

Awaruite, a New Large Nickel Resource: Flotation under Weakly Acidic Conditions

Abstract
:1. Introduction
2. Materials and Methods
2.1. Material
2.2. Material Preparation and Analysis
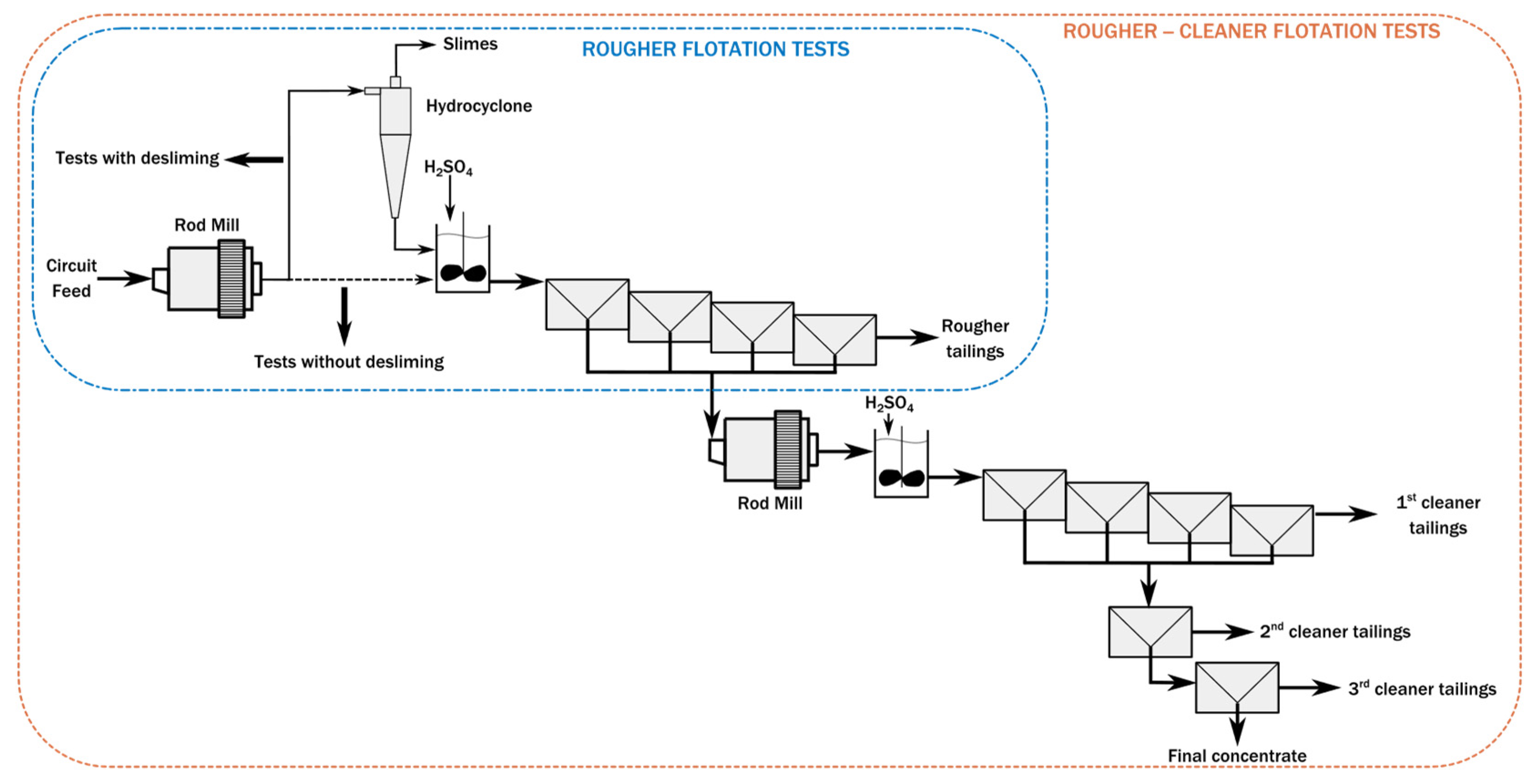
2.3. Bench Flotation
3. Results and Discussion
3.1. Material Characteristics
3.2. Rougher Flotation
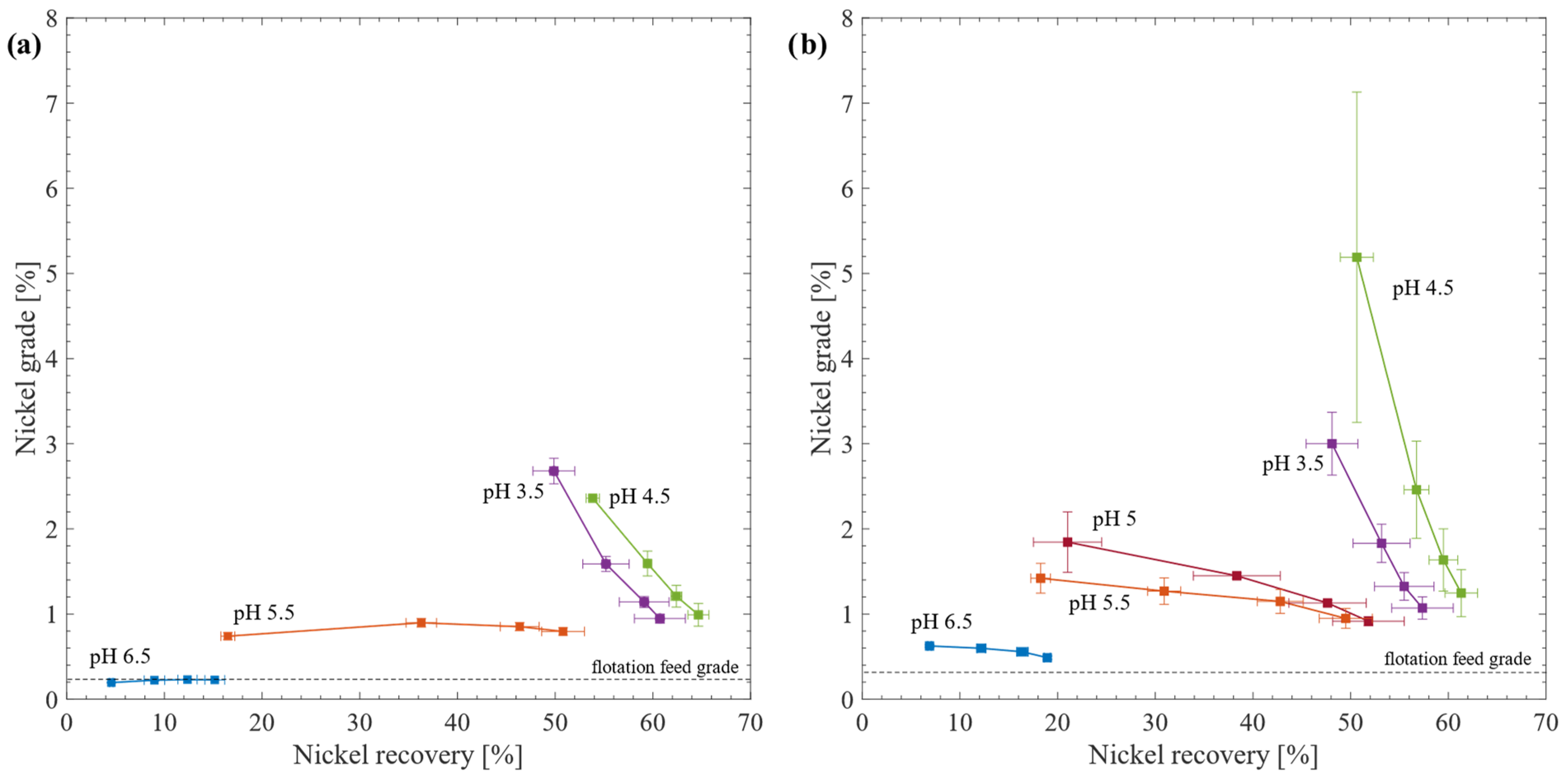
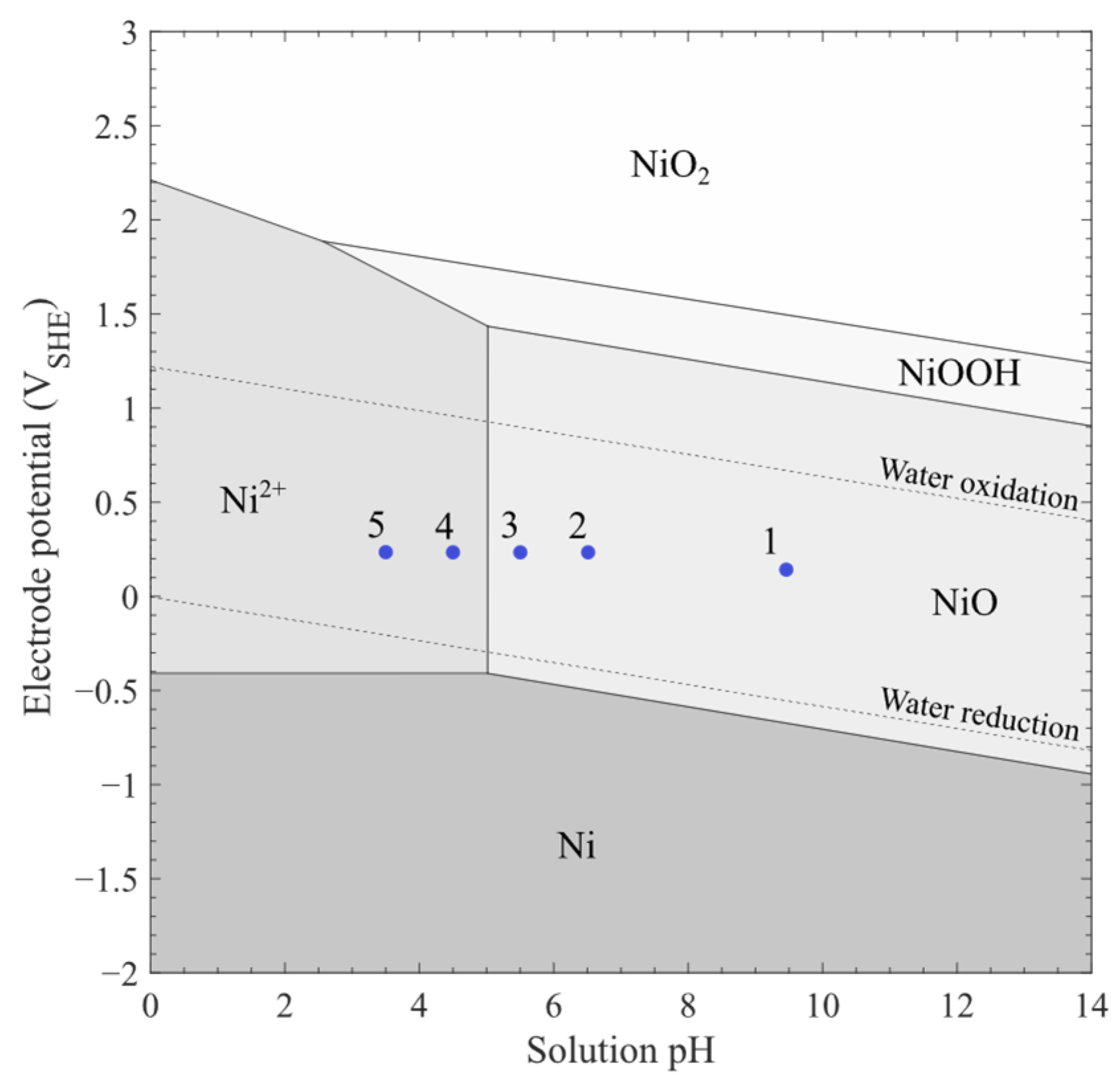
