
Extraction of KCl from Potassium Feldspar by Various Inorganic Salts

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Characterization
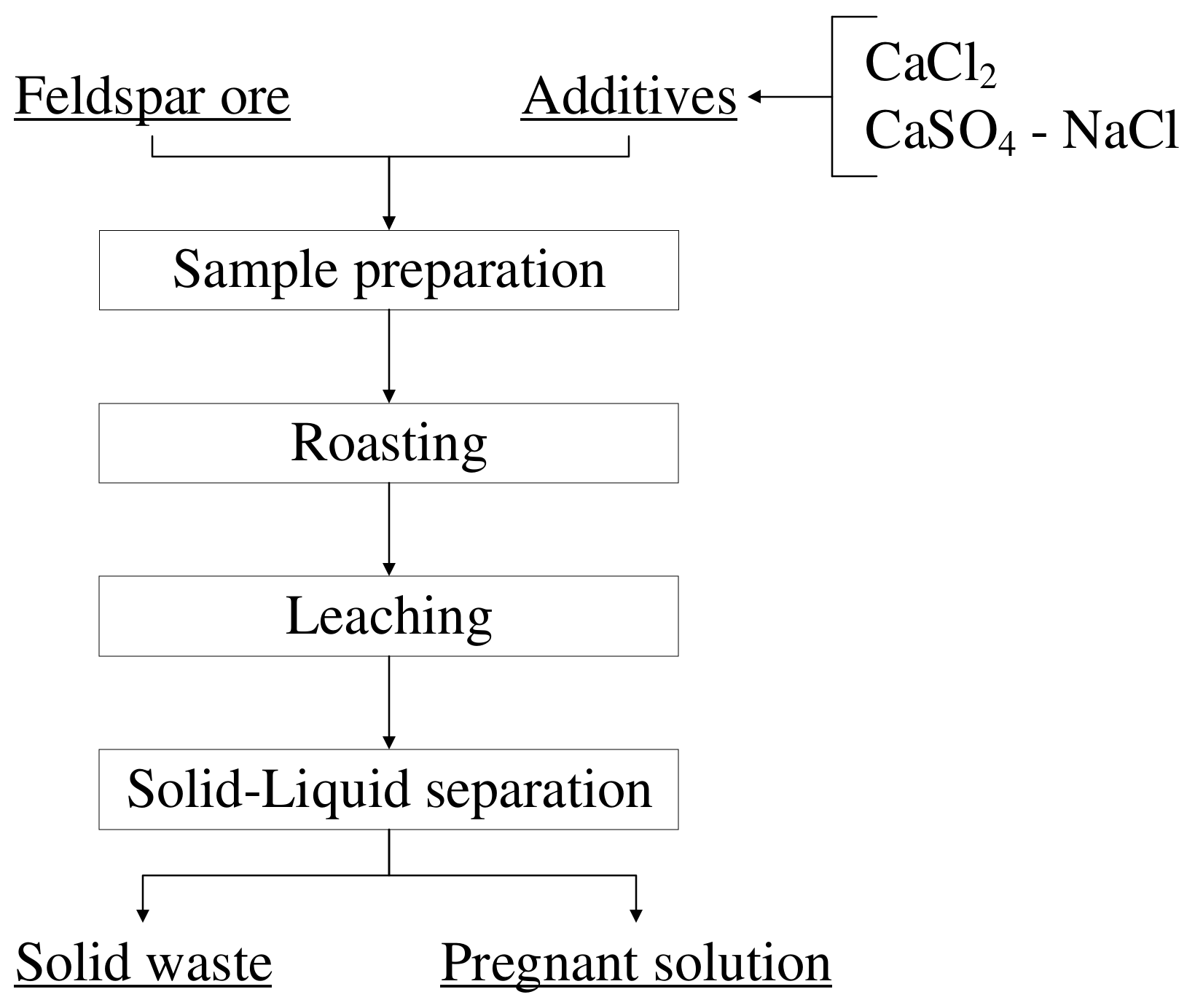
2.2. Beneficiation Methods
3. Results and Discussion
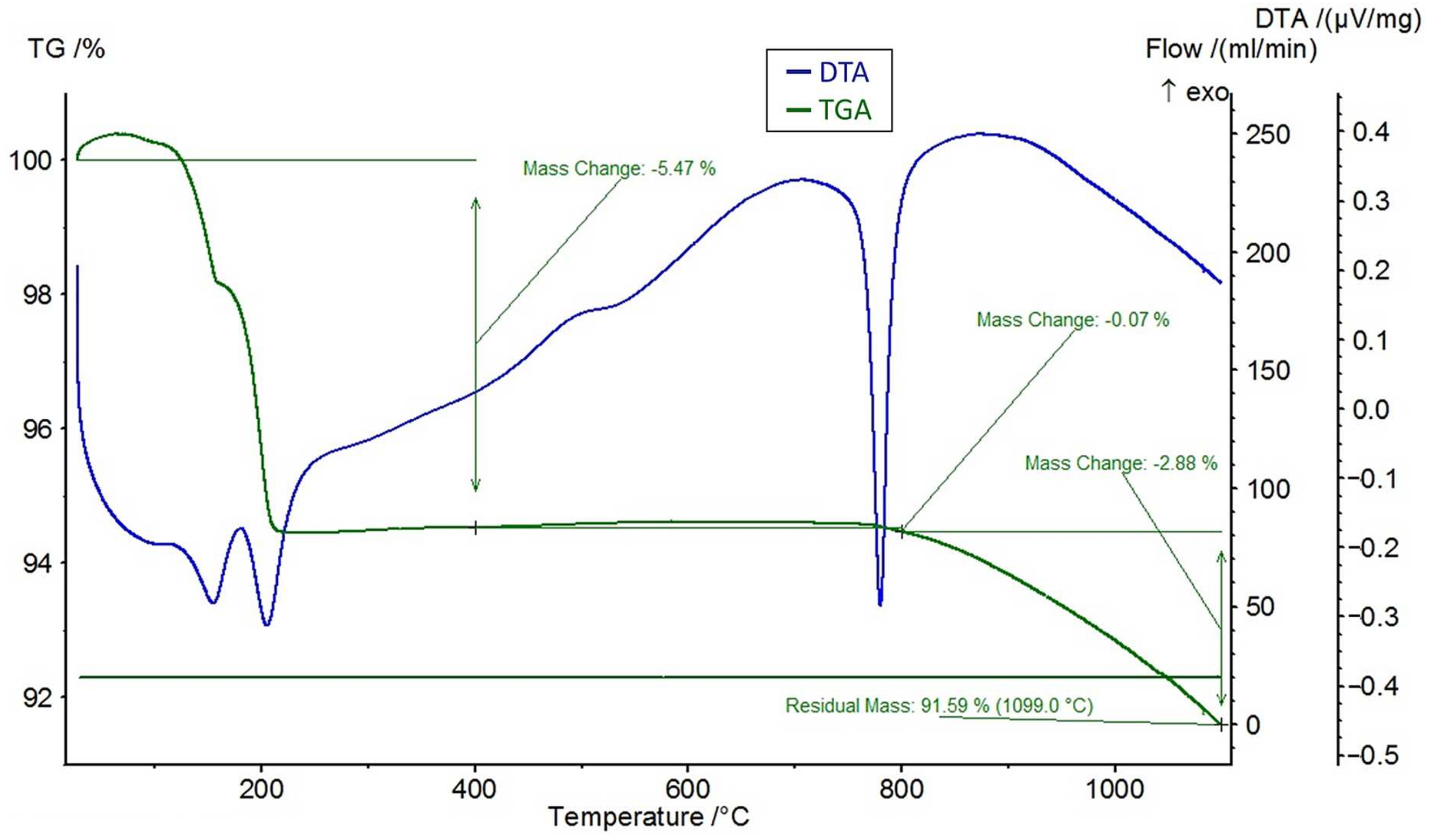
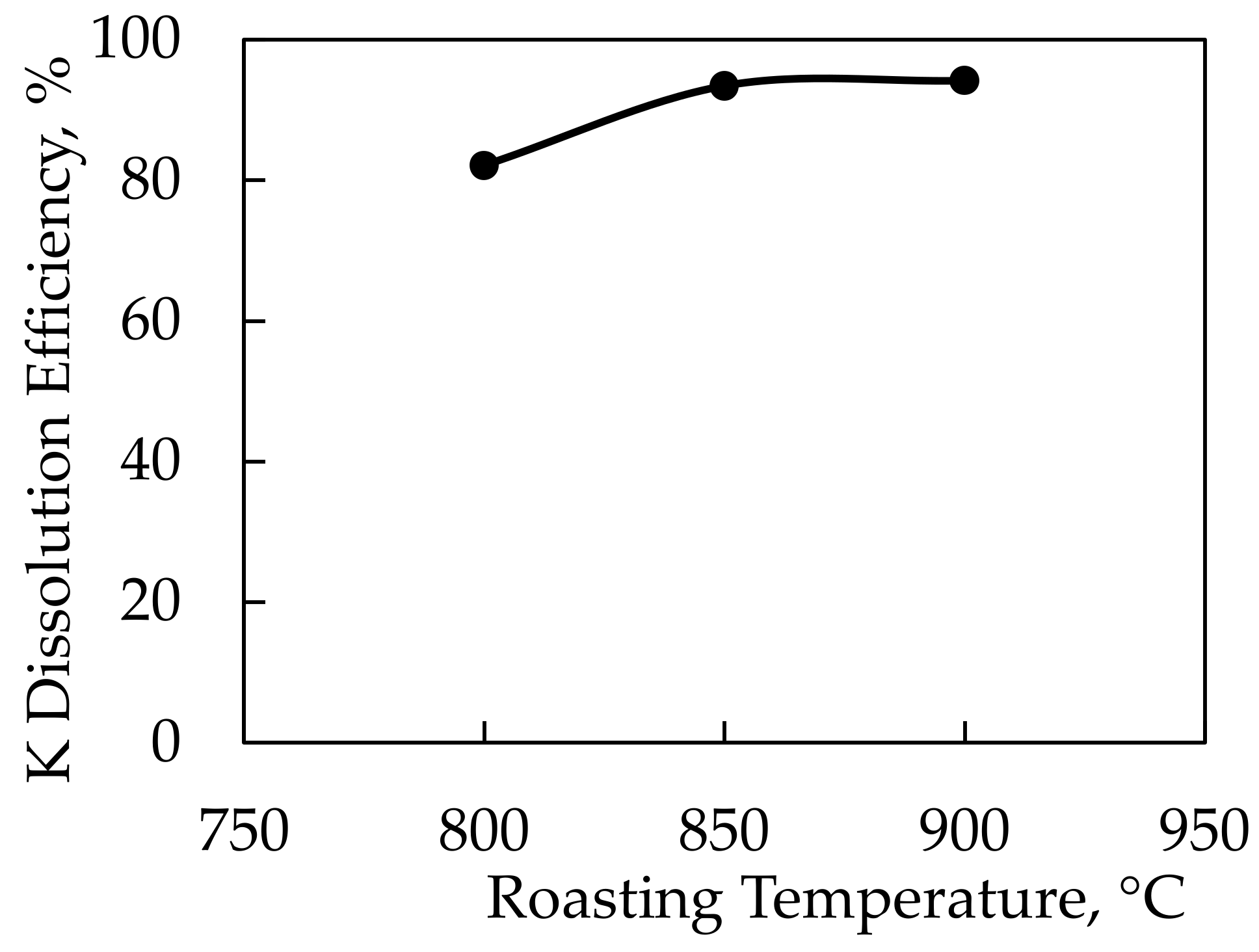
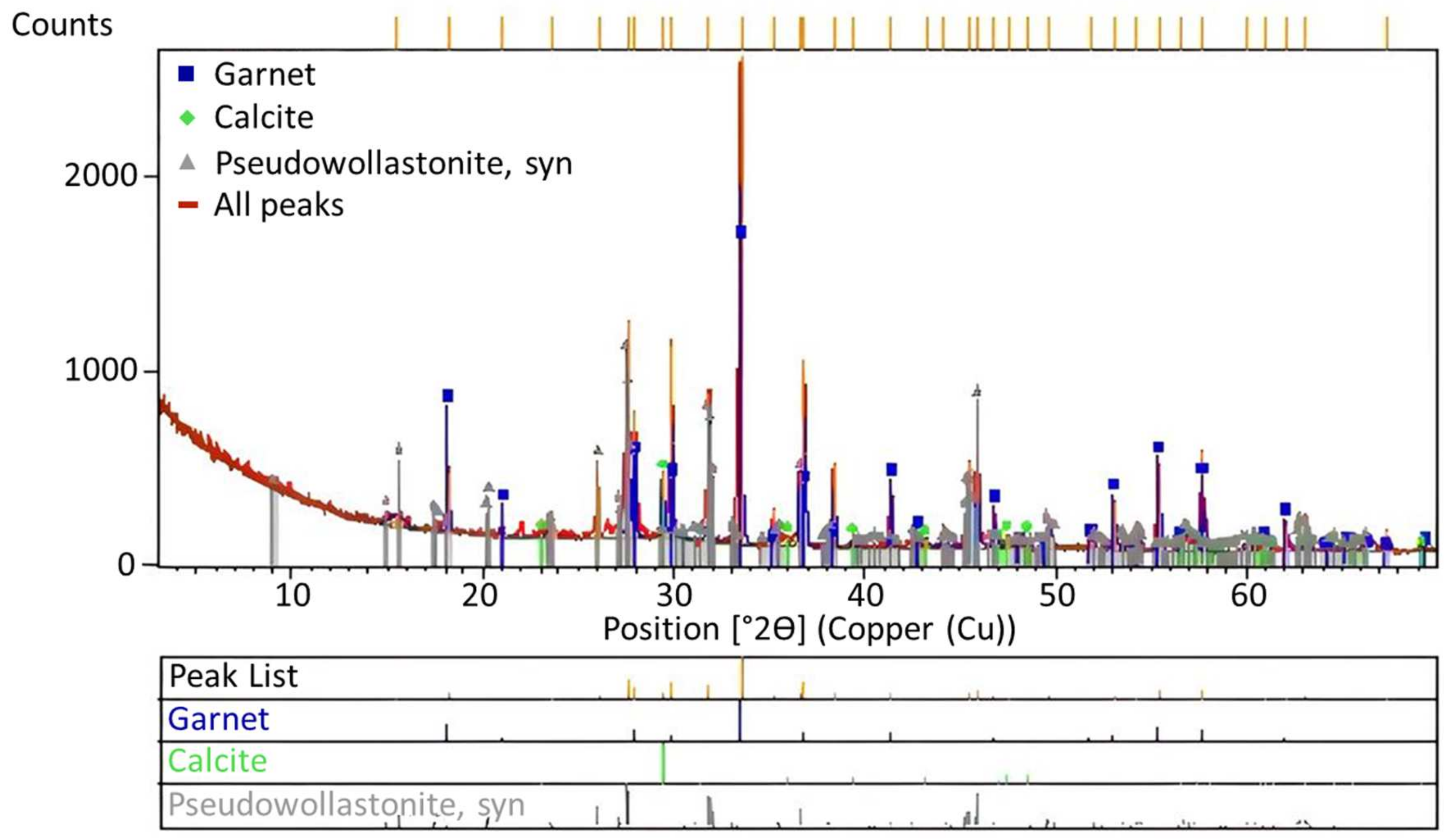
3.1. Feldspar-CaCl2 Experiments
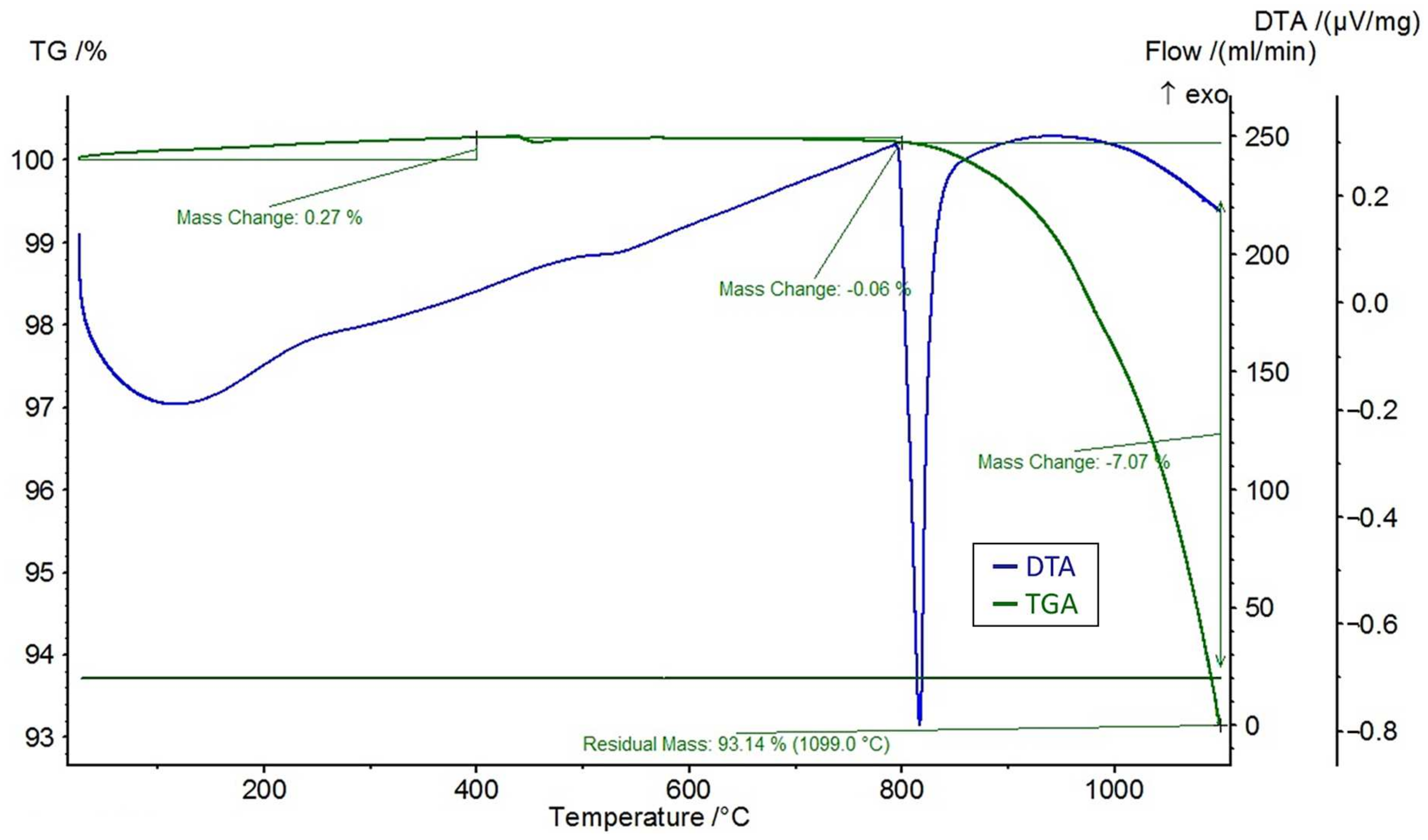
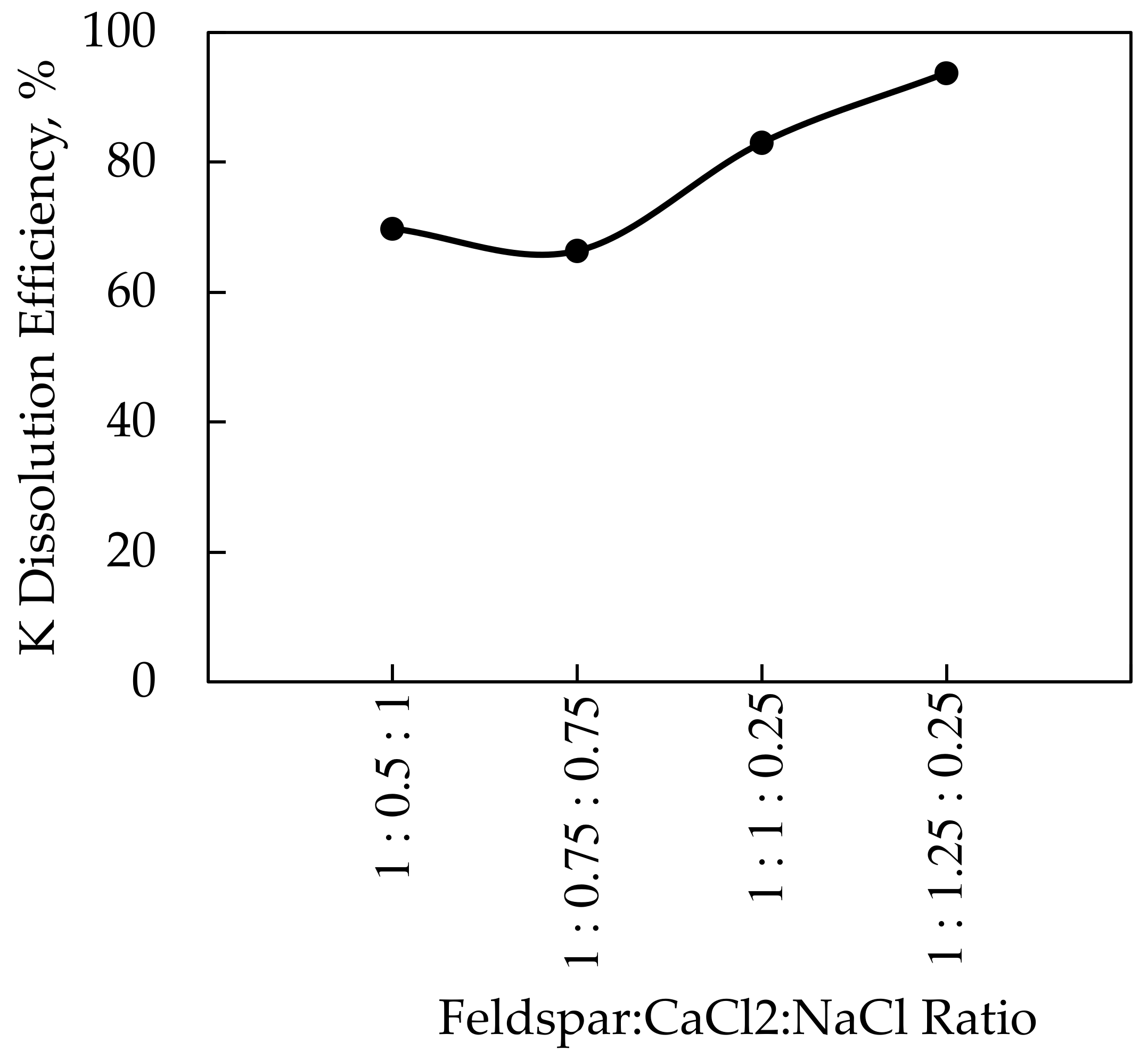
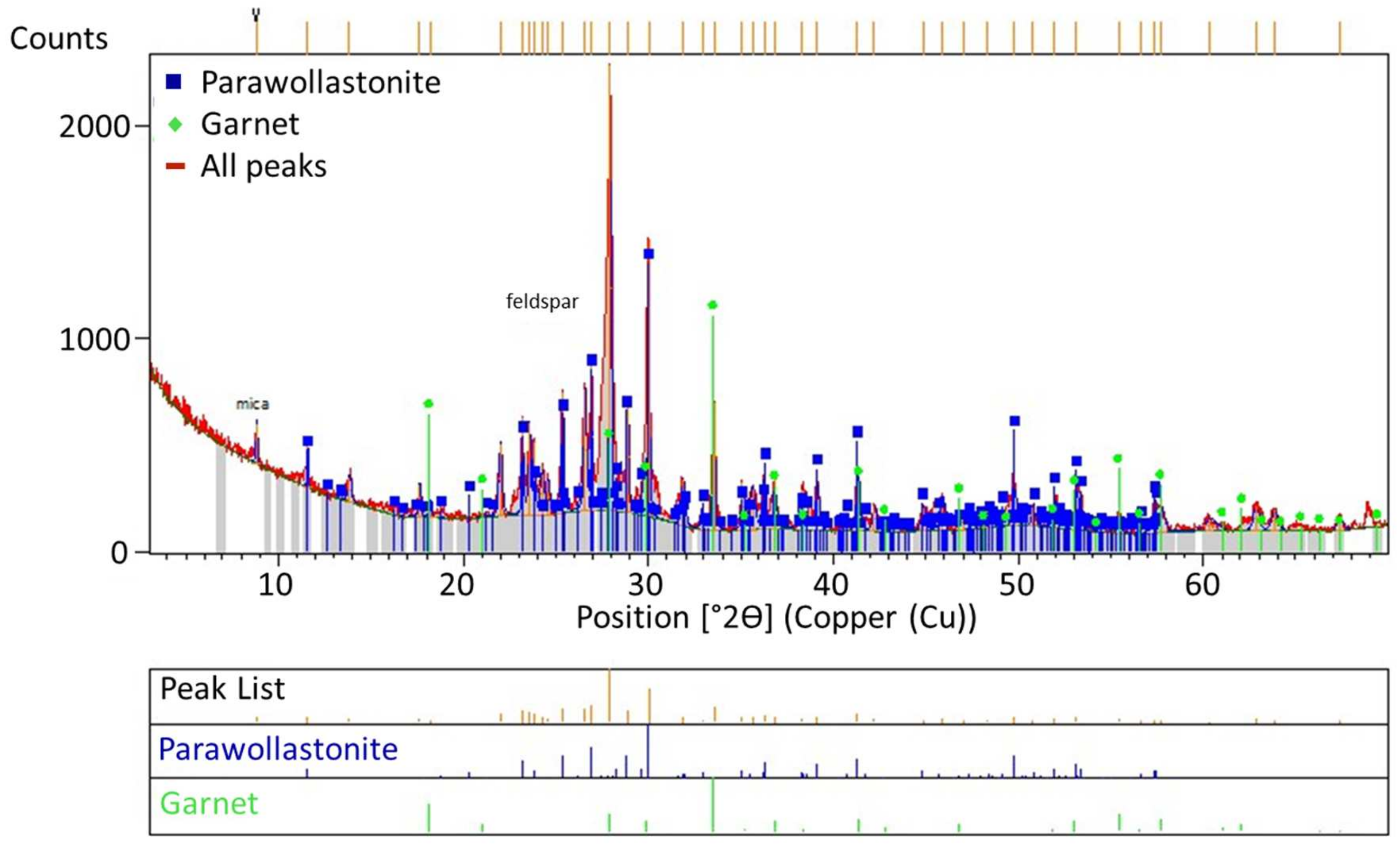
3.2. Feldspar-CaCl2-NaCl Experiments
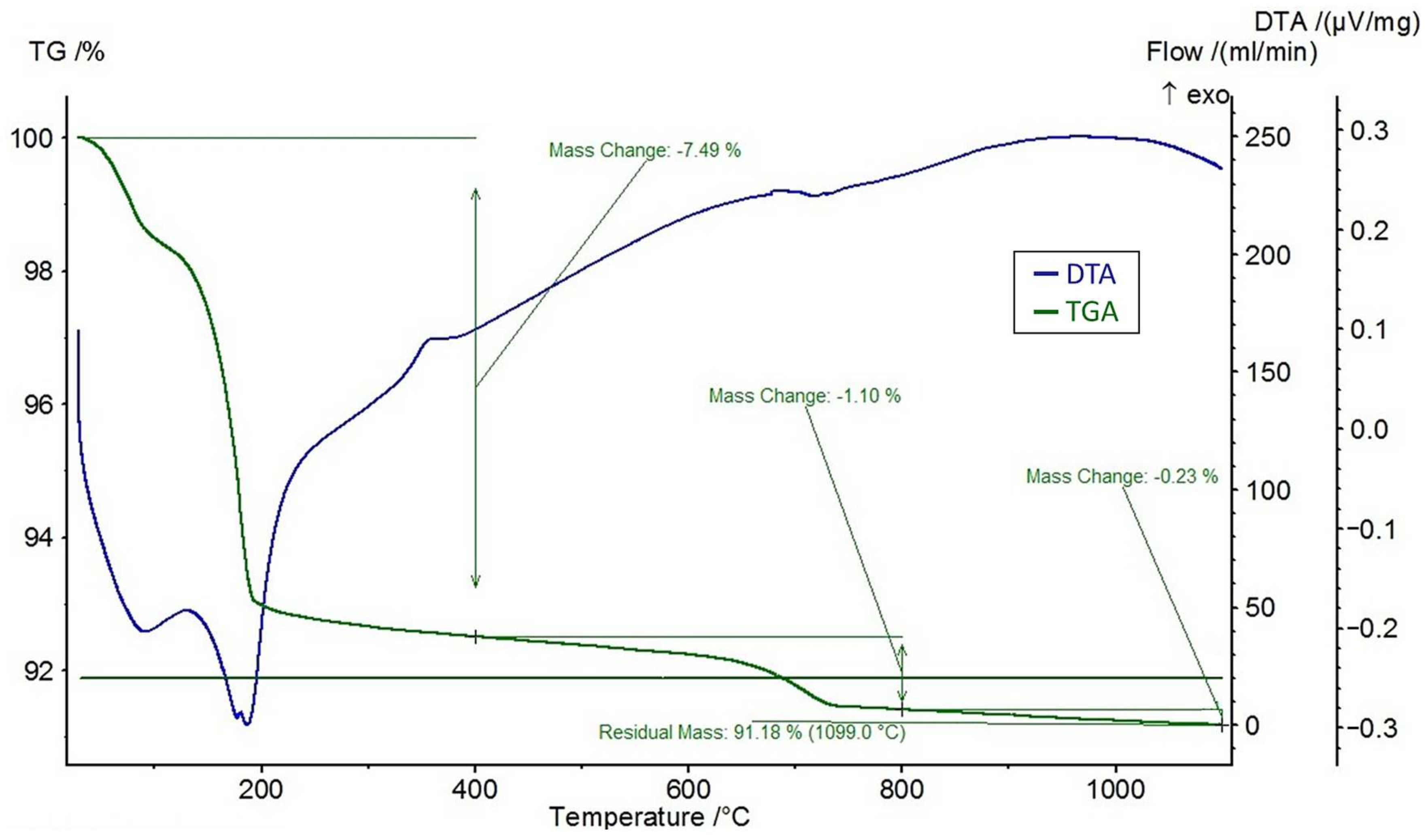
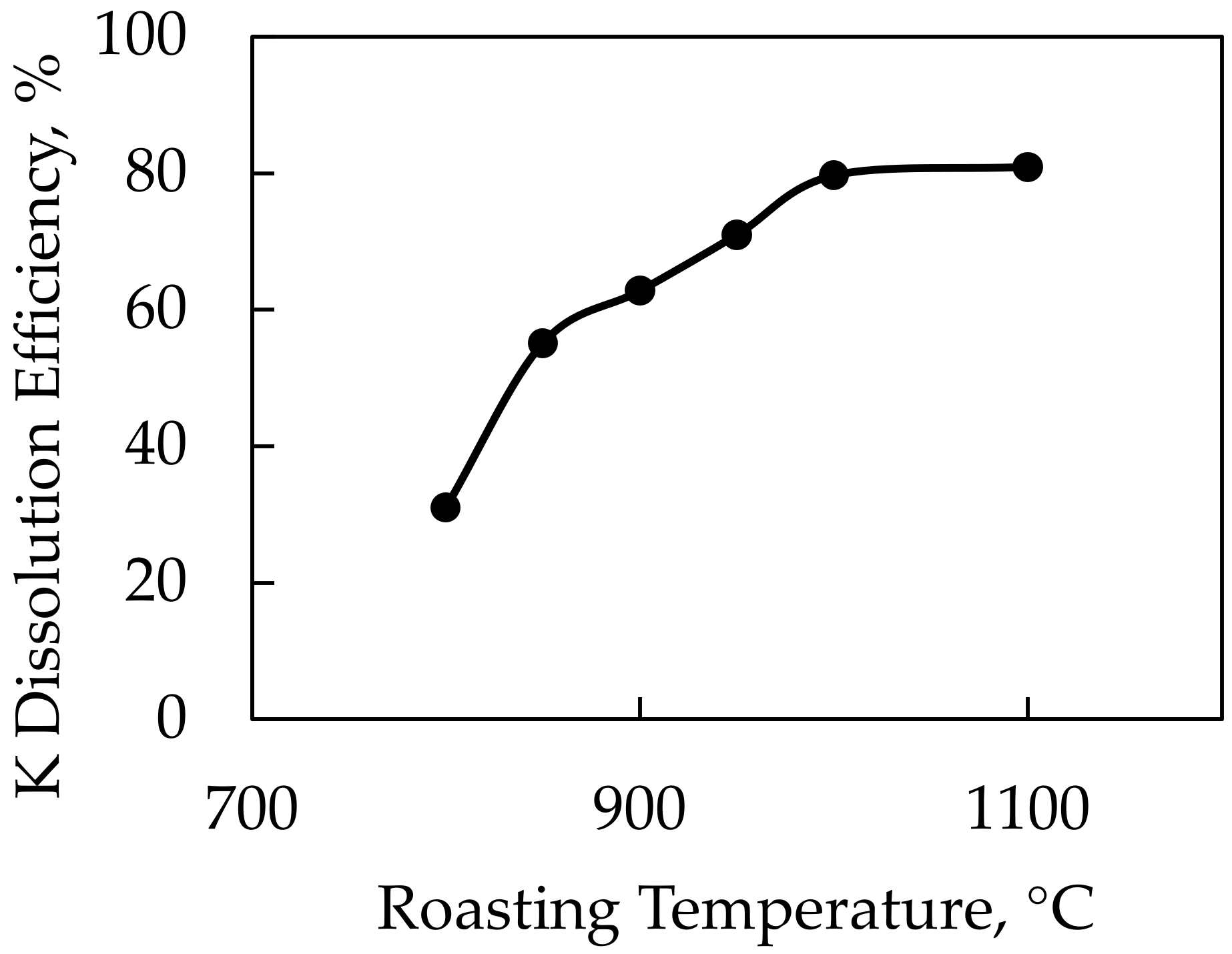
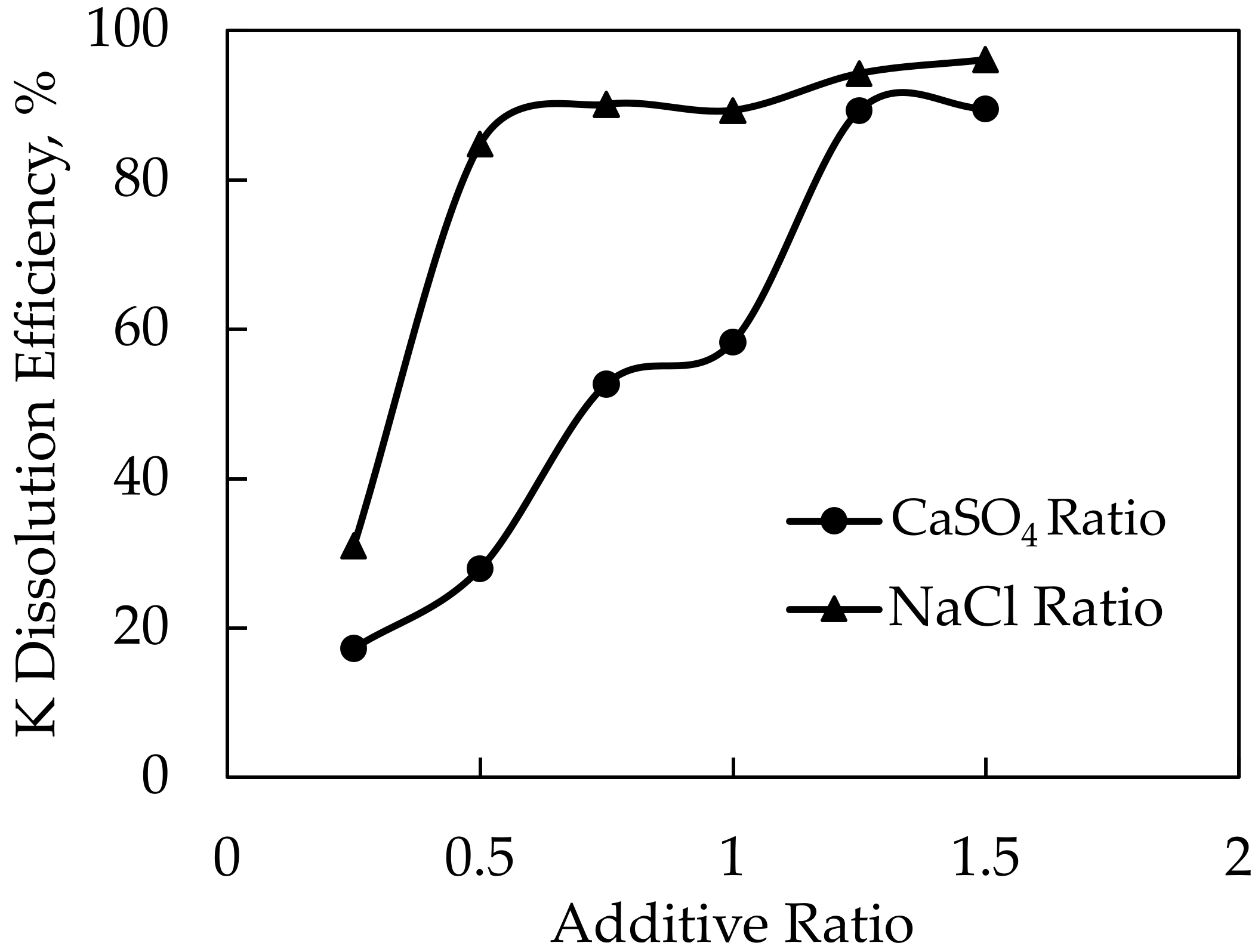
3.3. Feldspar-CaSO4-NaCl Experiments
