

Discrete Element Modelling of a Bulk Cohesive Material Discharging from a Conveyor Belt onto an Impact Plate

Abstract
:1. Introduction
2. Materials and Methods
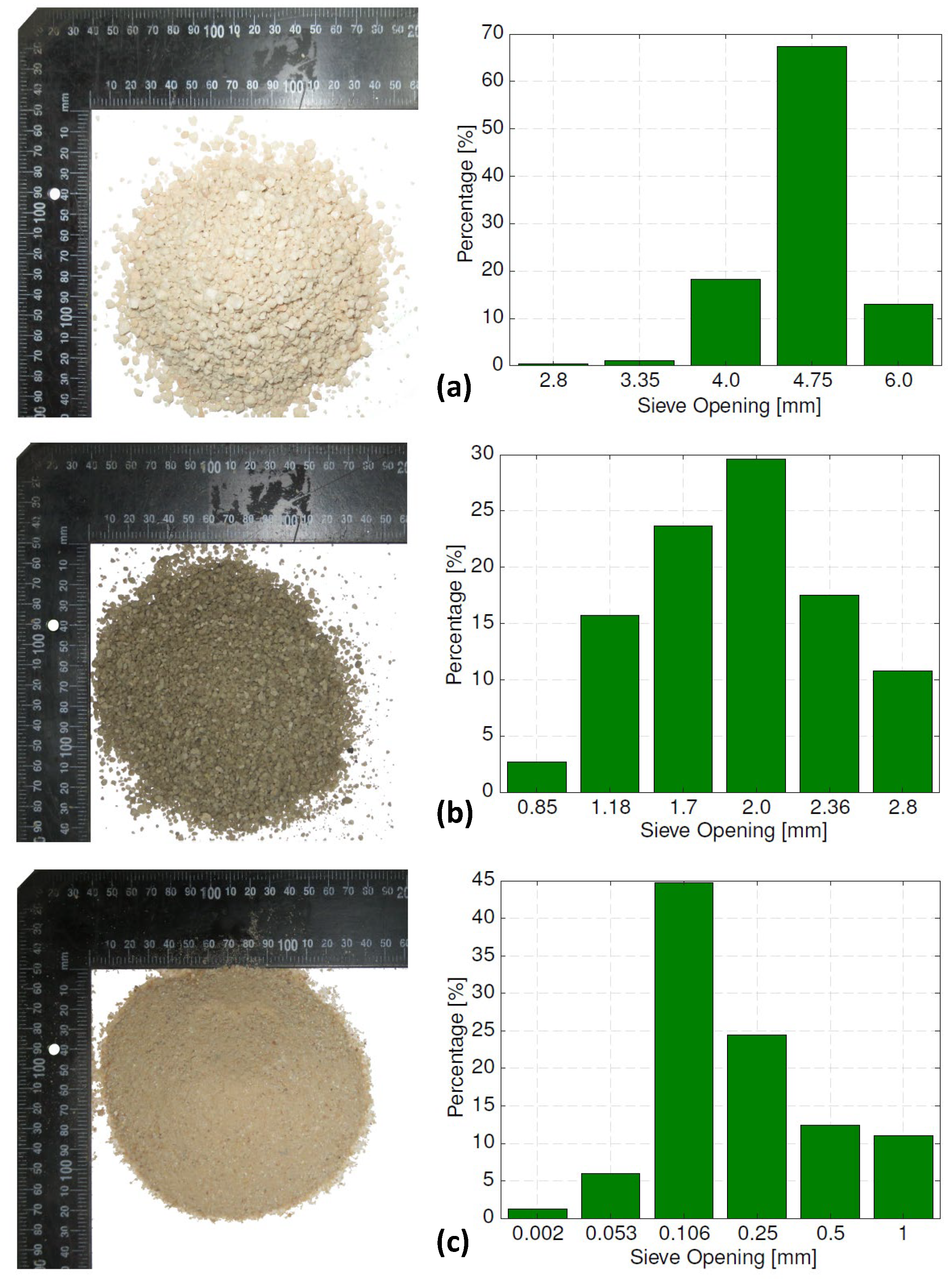
2.1. Cohesive Materials
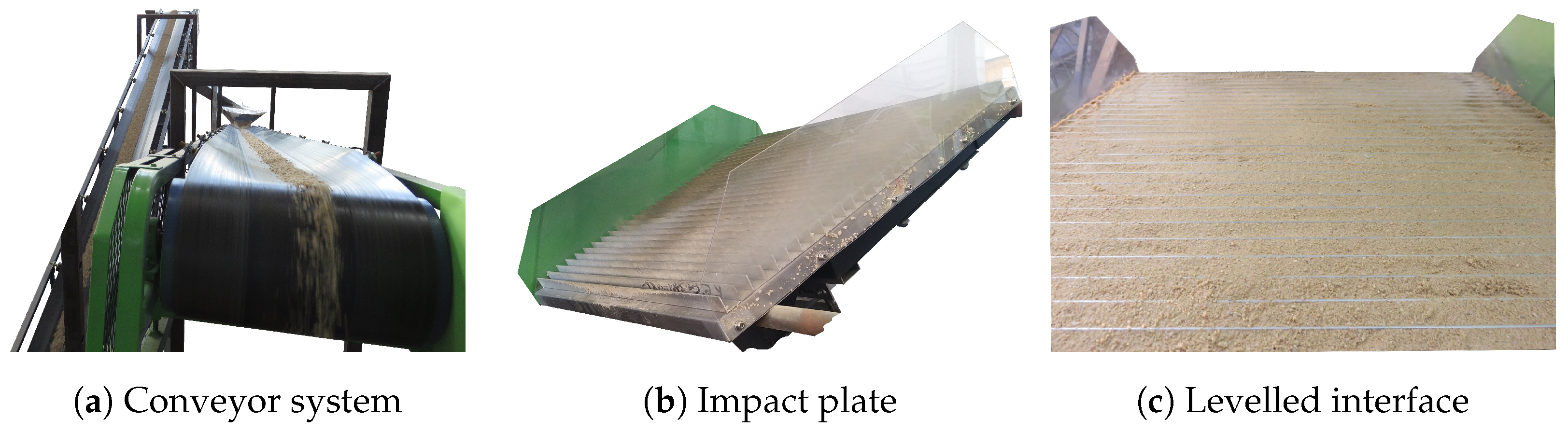
2.2. Conveyor System
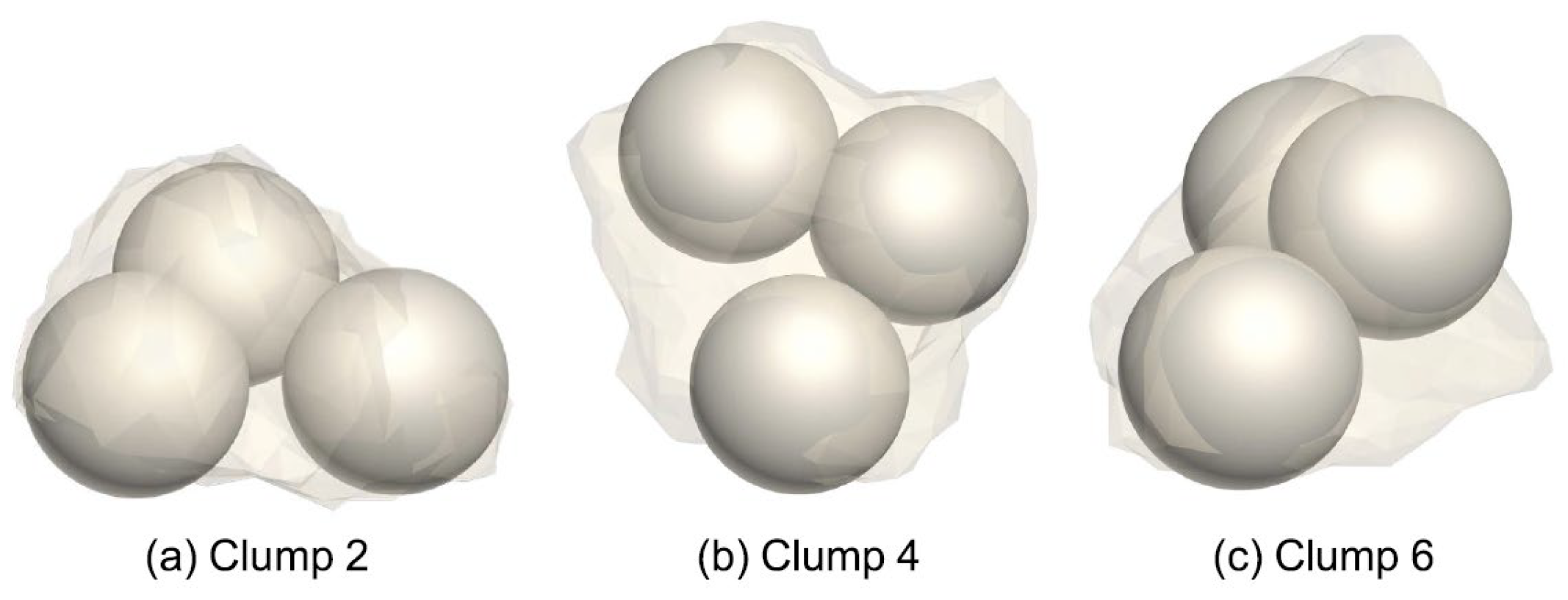
2.3. DEM Model
3. Results and Discussion
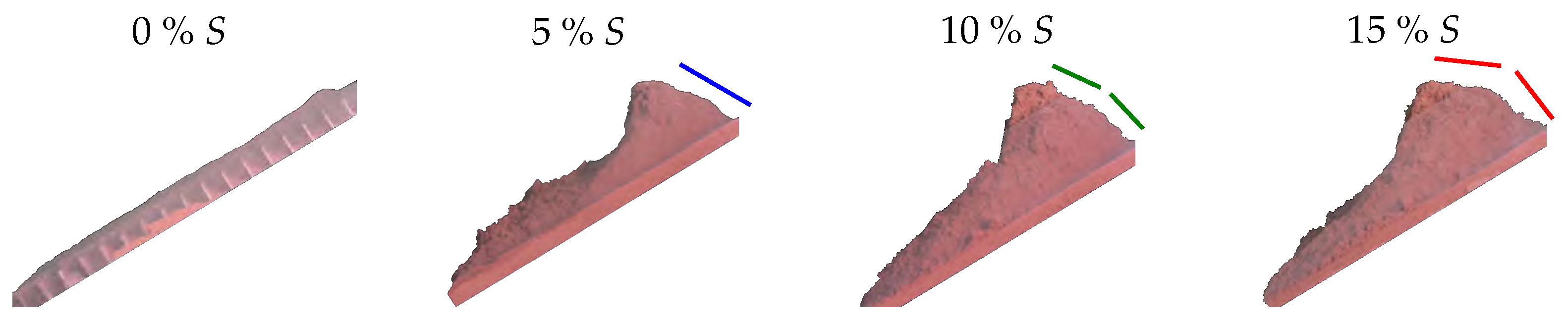
3.1. Experimental Results
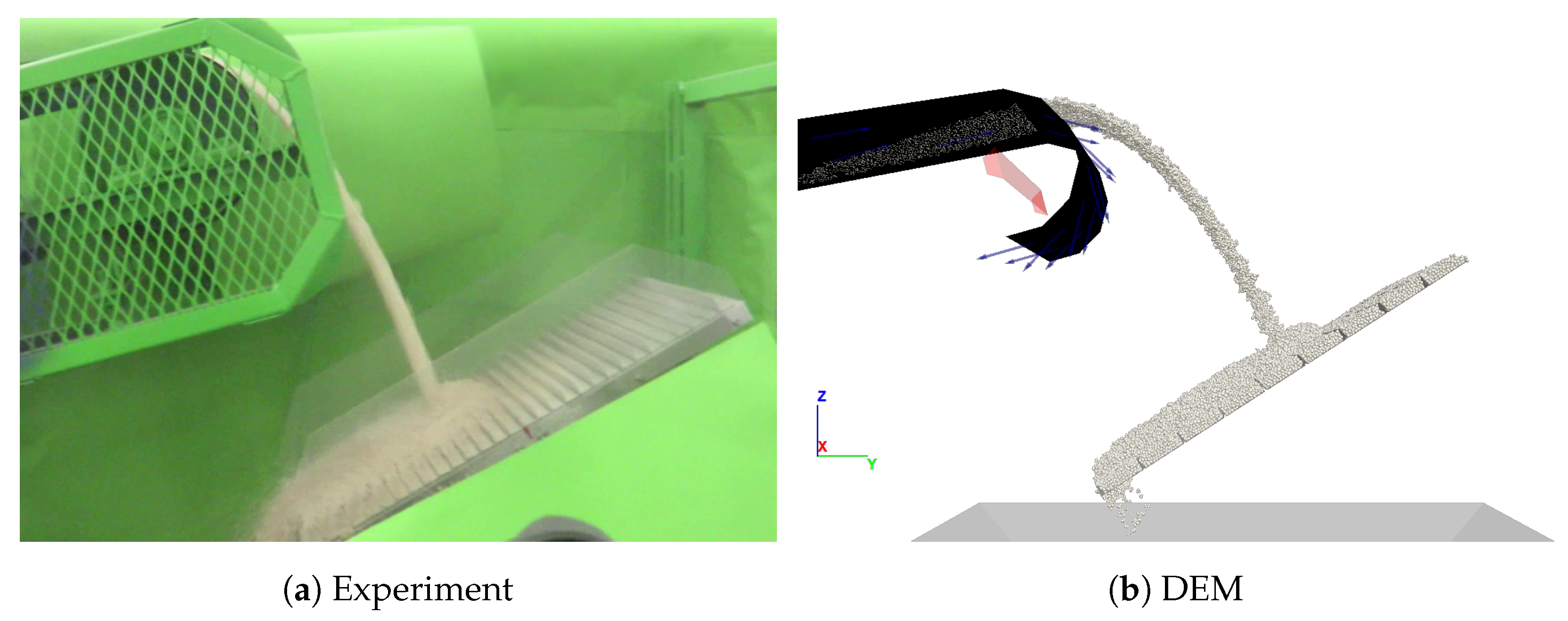
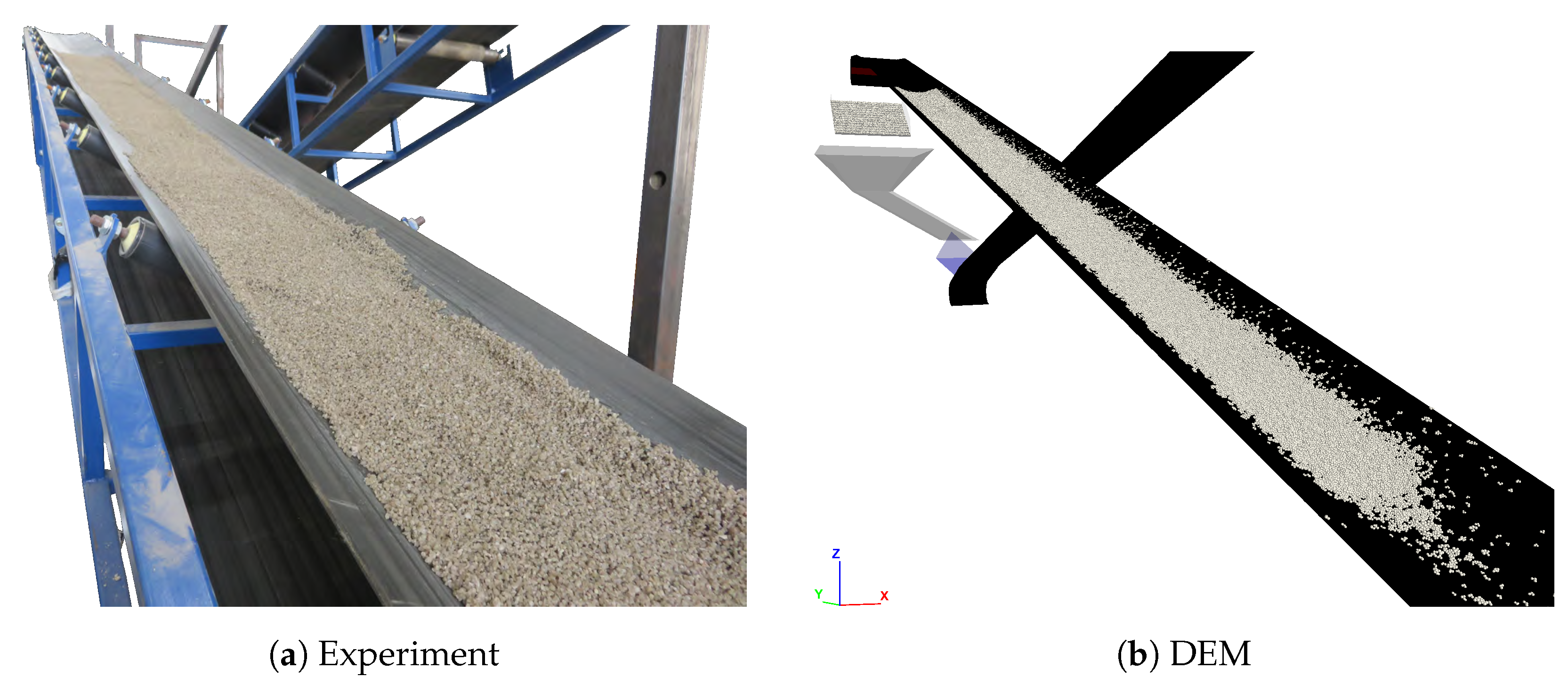
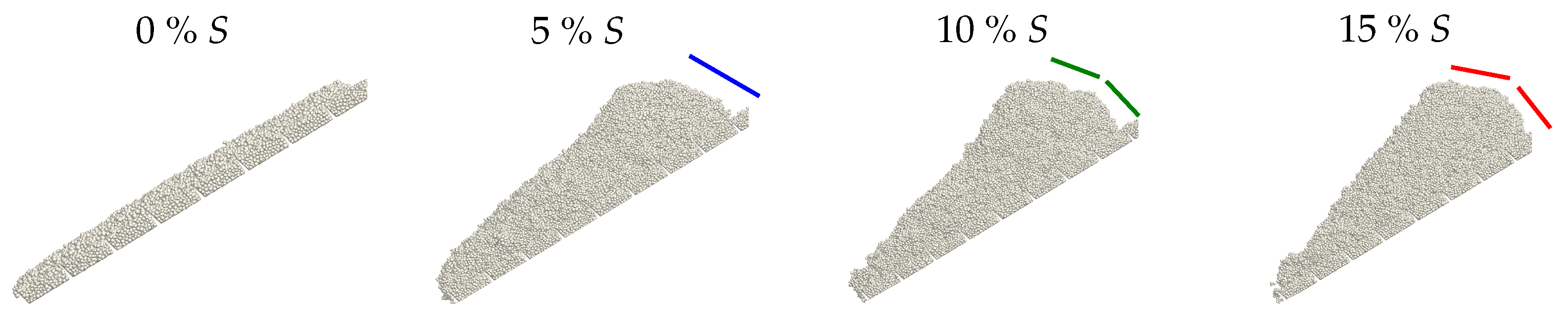
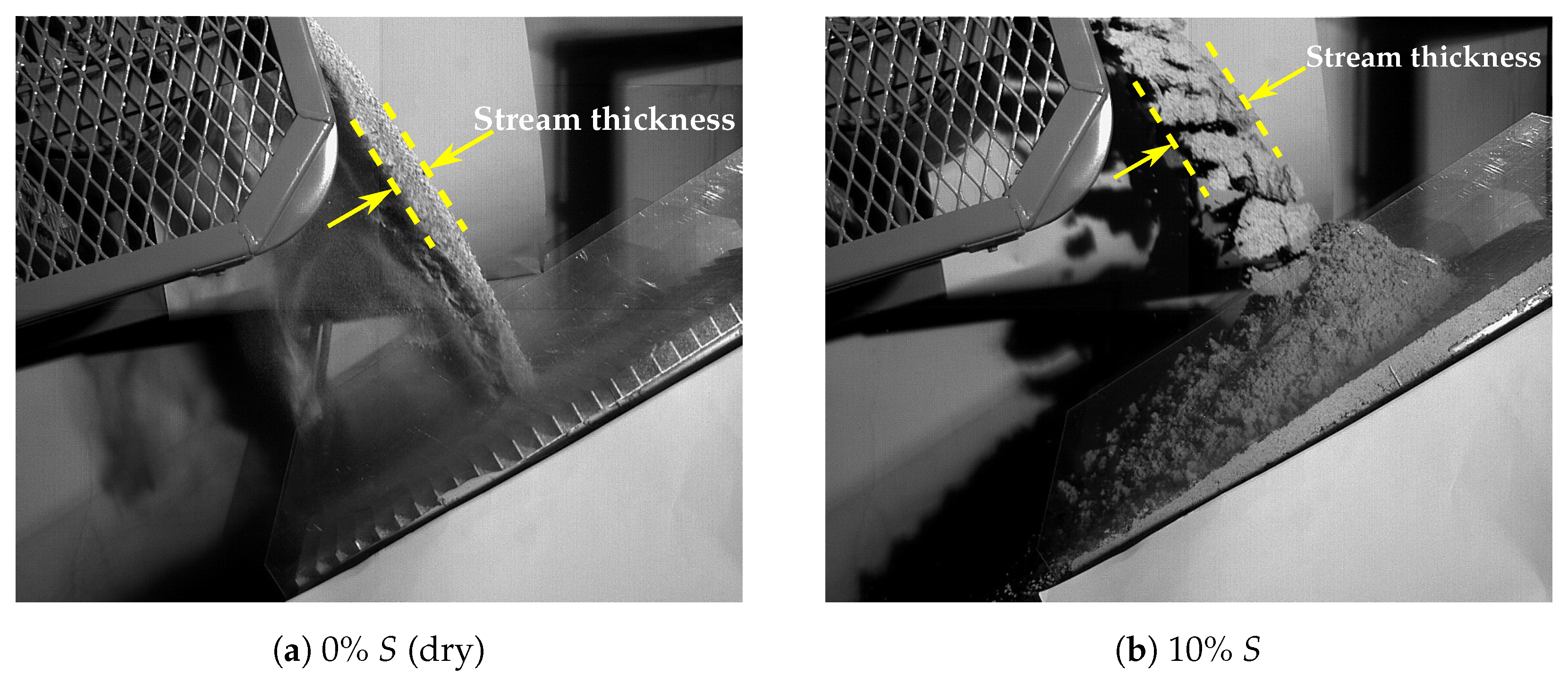
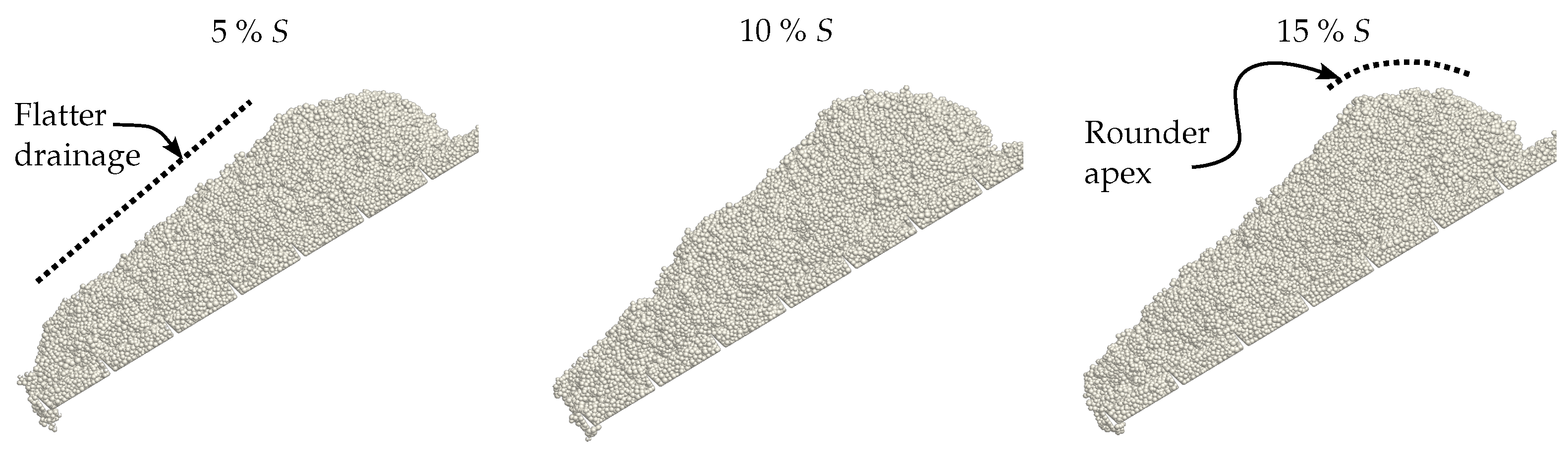
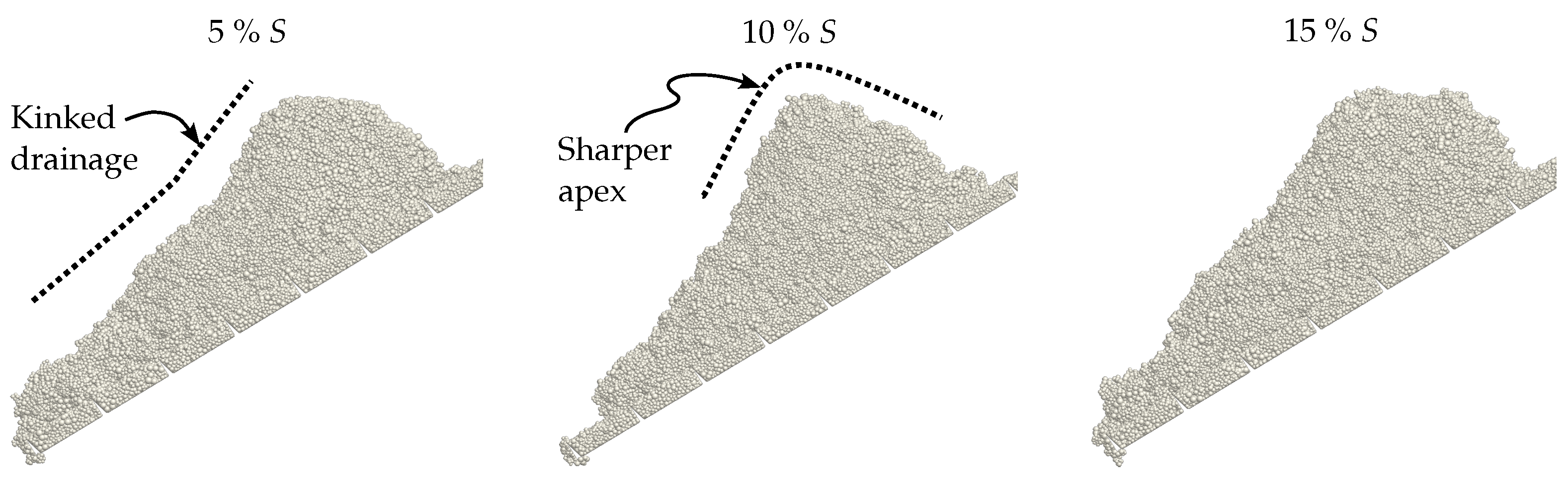
3.2. Qualitative Comparisons
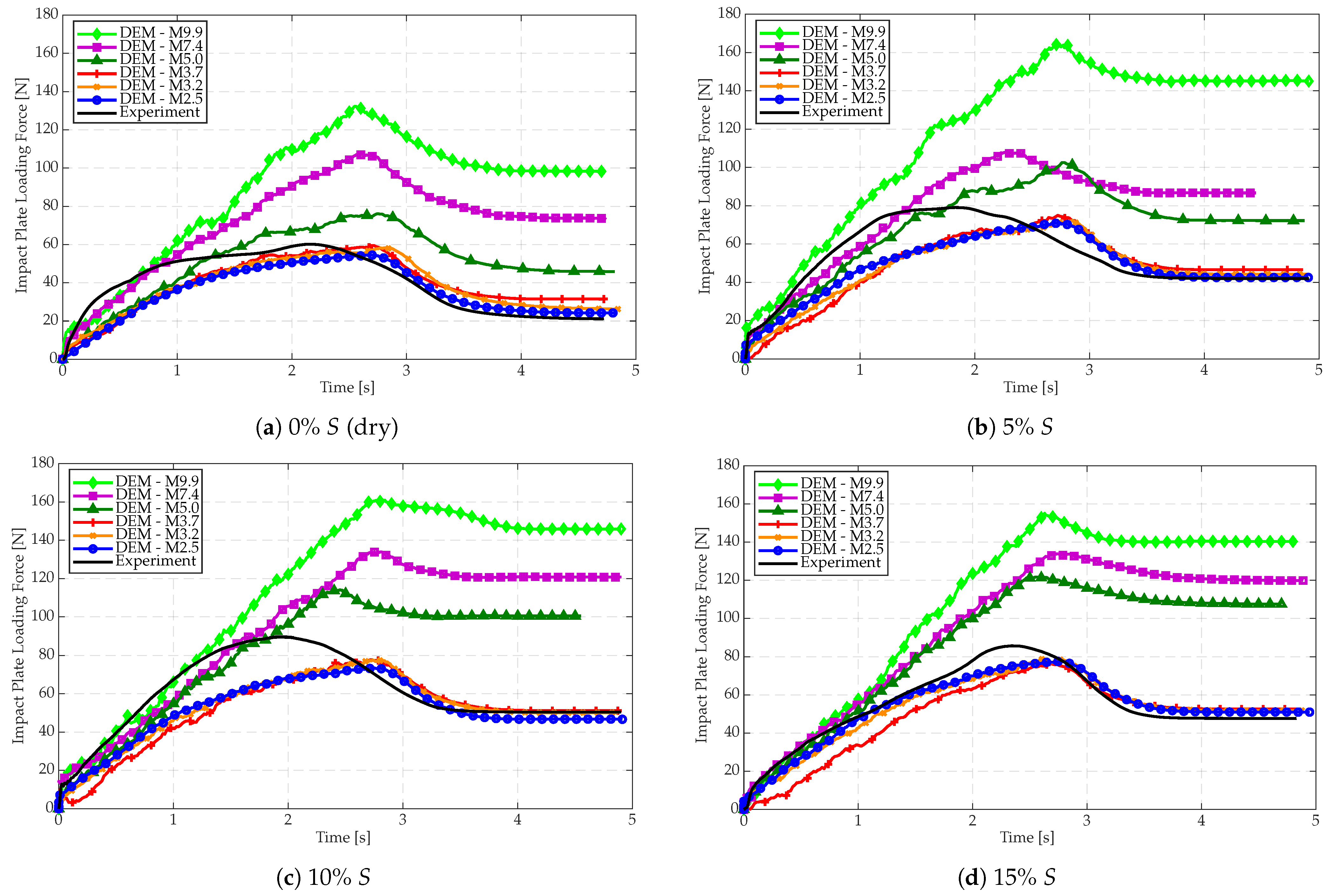
3.3. Quantitative Comparisons
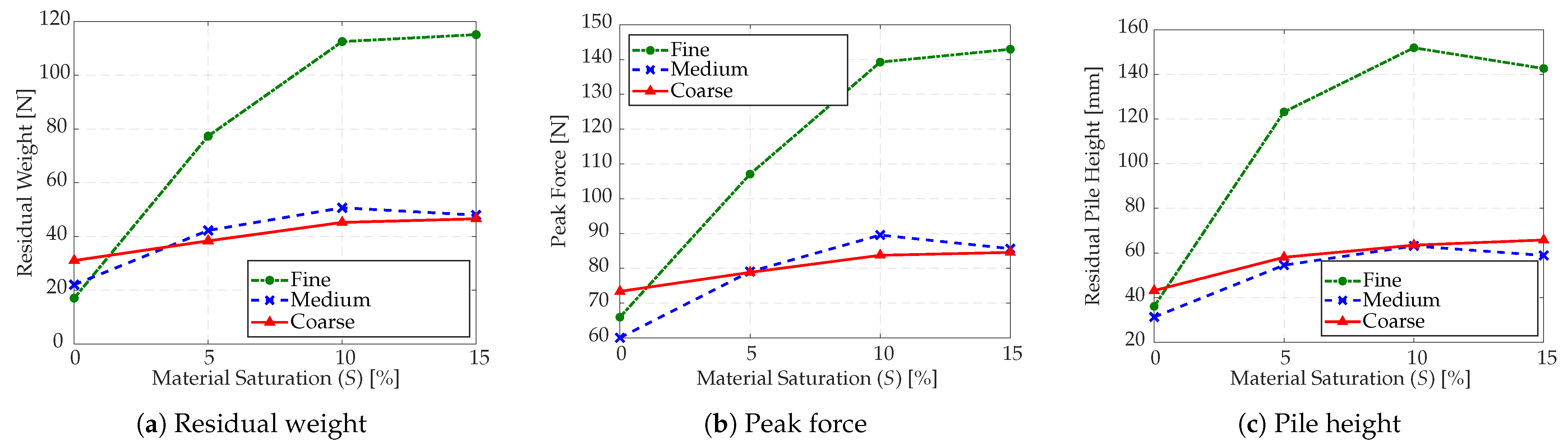
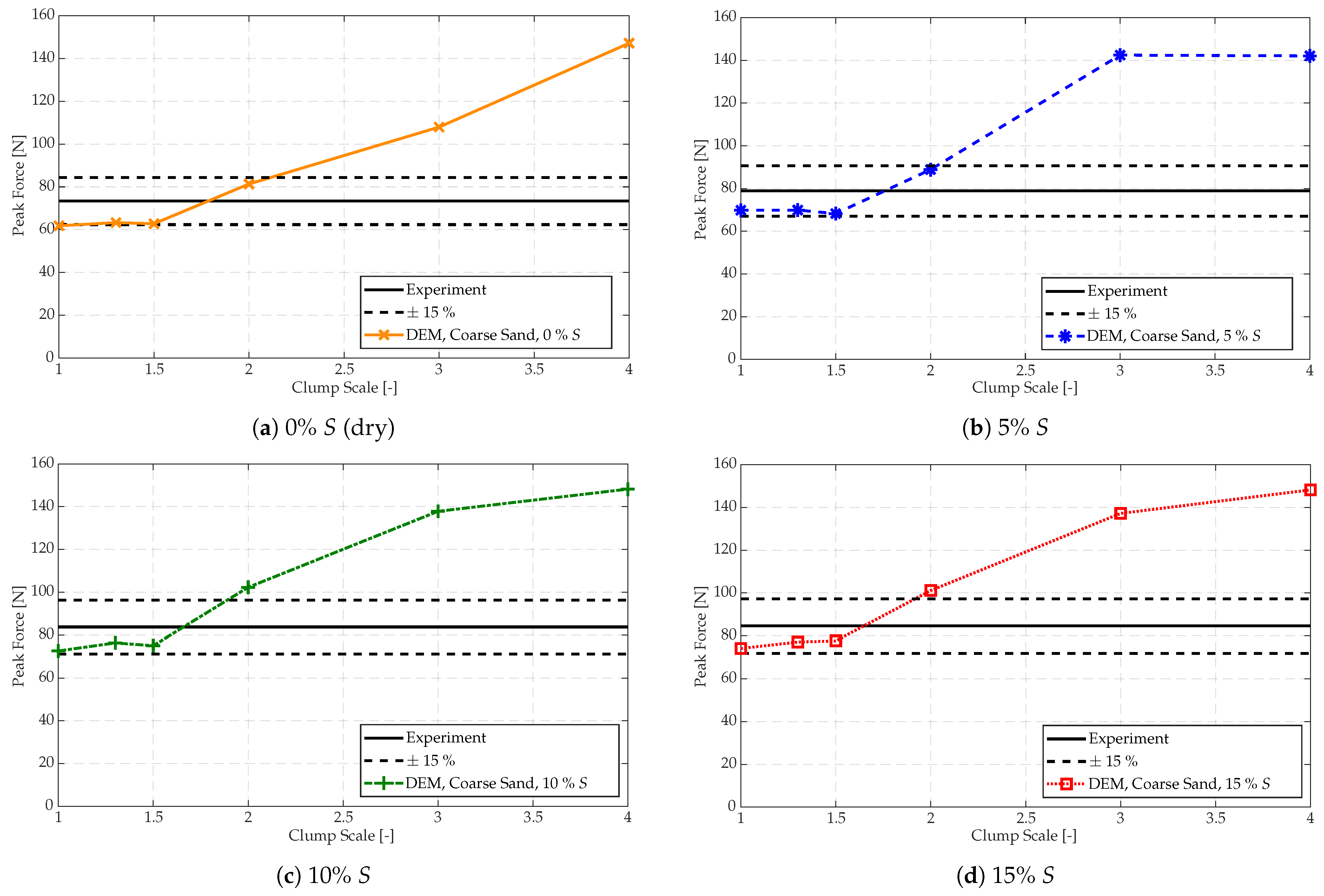
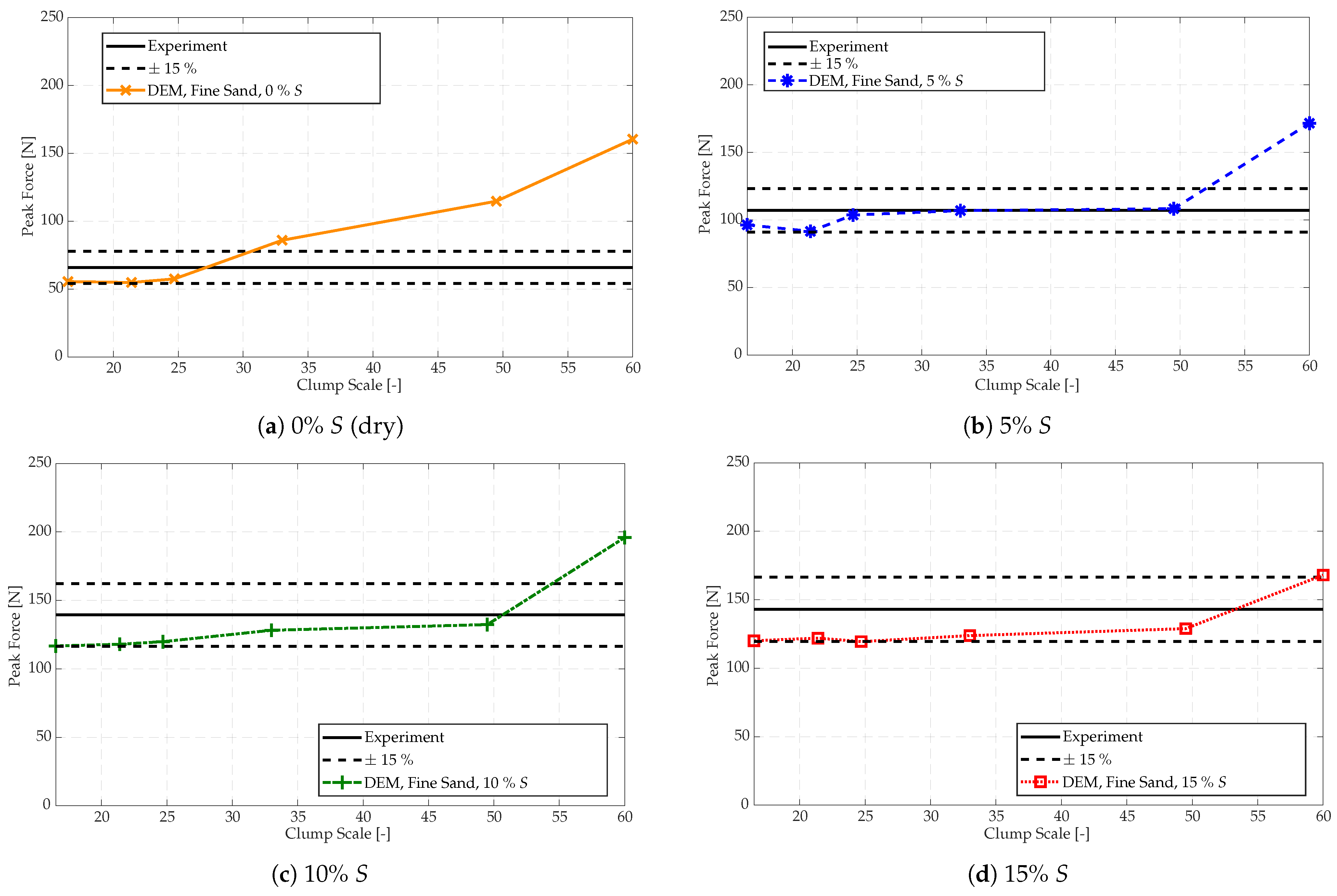
3.3.1. Comparison of the Peak Force
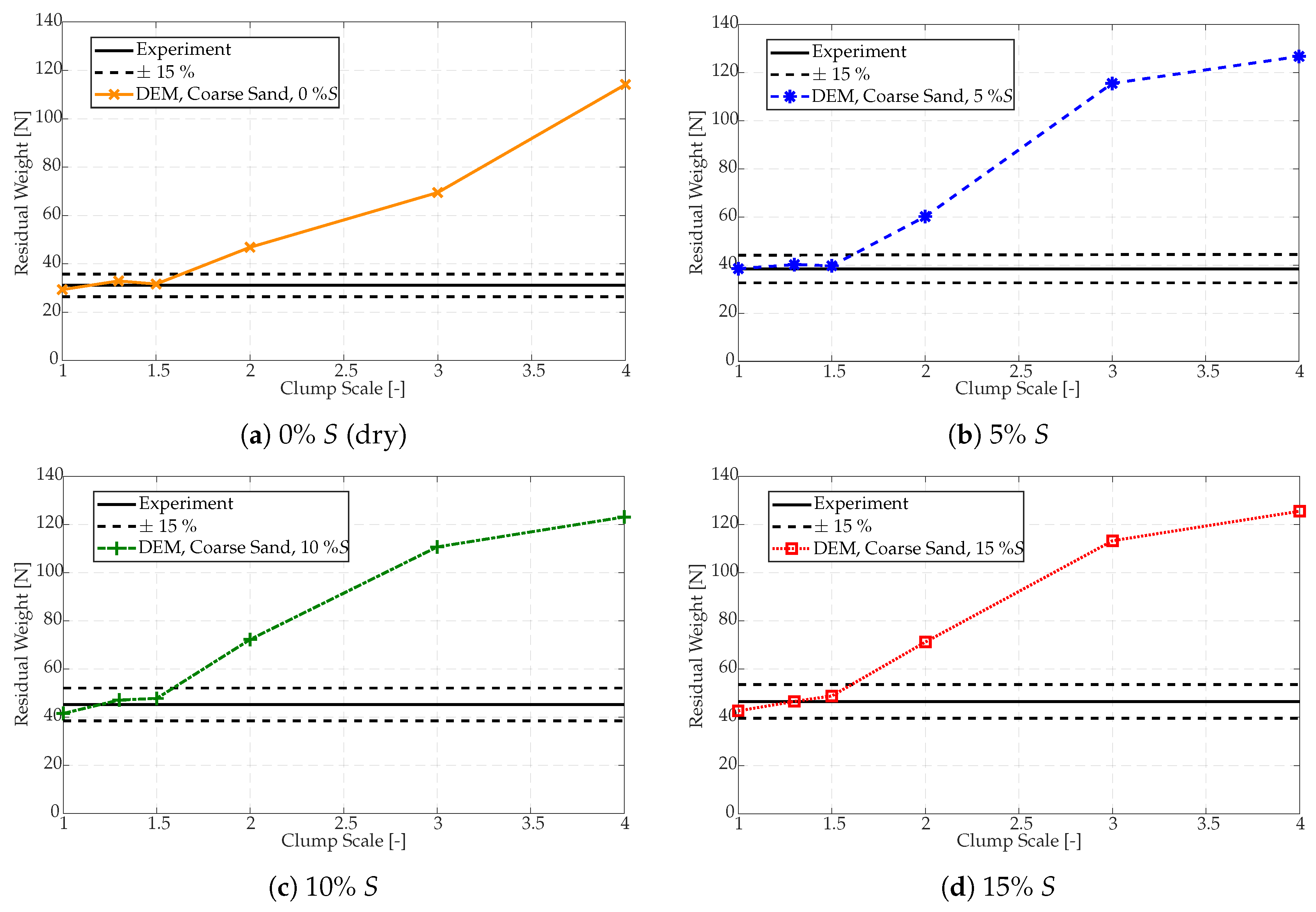
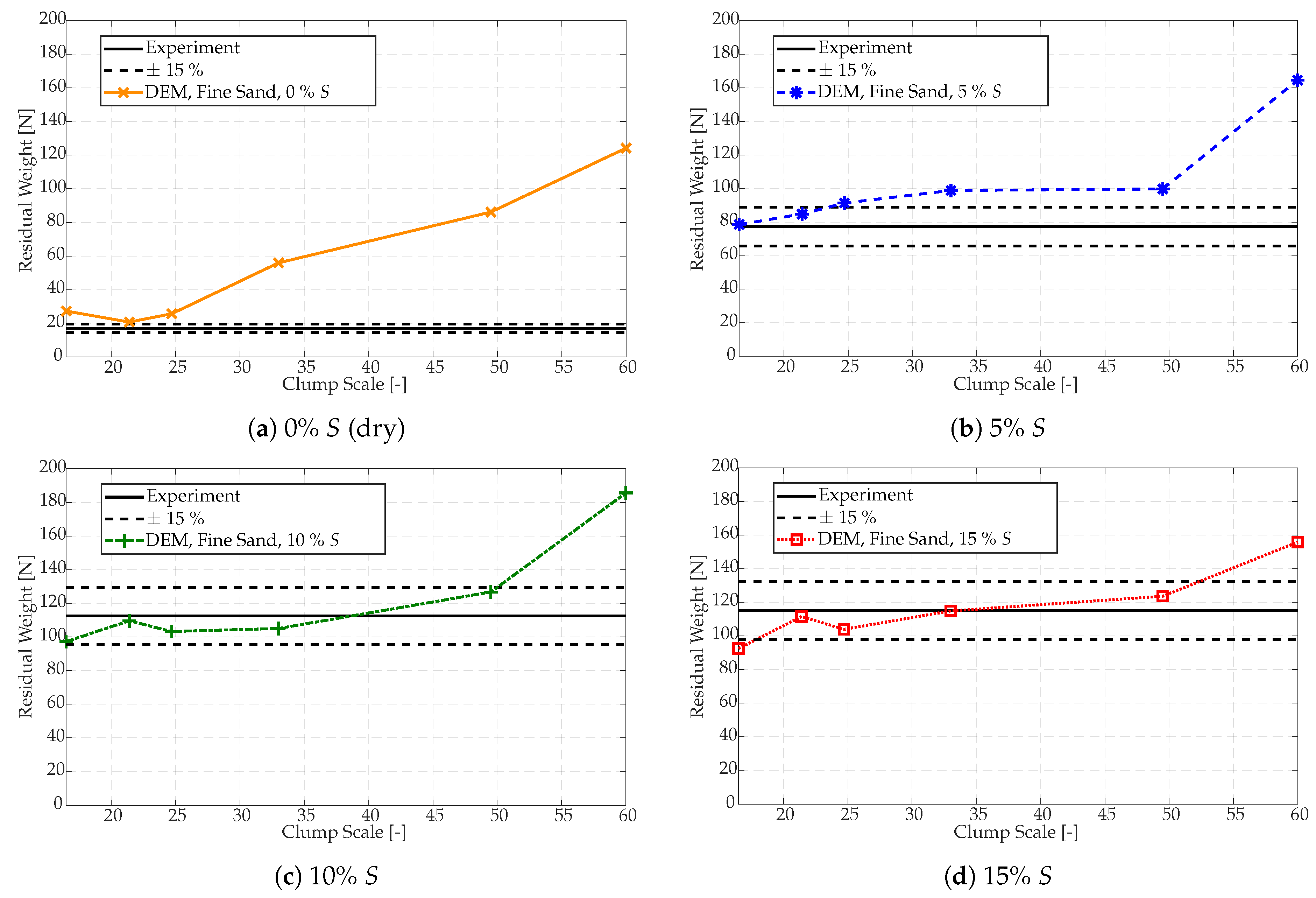
3.3.2. Comparison of the Residual Weight
3.4. Pile Formation Sensitivity
3.5. Computation Time
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| DEM | Discrete Element Method, Discrete Element Model |
| JKR | Johnson–Kendall–Roberts |
| PFC | Particle Flow Code |
| PIV | Particle Image Velocimetry |
| PSD | Particle Size Distribution |
| SJKR | Simplified Johnson–Kendall–Roberts |
| SJKR-A | Simplified Johnson–Kendall–Roberts model-A |
| WSM | Wet-and-Sticky Material |
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Clump Scales | |||||
|---|---|---|---|---|---|---|
| C1.0M2.5F16.5 | C1.3M3.2F21.4 | C1.5M3.7F24.7 | C2.0M5.0F33.0 | C3.0M7.4F49.5 | C4.0M9.9F60.0 | |
| Contact stiffness, | ||||||
| 66 | 77 | 82 | 160 | 260 | 430 | |
| 44 | 51 | 55 | 110 | 170 | 290 | |
| 130 | 150 | 160 | 320 | 520 | 860 | |
| 86 | 100 | 100 | 210 | 340 | 570 | |
| Contact damping, | ||||||
| 0.30 | 0.30 | 0.30 | 0.30 | 0.30 | 0.30 | |
| 0.36 | 0.36 | 0.36 | 0.36 | 0.36 | 0.36 | |
| Parameter | Clump Scales | ||||||
|---|---|---|---|---|---|---|---|
| C1.0 | C1.3 | C1.5 | C2.0 | C3.0 | C4.0 | ||
| Particle density, | |||||||
| 2480.0 | 2500.0 | 2540.0 | 2530.0 | 2575.0 | 2650.0 | ||
| Coefficients of friction, | |||||||
| 0.36 | 0.36 | 0.36 | 0.36 | 0.36 | 0.36 | ||