3.2.1. Nickel Recoveries
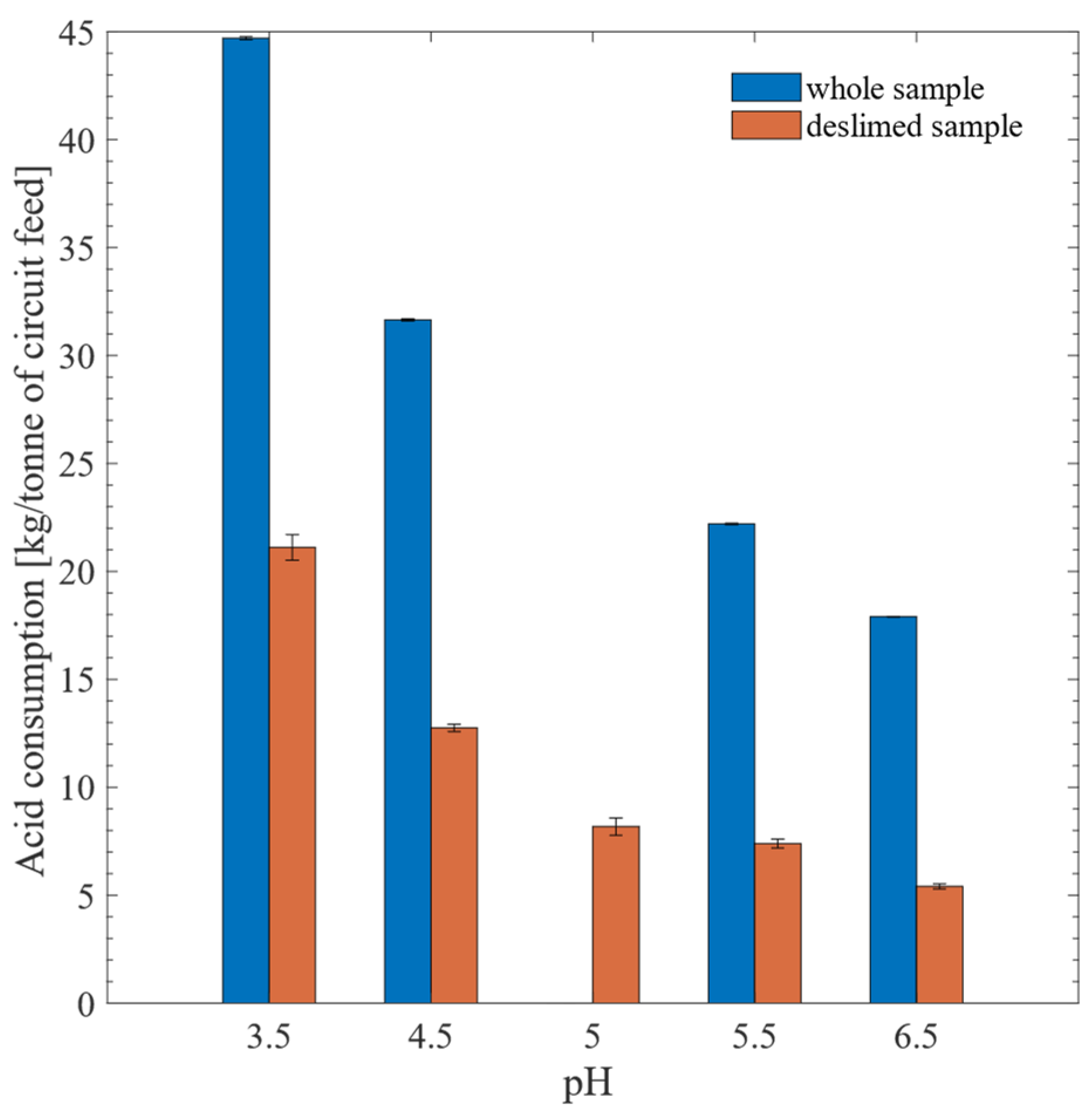
3.2.2. Acid Consumption
3.3. Rougher-Cleaner Flotation
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- IEA. The Role of Critical Minerals in Clean Energy Transitions. 2021. Available online: https://www.iea.org/reports/the-role-of-critical-minerals-in-clean-energy-transitions (accessed on 10 December 2021).
