
Pretreatment of Bituminous Coal By-Products for the Hydrometallurgical Extraction of Rare Earth Elements

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Sample Characterization
2.2.2. Low-Temperature Plasma Tests
2.2.3. High-Temperature Calcination Tests
2.2.4. Leaching Tests
2.2.5. ICP Analysis
3. Results and Discussions
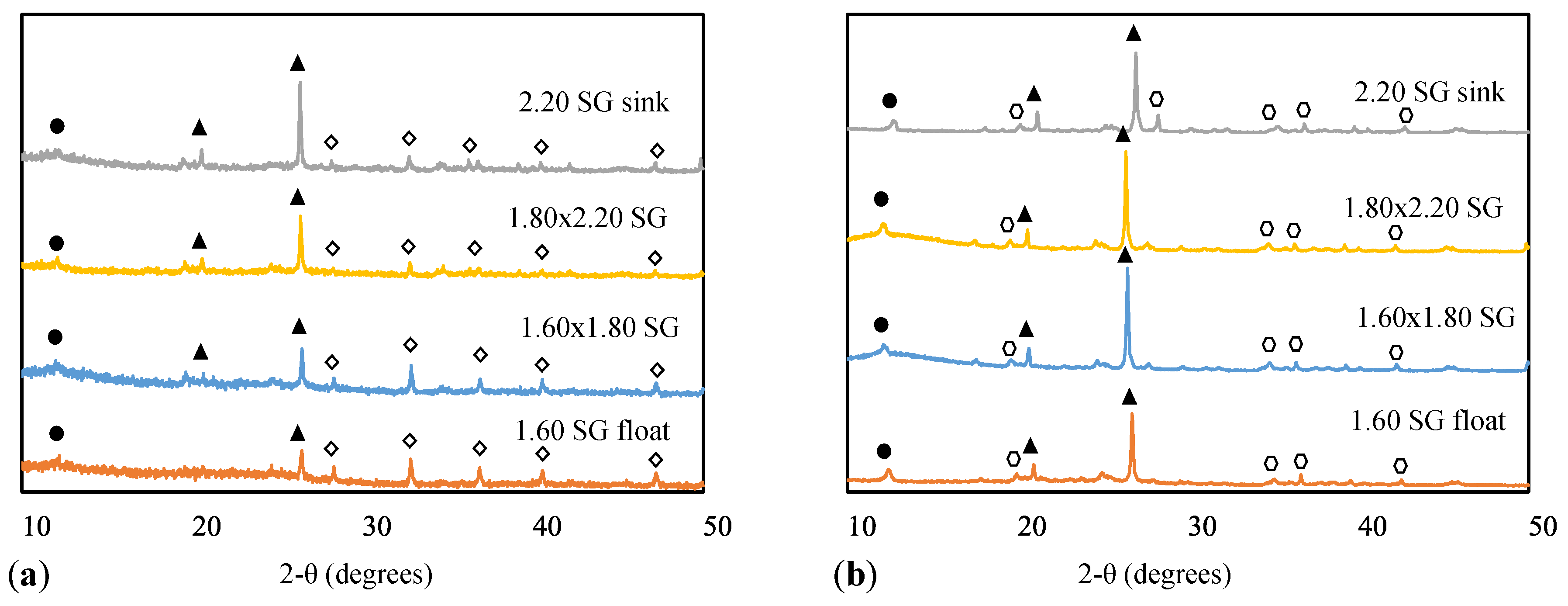
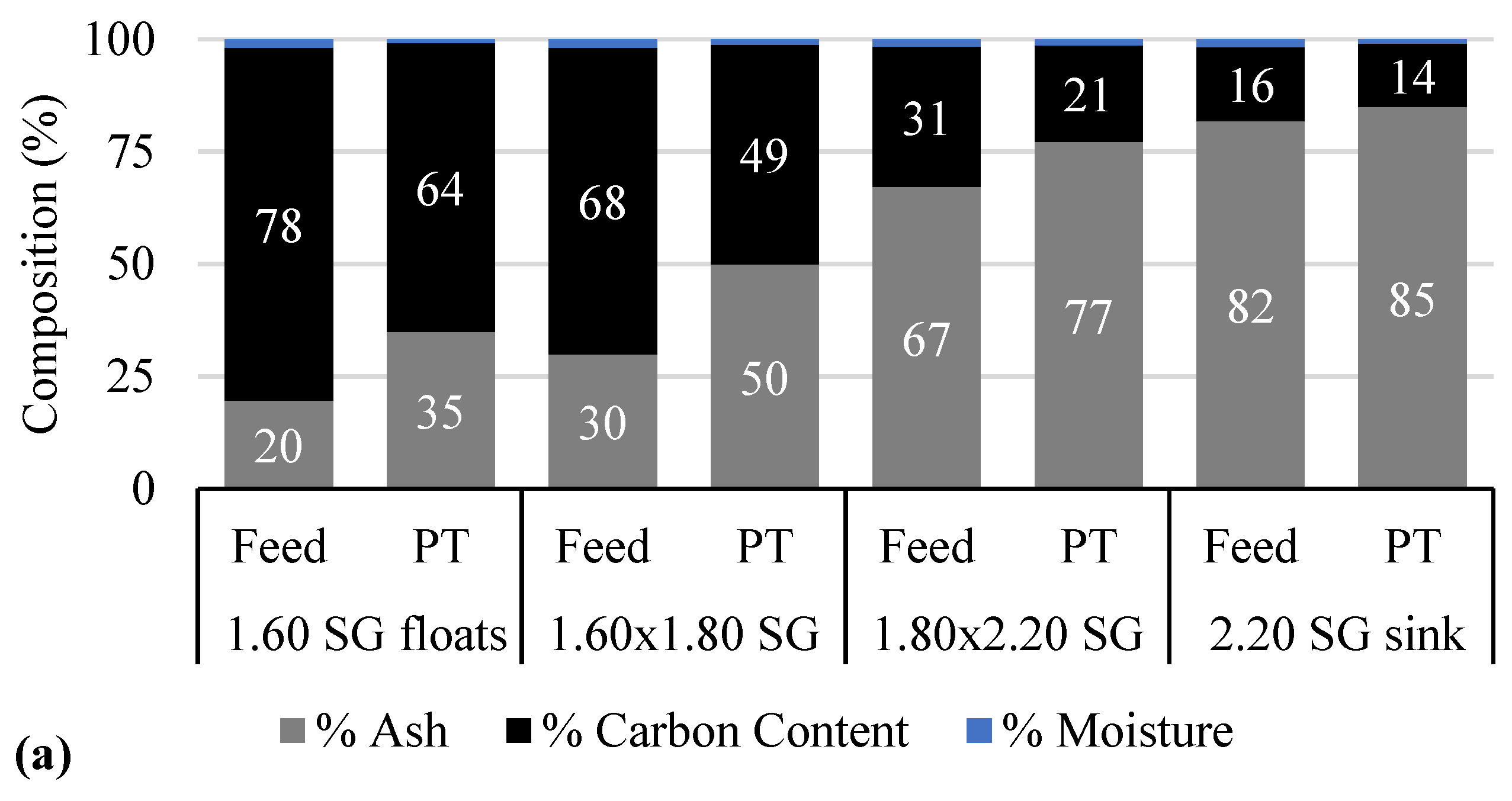
3.1. Mineralogy and REE Analysis
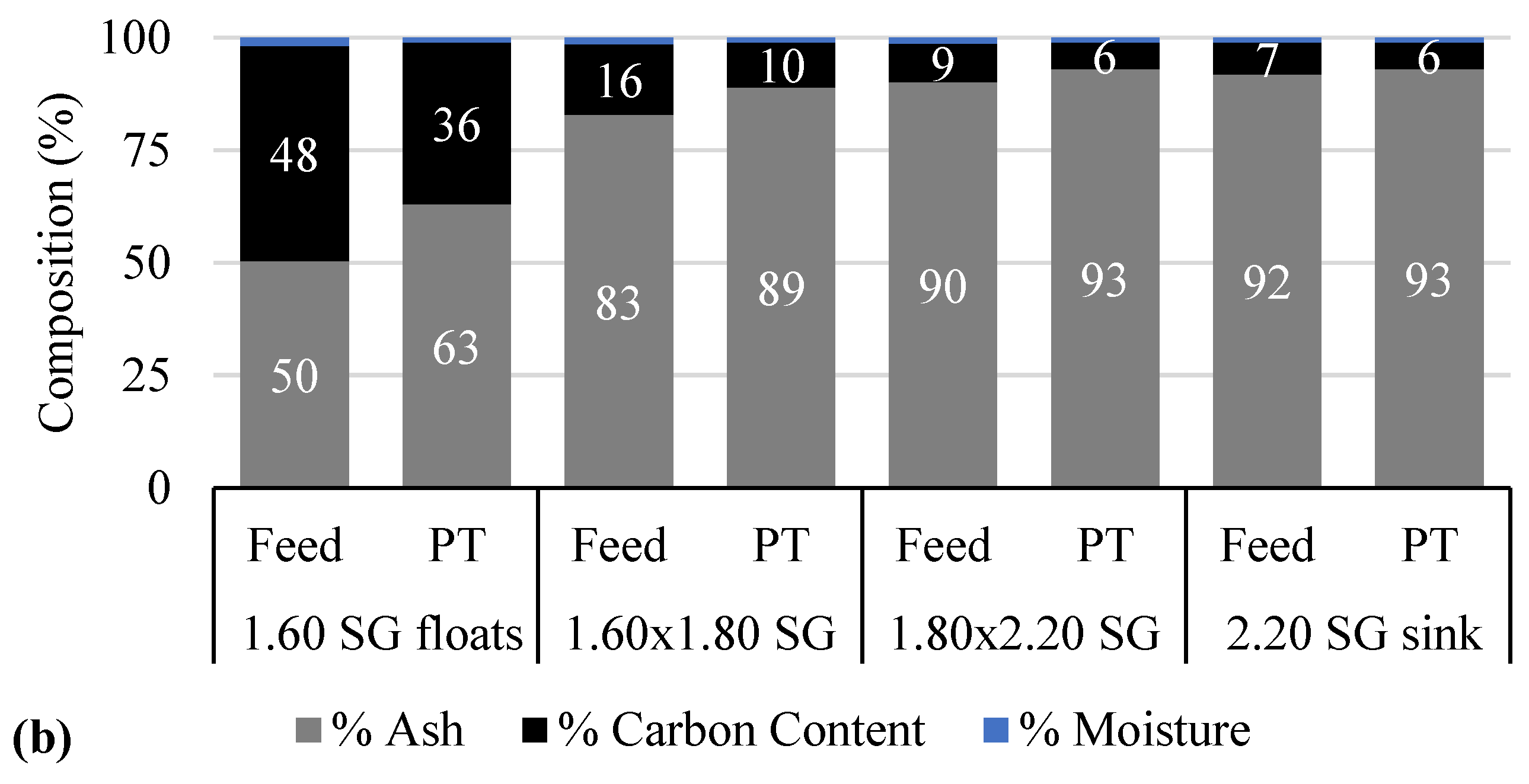
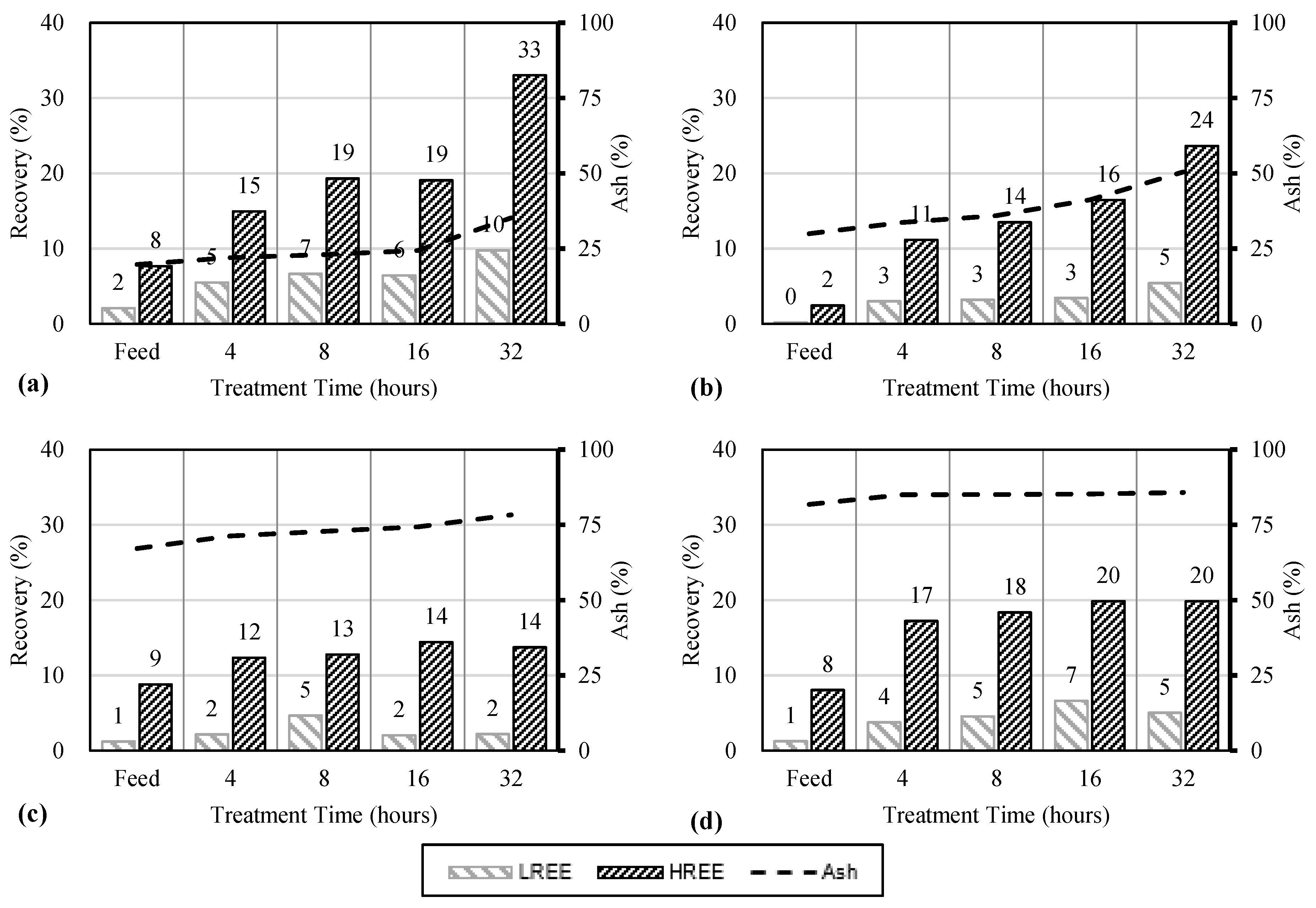
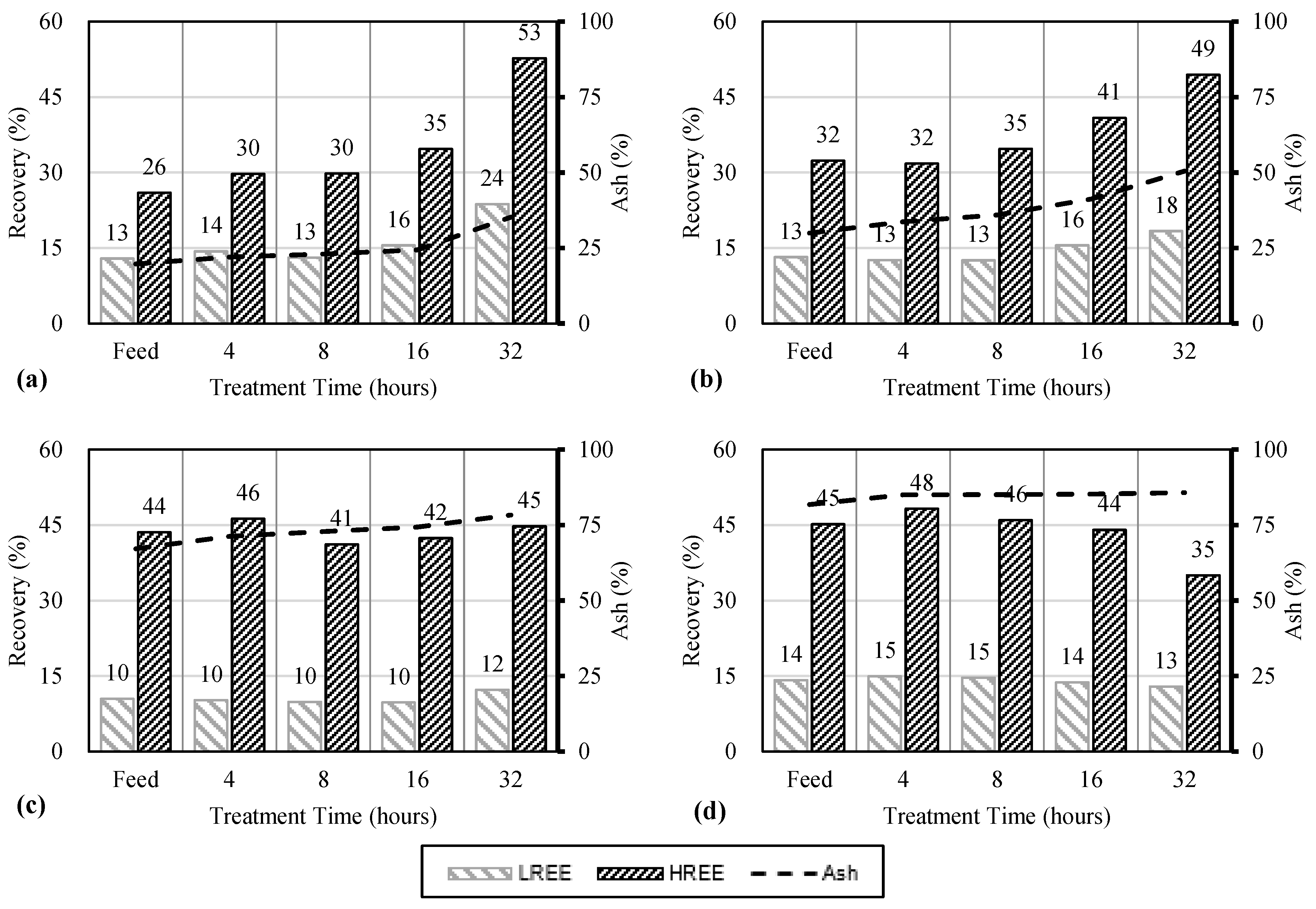
3.2. Low-Temperature Plasma Treatment
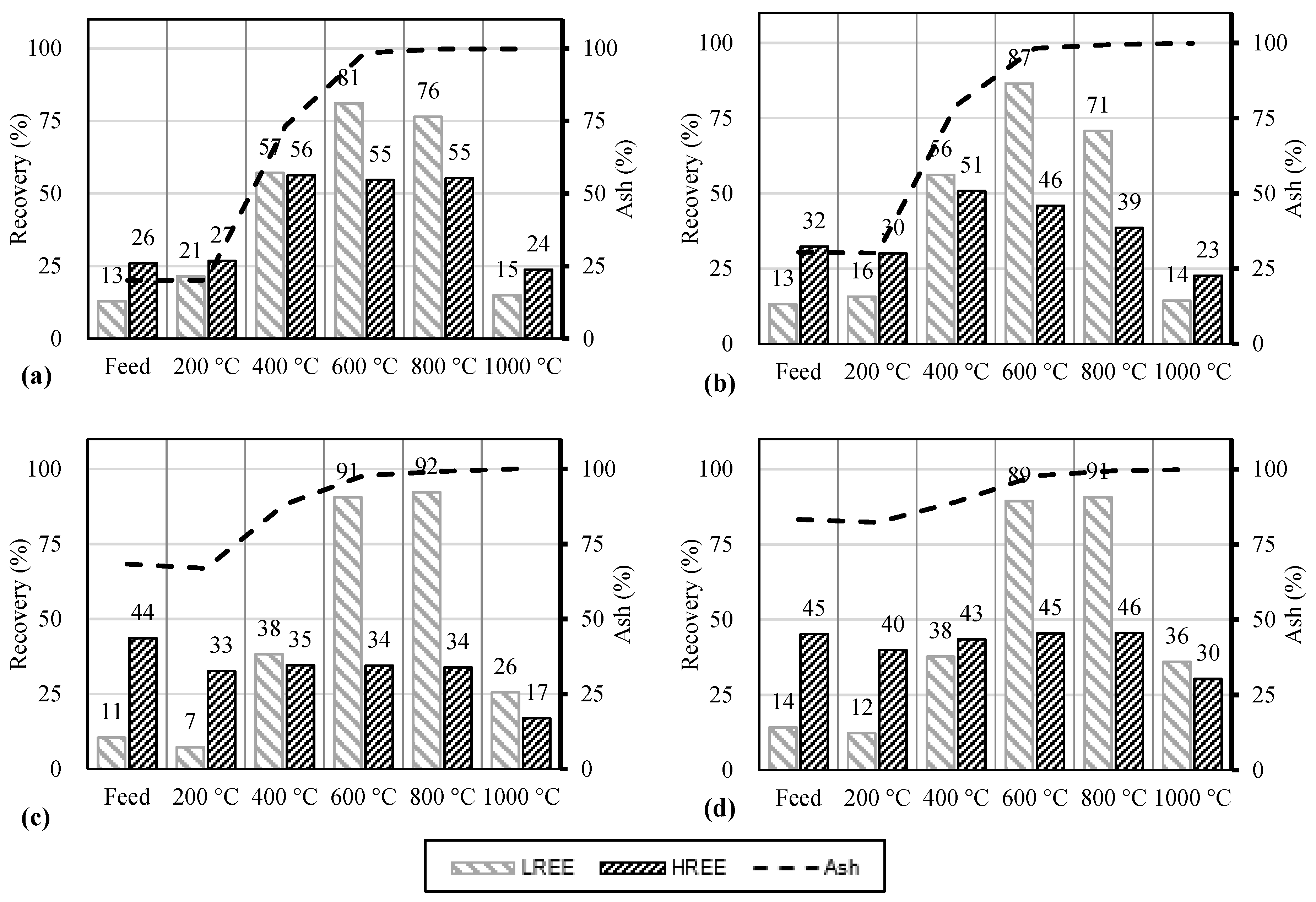
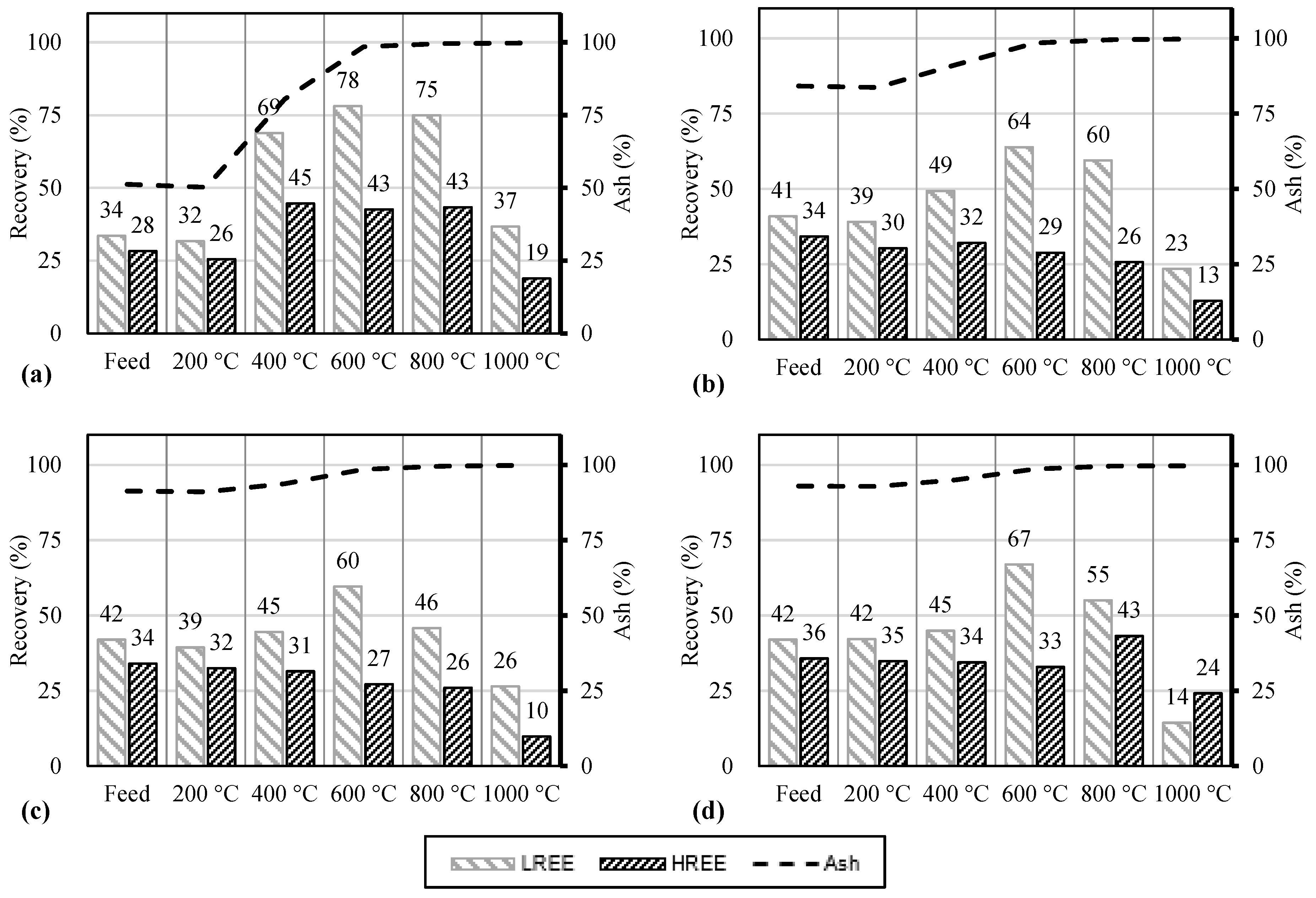
3.3. High-Temperature Calcination Tests
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Disclaimer
References
- Krishnamurthy, N.; Gupta, C.K. Extractive Metallurgy of Rare Earths; CRC Press: Boca Raton, FL, USA, 2004. [Google Scholar]
- Ober, J.A. Mineral Commodity Summaries 2016; US Geological Survey: Reston, VA, USA, 2016. [Google Scholar]
