
A Review of the Grinding Media in Ball Mills for Mineral Processing

Abstract
:1. Introduction
2. Grinding Media Materials and the Applicability of Grinding Media
2.1. Cast Iron Grinding Media
2.2. Steel Grinding Media
3. Mechanisms of Grinding Media Wear in Ball Mills
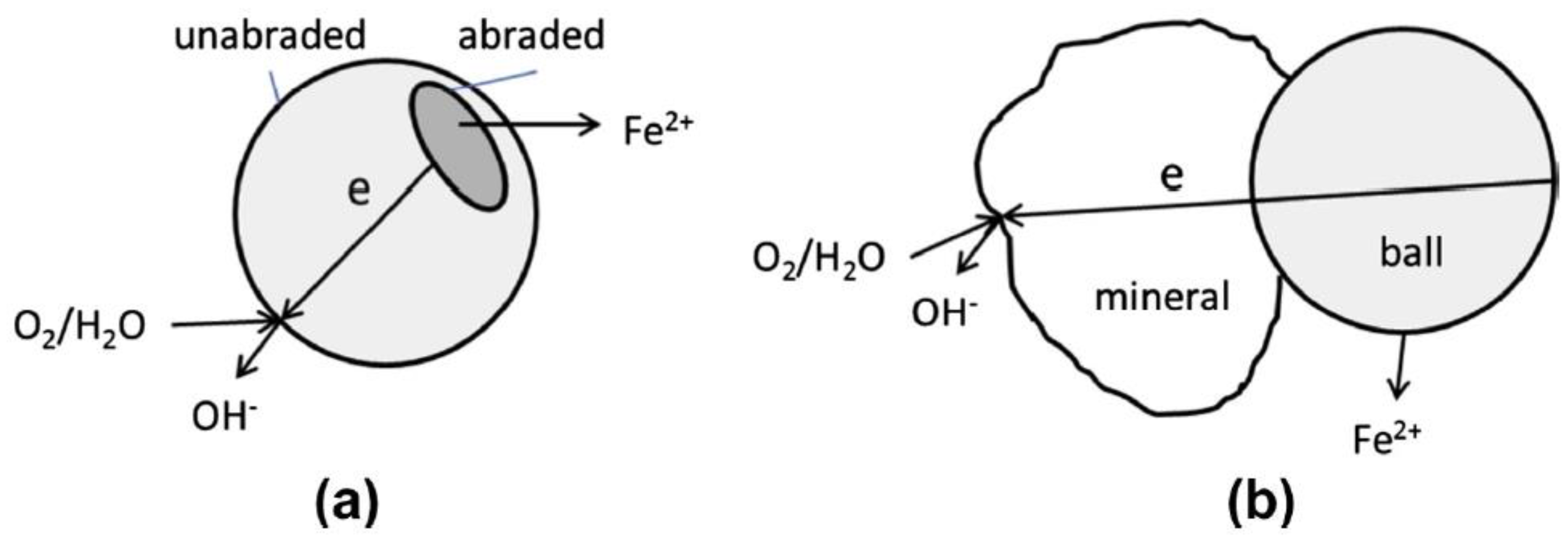
3.1. Corrosion Wear
3.2. Abrasion Wear
3.3. Impact Damage Mechanism
4. Effect of Grinding Media Size, Shape, and Density on Mill Performance
4.1. Effect of Grinding Media Size on Mill Perfomance

{kind=link}
| Media Size | Grinding Performance | Author(s) |
|---|---|---|
| 20–40 mm | For the range of ball sizes investigated, a finer product was achieved by a combination of smaller balls and higher ball charge. | [72] |
| 70 mm–20 mm ball size | Breakage rate and particle size have a maximum for each ball size distribution using a pilot-scale ball mill on clinker.Particle size at maximum breakage (Xm) is strongly related to top ball size (Db) in terms of ball charge. | [73] |
| 10, 7 and 5 mm | For a mechanochemical synthesis of the sulfide solid electrolyte Li3-PS4. The largest relative grinding media (10 mm), highest rotational speed (1200 rpm), and medium grinding media filling ratio (0.3) optimized the process. | [74] |
| 40, 25.4, and 12.7 mm | Balls of 25.4 mm and a mixed load of balls with varying sizes results in a 31 and 24% decrease in energy requirements, respectively. The size of 25.4 mm produced a much finer product. | [63] |
| 10–30 mm | Larger balls are effective in breaking coarse particles and have a smaller surface area, whereas smaller balls have a larger surface area and are effective in breaking smaller particles. The mixture of three ball sizes performed better than the 30 mm balls. | [60,61] |
| 10, 20 and 50 mm | The feed and desired product size distribution determine the optimal ball size. A three-ball mix was more effective for coarser feed whilst the two-ball mix of 10 mm and 20 mm was effective for a finer feed. | [62] |
| 9.5, 25.4 and 41 mm | Specific rates of breakage are a function of feed size and ball diameter. Specific rates of breakage decrease as ball size increases for six mono-sized fractions of the feed for a barite sample. | [66] |
| 30–80 mm | Average grinding rate increased from 0.4697 to 0.9062 as media size decreased from 80 to 40 mm. The 40 mm grinding media performed the best for raw material −2 + 0.45 mm. The size of 30 mm was optimum for raw materials of −0.45 + 0.15 mm and −0.15 mm. | [67] |
| 12–40 mm | The optimal ball size distribution was 12 mm (40%), 20 mm (40%), 32 mm (10%), and 40 mm (10%) for dry fine-grinding of calcite ore. Finer ball loads were unable to break coarser particles nipped in the feed. | [68] |
| 6.5 and 12.7 mm | Breakage rate is dependent on feed size and grinding media size. Coarse particles (−3.35 + 1.7 mm) had higher breakage rates when using 12.7 mm balls than 6.5 mm balls, whereas feed fraction (−0.3 + 0.15 mm) was milled at a higher grinding rate when using 6.5 mm balls compared to the 12.7 mm balls. | [69] |
