
Advanced Simulation of Quartz Flotation Using Micro-Nanobubbles by Hybrid Serving of Historical Data (HD) and Deep Learning (DL) Methods

 ,
, 
Abstract
:1. Introduction
2. Materials and Methods
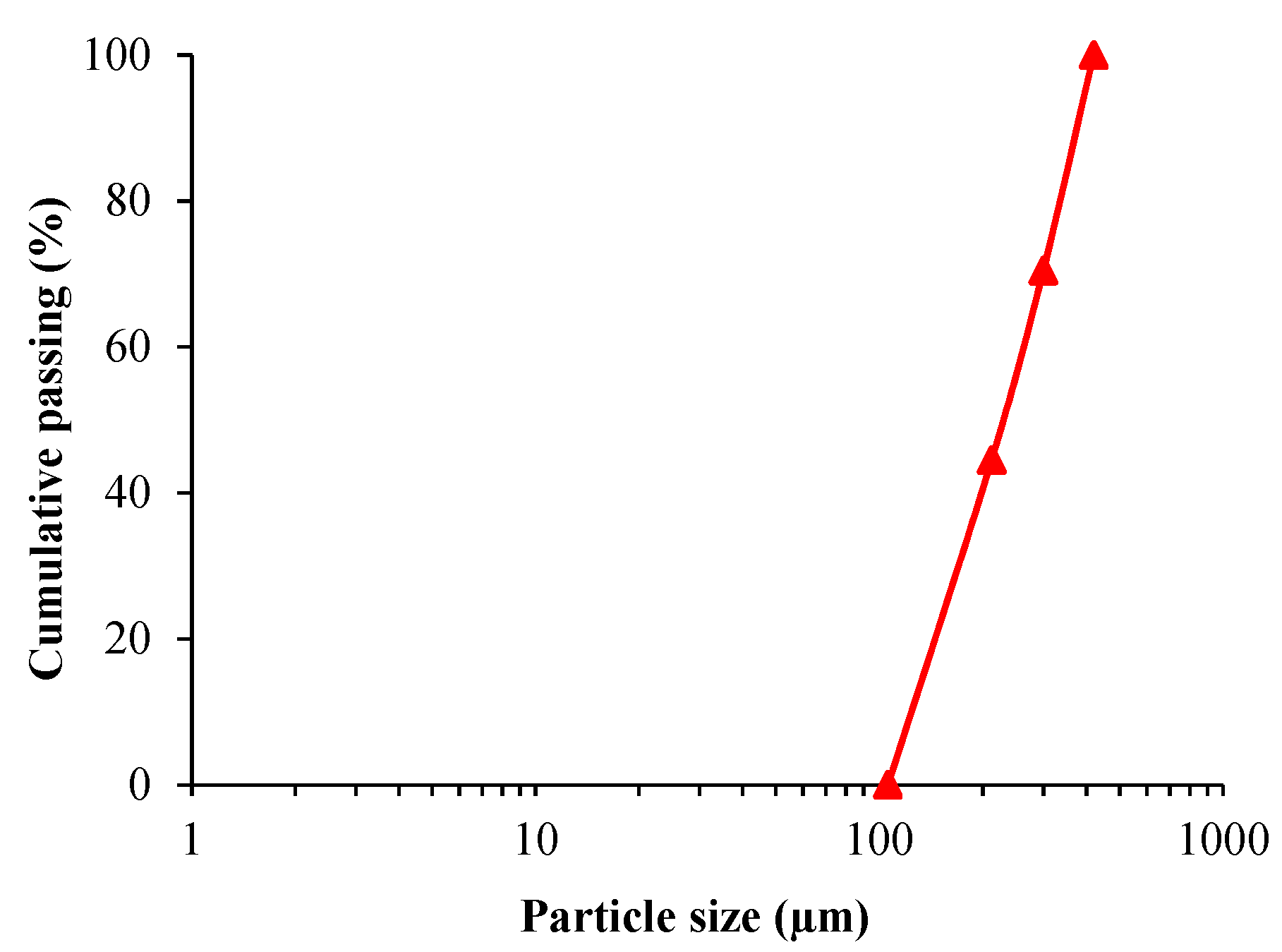
2.1. Quartz Sample and Flotation Reagents
2.2. Operating Variables and Experimental Design
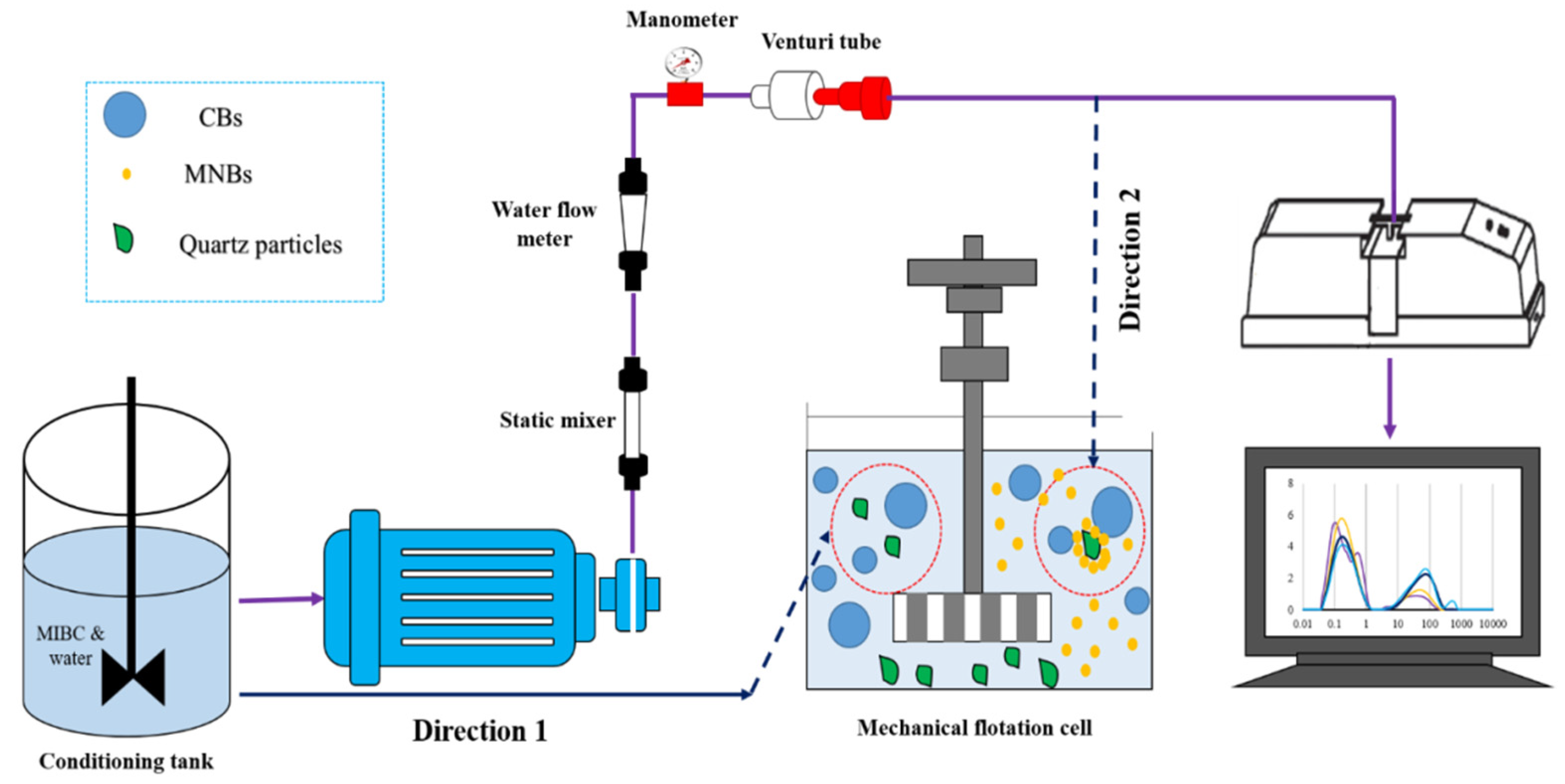
2.3. Flotation Experiments and Calculations
- In the absence of MNBs, the solution of the frother was directly added to the system through direction (1).
- In the presence of MNBs, 23 wt.% of the frother was first directed to the cell via direction (1), and after 30 s, the rest of frother mass was injected through the direction (2).