- Dai, S.; Li, D.; Chou, C.-L.; Zhao, L.; Zhang, Y.; Ren, D.; Ma, Y.; Sun, Y. Mineralogy and geochemistry of boehmite-rich coals: New insights from the Haerwusu Surface Mine, Jungar Coalfield, Inner Mongolia, China. Int. J. Coal Geol. 2008, 74, 185–202. [Google Scholar] [CrossRef]
- Moldoveanu, G.A.; Papangelakis, V.G. Recovery of rare earth elements adsorbed on clay minerals: I. Desorption mechanism. Hydrometallurgy 2012, 117, 71–78. [Google Scholar] [CrossRef]
- Gupta, T.; Ghosh, T.; Akdogan, G.; Srivastava, V.K. Characterizing rare earth elements in Alaskan coal and ash. Miner. Metall. Process. 2017, 34, 138–145. [Google Scholar] [CrossRef]
- Gschneidner, K.A. Rare Earths: The Fraternal Fifteen; US Atomic Energy Commission, Division of Technical Information: Oak Ridge, TN, USA, 1967. [Google Scholar]
- Zhang, W.; Rezaee, M.; Bhagavatula, A.; Li, Y.; Groppo, J.; Honaker, R. A review of the occurrence and promising recovery methods of rare earth elements from coal and coal by-products. Int. J. Coal Prep. Util. 2015, 35, 295–330. [Google Scholar] [CrossRef]
- Seredin, V.V.; Dai, S. Coal deposits as potential alternative sources for lanthanides and yttrium. Int. J. Coal Geol. 2012, 94, 67–93. [Google Scholar] [CrossRef]