| 1, 2, 3, 5 and 10 mm | As mill speed increases, the optimal ball size decreases when milling aluminum powder. Balls of 2 mm are optimal at 153 rpm, 3 mm balls are optimal at 100 rpm and 5 mm balls are optimal at 50 rpm. | [70] |
4.2. Effect of Grinding Media Shape on Mill Performance
| Shape of Grinding Media | Findings | Author(s) |
|---|---|---|
Relo  | Grinding rate of Relo at 100% circulating load is the same at 250% circulating load using balls. | [75] |
Cylpebs  | Cylpebs produce a slightly less oversized product than balls due to the greater surface area in single-stage batch grinding tests, but the same undersized products as balls. | [58] |
| Cylpebs have higher grinding kinetics than spherical grinding media [57] | [37,57,76,77] | |
Eclipsoids  | Dropweights for eclipsoids produced less material of the target size class compared to balls. However, both balls and eclipsoids performed well, reaching the targeted PSD. | [76] |
Cube  | Cubes have lower breakage rate than spheres and eclipsoids, which makes them the least efficient grinding media compared to eclipsoids and spheres. | [77] |
Worn balls  | Worn balls perform more poorly than spheres, reduce the grinding chamber in the mill, and increase power consumption. | [9] |
4.3. Effect of Grinding Media Density on Mill Perfomance
5. Effect of Grinding Media on the Mineral’s Liberation
6. Research Outlooks
7. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Gupta, A.; Yan, D.S. Mineral Processing Design and Operation: An Introduction; Elsevier: Amsterdam, The Netherlands, 2006. [Google Scholar]
- Wills, B.A.; Napier-Munn, T.J. Wills’ Mineral Processing Technology: An Introduction to the Practical Aspects of Ore Treatment and Mineral Recovery, 7th ed.; Elsevier: London, UK, 2005; ISBN 0750644508. [Google Scholar]
- King, J.; Li, Q.; He, C.; Zhou, J.; Deng, H.; Xu, R. Evaluation of grinding media wear-rate by a combined grinding method. Miner. Eng. 2015, 73, 39–43. [Google Scholar] [CrossRef]
- Hinsberg, V. Wills’ Mineral Processing Technology: An Introduction to the Practical Aspects of Ore Treatment and Mineral Recovery; Wills, B.A., Napier-Munn, T.J., Eds.; Butterworth-Heinemann (Elsevier): Burlington, MA, USA, 2008; 456p, ISBN 978-0-7506-4450-1. [Google Scholar]
- Conger, W.; DuPont, J.F.; McIvor, R.E.; Weldum, T.P. Ball mill media optimization. Min. Eng. 2018, 70, 28–37. [Google Scholar]
- Hassanzadeh, A. The Effect of Make-up Ball Size Regime on Grinding Effciency of Full-scale Ball Mill Fine, coarse and fine/coarse particle processing in mineral processing systems View project A Study on Batch and Industrial Flotation of Copper Porphyry Ores View project. In Proceedings of the XVII Balkan Mineral Processing Congress (BMPC), Antalya, Turkey, 1–3 November 2017; pp. 117–123. Available online: https://www.researchgate.net/publication/320864487 (accessed on 5 July 2022).
