
The Impact of Froth Launders Design in an Industrial Flotation Bank Using Novel Metallurgical and Hydrodynamic Models


Abstract
:1. Introduction
2. Methodology
2.1. Evaluation of New Launder Designs in Flotation Cells
2.2. Simulation of Different Scenarios for an Industrial Flotation Circuit
2.2.1. Scenarios
- Full circuit with standard launders (baseline).
- Full circuit with new launder technology (upgrade).
- New launder technology in the two first cells of the bank.
- New launder technology in the two last cells of the bank.
2.2.2. Industrial Flotation Simulator to Predict Metallurgical Performance
2.2.3. Industrial Flotation Simulator to Predict Metallurgical Performance
Description of the Industrial Flotation Circuit
Metallurgical Surveys at BVC Concentrator
3. Results and Discussion
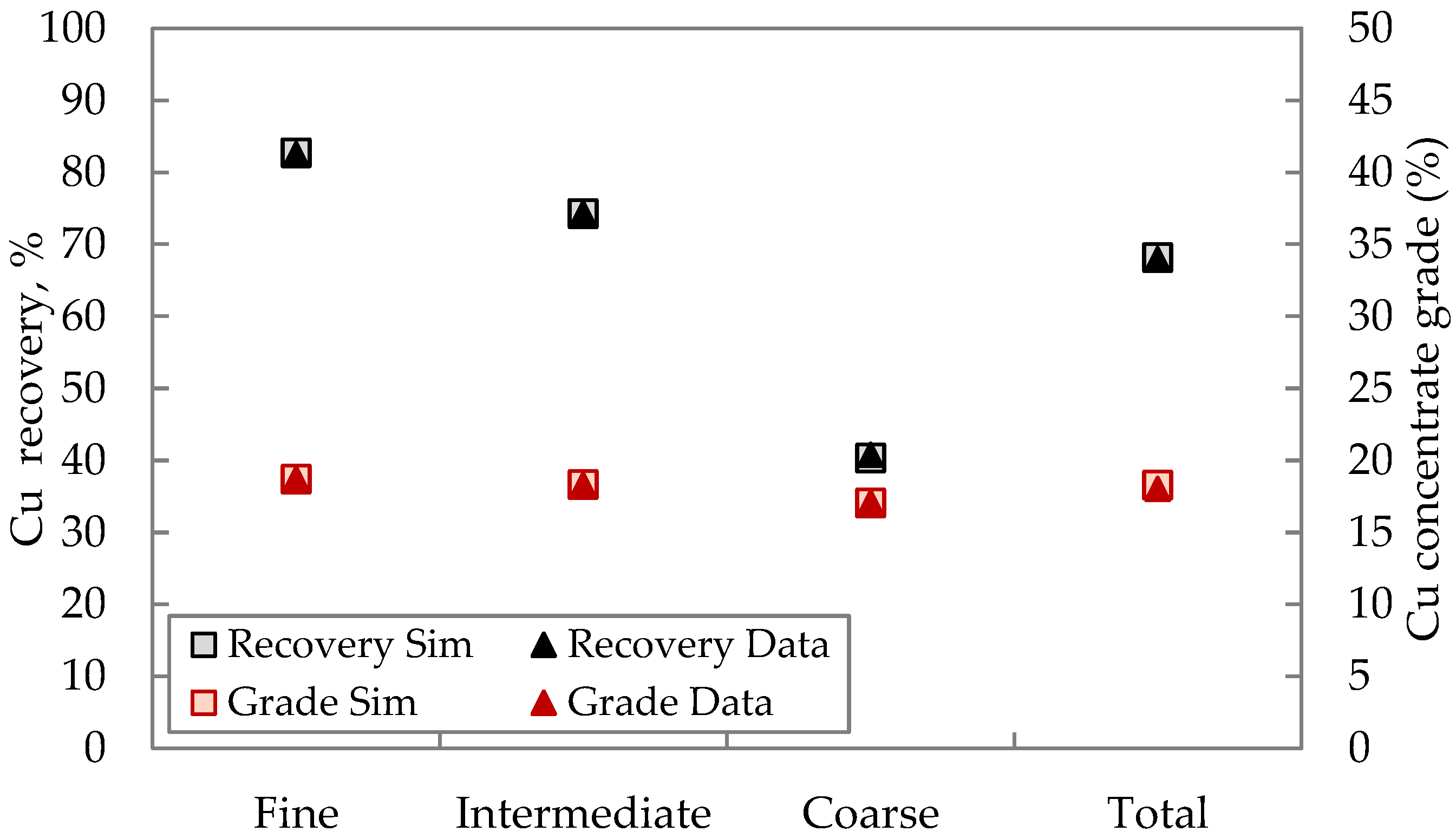
3.1. Calibration of the Metallurgical Response Predicted by the Industrial Simulator
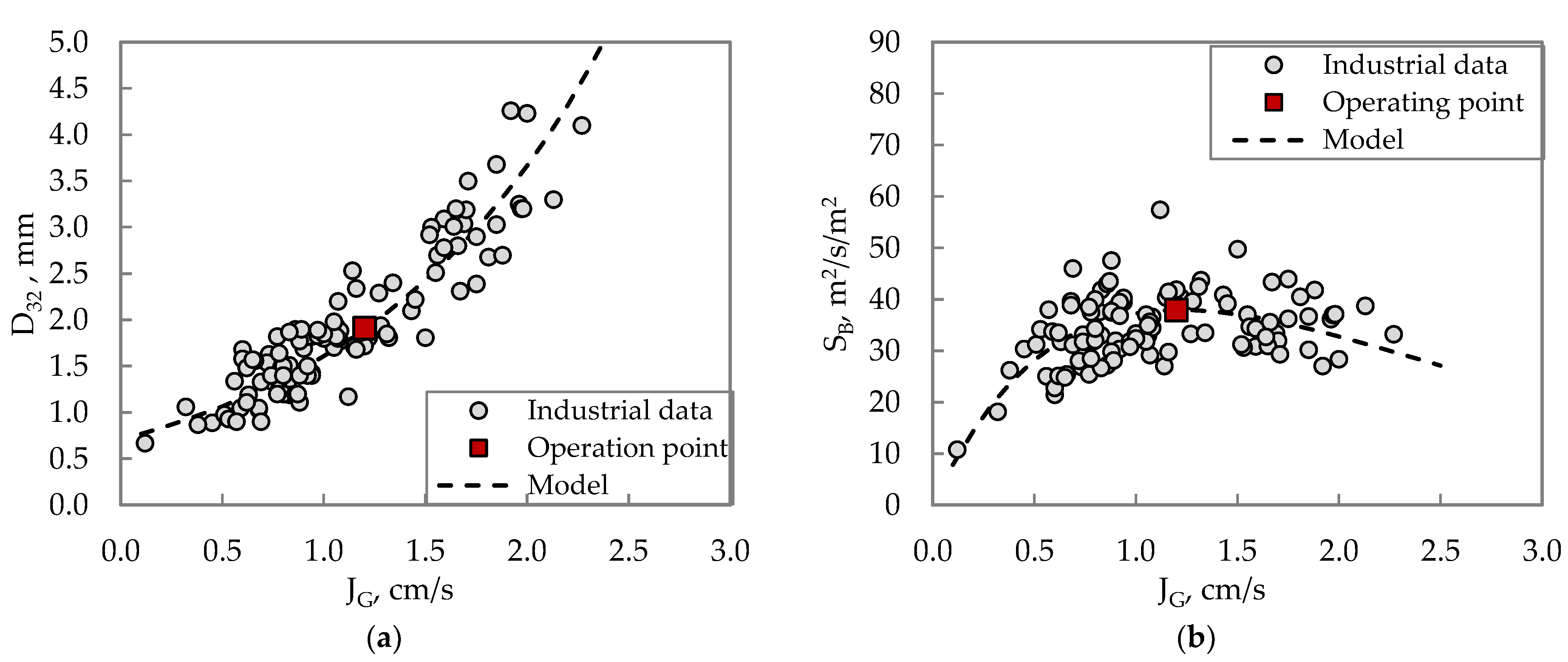
3.2. Hydrodynamic Conditions of the Industrial Flotation Bank