| 0.35 | 0.35 | 0.35 | 0.35 | 0.35 | 0.35 | ||
| Cohesivity parameters *, , | |||||||
| 0% S | 0.12 | 0.45 | 0.45 | 0.56 | 1.6 | 4.0 | |
| 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | ||
| 5% S | 0.24 | 0.86 | 0.80 | 3.75 | 12.8 | 30.5 | |
| 1.0 | 0.6 | 0.8 | 0.39 | 0.7 | 0.55 | ||
| 10% S | 0.24 | 0.70 | 0.80 | 3.75 | 12.8 | 30.0 | |
| 1.3 | 0.7 | 0.9 | 0.4 | 0.8 | 0.64 | ||
| 15% S | 0.24 | 0.70 | 0.80 | 3.75 | 12.8 | 30.0 | |
| 1.5 | 0.8 | 1.0 | 0.45 | 0.9 | 0.7 | ||
| Parameter | Clump Scales | ||||||
|---|---|---|---|---|---|---|---|
| M2.5 | M3.2 | M3.7 | M5.0 | M7.4 | M9.9 | ||
| Particle density, | |||||||
| 2600.0 | 2614.5 | 2625.0 | 2650.0 | 2674.5 | 2690.0 | ||
| Coefficients of friction, | |||||||
| 0.36 | 0.36 | 0.36 | 0.36 | 0.36 | 0.36 | ||
| 0.30 | 0.30 | 0.30 | 0.30 | 0.30 | 0.30 | ||
| Cohesivity parameters *, , | |||||||
| 0% S | 0.25 | 0.1 | 1.2 | 1.5 | 6.0 | 19.0 | |
| 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | ||
| 5% S | 0.30 | 1.0 | 1.4 | 4.2 | 21.0 | 67.5 | |
| 0.9 | 0.5 | 0.8 | 0.5 | 0.3 | 0.6 | ||
| 10% S | 0.35 | 1.0 | 1.7 | 4.2 | 21.0 | 67.5 | |
| 1.0 | 0.8 | 0.9 | 0.9 | 0.8 | 1.0 | ||
| 15% S | 0.38 | 1.0 | 2.1 | 4.7 | 21.0 | 50.0 | |
| 1.4 | 1.0 | 1.0 | 1.0 | 1.3 | 1.0 | ||
| Parameter | Clump Scales | ||||||
|---|---|---|---|---|---|---|---|
| F16.5 | F21.4 | F24.7 | F33.0 | F49.5 | F60.0 | ||
| Particle density, | |||||||
| 2870.0 | 2900.0 | 2934.00 | 2950.0 | 3000.0 | 3020.0 | ||
| Coefficients of friction, | |||||||
| 0.36 | 0.36 | 0.36 | 0.36 | 0.36 | 0.36 | ||
| 0.20 | 0.20 | 0.20 | 0.20 | 0.20 | 0.20 | ||
| Cohesivity parameters *, , | |||||||
| 0% S | 1.0 | 0.8 | 1.5 | 10.0 | 37.5 | 62.0 | |
| 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | ||
| 5% S | 1.40 | 4.0 | 9.5 | 19.0 | 100.0 | 195.0 | |
| 1.9 | 1.9 | 0.7 | 1.0 | 0.9 | 1.0 | ||
| 10% S | 1.41 | 6.0 | 9.5 | 18.0 | 103.3 | 195.0 | |
| 2.0 | 1.7 | 1.4 | 1.7 | 1.0 | 1.2 | ||
| 15% S | 1.42 | 6.0 | 10.0 | 18.0 | 97.0 | 195.0 | |
| 2.3 | 2.0 | 1.0 | 1.8 | 1.0 | 1.6 | ||
References
- Gutierrez, A.; Garate, G. Design of a transfer chute for multiple operating conditions. In Proceedings of the ASME International Mechanical Engineering Congress and Exposition, American Society of Mechanical Engineers, Montreal, QC, Canada, 14–20 November 2014. p. IMECE2014-36414, V011T14A005. [Google Scholar] [CrossRef]