- Soni, R.; Mishra, B.K. Understanding Size Segregation in Tumbling Mills. In Proceedings of the International Conference on Discrete Element Methods, Phoenix, AZ, USA, 25–28 September 2016; pp. 1153–1168. [Google Scholar] [CrossRef]
- Clermont, B.; de Haas, B. Optimization of mill performance by using online ball and pulp measurements. J. S. Afr. Inst. Min. Metall. 2010, 110, 133–140. [Google Scholar]
- Dökme, F.; Kimyasallar, Ş.; Soda, G.; Fabrikası, S.A.Ş.K. Investigation of Effects of Grinding Media Shapes to the Grinding Efficiency in Ball. Sisecam Chem. 2015, 1, 1–2. [Google Scholar] [CrossRef]
- Corin, K.C.; Song, Z.G.; Wiese, J.G.; O’Connor, C.T. Effect of using different grinding media on the flotation of a base metal sulphide ore. Miner. Eng. 2018, 126, 24–27. [Google Scholar] [CrossRef]
- Huang, Q.; Noble, A.; Talan, D. Exploratory investigation on the use of low-cost alternative media for ultrafine grinding of coal. Int. J. Coal Prep. Util. 2020, 42, 2127–2144. [Google Scholar] [CrossRef]
- Prziwara, P.; Hamilton, L.D.; Breitung-Faes, S.; Kwade, A. Impact of grinding aids and process parameters on dry stirred media milling. Powder Technol. 2018, 335, 114–123. [Google Scholar] [CrossRef]
- Simba, K.P.; Hlabangana, N.; Hildebrandt, D. Fineness of the Grind produced by Mixtures of Grinding media of Different shapes. In Proceedings of the 16th International Mineral Processing Symposium, Belek, Turkey, 23–25 October 2018; pp. 388–393. Available online: https://www.researchgate.net/publication/339400451 (accessed on 7 August 2022).