- Mudd, G.M. Global trends and environmental issues in nickel mining: Sulfides versus laterites. Ore Geol. Rev. 2010, 38, 9–26. [Google Scholar] [CrossRef]
- Norgate, T.; Jahanshahi, S. Assessing the energy and greenhouse gas footprints of nickel laterite processing. Miner. Eng. 2011, 24, 698–707. [Google Scholar] [CrossRef]
- Grandillo, A.; Voordouw, R.; Simpson, R.; Chen, G.; Ennis, S.; Austin, J. NI 43-101 Technical Report-Preliminary Economic Assessment-Baptiste Nickel Project. In FPX Nickel Corporation; SGS Canada, Inc.: Vancouver, BC, Canada, 2020. [Google Scholar]
- Ulrich, G.H.F. On the discovery mode of occurrence, and distribution of nickel-iron alloy awaruite on the west coast of South Island, New Zealand. Q. J. Geol. Soc. 1890, 46, 619–633. [Google Scholar] [CrossRef]
- Seiler, S.; Sánchez, G.; Bradshaw, P.; Klein, B. Awaruite, a new large nickel resource. Part 1: Physicochemical properties and their implication for mineral processing. Miner. Eng. 2022, 186, 107754. [Google Scholar] [CrossRef]
- Britten, R. Regional Metallogeny and Genesis of a New Deposit Type-Disseminated Awaruite (Ni3Fe) Mineralization Hosted in the Cache Creek Terrane. Econ. Geol. 2017, 112, 517–550. [Google Scholar] [CrossRef]
- Steinthorsdottir, K.; Cutts, J.; Dipple, G.; Milidragovic, D.; Jones, F. Origin and serpentinization of ultramafic rocks in dismembered ophiolite north of Trembleur Lake, central British Columbia. Geol. Fieldwork 2020, 1, 49–58. [Google Scholar]
- Klein, C.; Hurlbut, C.S.; Dana, J.D. Manual of Mineralogy (after James D. Dana); John Wiley & Sons, Inc.: New York, NY, USA, 1993; pp. 334–371. [Google Scholar]
- White, G.N.; Dixon, J.B. Kaolin-serpentine minerals. In Soil Mineralogy with Environmental Applications; Soil Science Society of America: Madison, WI, USA, 2002; Volume 7, pp. 398–414. [Google Scholar] [CrossRef]
- Edwards, C.; Kipkie, W.; Agar, G. The effect of slime coatings of the serpentine minerals, chrysotile and lizardite, on pentlandite flotation. Int. J. Miner. Process. 1980, 7, 33–42. [Google Scholar] [CrossRef]
- Senior, G.; Thomas, S. Development and implementation of a new flowsheet for the flotation of a low grade nickel ore. Int. J. Miner. Process. 2005, 78, 49–61. [Google Scholar] [CrossRef]
- George, C. The Mt Keith Operation. In Nickel ’96, Kalgoorlie; AusIMM: Carlton, VIC, Australia, 1996. [Google Scholar]
- Dai, Z.; Bos, J.A.; Quinn, P.; Lee, A.; Xu, M. Flowsheet development for Thompson ultramafic low-grade nickel ores. In Proceedings of the 48th Annual Conference of Metallurgists of CIM, Sudbury, ON, Canada, 23–26 August 2009. [Google Scholar]
- Nasrallah, K.; Muinonen, J. Geometallurgical modeling of the Dumont Deposit. In Proceedings of the 48th Annual Canadian Mineral Processors Operators Conference, Ottawa, ON, Canada, 19–21 January 2016. [Google Scholar]