- Dewicki, G.; Mustoe, G. Bulk Material Belt Conveyor Transfer Point Simulation of Material Flow Using DEM. In Proceedings of the Third International Conference on DEMs, Sante Fe, NM, USA, 23–25 September 2002; pp. 1–11. [Google Scholar]
- Roberts, A. Chute performance and design for rapid flow conditions. Chem. Eng. Technol. 2003, 26, 163–170. [Google Scholar] [CrossRef]
- Korzen, Z. Mechanics of belt conveyor discharge process as affected by air drag. Bulk Solids Handl. 1989, 9, 289–297. [Google Scholar]
- Golka, K. Prediction of the discharge trajectories of bulk materials. Bulk Solids Handl. 1993, 13, 763. [Google Scholar]
- Cema–staff. Belt Conveyors for Bulk Materials, 5th ed.; Conveyor Equipment Manufacturers Association: Pennsylvania, USA, 1997. [Google Scholar]
- Roberts, A. Chute design considerations for feeding and transfer. In Proceedings of the BELTCON 11 International Materials Handling Conference, Randburg, South Africa, 31 July–2 August 2001. [Google Scholar]
- Golka, K. Discharge trajectories of bulk solids. In Proceedings of the 4th International Conference on Bulk Materials, Storage, Handling and Transportation, Institution of Engineers, Wollongong, Australia, 6–8 July 1992. [Google Scholar]
- Grima, A.; Wypych, P. Development and validation of calibration methods for discrete element modelling. Granul. Matter 2011, 13, 127–132. [Google Scholar] [CrossRef]
- Hastie, D.B.; Wypych, P.W.; Arnold, P.C. Influences on the prediction of conveyor trajectory profiles. Part. Sci. Technol. 2010, 28, 132–145. [Google Scholar] [CrossRef]
- Hastie, D.B.; Wypych, P.W.; Arnold, P.C. The profile of conveyor trajectories. In Proceedings of the 9th International Conference on Bulk Materials Storage, Handling and Transportation, ICBMH, Newcastle, Australia, 9–11 October 2007; pp. 2–11. [Google Scholar]
- Hastie, D.B.; Wypych, P.W. Conveyor belt trajectories—Comparing predicted to experimental results. Bulk Solids Handl. 2010, 30, 438–445. [Google Scholar]
- Nordell, L.K. Palabora installs curved transfer chute in hard rock to minimize belt cover wear. Bulk Solids Handl. 1994, 14, 739–743. [Google Scholar]