- Koval, A.D.; Efremenko, V.G.; Brykov, M.N.; Andrushchenko, M.I.; Kulikovskii, R.A.; Efremenko, A.V. Principles of development of grinding media with increased wear resistance. Part 2. Optimization of steel composition to suit conditions of operation of grinding media. J. Frict. Wear 2012, 33, 153–159. [Google Scholar] [CrossRef]
- Wang, X.; Xie, Y. The Effect of Grinding Media and Environment on the Surface Properties and Flotation Behaviour of Sulfide Minerals. Miner. Procesing Extr. Metall. Rev. 1990, 7, 49–79. [Google Scholar] [CrossRef]
- Greet, C.; Bruckard, W.J.; MacKay, D. Collector–Addition point and consumption. Miner. Process. Extr. Metall. 2010, 119, 235–241. [Google Scholar] [CrossRef]
- Remark, J.F.; Wick, O.J. Corrosion Control in Ball and Rod Mills; NACE: Bruxelles, Belgium, 1976; Volume 76. [Google Scholar]
- Gates, J.D.; Dargusch, M.S.; Walsh, J.J.; Field, S.L.; Hermand, M.P.; Delaup, B.G.; Saad, J.R. Effect of abrasive mineral on alloy performance in the ball mill abrasion test. Wear 2008, 265, 865–870. [Google Scholar] [CrossRef]
- Rajagopal, V.; Iwasaki, I. The Properties and Performance of Cast Iron Grinding Media. Miner. Process. Extr. Metall. Rev. 1992, 11, 75–106. [Google Scholar] [CrossRef]
- Rahman, T. Development of Grinding Media Balls Using Locally Available Materials. In Proceedings of the Third International Conference on Structure, Processing and Properties of Materials 2010, SPPM 2010, Dhaka, Bangladesh, 24–26 February 2010. [Google Scholar]
- Chenje, T.W.; Simbi, D.J.; Navara, E. Wear performance and cost effectiveness—A criterion for the selection of grinding media for wet milling in mineral processing operations. Miner. Eng. 2003, 16, 1387–1390. [Google Scholar] [CrossRef]
- Zhang, X.; Han, Y.; Kawatra, S.K. Effects of Grinding Media on Grinding Products and Flotation Performance of Sulfide Ores. Miner. Process. Extr. Metall. Rev. 2020, 42, 172–183. [Google Scholar] [CrossRef]
- Nie, M.; Han, Y.; Li, Y. Effects of grinding media on the flotation behaviors of sphalerite. Met. Mine 2019, 512, 163–167. (In Chinese) [Google Scholar]
- Johnson, N.W. Practical aspects of the effect of electrochemical conditions in grinding mills on the flotation process. In Flotation and Flocculation: From Fundamentals to Applications; Ralston, J., Miller, J., Rubio, J., Eds.; University of South Australia: Adelaide, Australia, 2002; pp. 287–294. [Google Scholar]
- Bruckard, W.J.; Sparrow, G.J.; Woodcock, J.T. A review of the effects of the grinding environment on the flotation of copper sulphides. Int. J. Miner. Process. 2011, 100, 1–13. [Google Scholar] [CrossRef]
- Usman, H.; Fonna, S.; Huzni, S.; Ramadhan, T.I. The Effect of Hardening on Mechanical Properties of Low Alloy Steel Grinding Media. In Proceedings of the 2nd International Conference on Experimental and Computational Mechanics in Engineering: ICECME 2020, Banda Aceh, Indonesia, 13–14 October 2021; Akhyar, Ed.; Springer: Singapore, 2021; pp. 459–469. [Google Scholar] [CrossRef]
- Tanaka, Y.; Pahlevani, F.; Kitamura, S.Y.; Privat, K.; Sahajwalla, V. Behaviour of Sulphide and Non-alumina-Based Oxide Inclusions in Ca-Treated High-Carbon Steel. Metall. Mater. Trans. B Process Metall. Mater. Process. Sci. 2020, 51, 1384–1394. [Google Scholar] [CrossRef]