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Prakash, S.; Verma, J.P. Global perspective of potash for fertilizer production. In Potassium Solubilizing Microorganisms for Sustainable Agriculture; Springer: Berlin/Heidelberg, Germany, 2016; pp. 327–331. [Google Scholar]
- Al Rawashdeh, R.; Xavier-Oliveira, E.; Maxwell, P. The potash market and its future prospects. Resour. Policy 2016, 47, 154–163. [Google Scholar] [CrossRef]
- Bulatovic, A.M. Beneficiation of Potash Ore. In Handbook of Flotation Reagents: Chemistry, Theory and Practice, Volume 3: Flotation of Industrial Minerals; Elsevier: Amsterdam, The Netherlands, 2015; Volume 36, pp. 153–162. [Google Scholar]
- Prud’homme, M. Potash. Canadian Encyclopedia. 2015. Available online: https://www.thecanadianencyclopedia.ca/en/article/potash (accessed on 9 August 2023).
- Yuan, B.; Li, C.; Liang, B.; Lü, L.; Yue, H.; Sheng, H.; Ye, L.; Xie, H. Extraction of potassium from K-feldspar via the CaCl2 calcination route. Chin. J. Chem. Eng. 2015, 23, 1557–1564. [Google Scholar] [CrossRef]
- Samantray, J.; Anand, A.; Dash, B.; Ghosh, M.K.; Behera, A.K. Production of potassium chloride from K-Feldspar through roast–leach-solvent extraction route. Trans. Indian Inst. Met. 2019, 72, 2613–2622. [Google Scholar] [CrossRef]
- Haseli, P.; Majewski, P.; Christo, F.; Raven, M.; Klose, S.; Bruno, F. Experimental kinetic analysis of potassium extraction from ultrapotassic syenite using NaCl–CaCl2salt mixture. ACS Omega 2020, 5, 16421–16429. [Google Scholar] [CrossRef] [PubMed]
- Serdengeçti, M.T.; Baştürkcü, H.; Burat, F.; Kangal, M.O. The correlation of roasting conditions in selective potassium extraction from K-feldspar ore. Minerals 2019, 9, 109. [Google Scholar] [CrossRef]