- Hower, J.C.; Berti, D.; Hochella Jr, M.F.; Mardon, S.M. Rare earth minerals in a “no tonstein” section of the Dean (Fire Clay) coal, Knox County, Kentucky. Int. J. Coal Geol. 2018, 193, 73–86. [Google Scholar] [CrossRef]
- Hower, J.C.; Ruppert, L.F.; Eble, C.F. Lanthanide, yttrium, and zirconium anomalies in the Fire Clay coal bed, Eastern Kentucky. Int. J. Coal Geol. 1999, 39, 141–153. [Google Scholar] [CrossRef]
- Ji, B.; Li, Q.; Zhang, W. Rare earth elements (REEs) recovery from coal waste of the Western Kentucky No. 13 and Fire Clay Seams. Part I: Mineralogical characterization using SEM-EDS and TEM-EDS. Fuel 2022, 307, 121854. [Google Scholar] [CrossRef]
- Gupta, T.; Ghosh, T.; Akdogan, G.; Bandopadhyay, S. Maximizing REE Enrichment by Froth Flotation of Alaskan Coal Using Box-Behnken Design. Min. Metall. Explor. 2019, 36, 571–578. [Google Scholar] [CrossRef]
- Zhang, W.; Honaker, R.; Groppo, J. Concentration of rare earth minerals from coal by froth flotation. Miner. Metall. Process. 2017, 34, 132–137. [Google Scholar] [CrossRef]