- Cullinan, V.J.; Grano, S.R.; Greet, C.J.; Johnson, N.W.; Ralston, J.; Wark, I. Investigating fine galena recovery problems in the lead circuit of mount isa mines lead/zinc concentrator part 1: Grinding media effects. Miner. Eng. 1999, 12, 147–163. [Google Scholar] [CrossRef]
- Mu, Y.; Cheng, Y.; Peng, Y. The interaction of grinding media and collector in pyrite flotation at alkaline pH. Miner. Eng. 2020, 152, 106344. [Google Scholar] [CrossRef]
- Song, Z.G.; Corin, K.C.; Wiese, J.G.; O’Connor, C.T. Effect of different grinding media composition on the flotation of a PGM ore. Miner. Eng. 2018, 124, 74–76. [Google Scholar] [CrossRef]
- Xu, S.; Zanin, M.; Skinner, W.; Abreu, S.B.E. Influence of grinding conditions on the pulp chemistry and flotation of oxidised pyrite. Miner. Eng. 2022, 177, 107385. [Google Scholar] [CrossRef]
- Liao, N.; Wu, C.; Xu, J.; Feng, B.; Wu, J.; Gong, Y. Effect of Grinding Media on Grinding-Flotation Behavior of Chalcopyrite and Pyrite. Front. Mater. 2020, 7, 176. [Google Scholar] [CrossRef]
- Long, T.; Chen, Y.; Shi, J.J.; Chen, W.; Zhu, Y.; Zhang, C.; Bu, X. Effect of grinding media on the flotation of copper-activated Marmatite. Physicochem. Probl. Miner. Process. 2020, 56, 229–237. [Google Scholar]
- Vermeulen, L.A.; Howat, D.D.; Gough, C. Theories of ball wear and the results of a marked-ball test in ball milling. J. S. Afr. Inst. Min. Metall. 1983, 83, 189–197. [Google Scholar]
- Iwasaki, I.; Riemer, S.C.; Orlich, J.N.; Natarajan, K.A. Corrosive and Abrasive Wear in Ore Grinding. Wear 1985, 103, 253–267. [Google Scholar] [CrossRef]
- Austin, L.G.; Klimpel, R.R.; Luckie, P.T. Process Engineering of Size Reduction: Ball Milling; Society of Mining Engineers of the AIME: New York, NY, USA, 1984; pp. 112–113. [Google Scholar]
- Aldrich, C. Consumption of steel grinding media in mills—A review. Miner. Eng. 2013, 49, 77–91. [Google Scholar] [CrossRef]
- Chelgani, S.C.; Parian, M.; Parapari, P.S.; Ghorbani, Y.; Rosenkranz, J. A comparative study on the effects of dry and wet grinding on mineral flotation separation—A review. J. Mater. Res. Technol. 2019, 8, 5004–5011. [Google Scholar] [CrossRef]
- Massola, C.P.; Chaves, A.P.; Albertin, E. A discussion on the measurement of grinding media wear. J. Mater. Res. Technol. 2016, 5, 282–288. [Google Scholar] [CrossRef]
- Pazhianur, R.; Adel, G.T.; Yoon, R.H.; Richardson, P.A. Cathodic protection to minimize corrosive wear in ball mills. Min. Metall. Explor. 1997, 14, 1–7. [Google Scholar] [CrossRef]
- Allahkarami, E.; Zarepoor, A.; Rezai, B. Studies of Grinding Media Corrosion from Galvanic Interaction on Galena Flotation. Int. J. Nonferrous Metall. 2014, 3, 29–34. [Google Scholar] [CrossRef]
- Fletcher, J.B.; Moats, M.S. Understanding Charge Effects on Marked Ball Wear Rates: A Corrosion Study—Part 2. The Impact of Chromium Content in Media and Dissolved Oxygen. Min. Metall. Explor. 2023, 40, 49–56. [Google Scholar] [CrossRef]
- Jang, J.W.; Iwasaki, I.; Moore, J.J. Wear behavior of martensite and ferrite in high chromium steel balls in wet grinding and implication to flotation. Min. Metall. Explor. 1989, 6, 161–166. [Google Scholar] [CrossRef]
- Dalbert, V.; Mary, N.; Normand, B.; Verdu, C.; Douillard, T.; Saedlou, S. The effects of microstructures and repassivation kinetics on the tribocorrosion resistance of ferrite and ferrite-martensite stainless steels. Wear 2019, 420–421, 245–256. [Google Scholar] [CrossRef]