- Tanvar, H.; ve Dhawan, N. Recovery of potash values from feldspar. Sep. Sci. Technol. 2020, 55, 1398–1406. [Google Scholar] [CrossRef]
- Samantray, J.; Anand, A.; Dash, B.; Ghosh, M.K.; Behera, A.K. Sustainable Process for the Extraction of Potassium from Feldspar Using Eggshell Powder. ACS Omega 2020, 5, 14990–14998. [Google Scholar] [CrossRef] [PubMed]
- Jena, S.K.; Misra, P.K.; Das, B. Studies on extraction of potassium from feldspar by roast-leach method using phosphogypsum and sodium chloride. Miner. Process. Extr. Metall. Rev. 2016, 37, 323–332. [Google Scholar] [CrossRef]
- Orosco, P.; Barrios, O.; Ojeda, M. Extraction of potassium from microcline by chlorination. Minerals 2019, 9, 295. [Google Scholar] [CrossRef]
- Zhang, H.; Sun, D.S.; Bao, H. The Extraction of Potassium from Feldspar by Molten Salt Leaching Method with Composite Additives. Adv. Mater. Res. 2012, 524, 1136–1139. [Google Scholar] [CrossRef]
- Zhang, Y.; Asselin, E.; Li, Z. Laboratory and pilot scale studies of potassium extraction from K-feldspar decomposition with CaCl2 and CaCO3. J. Chem. Eng. Jpn. 2018, 49, 111–119. [Google Scholar] [CrossRef]
- Zhong, Y.; Gao, J.; Chen, P.; Guo, Z. Recovery of potassium from K-feldspar by thermal decomposition with flue gas desulfurization gypsum and CaCO3: Analysis of mechanism and kinetics. Energy Fuels 2017, 31, 699–707. [Google Scholar] [CrossRef]
- Orosco, P.; del Carmen Ruiz, M. Potassium chloride production by microcline chlorination. Thermochim. Acta 2015, 613, 108–112. [Google Scholar] [CrossRef]
- Ghalayini, Z.T. Feldspar and Nepheline Syenite. U.S. Geological Survey, Mineral Commodity Summaries. 2020. Available online: https://pubs.usgs.gov/periodicals/mcs2020/mcs2020-feldspar.pdf (accessed on 23 August 2023).
- Jena, S.K.; Dash, N.; Samal, A.K.; Misra, P.K. Competency of chlorination roasting coupled water leaching process for potash recovery from K-feldspar: Mechanism and kinetics aspects. Korean J. Chem. Eng. 2019, 36, 2060–2073. [Google Scholar] [CrossRef]
- Jena, S.K. A review on potash recovery from different rock and mineral sources. Min. Metall. Explor. 2021, 38, 47–68. [Google Scholar] [CrossRef]
- Ciceri, D.; Manning, D.A.; Allanore, A. Historical and technical developments of potassium resources. Sci. Total Environ. 2015, 502, 597. [Google Scholar] [CrossRef] [PubMed]
- Available online: https://actlabs.com/our-advantage/quality/accreditation/ (accessed on 11 October 2023).