- Honaker, R.; Yang, X.; Chandra, A.; Zhang, W.; Werner, J. Hydrometallurgical Extraction of Rare Earth Elements from Coal. In Extraction 2018; The Minerals, Metals & Materials Series; Springer: Cham, Switzerland, 2018; Chapter 193; pp. 2309–2322. [Google Scholar] [CrossRef]
- Peelman, S.; Kooijman, D.; Sietsma, J.; Yang, Y. Hydrometallurgical Recovery of Rare Earth Elements from Mine Tailings and WEEE. J. Sustain. Metall. 2018, 4, 367–377. [Google Scholar] [CrossRef]
- Yang, X.; Werner, J.; Honaker, R. Leaching of rare Earth elements from an Illinois basin coal source. J. Rare Earths 2019, 37, 312–321. [Google Scholar] [CrossRef]
- Wang, M.; Zeng, M.; Wang, L.; Zhou, J.; Cui, D.; Wang, Q.; Weng, R.; Chen, X. Catalytic leaching process of bastnaesite with hydrochloric acid after oxidation roasting pretreatment. J. Chin. Soc. Rare Earths 2013, 31, 148. [Google Scholar]
- Xue, B.; Yin, S.-H.; Yao, L.; Wu, W.-Y. Leaching kinetics of bastnaesite concentrate in HCl solution. Trans. Nonferrous Met. Soc. China 2011, 21, 2306–2310. [Google Scholar]