3.3. Comparison of Different Scenarios after Launder Upgrade
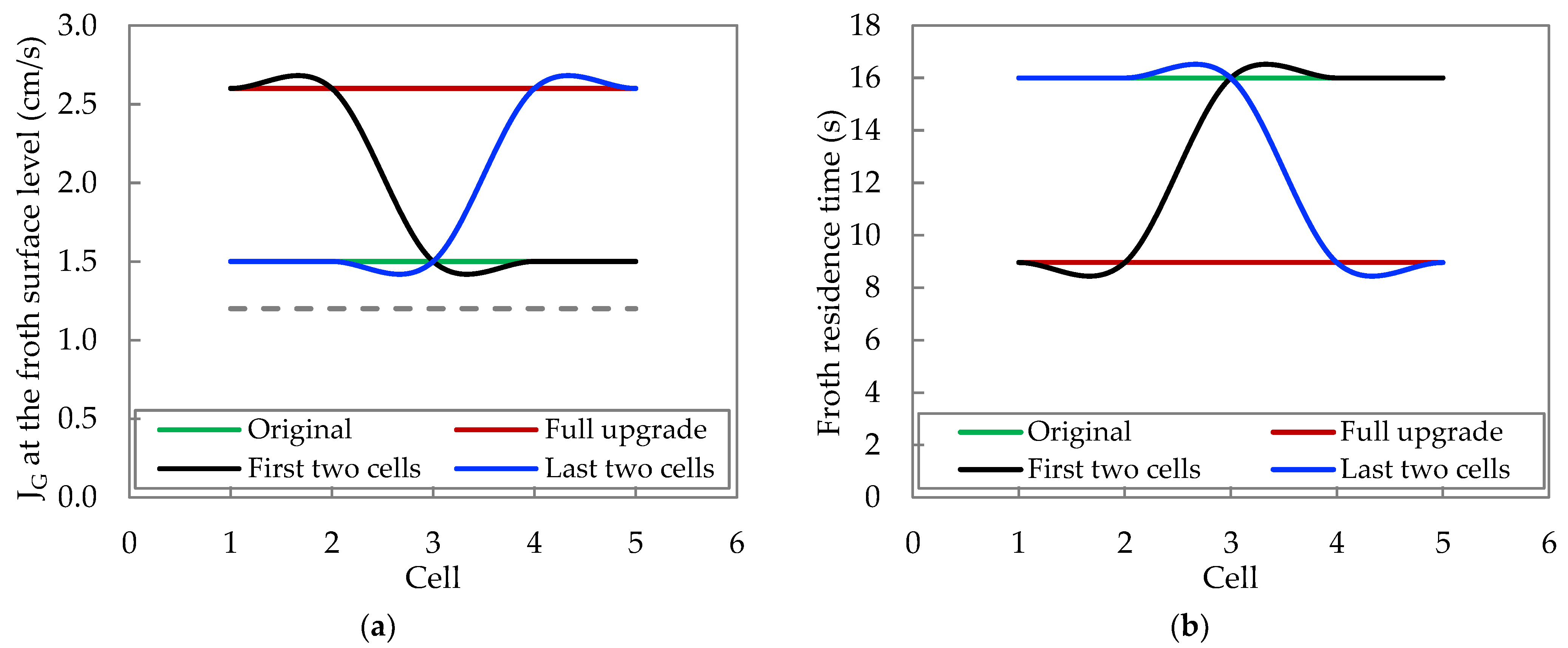
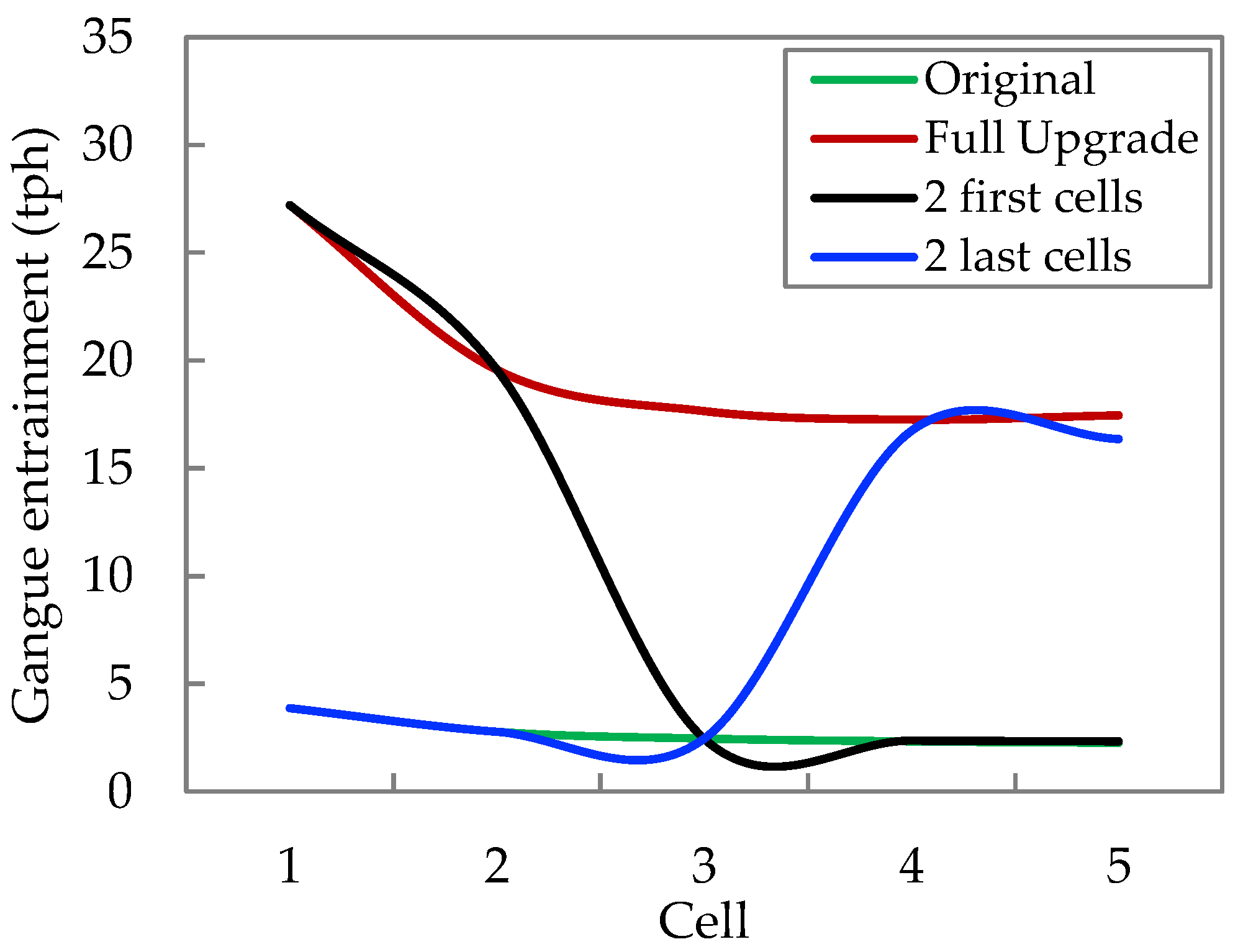
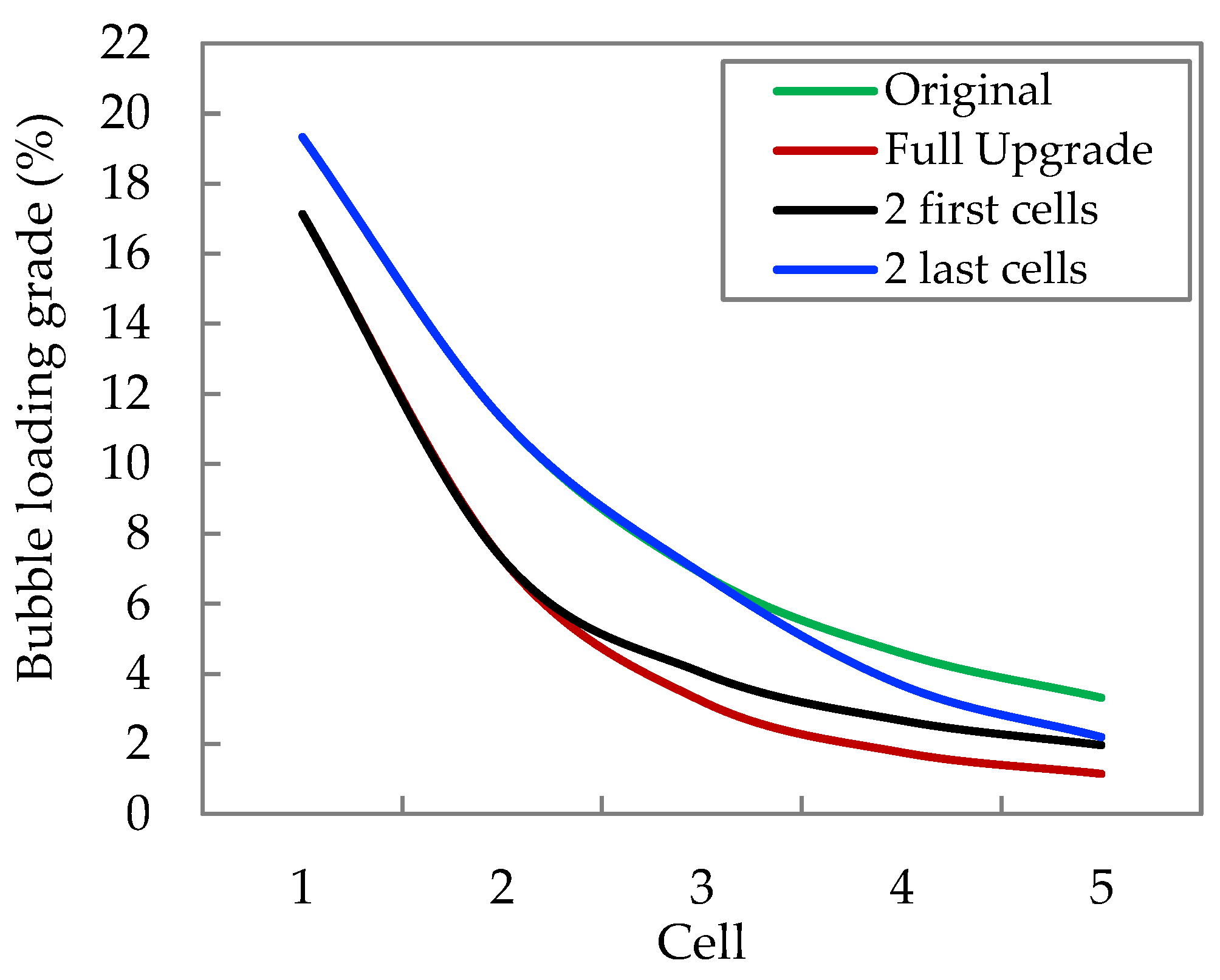
3.3.1. Hydrodynamic Conditions in Froth for the Different Scenarios
3.3.2. Effect on Cu Recovery
3.3.3. Effect on Cu Concentrate Grade
4. Discussion
5. Conclusions
- Either a partial or a full launder upgrade improved recovery.
- The full launder upgrade of the bank showed the highest final recovery.
- A partial launder upgrade, either in the first or last two cells of the bank, showed similar final recoveries, but the latter showed a slightly higher concentrate grade (about 1% higher).