- Hustrulid, A.I.; Mustoe, G.G.W. Engineering Analysis of Transfer Points Using Discrete Element Analysis. In Proceedings of the Annual Meeting of the Society of Mining Engineers, Phoenix, AZ, USA, 11–14 March 1996; pp. 9–13. [Google Scholar]
- Hustrulid, A.I. Transfer Station Analysis. In Proceedings of the Annual Meeting of the Society of Mining Engineers (SME), Orlando, FL, USA, 6–11 March 1998; pp. 33–53. [Google Scholar]
- Doroszuk, B.; Król, R. Analysis of conveyor belt wear caused by material acceleration in transfer stations. Min. Sci. 2019, 26, 189–201. [Google Scholar]
- Katterfeld, A.; Donohue, T.J.; Wheeler, C. Simulation based dust predication of transfer chutes. In Proceedings of the Bulk Solids India, Mumbay, India, 2–3 March 2010. [Google Scholar]
- Walker, P.; Doroszuk, B.; Król, R. Analysis of ore flow through longitudinal belt conveyor transfer point. Maint. Reliab. 2020, 22, 536–543. [Google Scholar] [CrossRef]
- Katterfeld, A.; Donohue, T.; Ilic, D. Application of the Discrete Element Method in Mechanical Conveying of Bulk Materials. In Proceedings of the 7th International Conference for Conveying and Handling of Particulate Solids, Friedrichshafen, Germany, 10–13 September 2012. [Google Scholar]
- Ilic, D.; Donohue, T.; Wheeler, C. Application of DEM in the analysis of bulk solid interactions in belt conveying systems. In Proceedings of the Continuum and Distinct Element Numerical Modeling in Geomechanics, Melbourne, Australia, 14–16 February 2011; Sainsbury, D., Hart, R., Detournay, C., Nelson, M., Eds.; Itasca International Inc.: Minneapolis, MN, USA, 2011. [Google Scholar]
- Grima, A.; Wypych, P.; Curry, D.; LaRoche, R. Predicting bulk flow and behaviour for design and operation of handling and processing plants. In Proceedings of the ICBMH 2013—11th International Conference on Bulk Materials Storage, Handling and Transportation, Newcastle, Australia, 2–4 July 2013; pp. 1–10. [Google Scholar]
- Grima, A.; Roberts, J.; Hastie, D.; Cole, S. Influence of Particle Shape in Discrete Element Simulations of Industrial Transfer Chutes. In Proceedings of the 13th International Conference on Bulk Materials Storage, Handling & Transportation, Gold Coast, Australia, 8–11 July 2019. [Google Scholar]