- Alyosif, B.; Uysal, T.; Aydemir, M.K.; Erdemoğlu, M. Contribution of mechanical activation for obtaining potassium chloride from microcline. Min. Metall. Explor. 2023, 40, 1311–1319. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| K2O Content | Additive | Additive Ratio | Roasting Temperature | Roasting Time | Efficiency | Reference |
|---|---|---|---|---|---|---|
| 13.25% | CaCl2 | CaCl2/Feldspar: 1.15 | 900 °C | 40 min | 91% | [5] |
| 11.42% | CaCl2 | CaCl2/Feldspar: 1 | 900 °C | 80% | [6] | |
| 10.35% | CaCl2 | CaCl2/Feldspar: 1/0.8 | 900 °C | 160 min | 90% | [7] |
| 9.69% | CaCl2 | CaCl2/Feldspar: 1/1.5 | 850 °C | 60 min | 99.8% | [8] |
| 9.67% | CaCl2 | CaCl2/Feldspar: 1 | 950 °C | 60 min | 98.25% | [9] |
| 11.60% | Eggshell and HCl | Eggshell/Feldspar: 1.8 | 900 °C | 30 min | 99% | [10] |
| 10.89% | Phosphogypsum and NaCl | NaCl/Feldspar: 1 Phosphogypsum/Feldspar: 1 | 900 °C | 92.8% | [11] | |
| 10.28% | Calcite and chlorine gas | CaCl2/Feldspar: 35/65 | 900 °C | 120 min | 97% | [12] |
| 15.00% | CaCl2 and NaCl | CaCl2/NaCl/Feldspar: 1.1/0.6/1.8 | 800 °C | 60 min | 95.5% | [13] |
| 12.66% | CaCl2 ve CaCO3 | CaCl2/CaCO3/Feldspar: 2/2/1 | 750–800 °C | 82% | [14] | |
| 13.91% | Calcite and gypsum | Gypsum/Calcite/Feldspar: 1/3/1 | 1100 °C | 40 min | 91.3% | [15] |
| 10.43% | MgCl2 | MgCl2/Feldspar: 1 | 900 °C | 93% | [16] |
| Component | Content, % | Component | Content, % | Component | Content, % |
|---|---|---|---|---|---|