- The main impact of launder upgrade was to improve recovery of coarse particles.
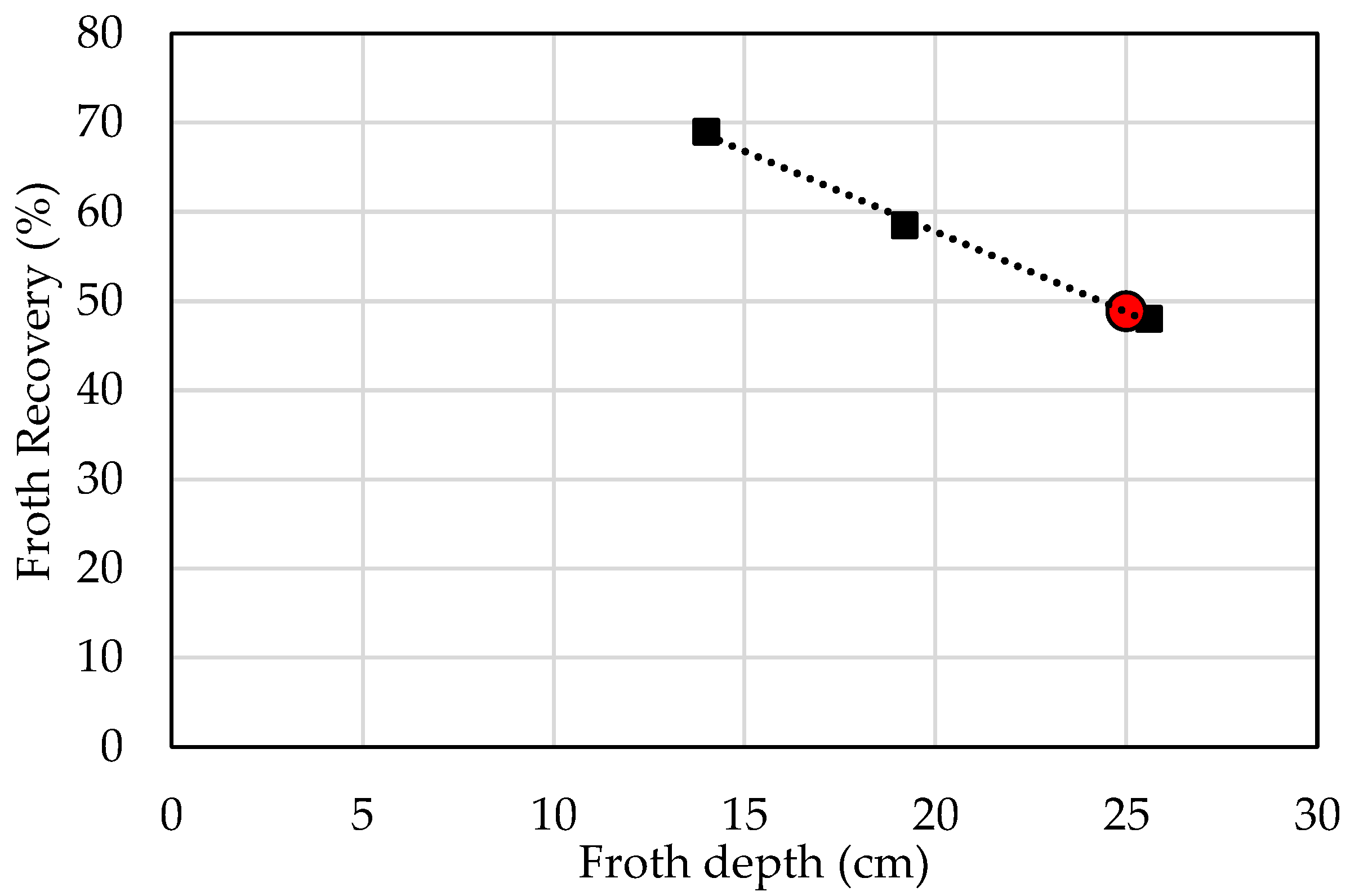
- The effect of launder upgrade in each evaluated cell was to increase froth recovery. The froth recovery estimation made by the industrial simulator was validated with previous industrial data.