- Hastie, D. Belt Conveyer Transfers: Quantifying and Modelling Mechanisms of Particle Flow. Ph.D. Thesis, University of Wollongong, Wollongong, Australia, 2010. [Google Scholar]
- Hastie, D.B.; Wypych, P.W. Experimental Validation of Particle Flow through Conveyor Transfer Hoods via Continuum and Discrete Element Methods. Mech. Mater. 2010, 42, 383–394. [Google Scholar] [CrossRef]
- Ilic, D.; Roberts, A.; Wheeler, C. Modelling bulk solid interactions in transfer chutes: Accelerated flow. Chem. Eng. Sci. 2019, 209, 115197. [Google Scholar] [CrossRef]
- Ilic, D.; Roberts, A.; Wheeler, C.; Katterfeld, A. Modelling bulk solid flow interactions in transfer chutes: Shearing flow. Powder Technol. 2019, 354, 30–44. [Google Scholar] [CrossRef]
- Ilic, D.; McBride, W.; Katterfeld, A. Validation of continuum methods utilising discrete element simulations as applied to a slewing stacker transfer chute. In Proceedings of the 9th International Conference on Bulk Materials Storage, Handling and Transportation, ICBMH, Newcastle, Australia, 9–11 October 2007; pp. 3–12. [Google Scholar]
- Gröger, T.; Katterfeld, A. Application of the Discrete Element Method in Materials Handling—Part 3 Transfer Stations. Bulk Solids Handl. 2007, 27, 158–166. [Google Scholar]
- Donohue, T.J.; Williams, N.; Reid, S.C.; Chen, B.; Plinke, J. Roy Hill: A Case Study on the path to 100% Reliability. In Proceedings of the 13th International Conference on Bulk Materials Storage, Handling & Transportation, Gold Coast, Australia, 9–11 July 2019. [Google Scholar]
- Ilic, D. Development of design criteria for reducing wear in iron ore transfer chutes. Wear 2019, 434–435, 202986. [Google Scholar] [CrossRef]
- Grima, A.P.; Fraser, T.; Hastie, D.B.; Wypych, P.W. Discrete Element Modelling: Trouble-Shooting and Optimisation Tool for Chute Design. Fac. Eng. Inf. Sci.—Pap. Part A 2011, 882, 1–26. [Google Scholar]
- Grima, A.; Hastie, D.; Curry, D.; Wypych, P.; Roche, R.L. The beginning of a new era in design: Calibrated discrete element modelling. Fac. Eng. Inf. Sci.—Pap. Part A 2011, 16, 14–21. [Google Scholar] [CrossRef]
- Grima, A.P. Quantifying and Modelling Mechanisms of Flow in Cohesionless and Cohesive Granular Materials. Ph.D. Thesis, University of Wollongong, Wollongong, Australia, 2011. [Google Scholar]