- Gupta, T. Recovery of Rare Earth Elements from Alaskan Coal and Coal Combustion Products; University of Alaska Fairbanks: Fairbanks, AK, USA, 2016. [Google Scholar]
- Xu, Y.; Liu, H.; Meng, Z.; Cui, Z.; Zhao, W.; Li, L. Decomposition of bastnasite and monazite mixed rare earth minerals calcined by alkali liquid. J. Rare Earths 2012, 30, 155–158. [Google Scholar]
- Beltrami, D.; Deblonde, G.J.-P.; Bélair, S.; Weigel, V. Recovery of yttrium and lanthanides from sulfate solutions with high concentration of iron and low rare earth content. Hydrometallurgy 2015, 157, 356–362. [Google Scholar] [CrossRef]
- Nawab, A.; Yang, X.; Honaker, R. An acid baking approach to enhance heavy rare earth recovery from bituminous coal-based sources. Miner. Eng. 2022, 184, 107610. [Google Scholar] [CrossRef]
- Zhang, W.; Noble, A.; Yang, X.; Honaker, R. A comprehensive review of rare earth elements recovery from coal-related materials. Minerals 2020, 10, 451. [Google Scholar] [CrossRef]
- Adolphi, P.; Stör, M. Glow discharge excited low temperature ashing: A new technique for separating mineral matter of coals. Fuel 1985, 64, 151–155. [Google Scholar] [CrossRef]