- Either a partial or a full launder upgrade decreased the concentrate grade, to varying degrees, because of the increase in gangue entrainment (mainly for fine particles).
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Mattsson, T.; Grau, R.; Rinne, A.; Maksimianen, T. Hydrodynamic and metallurgical performance of large TankCell® flotation cell in comparison to smaller cells. In Proceedings of the Flotation’17, Cape Town, South Africa, 13–16 November 2017. [Google Scholar]
- Grau, R.; Tapia, J.; Yáñez, A.; Hicks, M.; Chavira, J.; Muro, G.; Romero, J. Improving Buenavista del Cobre Flotation Performance with Outotec TankCell® e630 Technology. In Proceedings of the Procemin-Geomet 2018, Santiago, Chile, 28–30 November 2018. [Google Scholar]
- Neethling, S.J.; Brito-Parada, P.R.; Hadler, K.; Cilliers, J. The transition from first to zero order flotation kinetics and its implications for the efficiency of large flotation cells. Miner. Eng. 2019, 132, 149–161. [Google Scholar] [CrossRef]
- Coleman, R. Flotation cells: Selecting the correct concentrate launder design. Filtr. Sep. 2009, 46, 36–37. [Google Scholar] [CrossRef]
- Brito-Parada, P.; Cilliers, J. Experimental and numerical studies of launder configurations in a two-phase flotation system. Miner. Eng. 2012, 36–38, 119–125. [Google Scholar] [CrossRef]
- Grau, R.; Davoise, D.; Yañez, A.; López, A. Optimizing the froth area of large mechanical flotation cells. In Proceedings of the Procemin-Geomet 2019, Santiago, Chile, 20–22 November 2019. [Google Scholar]
- Seaman, D.R.; Li, K.; Lamson, G.; Seaman, B.A.; Adams, M.H. Overcoming rougher residence time limitations in the rougher flotation bank at Red Chris Mine. In Proceedings of the 15th Mill Operators Conference 2021, Brisbane, Australia, 23–25 June 2021. [Google Scholar]
- Bermudez, G.; Amelunxen, P.; Medina, M.; Taylor, M.; Dube, R. Copper and molybdenum recovery increased by upgrading flotation cells with center launders at Hudbay Constancia. In Proceedings of the SME Annual Meeting, Senver, CO, USA, 1–5 March 2021. [Google Scholar]
- Corona, M.; Bermudez, G.; Dube, R.; Jalili, A. Recent advances in flotation cell froth management. In Proceedings of the CIM Virtual Convention and Expo, online, 3–6 May 2021. [Google Scholar]
- Bermudez, G.; Perkins, T.; Sorensen, R.; Smith, C.; Bartsch, L.; Moyo, J.; Dube, R.; Brändström, M. Froth launder modification in 300m3 flotation cells at Kennecott Copperton concentrator. In Proceedings of the SME Annual Meeting, Salt Lake City, UT, USA, 27 February–2 March 2022. [Google Scholar]
- Yianatos, J.; Bergh, L.; Vinnett, L.; Panire, I.; Iriarte, V. Correlation between the top of froth grade and the operational variables in rougher flotation circuits. Miner. Eng. 2016, 99, 151–157. [Google Scholar] [CrossRef]
- Yianatos, J.; Vallejos, P.; Grau, R.; Yañez, A. New approach for flotation process modelling and simulation. Miner. Eng. 2020, 156, 106482. [Google Scholar] [CrossRef]
- Metso Outotec. HSC Chemistry® software. October 2022. Available online: https://www.mogroup.com/portfolio/hsc-chemistry/ (accessed on 29 November 2022).