- Pourasiabi, H.; Gates, J.D. Ball mill abrasion test (BMAT): Method development and statistical evaluations. MethodsX 2022, 9, 101900. [Google Scholar] [CrossRef] [PubMed]
- Awuye, D.E.; Amankwah, R.K.; Kwofie, S.; Owusu, C.; Agorhom, E.A. Selection of Grinding Media for Use in the Gold Processing Industry. In Proceedings of the 7th UMaT Biennial International Mining and Mineral Conference, Tarkwa, Ghana, 2 August 2022; pp. 1–8. [Google Scholar]
- Chandrasekaran, T.; Kishore. Effect of microstructure and hardness on the grinding abrasive wear resistance of a ball bearing steel. Wear 1993, 161, 105–109. [Google Scholar] [CrossRef]
- Gangopadhyay, A.K.; Moore, J.J. The role of abrasion and corrosion in grinding media wear. Wear 1985, 104, 49–64. [Google Scholar] [CrossRef]
- Chandrasekaran, T.; Natarajan, K.A.; Kishore. Influence of microstructure on the wear of grinding media. Wear 1991, 147, 267–274. [Google Scholar] [CrossRef]
- Pourasiabi, H.; Gates, J.D. Effects of chromium carbide volume fraction on high-stress abrasion performance of NbC-bearing high chromium white cast irons. Wear 2022, 498–499, 204312. [Google Scholar] [CrossRef]
- Banisi, S.; Langari-Zadeh, G.; Pourkani, M.; Kargar, M.; Laplante, A. Measurement of ball size distribution and wear kinetics in an 8 m by 5 m primary mill of Sarcheshmeh copper mine. CIM Bullet. 2000, 93, 145–149. [Google Scholar]
- Moema, J.S.; Papo, M.J.; Slabbert, G.A.; Zimba, J. Grinding media quality assurance for the comminution of gold ores. In Proceedings of the World Gold Conference, Johannesburg, South Africa, 26–30 October 2009; The Southern African Institute of Mining and Metallurgy: Newtown, Johannesburg; pp. 27–34. [Google Scholar]
- Ali, Y.; Garcia-Mendoza, C.D.; Gates, J.D. Effects of ‘impact’ and abrasive particle size on the performance of white cast irons relative to low-alloy steels in laboratory ball mills. Wear 2019, 426–427, 83–100. [Google Scholar] [CrossRef]
- Zambrano, O.A. A Review on the Effect of Impact Toughness and Fracture Toughness on Impact-Abrasion Wear. J. Mater. Eng. Perform. 2021, 30, 7101–7116. [Google Scholar] [CrossRef]
- Radziszewski, P. Exploring total media wear. Miner. Eng. 2002, 15, 1073–1087. [Google Scholar] [CrossRef]
- Çolak, S.S.; Altun, O.K.A.Y.; Toprak, N.A.; Benzer, A.H. Media wear measurements in a laboratory scale ball mill. In Proceedings of the 15th International Mineral Processing Symposium, Istanbul, Turkey, 15 December 2016; pp. 160–169. [Google Scholar]
- Shahbazi, B.; Jafari, M.; Parian, M.; Rosenkranz, J.; Chelgani, S.C. Study on the impacts of media shapes on the performance of tumbling mills—A review. Miner. Eng. 2020, 157, 106490. [Google Scholar] [CrossRef]
- Shi, F. Comparison of grinding media–Cylpebs versus balls. Miner. Eng. 2004, 17, 1259–1268. [Google Scholar] [CrossRef]
- Cho, H.; Kwon, J.; Kim, K.; Mun, M. Optimum choice of the make-up ball sizes for maximum throughput in tumbling ball mills. Powder Technol. 2013, 246, 625–634. [Google Scholar] [CrossRef]
- Nistlaba, N.; Lameck, S. Effects of Grinding Media Shapes on Ball Mill Performance. Master’s Thesis, University of the Witwatersrand, Witwatersrand, Johannesburg, 2005; pp. 1–146. [Google Scholar]
- Kabezya, K.M.; Motjotji, H. The effect of ball size diameter on milling performance. J. Mater. Sci. Eng. 2014, 4, 1–3. [Google Scholar] [CrossRef]