- Uddin, S.; Rao, S.; Mirnezami, M.; Finch, J. Processing an ultramafic ore using fiber disintegration by acid attack. Int. J. Miner. Process. 2012, 102, 38–44. [Google Scholar] [CrossRef]
- Fowler, R.P. Electrolytic Process and Apparatus for Recovering Nickel from Asbestos Ore. U.S. Patent US3677919A, 18 July 1972. [Google Scholar]
- Fowler, R.P. Separation of Nickel from Asbestos Ore. U.S. Patent US3645454A, 29 February 1972. [Google Scholar]
- Fischmann, A.J.; Dixon, D.G. Awaruite (Ni3Fe) as a nickel resource—Leaching with ammoniacal–ammonium solution containing citrate and thiosulfate. Hydrometallurgy 2009, 99, 214–224. [Google Scholar] [CrossRef]
- Seiler, S.; Sánchez, G.; Bradshaw, P.; Klein, B. Awaruite, a new large nickel resource. Part 2: Assessment of magnetic separation. Miner. Eng. 2023, 191, 107966. [Google Scholar] [CrossRef]
- Seiler, S.; Sánchez, G.; Teliz, E.; Díaz, V.; Bradshaw, P.; Klein, B. Awaruite, a new large nickel resource: Electrochemical characterization and surface composition under flotation-related conditions. Miner. Eng. 2022, 184, 107656. [Google Scholar] [CrossRef]
- Iwasaki, I.; Cooke, S.R. The decomposition of xanthate in acid solution. J. Am. Chem. Soc. 1958, 80, 285–288. [Google Scholar] [CrossRef]
- Gupta, A.; Yan, D.S. Chapter 12–Classification. In Mineral Processing Design and Operation. An Introduction; Elsevier: Amsterdam, The Netherlands, 2006; pp. 354–400. [Google Scholar] [CrossRef]
- Jobin-Bevans, S.; Siriunas, J. Independent Technical Report on the Crawford Nickel-Cobalt Sulphide Project; Caracle Creek International Consulting Inc.: Sudbury, ON, Canada, 2020. [Google Scholar]
- Steinthorsdottir, K. Formation and Preservation of Brucite and Awaruite in a Serpentinized Ultramafite, Central British Columbia: Implications for Carbon Sequestration and Nickel Recovery. Master’s Thesis, The Univerisity of British Columbia, Vancouver, BC, Canada, 2021. [Google Scholar] [CrossRef]
- Basile, F.; Bergner, J.; Bombart, C.; Rondot, B.; Le Guevel, P.; Lorang, G. Electrochemical and analytical (XPS and AES) study of passive layers formed on Fe–Ni alloys in borate solutions. Surf. Interface Anal. 2000, 30, 154–157. [Google Scholar] [CrossRef]
- Marcus, P.; Olefjord, I. ESCA Studies of Ni-25 At% Fe Alloy 2-Dissolution and Passivation. Surf. Interface Anal. 1982, 4, 29–33. [Google Scholar] [CrossRef]
- Huang, L.F.; Hutchison, M.J.; Santucci, R.J.; Scully, J.R.; Rondinelli, J.M. Improved Electrochemical Phase Diagrams from Theory and Experiments: The Ni-Water system and Its Complex Compounds. J. Phys. Chem. C 2017, 121, 9782–9789. [Google Scholar] [CrossRef]