- Betancourt, D.; Izart, C.; Vallejos, P.; Yianatos, J.; Grau, R.; Yañez, A. Development of a new tool for industrial flotation modelling and simulation. In Proceedings of the Procemin-Geomet 2021, Santiago, Chile, 20–22 October 2021. [Google Scholar]
- Finch, J.A.; Dobby, G.S. Column Flotation, 1st ed.; Pergamon: Oxford, UK, 1990. [Google Scholar]
- Yianatos, J.; Moys, M.; Contreras, F.; Villanueva, A. Froth recovery of industrial flotation cells. Miner. Eng. 2008, 21, 817–825. [Google Scholar] [CrossRef]
- Yianatos, J.; Bergh, L.; Vinnett, L.; Panire, I.; Díaz, F. Modelling of residence time distribution of liquid and solid in mechanical flotation cells. Miner. Eng. 2015, 78, 69–73. [Google Scholar] [CrossRef]
- Wang, L.; Runge, K.; Peng, Y.; Vos, C. An empirical model for the degree of entrainment in froth flotation based on particle size and density. Miner. Eng. 2016, 98, 187–193. [Google Scholar] [CrossRef]
- Vallejos, P.; Yianatos, J.; Grau, R.; Yañez, A. Evaluation of flotation circuits design using a novel approach. Miner. Eng. 2020, 158, 106591. [Google Scholar] [CrossRef]
- Vallejos, P.; Yianatos, J.; Grau, R.; Yañez, A. Effect of mineral feed characteristics on industrial flotation circuits performance by simulating mineralogical and operational changes. In Proceedings of the IMPC 2020, Cape Town, South Africa, 18–22 October 2020. [Google Scholar]
- Vallejos, P.; Yianatos, J.; Grau, R.; Yañez, A.; López, A.; Davoise, D. Improving metallurgical performance in an industrial flotation bank by upgrading the first cell design. In Proceedings of the Procemin-Geomet 2021, Santiago, Chile, 20–22 October 2021. [Google Scholar]
- Suhonen, J.; Grau, R.; Yáñez, A.; Miettinen, T.; Tapia, A.; Mattsson, T. Performance of TankCell® 630 at Buenavista del Cobre Cu-Mo concentrator. In Proceedings of the Flotation’19, Cape Town, South Africa, 11–14 November 2019. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Valuable Mass Fraction (%) | Total Mass Fraction (%) | Cu Grade (%) | |||
|---|---|---|---|---|---|
| Liberation Class (%) | |||||
| Particle Size (µm) | <20 | 20–80 | >80 | ||
| +106 (coarse) | 20.7 | 32.2 | 47.1 | 36.5 | 0.40 |
| +45 −106 (intermediate) | 2.5 | 17.6 | 79.9 | 18.2 | 0.79 |
| −45 (fine) | 0.4 | 4.6 | 95.0 | 45.3 | 0.49 |
| Cell | Original | Full Upgrade | 2 First Cells | 2 First Cells |
|---|---|---|---|---|
| 1 | 10.7 | 29.7 | 29.7 | 10.7 |
| 2 | 8.9 | 23.9 | 23.9 | 8.9 |
| 3 | 8.3 | 21.9 | 8.0 | 8.3 |
| 4 | 8.0 | 20.9 | 7.7 | 21.8 |
| 5 | 7.8 | 20.3 | 7.6 | 20.9 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vallejos, P.; Yianatos, J.; Grau, R.; Yáñez, A. The Impact of Froth Launders Design in an Industrial Flotation Bank Using Novel Metallurgical and Hydrodynamic Models. Minerals 2023, 13, 169. https://doi.org/10.3390/min13020169
Vallejos P, Yianatos J, Grau R, Yáñez A. The Impact of Froth Launders Design in an Industrial Flotation Bank Using Novel Metallurgical and Hydrodynamic Models. Minerals. 2023; 13(2):169. https://doi.org/10.3390/min13020169
Chicago/Turabian StyleVallejos, Paulina, Juan Yianatos, Rodrigo Grau, and Alejandro Yáñez. 2023. "The Impact of Froth Launders Design in an Industrial Flotation Bank Using Novel Metallurgical and Hydrodynamic Models" Minerals 13, no. 2: 169. https://doi.org/10.3390/min13020169