- Hlabangana, N.; Danha, G.; Muzenda, E. Effect of ball and feed particle size distribution on the milling efficiency of a ball mill: An attainable region approach. S. Afr. J. Chem. Eng. 2018, 25, 79–84. [Google Scholar] [CrossRef]
- Petrakis, E.; Komnitsas, K. Effect of Grinding Media Size on Ferronickel Slag Ball Milling Efficiency and Energy Requirements Using Kinetics and Attainable Region Approaches. Minerals 2022, 12, 184. [Google Scholar] [CrossRef]
- Austin, L.G.; Shoji, K.; Luckie, P.T. The effect of ball size on mill performance. Powder Technol. 1976, 14, 71–79. [Google Scholar] [CrossRef]
- Deniz, V. A study on the specific rate of breakage of cement materials in a laboratory ball mill. Cem. Concr. Res. 2003, 33, 439–445. [Google Scholar] [CrossRef]
- Deniz, V. The effects of ball filling and ball diameter on kinetic breakage parameters of barite powder. Adv. Powder Technol. 2012, 23, 640–646. [Google Scholar] [CrossRef]
- Yu, J.; Qin, Y.; Gao, P.; Han, Y.; Li, Y. An innovative approach for determining the grinding media system of ball mill based on grinding kinetics and linear superposition principle. Powder Technol. 2021, 378, 172–181. [Google Scholar] [CrossRef]
- Cayirli, S. Influences of operating parameters on dry ball mill performance. Physicochem. Probl. Miner. Process. 2018, 54, 751–762. [Google Scholar] [CrossRef]
- Petrakis, E.; Karmali, V. Factors affecting nickel upgrade during selective grinding of low-grade limonitic laterites. Miner. Process. Extr. Metall. 2021, 130, 192–201. [Google Scholar] [CrossRef]
- Shin, H.; Lee, S.; Jung, H.S.; Kim, J.B. Effect of ball size and powder loading on the milling efficiency of a laboratory-scale wet ball mill. Ceram. Int. 2013, 39, 8963–8968. [Google Scholar] [CrossRef]
- Wei, L.K.; Abd Rahim, S.Z.; Al Bakri Abdullah, M.M.; Yin, A.T.M.; Ghazali, M.F.; Omar, M.F.; Nemeș, O.; Sandu, A.V.; Vizureanu, P.; Abdellah, A.E.H. Producing Metal Powder from Machining Chips Using Ball Milling Process: A Review. Materials 2020, 16, 4635. [Google Scholar] [CrossRef]
- Ebadnejad, A.; Karimi, G.R.; Dehghani, H. Application of response surface methodology for modeling of ball mills in copper sulphide ore grinding. Powder Technol. 2013, 245, 292–296. [Google Scholar] [CrossRef]
- Erdem, A.S.; Ergün, Ş.L. The effect of ball size on breakage rate parameter in a pilot scale ball mill. Miner. Eng. 2009, 22, 660–664. [Google Scholar] [CrossRef]
- Hofer, M.; Grube, M.; Burmeister, C.F.; Michalowski, P.; Zellmer, S.; Kwade, A. Effective mechanochemical synthesis of sulfide solid electrolyte Li3PS4 in a high energy ball mill by process investigation. Adv. Powder Technol. 2023, 34, 104004. [Google Scholar] [CrossRef]
- Kolev, N.; Bodurov, P.; Genchev, V.; Simpson, B.; Melero, M.G.; Menéndez-Aguado, J.M. A Comparative Study of Energy Efficiency in Tumbling Mills with the Use of Relo Grinding Media. Metals 2021, 11, 735. [Google Scholar] [CrossRef]
- Hlabangana, N.; Nhira, E.; Masayile, N.; Tembo, P.M.; Danha, G. A fundamental investigation on the breakage of a bed of PGM ore particles: An attainable region approach, part 2. Powder Technol. 2019, 346, 326–331. [Google Scholar] [CrossRef]
- Simba, K.P.; Moys, M.H. Effects of mixtures of grinding media of different shapes on milling kinetics. Miner. Eng. 2014, 61, 40–46. [Google Scholar] [CrossRef]