- Jowett, L. The Influence of pH and Dispersants on Pentlandite-Lizardite Interactions and Flotation Selectivity. Master’s Thesis, University of South Australia, Adelaide, Australia, 1999. [Google Scholar]
- McDonald, R.G.; Whittington, B.I. Atmospheric acid leaching of nickel laterites review. Part I. Sulphuric acid technologies. Hydrometallurgy 2008, 91, 35–55. [Google Scholar] [CrossRef]
- Nishimura, S.; Hirosue, H.; Shobu, K.; Jinnai, K. Analytical Evaluation of Locked Cycle Flotation Tests. Int. J. O Miner. Process. 1989, 27, 39–50. [Google Scholar] [CrossRef]
- Selby, M.; White, D.T. Commodity Marketing–Nickel. In Cost Estimation Handbook; AusIMM: Carlton, Australia, 2011; pp. 502–507. [Google Scholar]
- Crundwell, F.K.; Moats, M.S.; Ramachandran, V.; Robinson, T.G.; Davenport, W.G. Extractive Metallurgy of Nickel, Cobalt and Platinum-Group Metals; Elsevier: Amsterdam, The Netherlands, 2011. [Google Scholar] [CrossRef]
- Warner, A.E.M.; Díaz, C.M.; Dalvi, A.D.; Mackey, P.J.; Tarasoy, A.V.; Jones, R.T. JOM world nonferrous smelter survey Part IV: Nickel: Sulfide. JOM 2007, 59, 58–72. [Google Scholar] [CrossRef]
- Power, I.M.; Dipple, G.M.; Bradshaw, P.; Harrison, A.L. Prospects for CO2 mineralization and enhanced weathering of ultramafic mine tailings from the Baptiste nickel deposit in British Columbia, Canada. Int. J. Greenh. Gas. Control 2020, 94, 102895. [Google Scholar] [CrossRef]
- Lu, X.; Carroll, K.J.; Turvey, C.C.; Dipple, G.M. Rate and capacity of cation release from ultramafic mine tailings for carbon capture and storage. Appl. Geochem. 2022, 140, 105285. [Google Scholar] [CrossRef]
- Asante, G. Adsorption of Dextrin ONTO sulphide Minerals and ITS effect on the Differential Flotation of the Inco Matte. Ph.D. Thesis, The University of British Columbia, Vancouver, BC, Canada, 1993. [Google Scholar] [CrossRef]
- Miettunen, H.; Heiskanen, K.; Keiski, R.L. A few aspects of the connections between ore mineralogy and flotation results at Hitura nickel mine in Finland. Mineral. Miner. Metall. Process. 2015, 32, 38–44. [Google Scholar] [CrossRef]
- Heiskanen, K.; Kirjavainen, V.; Laapas, H. Possibilities of collectorless flotation in the treatment of pentlandite ores. Int. J. Miner. Process. 1991, 33, 263–274. [Google Scholar] [CrossRef]
- Liu, C.; Zhang, W.; Song, W.; Li, H. Effects of lizardite on pentlandite flotation at different pH: Implications for the role of particle-particle interaction. Miner. Eng. 2019, 132, 8–13. [Google Scholar] [CrossRef]
- Tang, X.; Chen, Y. Using oxalic acid to eliminate the slime coatings of serpentine in pyrite flotation. Miner. Eng. 2020, 149, 106228. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Products | Mass [%] | Element Content [%] | Distribution [%] | ||||
|---|---|---|---|---|---|---|---|
| Ni | Fe | S | Ni | Fe | S | ||
| Underflow (deslimed sample) | 73.8 | 0.23 | 6.83 | 0.08 | 86.6 | 83.4 | 91.8 |