- Kuhn, J.K.; Fiene, F.; Harvey, R.D. Geochemical Evaluation and Characterization of a Pittsburgh No. 8 and a Rosebud Seam Coal; Department of Energy, [Office of the Assistant Secretary for Intergovernmental and Institutional Relations]: Morgantown, WV, USA, 1978. [Google Scholar]
- Bond, J.; Giroux, L. Low temperature plasma ashing of coal for quantitative mineral analysis. In Proceedings of the 2013 World of Coal Ash (WOCA) Conference, Lexington, KY, USA, 22–25 April 2013. [Google Scholar]
- Goldston, R.J.; Rutherford, P.H. Introduction to Plasma Physics; CRC Press: Boca Raton, FL, USA, 1995. [Google Scholar]
- Gomez, E.; Rani, D.A.; Cheeseman, C.; Deegan, D.; Wise, M.; Boccaccini, A. Thermal plasma technology for the treatment of wastes: A critical review. J. Hazard. Mater. 2009, 161, 614–626. [Google Scholar] [CrossRef]
- Luttrell, G.H.; Kiser, M.J.; Yoon, R.-H.; Noble, A.; Rezaee, M.; Bhagavatula, A.; Honaker, R.Q. A Field Survey of Rare Earth Element Concentrations in Process Streams Produced by Coal Preparation Plants in the Eastern USA. Min. Metall. Explor. 2019, 36, 889–902. [Google Scholar] [CrossRef]
- Zhang, W.; Honaker, R. Characterization and recovery of rare earth elements and other critical metals (Co, Cr, Li, Mn, Sr, and V) from the calcination products of a coal refuse sample. Fuel 2020, 267, 117236. [Google Scholar] [CrossRef]
- Zhang, W.; Yang, X.; Honaker, R.Q. Association characteristic study and preliminary recovery investigation of rare earth elements from Fire Clay seam coal middlings. Fuel 2018, 215, 551–560. [Google Scholar] [CrossRef]
- Ji, B.; Li, Q.; Tang, H.; Zhang, W. Rare earth elements (REEs) recovery from coal waste of the Western Kentucky No. 13 and Fire Clay seams. Part II: Re-investigation on the effect of calcination. Fuel 2022, 315, 123145. [Google Scholar] [CrossRef]
- Miller, R.N.; Yarzab, R.F.; Given, P.H. Determination of the mineral-matter contents of coals by low-temperature ashing. Fuel 1979, 58, 4–10. [Google Scholar] [CrossRef]
- Application for Plasma Etching and Ashing. Electron Microscopy Sciences. Available online: https://www.emsdiasum.com/microscopy/technical/datasheet/plasma_apps.aspx (accessed on 26 January 2021).