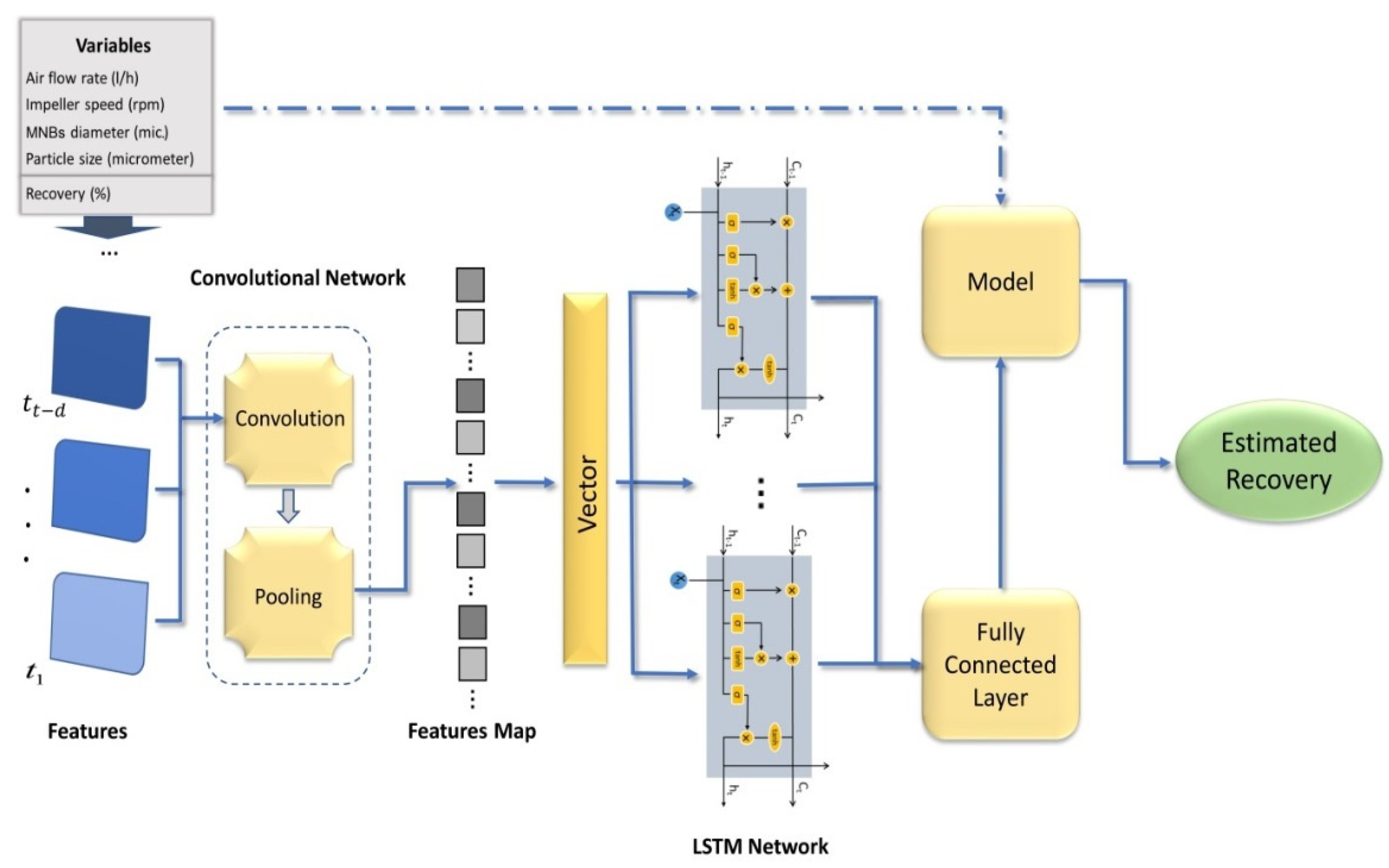
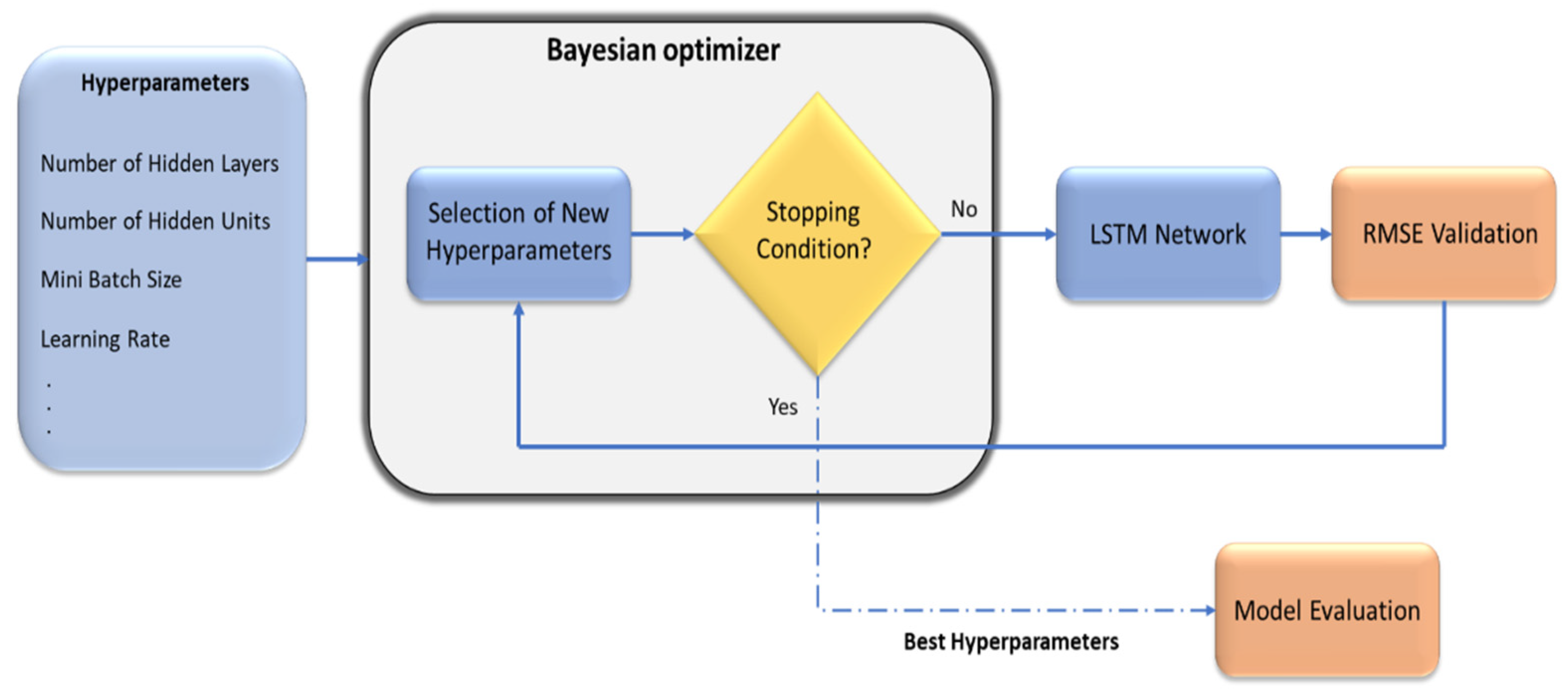
2.4. Deep Learning Simulation
2.5. Modeling Process
- The radial basis functions neural network (RBFNN) is a special type of artificial neural network that measures the similarity between data based on distance, and the technique is considered an effective method for interpolating in multidimensional spaces [56]. It is a feed-forward neural network, which, like many other artificial neural networks, consists of inputs and hidden and output layers. Trial and error led to RBFNN’s proper structure being 4-9-4-1. There was an overfitting effect when there were more neurons.
- The gated recurrent unit (GRU) was introduced to reduce LSTM overload and to address the limitations of traditional RNNs. This algorithm is generally considered a simpler and modified version of LSTM because both methods utilize the same design. Unlike LSTM, it has one fewer gate, which can reduce matrix multiplication and speed up computation. This algorithm’s parameters were also adjusted to obtain suitable results for comparison. The number of epochs, which means one complete pass of the training dataset through the algorithm, was set to 1000, a learning rate of 0.001 was the step size at each iteration, and three hidden layers and Adam optimizer were used for the training process.