| SiO2 | 61.60 | TiO2 | 0.1380 | Rb2O | 0.03280 |
| Al2O3 | 20.80 | CeO2 | 0.0872 | Cl | 0.02640 |
| K2O | 7.21 | BaO | 0.0786 | ZnO | 0.01100 |
| Na2O | 4.90 | F | 0.0720 | PbO | 0.00734 |
| CaO | 2.91 | SrO | 0.0710 | Nb2O5 | 0.00516 |
| Fe2O3 | 1.43 | ZrO2 | 0.0499 | ThO2 | 0.00459 |
| MgO | 0.302 | MnO | 0.0494 | Ga2O3 | 0.00287 |
| SO3 | 0.159 | P2O5 | 0.0419 |
| Mineral | Content, % | |
|---|---|---|
| Oxides/Hydroxides | Magnetite/Hematite | 0.02 |
| Goethite | 0.05 | |
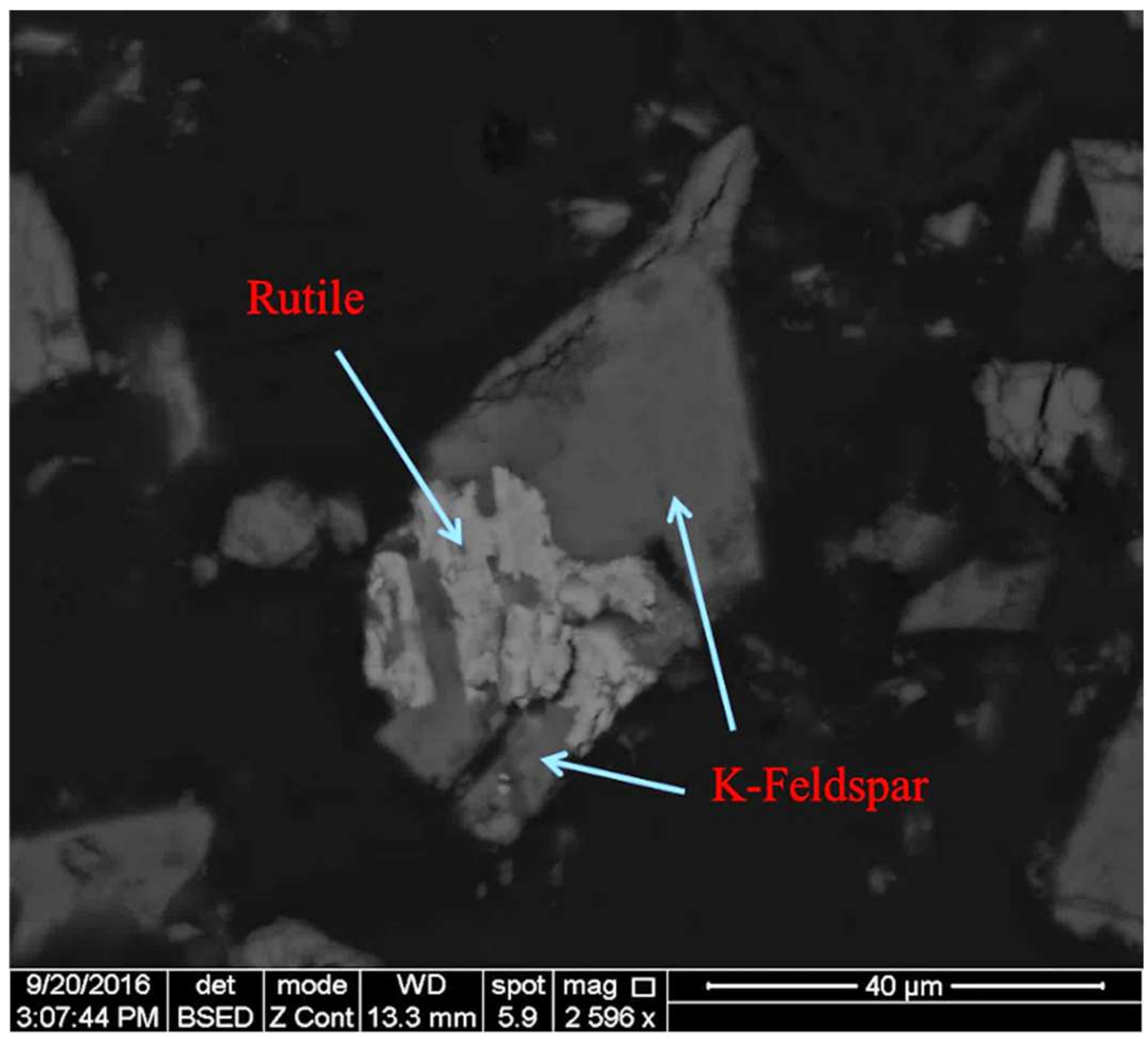
| Rutile | 0.02 | |
| Silicates | Quartz | 3.17 |
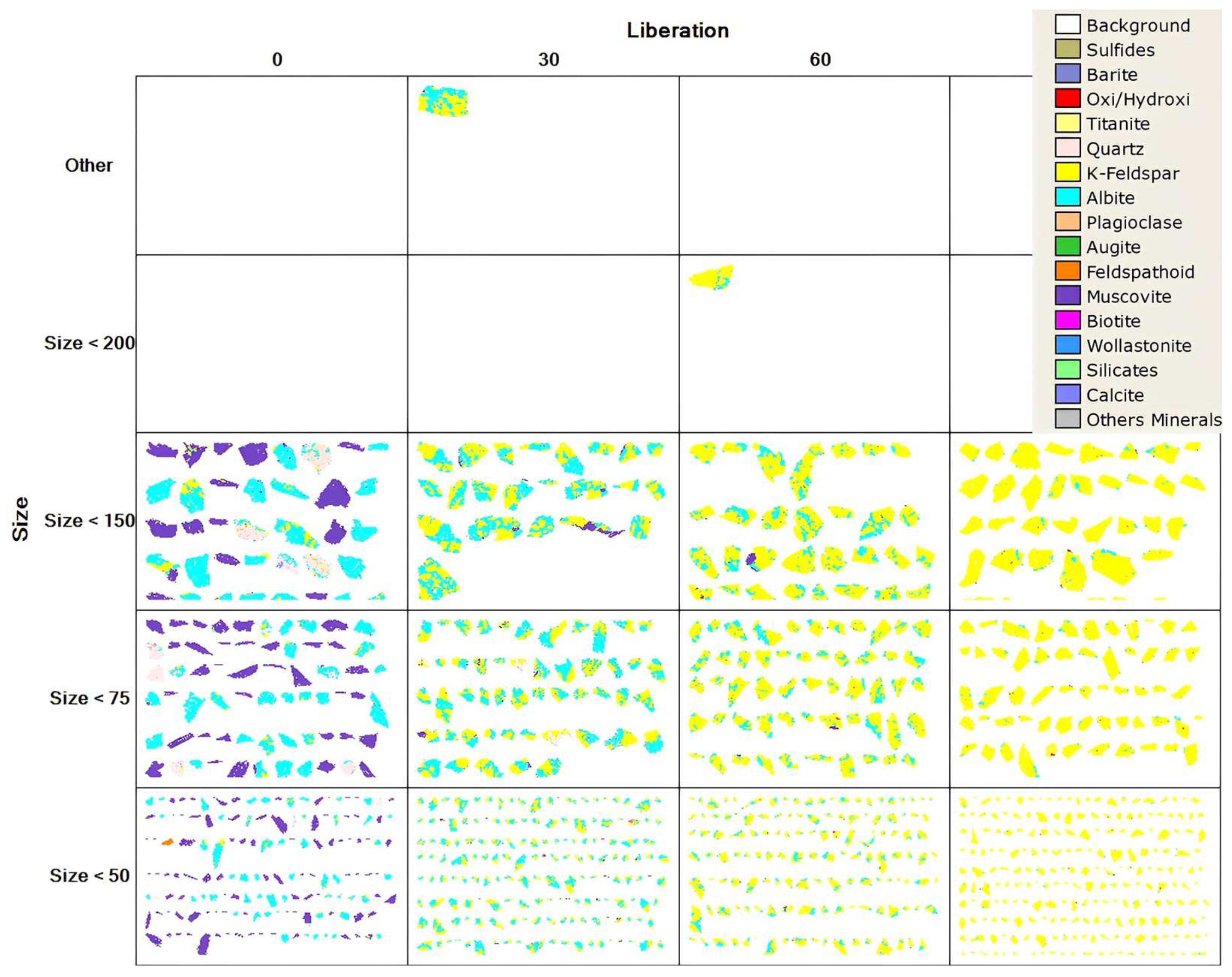
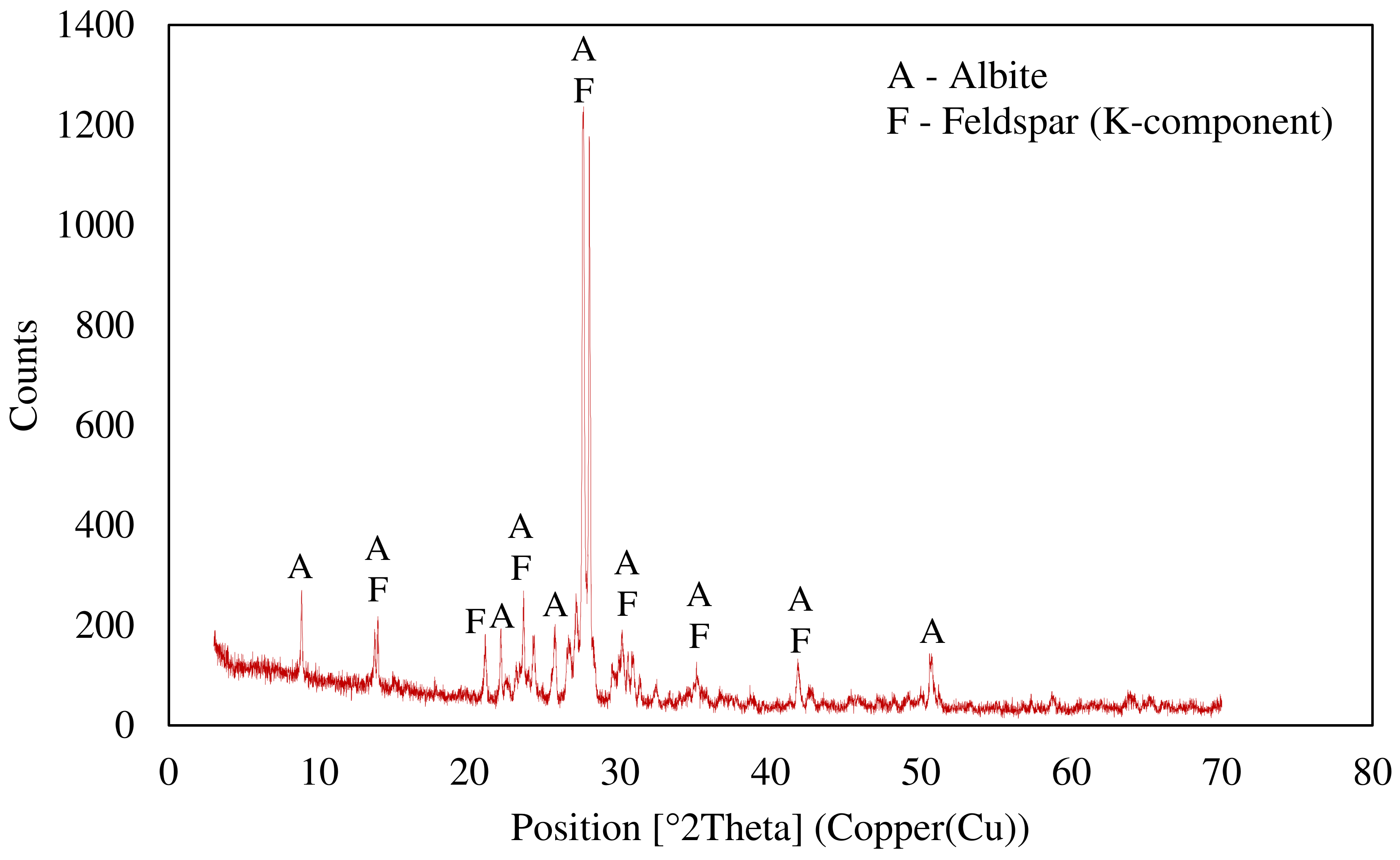
| K-Feldspar | 39.96 | |
| Albite | 27.51 | |
| Plagioclase | 0.01 | |
| Feldspathoid | 0.09 | |
| Muscovite | 27.08 | |
| Biotite | 0.17 | |
| Wollastonite | 0.11 | |
| Si-Al Clays | 1.11 | |
| Zircon | 0.04 | |
| Apatite | 0.07 | |
| Bastnasite | 0.05 | |
| Other | 0.52 | |
| Total | 100.00 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Türk, T.; Kangal, M.O. Extraction of KCl from Potassium Feldspar by Various Inorganic Salts. Minerals 2023, 13, 1342. https://doi.org/10.3390/min13101342
Türk T, Kangal MO. Extraction of KCl from Potassium Feldspar by Various Inorganic Salts. Minerals. 2023; 13(10):1342. https://doi.org/10.3390/min13101342
Chicago/Turabian StyleTürk, Tülay, and Murat Olgaç Kangal. 2023. "Extraction of KCl from Potassium Feldspar by Various Inorganic Salts" Minerals 13, no. 10: 1342. https://doi.org/10.3390/min13101342