- Rossow, J.; Coetzee, C.J. Discrete Element Modelling of a Chevron Patterned Conveyor Belt and a Transfer Chute. Powder Technol. 2021, 391, 77–96. [Google Scholar] [CrossRef]
- Chen, B.; Zhao, X.; Ma, C.; Lu, M.; Qiao, G.; Wu, H.; Roberts, A. A Case Study of Stacker Chute Analysis Using Both Dem and Scale Modelling. In Proceedings of the 13th International Conference on Bulk Materials Storage, Handling & Transportation, Gold Coast, Australia, 9–11 July 2019. [Google Scholar]
- Grima, A.P.; Wypych, P.W. Discrete element simulation of a conveyor impact-plate transfer: Calibration, Validation and Scale-Up. Aust. Bulk Handl. Rev. 2010, 3, 64–72. [Google Scholar]
- Ilic, D. Bulk Solid Interactions in Belt Conveying Systems. Ph.D. Thesis, The University of Newcastle, Newcastle, Australia, 2013. [Google Scholar]
- Carr, M.J.; Chen, W.; Williams, K.; Katterfeld, A. Comparative investigation on modelling wet and sticky material behaviours with a simplified JKR cohesion model and liquid bridging cohesion model in DEM. In Proceedings of the 12th International Conference on Bulk Materials Storage, Handling and Transportation, ICBMH, Darwin, Australia, 11–14 July 2016; pp. 40–49. [Google Scholar]
- Carr, M.; Wheeler, C.; Williams, K.; Katterfeld, A.; Elphick, G.; Nettleton, K.; Chen, W. Discrete Element Modelling of Problematic Bulk Materials onto Impact Plates. In Proceedings of the 9th International Conference on Conveying and Handling of Particulate Solids, London, UK, 10–14 September 2018; pp. 1–7. [Google Scholar]
- Carr, M.J. Identification, Characterisation and Modelling of Dynamic Adhesion for Optimised Transfer System Design. Ph.D. Thesis, University of Newcastle, Newcastle, Australia, 2019. [Google Scholar]
- Carr, M.J.; Roessler, T.; Otto, H.; Richter, C.; Katterfeld, A.; Wheeler, C.A.; Williams, K.; Elphick, G.; Nettleton, K. Calibration Procedure of Discrete Element Method (DEM) Parameters for Cohesive Bulk Materials. In Proceedings of the 13th International Conference on Bulk Materials Storage, Handling and Transportation, ICBMH, Gold Coast, Australia, 9–11 July 2019. [Google Scholar]
- Carr, M.J.; Roessler, T.; Robinson, P.W.; Otto, H.; Richter, C.; Katterfeld, A.; Wheeler, C.A. Calibration procedure of Discrete Element Method (DEM) parameters for wet and sticky materials. Powder Technol. 2023, 429, 118919. [Google Scholar] [CrossRef]