2.6. Correlation and Feature Importance
3. Results and Discussions
3.1. Historical Data Model Development and Analysis
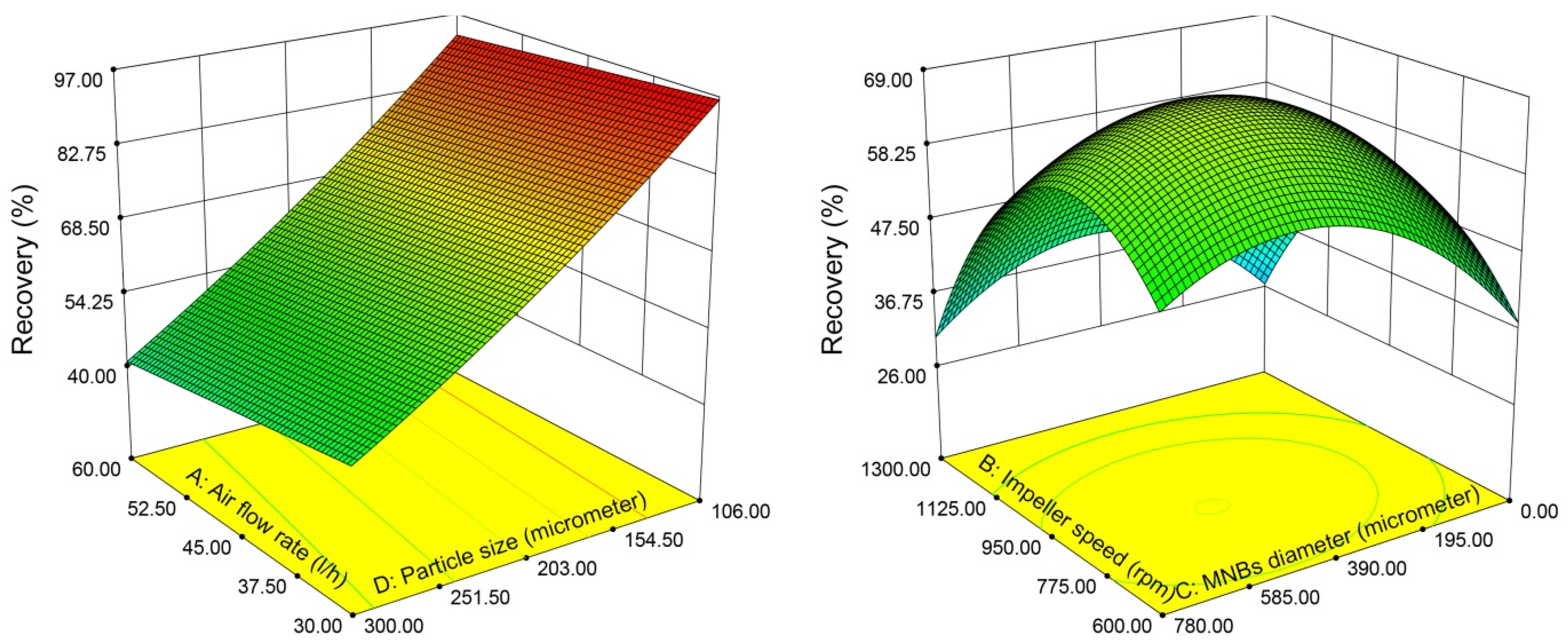
3.2. Interpretation of Main and Interaction Effects
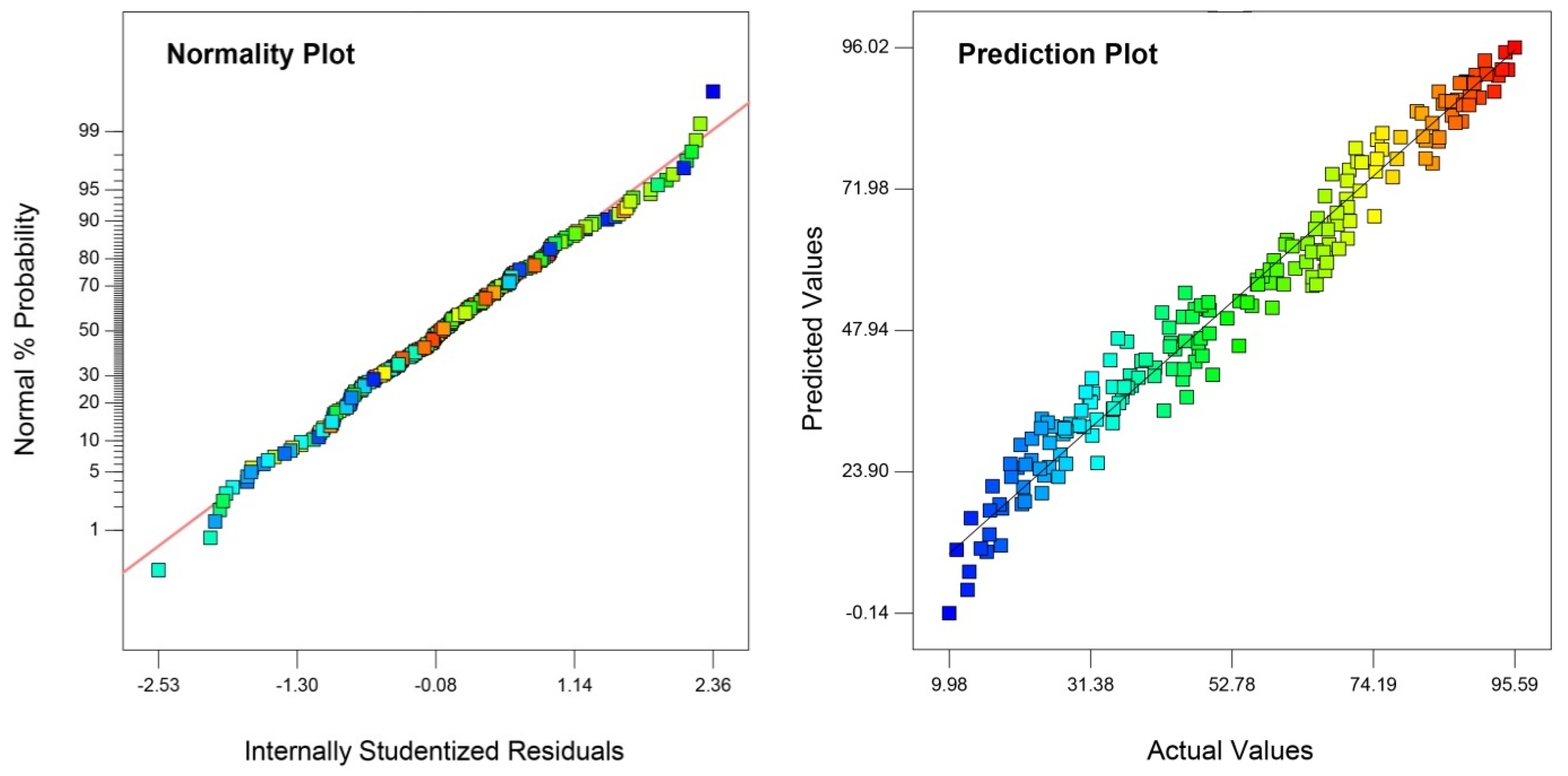
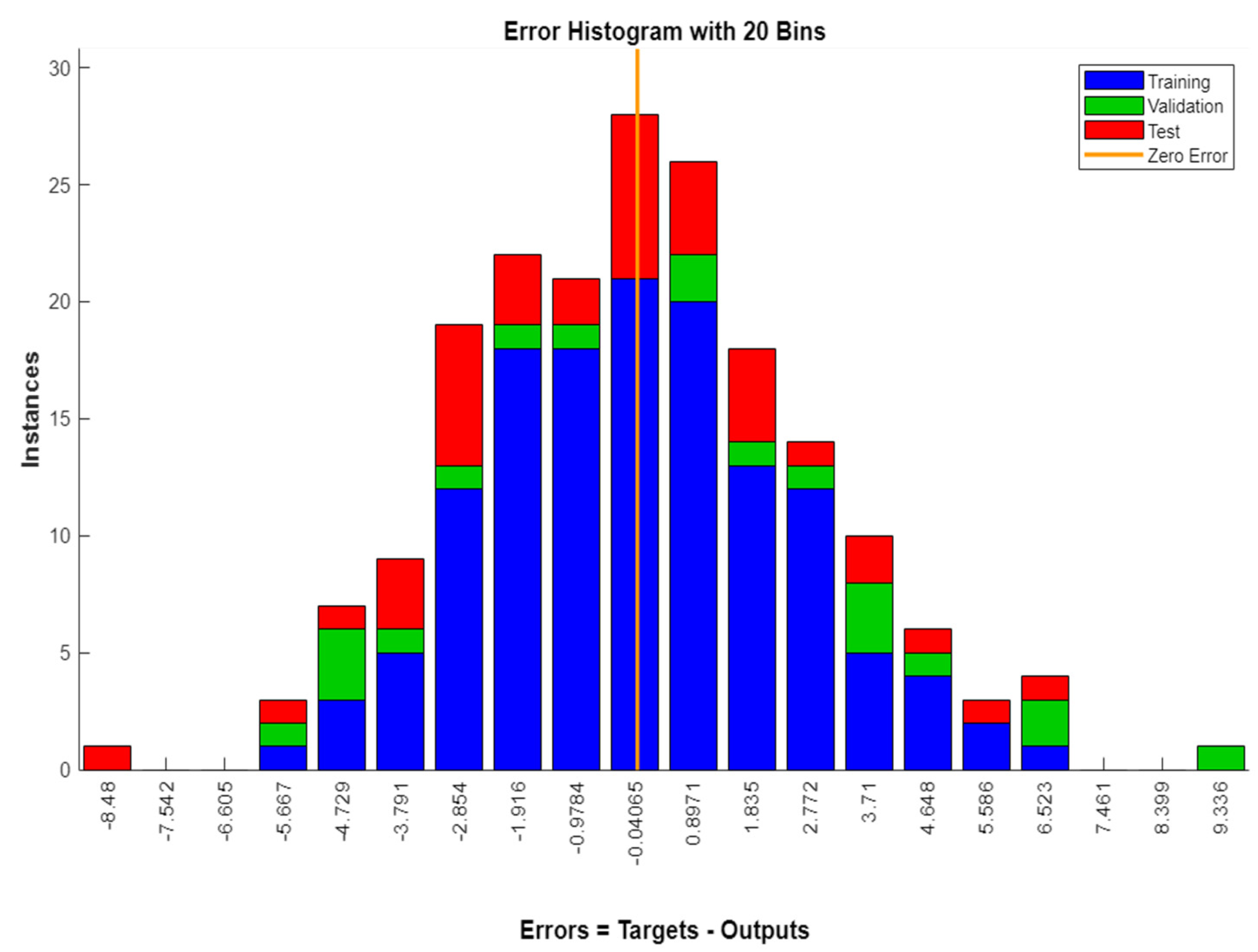
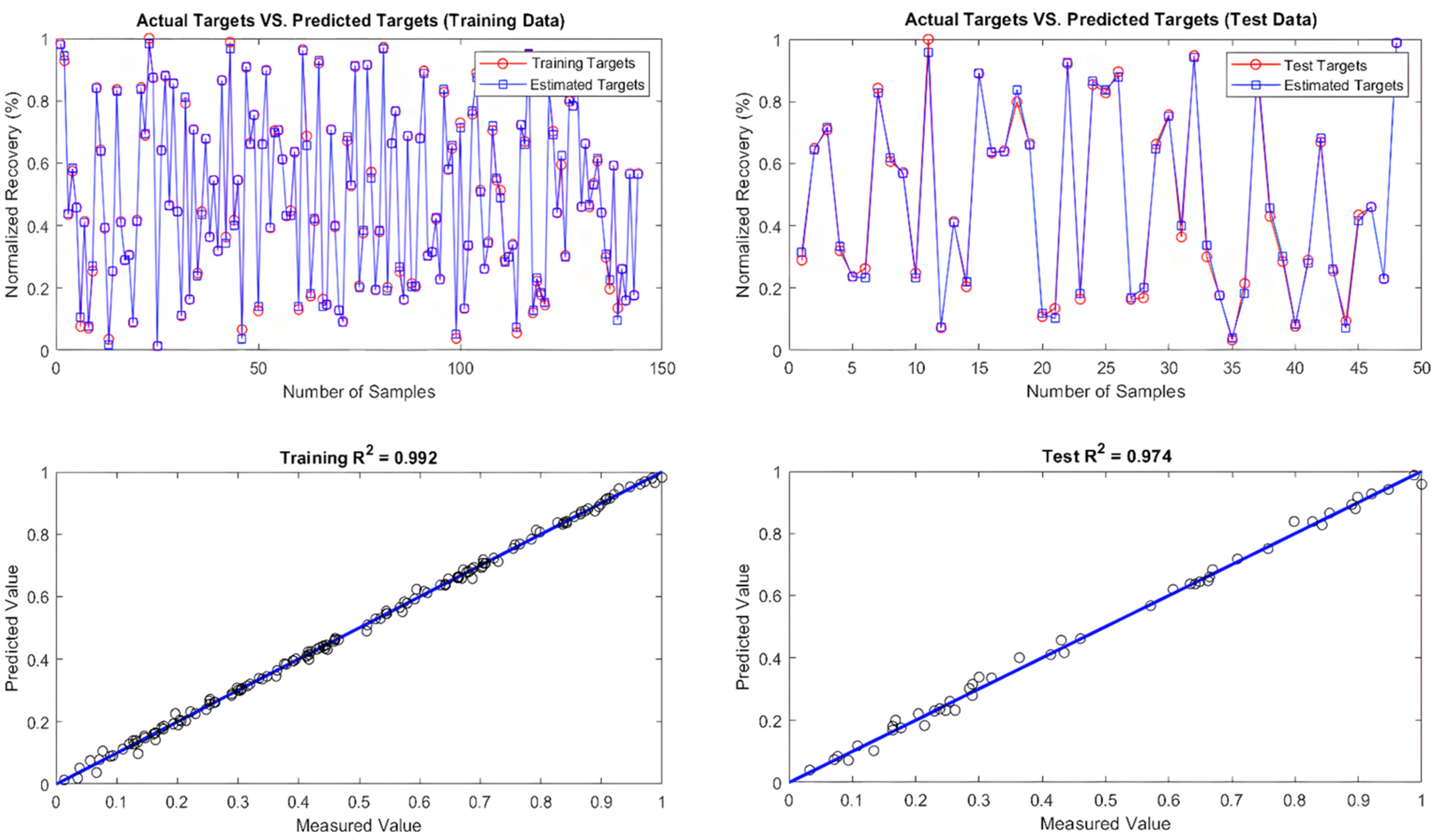
3.3. Deep Learning Simulation Results
3.4. Correlation and Feature Importance Results
4. Conclusions
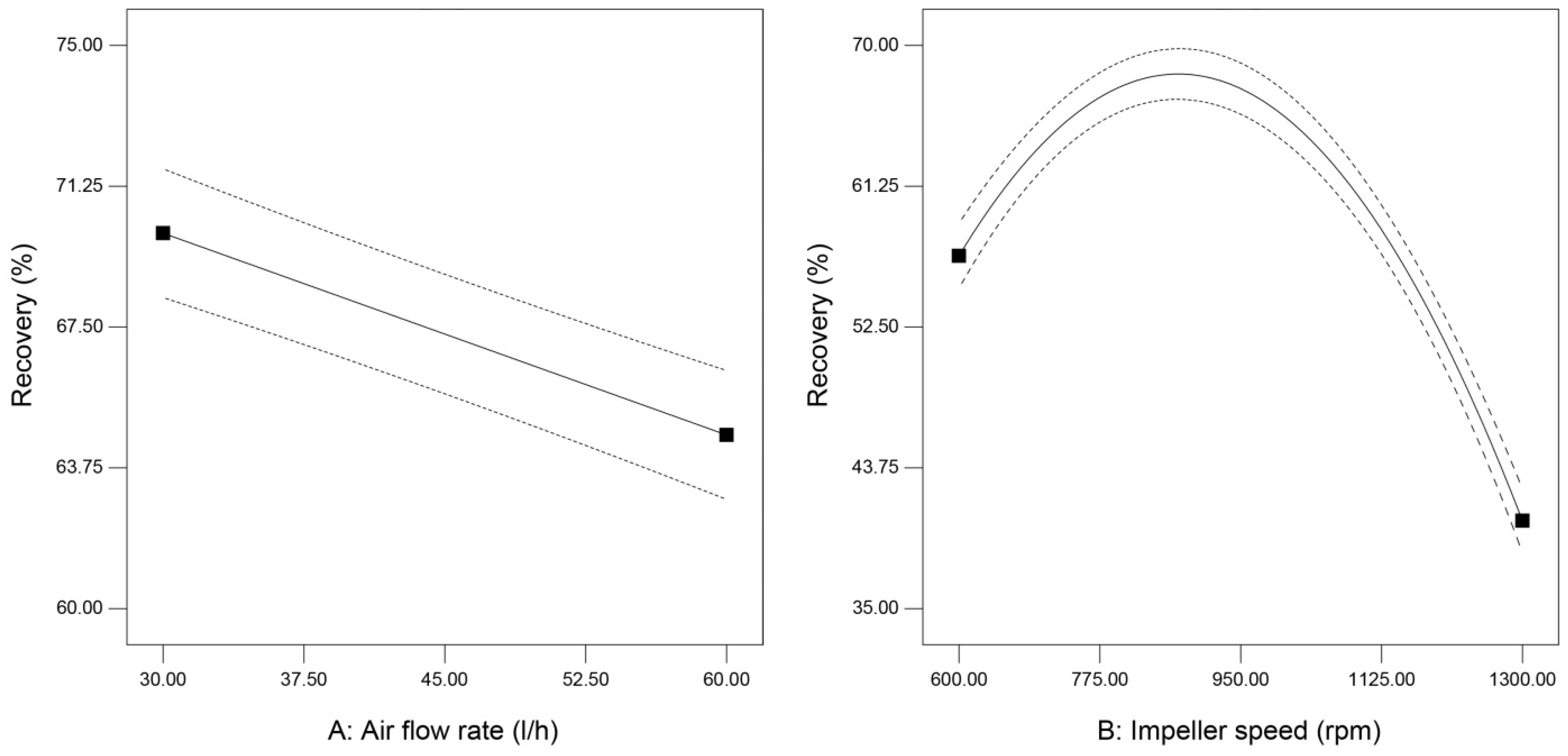
- The results of ANOVA within a confidence interval of 95% confirmed that all operational variables had statistically significant effects on process responses, and the proposed model was significant because of its Fisher’s F-test value (578.19) and low p-value (p model < 0.0001).
- A nonlinear effect of impeller speed was observed on quartz recovery when the speed reached 850 rpm, after which recovery dropped from 67% to 40%. Furthermore, as the air flow rate increased, quartz recovery was reduced.