| Overflow (slimes) | 26.2 | 0.10 | 3.83 | 0.02 | 13.4 | 16.6 | 8.2 |
| Feed | 100.0 | 0.20 | 6.04 | 0.06 | 100.0 | 100.0 | 100.0 |
| Mineral | Whole Sample | Deslimed Sample |
|---|---|---|
| nickel minerals | ||
| awaruite | 0.31 | 0.32 |
| nickel sulfides * | 0.06 | 0.05 |
| gangue minerals | ||
| serpentine | 85.2 | 77.2 |
| olivine | 4.69 | 12.3 |
| pyroxene/amphibole | 3.99 | 3.56 |
| magnetite | 2.84 | 3.00 |
| chromite | 0.94 | 1.30 |
| brucite/magnesite-siderite | 0.56 | 0.48 |
| others | 1.42 | 1.84 |
| Whole Sample | ||||
|---|---|---|---|---|
| Size Fraction [µm] | Mass [%] | % Ni of Total Ni | ||
| Pe | Haz | Aw | ||
| >106 | 16 | 1.9 | 4.3 | 93.8 |
| 38–106 | 44 | 5.7 | 4.4 | 89.9 |
| 0–38 | 40 | 8.9 | 6.2 | 84.9 |
| Total | 100 | 5.7 | 4.8 | 89.5 |
| Deslimed Sample | ||||
| Size Fraction [µm] | Mass [%] | % Ni of Total Ni | ||
| Pe | Haz | Aw | ||
| >75 | 30 | 2.6 | 2.8 | 94.6 |
| 38–75 | 37 | 2.6 | 6.8 | 90.6 |
| 0–38 | 33 | 5.9 | 13.8 | 80.3 |
| Total | 100 | 3.4 | 6.6 | 90.0 |
| Sample Description | Rougher Concentrate | Flotation pH | ||||
|---|---|---|---|---|---|---|
| 3.5 | 4.5 | 5 | 5.5 | 6.5 | ||
| Whole | Final Ni recovery [%] | 60.7 | 64.7 | -- | 50.8 | 15.2 |
| Final Ni grade [%] | 0.9 | 1.0 | -- | 0.8 | 0.2 | |
| Deslimed | Final Ni recovery [%] | 57.3 | 61.3 | 51.8 | 49.5 | 18.9 |
| Final Ni grade [%] | 1.1 | 1.2 | 0.9 | 0.9 | 0.5 | |
| Element | Ni [%] | Fe [%] | Mg [%] | S [%] | Co [%] | Cu [%] |
|---|---|---|---|---|---|---|
| Whole sample concentrate | 45.2 | 16.1 | 8.02 | 3.13 | 1.03 | 0.52 |
| Deslimed sample concentrate | 39.5 | 15.7 | 8.41 | 5.72 | 1.34 | 0.69 |
| Element | Al [ppm] | Ca [ppm] | Cr [ppm] | Zn [ppm] | Mn [ppm] | Ti [ppm] |
| Whole sample concentrate | 3140 | 1510 | 652 | 254 | 254 | 97 |
| Deslimed sample concentrate | 2720 | 1870 | 771 | 665 | 297 | 146 |
| Element | As [ppm] | Cd [ppm] | Hg [ppm] | Pb [ppm] | Sb [ppm] | Se [ppm] |
| Whole sample concentrate | 82 | <2 | <0.3 | <200 | <60 | <30 |
| Deslimed sample concentrate | 170 | <2 | <0.3 | <200 | <60 | <30 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Seiler, S.; Sánchez, G.; Pawlik, M.; Bradshaw, P.; Klein, B. Awaruite, a New Large Nickel Resource: Flotation under Weakly Acidic Conditions. Minerals 2023, 13, 1147. https://doi.org/10.3390/min13091147
Seiler S, Sánchez G, Pawlik M, Bradshaw P, Klein B. Awaruite, a New Large Nickel Resource: Flotation under Weakly Acidic Conditions. Minerals. 2023; 13(9):1147. https://doi.org/10.3390/min13091147
Chicago/Turabian StyleSeiler, Santiago, Gustavo Sánchez, Marek Pawlik, Peter Bradshaw, and Bern Klein. 2023. "Awaruite, a New Large Nickel Resource: Flotation under Weakly Acidic Conditions" Minerals 13, no. 9: 1147. https://doi.org/10.3390/min13091147