- Gleit, C.E.; Holland, W.D. Use of Electrically Excited Oxygen for the Low Temperature Decomposition of Organic Substances. Anal. Chem. 1962, 34, 1454–1457. [Google Scholar] [CrossRef]
- Erdogan, S.; Baysal, A.; Akba, O.; Hamamci, C. Interaction of metals with humic acid isolated from oxidized coal. Pol. J. Environ. Stud. 2007, 16, 671–675. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample SG | % Moisture | % Ash | % Carbon Content | % Sulfur |
|---|---|---|---|---|
| Baker Seam | ||||
| 1.60 SG float | 2.0 | 19.7 | 78.3 | 6.8 |
| 1.60 × 1.80 SG | 1.9 | 29.9 | 68.2 | 7.7 |
| 1.80 × 2.20 SG | 1.7 | 67.1 | 31.2 | 6.3 |
| 2.20 SG sink | 1.8 | 81.8 | 16.4 | 10.2 |
| Composite | 1.8 | 74.6 | 23.6 | 8.9 |
| Fire Clay Seam | ||||
| 1.60 SG float | 1.8 | 50.3 | 47.9 | 0.5 |
| 1.60 × 1.80 SG | 1.5 | 82.9 | 15.6 | 0.2 |
| 1.80 × 2.20 SG | 1.3 | 90.1 | 8.6 | 0.1 |
| 2.20 SG sink | 1.2 | 91.9 | 7.0 | 0.2 |
| Composite | 1.2 | 90.9 | 7.9 | 0.2 |
| Analytical Facility | Facility Model and Origin | Purpose |
|---|---|---|
| BET Surface Area Analyzer | 3-Flex, Micrometrics, Norcross, GA, USA | surface area and pore volume analysis |
| ICP-OES | Arcos ICP OES, Spectro, Wessling, Germany | determining elemental content |
| Low-Temperature Plasma | PE 100-RIE, Plasma Etch Inc., Carson City, NV, USA | low-temperature plasma oxidation |
| Muffle Furnace | Thermolyne F6020C-80 Thermo Scientific, Boston, MA, USA | high-temperature calcination |
| Scanning Electron Microscope | FEI Quanta 250, Thermo Scientific, Quanta, Boston, MA, USA | phase transformation and decomposition process |
| Sulfur Analyzer | SC-430, LECO Corporation, St. Joseph, MN, USA | sulfur content |
| Thermogravimetric Analyzer | TGA-701, LECO Corporation, St. Joseph, MN, USA | composition of coal, proximate analysis |
| X-ray Fluorescence | AXS S4 Pioneer wXRF, Bruker, Madison, WI, USA | chemical composition |
| X-ray powder diffraction | AXS D8 DISCOVER Diffractometer, Bruker, Madison, WI, USA | phase transformation and decomposition process |
| 1.60 SG Float | |||
|---|---|---|---|
| Feed | Plasma Ash | % Change | |
| BET Surface Area (m2/g) | 1.2864 | 9.7513 | 658 |
| Total Volume in Pores (cm3/g) | 0.0031 | 0.0509 | 1542 |
| Area in Pores (m2/g) | 0.3110 | 3.4140 | 998 |
| Total Area in Pores (m2/g) | 0.6280 | 6.6270 | 955 |
| 2.20 SG Sink | |||
| Feed | Plasma Ash | % Change | |
| BET Surface Area (m2/g) | 7.8935 | 6.8527 | −13 |
| Total Volume in Pores (cm3/g) | 0.0085 | 0.0092 | 8 |
| Area in Pores (m2/g) | 4.0900 | 2.5710 | −37 |
| Total Area in Pores (m2/g) | 5.0120 | 3.5810 | −29 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gupta, T.; Nawab, A.; Honaker, R. Pretreatment of Bituminous Coal By-Products for the Hydrometallurgical Extraction of Rare Earth Elements. Minerals 2023, 13, 614. https://doi.org/10.3390/min13050614
Gupta T, Nawab A, Honaker R. Pretreatment of Bituminous Coal By-Products for the Hydrometallurgical Extraction of Rare Earth Elements. Minerals. 2023; 13(5):614. https://doi.org/10.3390/min13050614
Chicago/Turabian StyleGupta, Tushar, Ahmad Nawab, and Rick Honaker. 2023. "Pretreatment of Bituminous Coal By-Products for the Hydrometallurgical Extraction of Rare Earth Elements" Minerals 13, no. 5: 614. https://doi.org/10.3390/min13050614