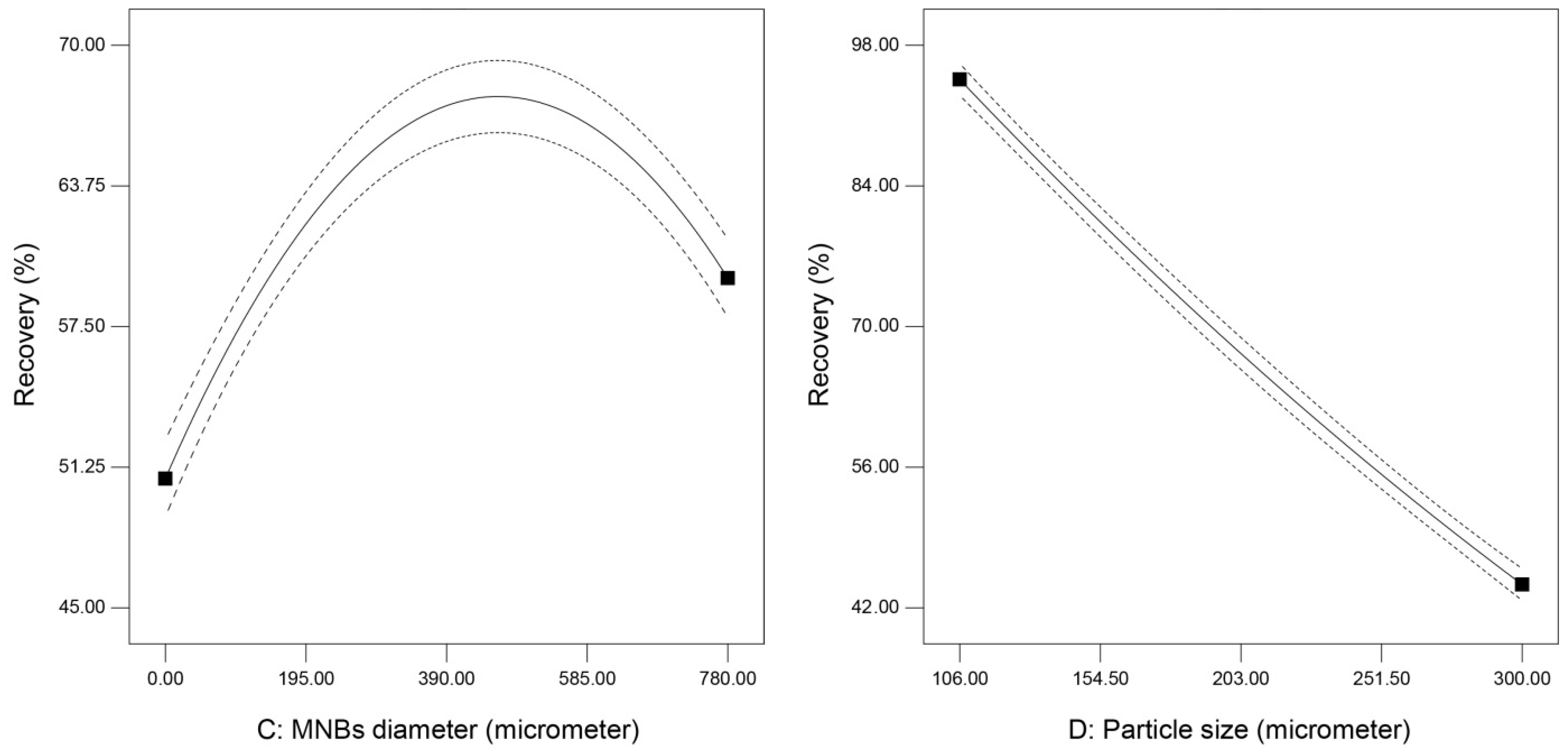
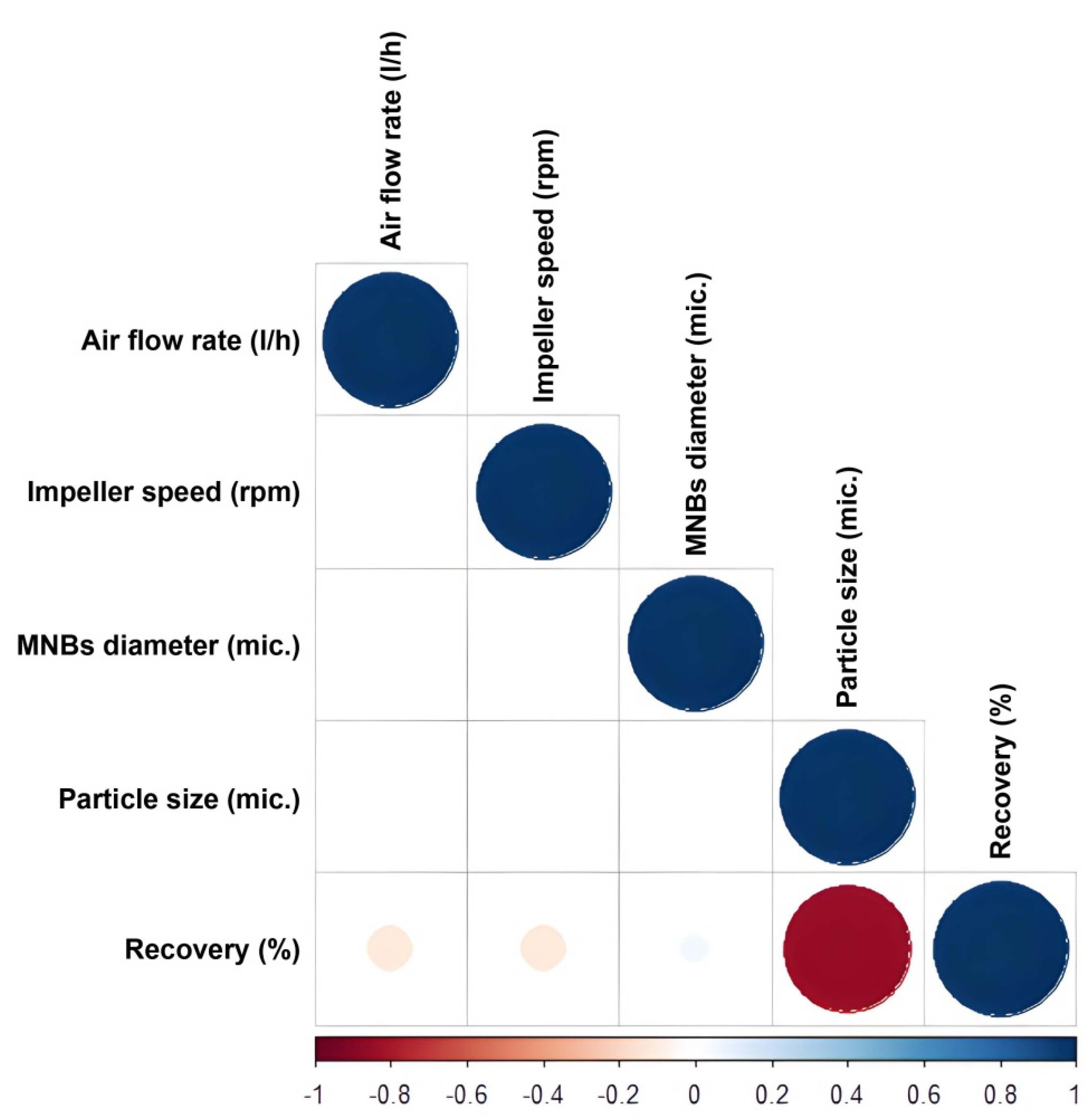
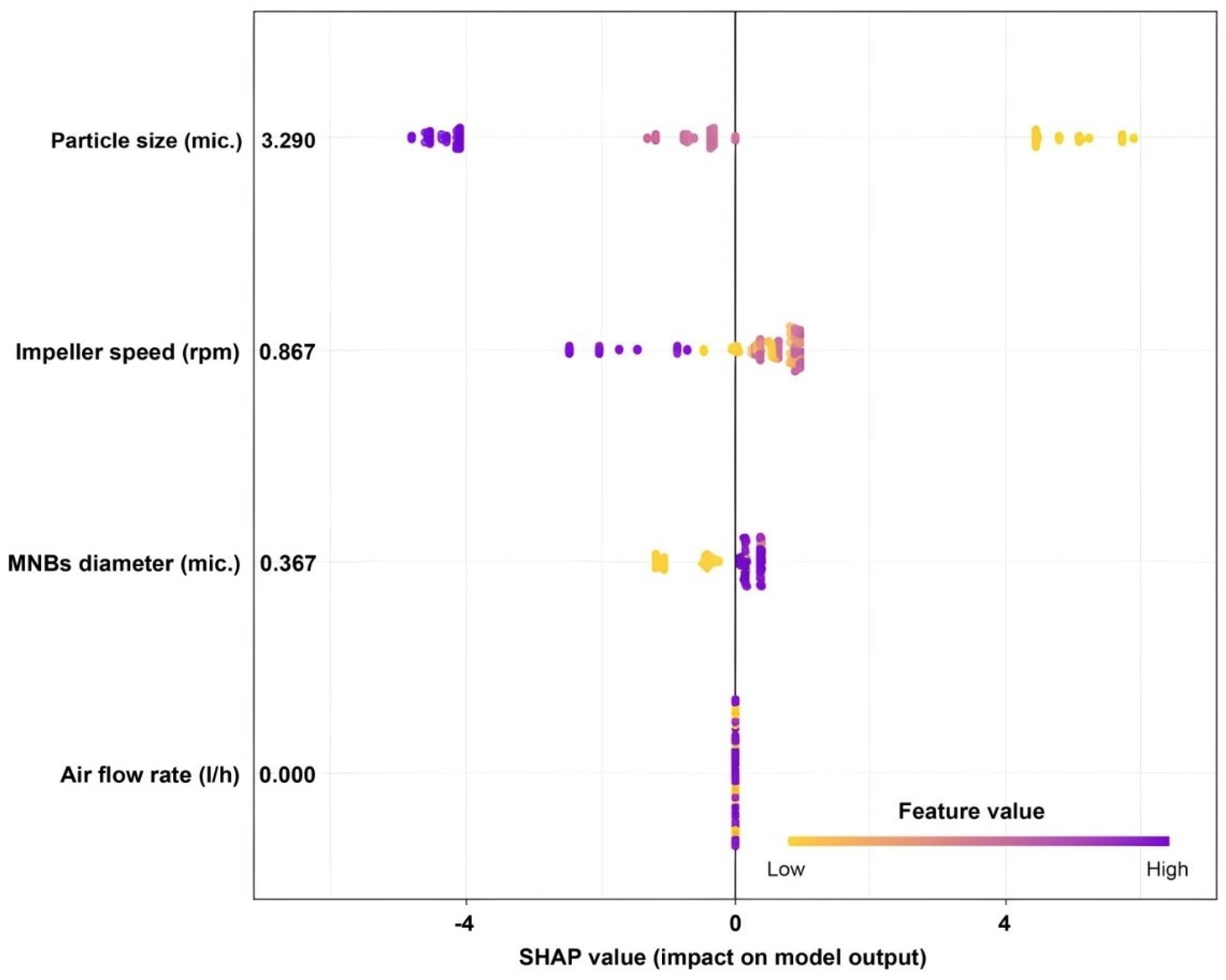
- The blackbox property of deep learning models was identified as one of their principal limitations. The SHAP method was used for feature selection from the trained CNN-RNN model for it to be less of a blackbox and more understandable. Applying SHAP indicated that the particle size, impeller speed, and MNB diameter were ranked based on importance and shown to have the greatest impact on the metallurgical output. According to the PCC, particle size was strongly correlated with recovery. Additionally, recovery increased with decreasing particle size.