- Ipek, H. The effects of grinding media shape on breakage rate. Min. Eng. 2006, 19, 91–93. [Google Scholar] [CrossRef]
- Cuhadaroglu, D.; Sainanli, S.; Kizgut, S. The effect of grinding media shape on the specific rate of breakage. Part. Part. Syst. Charact. 2009, 25, 465–473. [Google Scholar] [CrossRef]
- von Kfiiger, F.; Donda, J.; Drummond, M.; Peres, A.; de Minas, E.; Preto, O. The effect of using concave surfaces as grinding media. Dev. Miner. Process. 2000, 13, C4–C86. [Google Scholar]
- Kiangi, K.; Potapov, A.; Moys, M. DEM validation of media shape effects on the load behaviour and power in a dry pilot mill. Miner. Eng. 2013, 46–47, 52–59. [Google Scholar] [CrossRef]
- Stoimenov, N.; Karastoyanov, D.; Klochkov, L. Study of the factors increasing the quality and productivity of drum, rod and ball mills. AIP Conf. Proc. 2018, 2020, 020024. [Google Scholar] [CrossRef]
- Harris, C.C.; Schnock, E.M.; Arbiter, N. Grinding Mill Power Consumption. Miner. Process. Extr. Metall. Rev. 1985, 1, 297–345. [Google Scholar] [CrossRef]
- Yildinm, K.; Silica, U.S.; Austin, L.G.; Cho, H. A study of mill power as a function of media type and shape. Part. Sci. Technol. 1997, 15, 179. [Google Scholar] [CrossRef]
- Cleary, P. Modelling comminution devices using DEM. Int. J. Numer. Anal. Methods Geomech. 2000, 25, 83–105. [Google Scholar] [CrossRef]
- Kelsall, D.F.; Stewart, P.S.B.; Weller, K.R. Continuous Grinding in a Small Wet Ball Mill. Part IV. A Study of the Influence of Grinding Media Load and Density. Powder Technol. 1973, 7, 293–301. [Google Scholar] [CrossRef]
- Si, L.; Cao, Y.; Fan, G. The Effect of Grinding Media on Mineral Breakage Properties of Magnetite Ores. Geofluids 2021, 2021, 1575886. [Google Scholar] [CrossRef]
- Nava, J.V.; Llorens, T.; Menéndez-Aguado, J.M. Kinetics of Dry-Batch Grinding in a Laboratory-Scale Ball Mill of Sn–Ta–Nb Minerals from the Penouta Mine (Spain). Metals 2020, 10, 1687. [Google Scholar] [CrossRef]
- Yang, J.; Deng, X.; Xu, W.; Li, H.; Ma, S. Study on the Grinding Law of Ball Media for Cassiterite–Polymetallic Sulfide Ore. Minerals 2022, 12, 270. [Google Scholar] [CrossRef]
- Guo, W.; Gui, X.; Xing, Y.; Zhang, H.; Ma, R.; Meng, W.; Luo, M. Study on the unequal probability comminution of spodumene and feldspar during the grinding process of lithium ore. Powder Technol. 2023, 418, 118308. [Google Scholar] [CrossRef]
- Li, C.-W.; Gao, Z. Effect of grinding media on the surface property and flotation behavior of scheelite particles. Powder Technol. 2017, 322, 386–392. [Google Scholar] [CrossRef]
- Wang, C.; Deng, J.; Tao, L.; Sun, W.; Xiao, Q.; Gao, Z. Enhanced flotation of chalcopyrite particles by grinding with short cylinder media. Miner. Eng. 2022, 188, 107827. [Google Scholar]

Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Matsanga, N.; Nheta, W.; Chimwani, N. A Review of the Grinding Media in Ball Mills for Mineral Processing. Minerals 2023, 13, 1373. https://doi.org/10.3390/min13111373
Matsanga N, Nheta W, Chimwani N. A Review of the Grinding Media in Ball Mills for Mineral Processing. Minerals. 2023; 13(11):1373. https://doi.org/10.3390/min13111373
Chicago/Turabian StyleMatsanga, Nyasha, Willie Nheta, and Ngonidzashe Chimwani. 2023. "A Review of the Grinding Media in Ball Mills for Mineral Processing" Minerals 13, no. 11: 1373. https://doi.org/10.3390/min13111373