbon and cryolite from spent carbon anode slag of electrolytic aluminum by flotation based on the evaluation of selectivity index. Front. Chem. 2022, 10, 1025990. [Google Scholar] [CrossRef]
- Lynch, A.J.; Johnson, N.; Manlapig, E.; Thorne, C. Mineral and Coal Flotation Circuits: Their Simulation and Control; Elsevier: Amsterdam, The Netherlands, 1981. [Google Scholar]
- Xu, M. Modified flotation rate constant and selectivity index. Miner. Eng. 1998, 11, 271–278. [Google Scholar] [CrossRef]
- Vapur, H.; Bayat, O.; Uçurum, M. Coal flotation optimization using modified flotation parameters and combustible recovery in a Jameson cell. Energy Convers. Manag. 2010, 51, 1891–1897. [Google Scholar] [CrossRef]
- Marion, C.; Jordens, A.; Li, R.; Rudolph, M.; Waters, K.E. An evaluation of hydroxamate collectors for malachite flotation. Sep. Purif. Technol. 2017, 183, 258–269. [Google Scholar] [CrossRef]
- Sokolović, J.; Miskovic, S. The effect of particle size on coal flotation kinetics: A review. Physicochem. Probl. Miner. Process. 2018, 54, 1172–1190. [Google Scholar]
- Bu, X.; Tong, Z.; Bilal, M.; Ren, X.; Ni, M.; Ni, C.; Xie, G. Effect of ultrasound power on HCl leaching kinetics of impurity removal of aphanitic graphite. Ultrason. Sonochemistry 2023, 95, 106415. [Google Scholar] [CrossRef] [PubMed]
- Shijie, Z.; Wenli, L.; Shukai, Z.; Zongyi, Y. Bubble size distribution rules in flotation cell. J. China Coal Soc. 2015, 40, 445–449. [Google Scholar]
- Grau, R.A.; Heiskanen, K. Bubble size distribution in laboratory scale flotation cells. Miner. Eng. 2005, 18, 1164–1172. [Google Scholar] [CrossRef]
- Wiese, J.; Harris, P. The effect of frother type and dosage on flotation performance in the presence of high depressant concentrations. Miner. Eng. 2012, 36–38, 204–210. [Google Scholar] [CrossRef]
- Lu, X.; Forssberg, E. Flotation selectivity and upgrading of woxna fine graphite concentrate. Miner. Eng. 2001, 14, 1541–1543. [Google Scholar] [CrossRef]
- Aslan, N.; Cifci, F.; Yan, D. Optimization of process parameters for producing graphite concentrate using response surface methodology. Sep. Purif. Technol. 2008, 59, 9–16. [Google Scholar] [CrossRef]
- Wang, X.; Bu, X.; Alheshibri, M.; Bilal, M.; Zhou, S.; Ni, C.; Peng, Y.; Xie, G. Effect of scrubbing medium’s particle size distribution and scrubbing time on scrubbing flotation performance and entrainment of microcrystalline graphite. Int. J. Coal Prep. Util. 2022, 42, 3032–3053. [Google Scholar] [CrossRef]







Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, X.; Zhang, J.; Bilal, M.; Bu, X.; Wang, Y. Effects of Sec-Octanol and Terpineol on Froth Properties and Flotation Selectivity Index for Microcrystalline Graphite. Minerals 2023, 13, 1231. https://doi.org/10.3390/min13091231
Wang X, Zhang J, Bilal M, Bu X, Wang Y. Effects of Sec-Octanol and Terpineol on Froth Properties and Flotation Selectivity Index for Microcrystalline Graphite. Minerals. 2023; 13(9):1231. https://doi.org/10.3390/min13091231
Chicago/Turabian StyleWang, Xuexia, Juan Zhang, Muhammad Bilal, Xiangning Bu, and Yemin Wang. 2023. "Effects of Sec-Octanol and Terpineol on Froth Properties and Flotation Selectivity Index for Microcrystalline Graphite" Minerals 13, no. 9: 1231. https://doi.org/10.3390/min13091231