- Results showed that the SHAP and Pearson have a good correlation, but SHAP showed the potential to model relationships more accurately. Based on the Pearson correlations, impeller speed and MNB diameter did not interact significantly with quartz recovery, but SHAP indicated that there were significant influences.
- Based on the comparison of the results, it was concluded that the proposed CNN-LSTM hybrid model can be considered a reliable forecasting tool. This makes it a powerful tool for analyzing experimental data in other similar mineral processing processes.
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Factor | Coefficient Estimate | df | Standard Error | Low 95% CI | High 95% CI |
|---|---|---|---|---|---|
| Intercept | 67.31193 | 1 | 0.806602 | 65.72038 | 68.90348 |
| A | −2.68694 | 1 | 0.32382 | −3.32589 | −2.04799 |
| C | −8.22807 | 1 | 0.510746 | −9.23585 | −7.22028 |
| D | 4.454524 | 1 | 0.451484 | 3.563676 | 5.345372 |
| E | −25.1352 | 1 | 0.395191 | −25.9149 | −24.3554 |
| AD | −0.8273 | 1 | 0.394632 | −1.60597 | −0.04863 |
| BC | −2.47679 | 1 | 0.683466 | −3.82538 | −1.1282 |
| B2 | −18.6229 | 1 | 0.868306 | −20.3362 | −16.9096 |
| C2 | −12.1164 | 1 | 0.746886 | −13.5902 | −10.6427 |
| D2 | 2.145962 | 1 | 0.695365 | 0.773897 | 3.518026 |
| Source | Sum of Squares | df | Mean Square | F Value | p-Value |
|---|---|---|---|---|---|
| Model | 104,025.7 | 9 | 11,558.41 | 578.1945 | <0.0001 |
| A-Air flow rate (L/h) | 1376.361 | 1 | 1376.361 | 68.85069 | <0.0001 |
| B-Impeller speed (rpm) | 5188.111 | 1 | 5188.111 | 259.5286 | <0.0001 |
| C-MNBs (nm) | 1945.999 | 1 | 1945.999 | 97.34608 | <0.0001 |
| D-Particle size (μm) | 80,867.34 | 1 | 80,867.34 | 4045.285 | <0.0001 |
| AD | 87.85426 | 1 | 87.85426 | 4.394797 | 0.0374 |
| BC | 262.523 | 1 | 262.523 | 13.13238 | 0.0004 |
| B2 | 9195.465 | 1 | 9195.465 | 459.9914 | <0.0001 |
| C2 | 5260.96 | 1 | 5260.96 | 263.1728 | <0.0001 |
| D2 | 190.3892 | 1 | 190.3892 | 9.523975 | 0.0023 |
| Residual | 3618.284 | 181 | 19.99052 | ||
| Cor Total | 107,643.9 | 190 |
References
- Tao, D. Role of Bubble Size in Flotation of Coarse and Fine Particles—A Review. Sep. Sci. Technol. 2005, 39, 741–760. [Google Scholar] [CrossRef]
- Faramarzpour, A.; Samadzadeh Yazdi, M.R.; Mohammadi, B.; Chelgani, S.C. Calcite in froth flotation- A review. J. Mater. Res. Technol. 2022, 19, 1231–1241. [Google Scholar] [CrossRef]
- Liu, L.; Hu, S.; Wu, C.; Liu, K.; Weng, L.; Zhou, W. Aggregates characterizations of the ultra-fine coal particles induced by nanobubbles. Fuel 2021, 297, 120765. [Google Scholar] [CrossRef]
- Nazari, S.; Hassanzadeh, A. The effect of reagent type on generating bulk sub-micron (nano) bubbles and flotation kinetics of coarse-sized quartz particles. Powder Technol. 2020, 374, 160–171. [Google Scholar] [CrossRef]
- Rodrigues, W.J.; Leal Filho, L.S.; Masini, E.A. Hydrodynamic dimensionless parameters and their influence on flotation performance of coarse particles. Miner. Eng. 2001, 14, 1047–1054. [Google Scholar] [CrossRef]
- Nazari, S.; Hassanzadeh, A.; He, Y.; Khoshdast, H.; Kowalczuk, P.B. Recent Developments in Generation, Detection and Application of Nanobubbles in Flotation. Minerals 2022, 12, 462. [Google Scholar] [CrossRef]
- Nazari, S.; Shafaei, S.Z.; Gharabaghi, M.; Ahmadi, R.; Shahbazi, B.; Fan, M. Effects of nanobubble and hydrodynamic parameters on coarse quartz flotation. Int. J. Min. Sci. Technol. 2019, 29, 289–295. [Google Scholar] [CrossRef]
- Zhang, Z.; Ren, L.; Zhang, Y. Role of nanobubbles in the flotation of fine rutile particles. Miner. Eng. 2021, 172, 107140. [Google Scholar] [CrossRef]
- Zhou, W.; Liu, K.; Wang, L.; Zhou, B.; Niu, J.; Ou, L. The role of bulk micro-nanobubbles in reagent desorption and potential implication in flotation separation of highly hydrophobized minerals. Ultrason. Sonochem. 2020, 64, 104996. [Google Scholar] [CrossRef]
- Nazari, S.; Zhou, S.; Hassanzadeh, A.; Li, J.; He, Y.; Bu, X.; Kowalczuk, P.B. Influence of operating parameters on nanobubble-assisted flotation of graphite. J. Mater. Res. Technol. 2022, 20, 3891–3904. [Google Scholar] [CrossRef]
- Chipakwe, V.; Jolstera, R.; Chelgani, S.C. Nanobubble-Assisted Flotation of Apatite Tailings: Insights on Beneficiation Options. ACS Omega 2021, 6, 13888–13894. [Google Scholar] [CrossRef] [PubMed]
- Nazari, S.; Shafaei, S.Z.; Shahbazi, B.; Chehreh Chelgani, S. Study relationships between flotation variables and recovery of coarse particles in the absence and presence of nanobubble. Colloids Surf. A Physicochem. Eng. Asp. 2018, 559, 284–288. [Google Scholar] [CrossRef]
- Fan, M.; Tao, D.; Honaker, R.; Luo, Z. Nanobubble generation and its applications in froth flotation (part II): Fundamental study and theoretical analysis. Min. Sci. Technol. 2010, 20, 159–177. [Google Scholar] [CrossRef]
- Zhou, W.; Niu, J.; Xiao, W.; Ou, L. Adsorption of bulk nanobubbles on the chemically surface-modified muscovite minerals. Ultrason. Sonochem. 2019, 51, 31–39. [Google Scholar] [CrossRef] [PubMed]
- Farrokhpay, S.; Filippova, I.; Picarra, A.; Rulyov, N.; Fornasiero, D. Flotation of fine particles in the presence of combined microbubbles and conventional bubbles. Miner. Eng. 2020, 155, 106439. [Google Scholar] [CrossRef]
- Calgaroto, S.; Azevedo, A.; Rubio, J. Flotation of quartz particles assisted by nanobubbles. Int. J. Miner. Process. 2015, 137, 64–70. [Google Scholar] [CrossRef]
- Ahmadi, R.; Khodadadi, D.A.; Mahmoud, A.; Fan, M. Nano-microbubble flotation of fine and ultrafine chalcopyrite particles. Int. J. Min. Sci. Technol. 2014, 24, 559–566. [Google Scholar] [CrossRef]
- Hampton, M.A.; Nguyen, A.V. Nanobubbles and the nanobubble bridging capillary force. Adv. Colloid Interface Sci. 2010, 154, 30–55. [Google Scholar] [CrossRef]
- Zhou, W.; Chen, H.; Ou, L.; Shi, Q. Aggregation of ultra-fine scheelite particles induced by hydrodynamic cavitation. Int. J. Miner. Process. 2016, 157, 236–240. [Google Scholar] [CrossRef]
- Tao, D.; Wu, Z.; Sobhy, A. Investigation of nanobubble enhanced reverse anionic flotation of hematite and associated mechanisms. Powder Technol. 2021, 379, 12–25. [Google Scholar] [CrossRef]
- Fan, M.; Tao, D.; Honaker, R.; Luo, Z. Nanobubble generation and its applications in froth flotation (part IV): Mechanical cells and specially designed column flotation of coal. Min. Sci. Technol. 2010, 20, 641–671. [Google Scholar] [CrossRef]
- Rulyov, N.N.; Sadovskiy, D.Y.; Rulyova, N.A.; Filippov, L.O. Column flotation of fine glass beads enhanced by their prior heteroaggregation with microbubbles. Colloids Surf. A Physicochem. Eng. Asp. 2021, 617, 126398. [Google Scholar] [CrossRef]
- Brill, C.; Verster, I.; Franks, G.V.; Forbes, L. Aerosol collector addition in coarse particle flotation—A review. Miner. Process. Extr. Metall. Rev. 2022, 43, 1–10. [Google Scholar] [CrossRef]