- Ilic, D.; Katterfeld, A. Simulation of Transfer Chutes. In Simulations in Bulk Solids Handling; Mcglinchey, D., Ed.; Wiley: Hoboken, NJ, USA, 2023; Chapter 2; pp. 41–77. [Google Scholar] [CrossRef]
- Coetzee, C.; Scheffler, O.C. Comparing particle shape representations and contact models for DEM simulation of bulk cohesive behaviour. Comput. Geotech. 2023, 159, 105449. [Google Scholar] [CrossRef]
- Scheffler, O.C.; Coetzee, C. DEM calibration for simulating bulk cohesive materials. Comput. Geotech. 2023, 161, 105449. [Google Scholar] [CrossRef]
- Particle Flow Code (PFC); Itasca Consulting Group, Inc.: Minneapolis, MN, USA, 2019; Available online: https://www.itascacg.com (accessed on 19 October 2023).
- Hagen, T.; Luding, S.; Meer, D.V.D.; Magnanimo, V.; Jarray, A. Liquid migration in flowing granular materials. EPJ Web Conf. 2021, 249, 09001. [Google Scholar] [CrossRef]
- Chen, J.; Williams, K.; Chen, W.; Shen, J.; Ye, F. A review of moisture migration in bulk material. Part. Sci. Technol. 2020, 38, 247–260. [Google Scholar] [CrossRef]
- Mani, R.; Kadau, D.; Herrmann, H.J. Liquid migration in sheared unsaturated granular media. Granul. Matter 2013, 15, 447–454. [Google Scholar] [CrossRef]
- O’Sullivan, C. Particulate Discrete Element Modelling: A Geomechanics Perspective; Taylor & Francis: London, UK, 2011. [Google Scholar]
- Katterfeld, A.; Roessler, T.; Chen, W. Calibration of the DEM Parameters of Cohesive Bulk Materials for the Optimisation of Transfer Chutes. In Proceedings of the 9th International Conference on Conveying and Handling of Particulate Solids, London, UK, 10–14 September 2018. [Google Scholar]
- Xie, L.; Zhong, W.; Zhang, H.; Yu, A.; Qian, Y.; Situ, Y. Wear Process during Granular Flow Transportation in Conveyor Transfer. Powder Technol. 2016, 288, 65–75. [Google Scholar] [CrossRef]
- Grima, A.P.; Wypych, P.W. Investigation into Calibration of Discrete Element Model Parameters for Scale-Up and Validation of Particle-Structure Interactions under Impact Conditions. Powder Technol. 2011, 212, 198–209. [Google Scholar] [CrossRef]
- Johnson, K.L.; Kendall, K.; Roberts, A.D. Surface Energy and the Contact of Elastic Solids. Proc. R. Soc. London Ser. A Math. Phys. Sci. 1971, 324, 301–313. [Google Scholar]