- Zhou, Z.A.; Xu, Z.; Finch, J.A.; Hu, H.; Rao, S.R. Role of hydrodynamic cavitation in fine particle flotation. Int. J. Miner. Process. 1997, 51, 139–149. [Google Scholar] [CrossRef]
- Rosa, A.F.; Rubio, J. On the role of nanobubbles in particle–bubble adhesion for the flotation of quartz and apatitic minerals. Miner. Eng. 2018, 127, 178–184. [Google Scholar] [CrossRef]
- Apaydin, H.; Feizi, H.; Sattari, M.T.; Sevba Colak, M.; Shamshirband, S.; Chau, K.W. Comparative Analysis of Recurrent Neural Network Architectures for Reservoir Inflow Forecasting. Water 2020, 12, 1500. [Google Scholar] [CrossRef]
- Renê de Sousa Rochaa, J.; Edilson Barros de Souzaa, E.; Marcondes, F.; Adilson de Castro, J. Modeling and computational simulation of fluid flow, heat transfer and inclusions trajectories in a tundish of a steel continuous casting machine. J. Mater. Res. Technol. 2019, 8, 4209–4220. [Google Scholar] [CrossRef]
- Sirignano, J.; Spiliopoulos, K. DGM: A deep learning algorithm for solving partial differential equations. J. Comput. Phys. 2018, 375, 1339–1364. [Google Scholar] [CrossRef] [Green Version]
- Yuan, L.; Ni, Y.Q.; Deng, X.Y.; Hao, S. A-PINN: Auxiliary physics informed neural networks for forward and inverse problems of nonlinear integro-differential equations. J. Comput. Phys. 2022, 462, 111260. [Google Scholar] [CrossRef]
- Ghobadi, P.; Yahyaei, M.; Banisi, S. Optimization of the performance of flotation circuits using a genetic algorithm oriented by process-based rules. Int. J. Miner. Process. 2011, 98, 174–181. [Google Scholar] [CrossRef]
- Sripriya, R.; Rao, P.V.T.; Choudhury, B.R. Optimisation of operating variables of fine coal flotation using a combination of modified flotation parameters and statistical techniques. Int. J. Miner. Process. 2003, 68, 109–127. [Google Scholar] [CrossRef]
- Al-Dhubaibi, A.M.A.; Vapurb, H.; Top, S.; Osman Sivrikay, O. Concentration study of a specularite ore via shaking table, reverse flotation, andmicrowave-assisted magnetic separation. Part. Sci. Technol. 2022, 40, 1–12. [Google Scholar] [CrossRef]
- Vapur, H.; Bayat, O.; Uçurum, M. Coal flotation optimization using modified flotation parameters and combustible recovery in a Jameson cell. Energy Convers. Manag. 2010, 51, 1891–1897. [Google Scholar] [CrossRef]
- Gholami, A.; Movahedifar, M.; Khoshdast, H.; Hassanzadeh, A. Hybrid Serving of DOE and RNN-Based Methods to Optimize and Simulate a Copper Flotation Circuit. Minerals 2022, 12, 857. [Google Scholar] [CrossRef]
- Gholami, A.; Khoshdast, H. Using artificial neural networks for the intelligent estimation of selectivity index and metallurgical responses of a sample coal bioflotation by rhamnolipid biosurfactants. Energy Sources Part A-Recovery Util. Environ. Eff. 2020, 1–19. [Google Scholar] [CrossRef]
- Nakhaei, F.; Irannajad, M. Application and comparison of RNN, RBFNN and MNLR approaches on prediction of flotation column performance. Int. J. Min. Sci. Technol. 2015, 25, 983–990. [Google Scholar] [CrossRef]
- Asadi, E.; Isazadeh, M.; Samadianfard, S.; Ramli, M.F.; Mosavi, A.; Nabipour, N.; Shamshirband, S.; Hajnal, E.; Chau, K.W. Groundwater Quality Assessment for Sustainable Drinking and Irrigation. Sustainability 2020, 12, 177. [Google Scholar] [CrossRef] [Green Version]
- Swetha, K.R.; Niranjanamurthy, M.; Amulya, M.P.; Manu, Y.M. Prediction of Pneumonia Using Big Data, Deep Learning and Machine Learning Techniques. In Proceedings of the 2021 6th International Conference on Communication and Electronics Systems (ICCES), Coimbatre, India, 8–10 July 2021. [Google Scholar]
- Chen, X.W.; Lin, X. Big Data Deep Learning: Challenges and Perspectives. IEEE Access 2014, 2, 514–525. [Google Scholar] [CrossRef]
- Gorucu, F.B. Artificial Neural Network Modeling for Forecasting Gas Consumption. Energy Sources 2004, 26, 299–307. [Google Scholar] [CrossRef]
- Al-Thyabat, S. On the optimization of froth flotation by the use of an artificial neural network. J. China Univ. Min. Technol. 2008, 18, 418–426. [Google Scholar] [CrossRef]
- Gholami, A.; Asgari, K.; Khoshdast, H.; Hassanzadeh, H. A hybrid geometallurgical study using coupled Historical Data (HD) and Deep Learning (DL) techniques on a copper ore mine. Physicochem. Probl. Miner. Process. 2022, 58, 147841. [Google Scholar] [CrossRef]
- Ai, M.; Xie, Y.; Xie, S.; Zhang, J.; Gui, W. Fuzzy association rule-based set-point adaptive optimization and control for the flotation process. Neural Comput. Appl. 2020, 32, 14019–14029. [Google Scholar] [CrossRef]
- Inapakurthi, R.K.; Miriyala, S.S.; Mitra, K. Recurrent neural networks based modelling of industrial grinding operation. Chem. Eng. Sci. 2020, 219, 115585. [Google Scholar] [CrossRef]
- Pu, Y.; Szmigiel, A.; Apel, D.B. Purities prediction in a manufacturing froth flotation plant: The deep learning techniques. Neural Comput. Appl. 2020, 32, 13639–13649. [Google Scholar] [CrossRef]
- Jahedsaravani, A.; Marhaban, M.H.; Massinaei, M. Prediction of the metallurgical performances of a batch flotation system by image analysis and neural networks. Miner. Eng. 2014, 69, 137–145. [Google Scholar] [CrossRef]
- Nazari, S.; Shafaei, S.Z.; Gharabaghi, M.; Ahmadi, R.; Shahbazi, B.; Tehranchi, A. New Approach to Quartz Coarse Particles Flotation Using Nanobubbles, with Emphasis on the Bubble Size Distribution. Int. J. Nanosci. 2018, 19, 1850048. [Google Scholar] [CrossRef]
- Chen, W.; Wang, Q.; Hesthaven, J.S.; Zhang, C. Physics-informed machine learning for reduced-order modeling of nonlinear problems. J. Comput. Phys. 2021, 446, 110666. [Google Scholar] [CrossRef]
- Zhang, J.; Zeng, Y.; Starly, B. Recurrent neural networks with long term temporal dependencies in machine tool wear diagnosis and prognosis. SN Appl. Sci. 2021, 3, 442. [Google Scholar] [CrossRef]
- Bengio, Y.; Simard, P.; Frasconi, P. Learning long-term dependencies with gradient descent is difficult. IEEE Trans. Neural Netw. 1994, 5, 157–166. [Google Scholar] [CrossRef]
- Hochreiter, S.; Schmidhuber, J. Long short-term memory. Neural Comput. 1997, 9, 1735–1780. [Google Scholar] [CrossRef]
- Majhi, B.; Naidu, D.; Mishra, A.P.; Satapathy, S.C. Improved prediction of daily pan evaporation using Deep-LSTM model. Neural Comput. Appl. 2020, 32, 7823–7838. [Google Scholar] [CrossRef]
- Torres, J.F.; Martínez-Álvarez, F.; Troncoso, A. A deep LSTM network for the Spanish electricity consumption forecasting. Neural Comput. Appl. 2022, 5, 10533–10545. [Google Scholar] [CrossRef]
- Khaki, S.; Wang, L.; Archontoulis, S.V. A cnn-rnn framework for crop yield prediction. Front. Plant Sci. 2020, 10, 1750. [Google Scholar] [CrossRef] [PubMed]
- Livieris, I.E.; Pintelas, E.; Pintelas, P. A CNN–LSTM model for gold price time-series forecasting. Neural Comput. Appl. 2020, 32, 17351–17360. [Google Scholar] [CrossRef]
- Yaseen, Z.M.; El-Shafie, A.; Afan, H.A.; Hameed, M.; Mohtar, W.H.; Hussain, A. RBFNN versus FFNN for daily river flow forecasting at Johor River, Malaysia. Neural Comput. Appl. 2016, 27, 1533–1542. [Google Scholar] [CrossRef]
- Jones, E.J.; Bishop, T.F.; Malone, B.P.; Hulme, P.J.; Whelan, B.M.; Filippi, P. Identifying causes of crop yield variability with interpretive machine learning. Comput. Electron. Agric. 2022, 192, 106632. [Google Scholar] [CrossRef]
- Liang, M.; Chang, Z.; Wan, Z.; Gan, Y.; Schlangen, E.; Šavija, B. Interpretable Ensemble-Machine-Learning models for predicting creep behavior of concrete. Cem. Concr. Compos. 2022, 125, 104295. [Google Scholar] [CrossRef]
- Bussmann, N.; Giudici, P.; Marinelli, D.; Papenbrock, J. Explainable Machine Learning in Credit Risk Management. Comput. Econ. 2021, 57, 203–216. [Google Scholar] [CrossRef]
- Wang, D.; Thunéll, S.; Lindberg, U.; Jiang, L.; Trygg, J.; Tysklind, M. Towards better process management in wastewater treatment plants: Process analytics based on SHAP values for tree-based machine learning methods. J. Environ. Manag. 2022, 301, 113941. [Google Scholar] [CrossRef]
- Boveiri Shami, R.; Shojaei, V.; Khoshdast, H. Efficient cadmium removal from aqueous solutions using a sample coal waste activated by rhamnolipid biosurfactant. J. Environ. Manag. 2019, 231, 1182–1192. [Google Scholar] [CrossRef]
- Elbendary, A.; Aleksandrova, T.; Nikolaeva, N. Influence of operating parameters on the flotation of the Khibiny Apatite-Nepheline deposits. J. Mater. Res. Technol. 2019, 8, 5080–5090. [Google Scholar] [CrossRef]
- Gholami, A.; Khoshdast, H.; Hassanzadeh, H. Applying hybrid genetic and artificial bee colony algorithms to simulate a bio-treatment of synthetic dye-polluted wastewater using a rhamnolipid biosurfactant. J. Environ. Manag. 2021, 299, 113666. [Google Scholar] [CrossRef] [PubMed]
- Montgomery, D.C. Design and Analysis of Experiments, 10th ed.; Wiley: Hoboken, NJ, USA, 2019. [Google Scholar]
- Khoshdast, H.; Gholami, A.; Hassanzadeh, A.; Niedoba, T.; Surowiak, A. Advanced Simulation of Removing Chromium from a Synthetic Wastewater by Rhamnolipidic Bioflotation Using Hybrid Neural Networks with Metaheuristic Algorithms. Materials 2021, 14, 2880. [Google Scholar] [CrossRef] [PubMed]
- Hassanzadeh, A.; Azizi, A.; Kouachi, S.; Karimi, M.; Celik, M.S. Estimation of flotation rate constant and particle-bubble interactions considering key hydrodynamic parameters and their interrelations. Miner. Eng. 2019, 141, 105836. [Google Scholar] [CrossRef]
- Hoang, D.H.; Hassanzadeh, A.; Peuker, A.P.; Rudolph, M. Impact of flotation hydrodynamics on the optimization of fine-grained carbonaceous sedimentary apatite ore beneficiation. Powder Technol. 2019, 345, 223–233. [Google Scholar] [CrossRef]
- Paryad, H.; Khoshdast, H.; Shojaei, V. Effects of operating parameters on time-dependent ash entrainment behaviour of a sample coal flotation. J. Min. Environ. 2017, 8, 337–357. [Google Scholar]
- Zahab Nazouri, A.; Shojaei, V.; Khoshdast, H.; Hassanzadeh, A. Hybrid CFD-experimental investigation into the effect of sparger orifice size on the metallurgical response of coal in a pilot-scale flotation column. Int. J. Coal Prep. Util. 2022, 42, 349–368. [Google Scholar] [CrossRef]
- Schulze, H.J. Hydrodynamics of Bubble-Mineral Particle Collisions. Miner. Process. Extr. Metall. Rev. 1989, 5, 43–76. [Google Scholar] [CrossRef]
- Chang, G.; Xing, Y.; Zhang, F.; Yang, Z.; Liu, X.; Gui, X. Effect of Nanobubbles on the Flotation Performance of Oxidized Coal. ACS Omega 2020, 5, 20283–20290. [Google Scholar] [CrossRef]
- Zhang, F.; Sun, L.; Yang, H.; Gui, X.; Schönherr, H.; Kappl, M.; Cao, Y.; Xing, Y. Recent advances for understanding the role of nanobubbles in particles flotation. Adv. Colloid Interface Sci. 2021, 291, 102403. [Google Scholar] [CrossRef]
- Yang, X.S.; Aldrich, C. Effects of impeller speed and aeration rate on flotation performance of sulphide ore. Trans. Nonferrous Met. Soc. China 2006, 34, 185–190. [Google Scholar] [CrossRef]













| Particle Size (μm) | MNBs Size | Equipment | Recovery (%) | Kinetic Rate (%) | Ref. |
|---|---|---|---|---|---|
| <5 | UN | Venturi tube | 23 | 40 | [24] |
| 8–128 | 200–720 nm | Steel needle valve | 20 | UN * | [16] |
| 290 | 150–200 nm | Depressurization of DI water | 23 | UN | [25] |
| 106–425 | 171 nm | Venturi tube | 21 | 36 | [7] |
| 38 | <50 μm | Air-in water/Microdispersion | 17 | 70 | [15] |
| 50–80 | 60 μm | Air-in-water/Microdispersion | 14 | UN | [22] |
| Component | SiO2 | Al2O3 | CaO | Na2O | Fe2O3 | K2O | MgO | P2O5 | SO3 | L.O.I * |
|---|---|---|---|---|---|---|---|---|---|---|
| Content (wt%) | 99.901 | 0.011 | 0.010 | 0.007 | 0.010 | 0.007 | 0.004 | 0.005 | 0.008 | 0.037 |
| Factor | Name | Unit | Minimum | Maximum |
|---|---|---|---|---|
| A | Air flow rate | L/h | 30 | 60 |
| B | Impeller speed | rpm | 600 | 1300 |
| C | MNB diameter | μm | 0 | 293 |
| D | Particle size | μm | 106 | 600 |
| Response | Recovery | % | 9.98 | 95.59 |
| No. | Parameter | Value | No. | Parameter | Value |
|---|---|---|---|---|---|
| 1 | Training method | Stochastic gradient descent | 6 | Number of LSTM layers | 1 |
| 2 | Kernel size of convolution layer | 7 × 7 | 7 | Number of LSTM nodes | 200 |
| 3 | Kernel size of pooling layer | 3 × 3 | 8 | Number of fully connected layers | 2 |
| 4 | Number of convolution layers | 1 | 9 | Learning rate | 0.001 |
| 5 | Number of pooling layers | 1 | 10 | Batch size | 50 |
| Model | Training RMSE | Training R2 | Testing RMSE | Testing R2 |
|---|---|---|---|---|
| CNN-LSTM | 0.0096 | 0.992 | 0.045 | 0.974 |
| RBF | 0.228 | 0.886 | 0.252 | 0.873 |
| GRU | 0.097 | 0.935 | 0.182 | 0.909 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nazari, S.; Gholami, A.; Khoshdast, H.; Li, J.; He, Y.; Hassanzadeh, A. Advanced Simulation of Quartz Flotation Using Micro-Nanobubbles by Hybrid Serving of Historical Data (HD) and Deep Learning (DL) Methods. Minerals 2023, 13, 128. https://doi.org/10.3390/min13010128
Nazari S, Gholami A, Khoshdast H, Li J, He Y, Hassanzadeh A. Advanced Simulation of Quartz Flotation Using Micro-Nanobubbles by Hybrid Serving of Historical Data (HD) and Deep Learning (DL) Methods. Minerals. 2023; 13(1):128. https://doi.org/10.3390/min13010128
Chicago/Turabian StyleNazari, Sabereh, Alireza Gholami, Hamid Khoshdast, Jinlong Li, Yaqun He, and Ahmad Hassanzadeh. 2023. "Advanced Simulation of Quartz Flotation Using Micro-Nanobubbles by Hybrid Serving of Historical Data (HD) and Deep Learning (DL) Methods" Minerals 13, no. 1: 128. https://doi.org/10.3390/min13010128