- Hærvig, J.; Kleinhans, U.; Wieland, C.; Spliethoff, H.; Jensen, A.L.; Sørensen, K.; Condra, T.J. On the adhesive JKR contact and rolling models for reduced particle stiffness discrete element simulations. Powder Technol. 2017, 319, 472–482. [Google Scholar] [CrossRef]
- Morrissey, J.P. Discrete Element Modelling of Iron Ore Pellets to Include the Effects of Moisture and Fines. Ph.D. Thesis, University of Edinburgh, Edinburgh, UK, 2013. [Google Scholar]
- Xia, R.; Li, B.; Wang, X.; Li, T.; Yang, Z. Measurement and Calibration of the Discrete Element Parameters of Wet Bulk Coal. Measurement 2019, 142, 84–95. [Google Scholar] [CrossRef]
- Coetzee, C.J. A Johnson-Kendall-Roberts (JKR) Contact Model—Implementation in PFC; University of Stellenbosch: Stellenbosch, South Africa, 2020. [Google Scholar] [CrossRef]
- Coetzee, C.J. Simplified Johnson-Kendall-Roberts (SJKR) Contact Model—Implementation in PFC. 16 December 2020. Available online: https://www.researchgate.net/publication/346879528 (accessed on 19 October 2023).
- Coetzee, C.J. Particle Upscaling: Calibration and Validation of the Discrete Element Method. Powder Technol. 2019, 344, 487–503. [Google Scholar] [CrossRef]

















| Clump Key | Mean Diameter [mm] | Sand Grade Scale Factor | ||
|---|---|---|---|---|
| Coarse | Medium | Fine | ||
| C1.0M2.5F16.5 | 4.75 | 1.0 | 2.5 | 16.5 |
| C1.3M3.2F21.4 | 6.18 | 1.3 | 3.2 | 21.4 |
| C1.5M3.7F24.7 | 7.13 | 1.5 | 3.7 | 24.7 |
| C2.0M5.0F33.0 | 9.50 | 2.0 | 5.0 | 33.0 |
| C3.0M7.4F49.5 | 14.25 | 3.0 | 7.4 | 49.5 |
| C4.0M9.9F60.0 | 19.00 | 4.0 | 9.1 | 60.0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Scheffler, O.C.; Coetzee, C.J. Discrete Element Modelling of a Bulk Cohesive Material Discharging from a Conveyor Belt onto an Impact Plate. Minerals 2023, 13, 1501. https://doi.org/10.3390/min13121501
Scheffler OC, Coetzee CJ. Discrete Element Modelling of a Bulk Cohesive Material Discharging from a Conveyor Belt onto an Impact Plate. Minerals. 2023; 13(12):1501. https://doi.org/10.3390/min13121501
Chicago/Turabian StyleScheffler, Otto C., and Corné J. Coetzee. 2023. "Discrete Element Modelling of a Bulk Cohesive Material Discharging from a Conveyor Belt onto an Impact Plate" Minerals 13, no. 12: 1501. https://doi.org/10.3390/min13121501