
Behaviors of Silicon, Aluminum and Iron and Kinetics of Silicon from the Roasted Clinker of Silver Tailings in Water–Acid Leaching Process
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Reagents
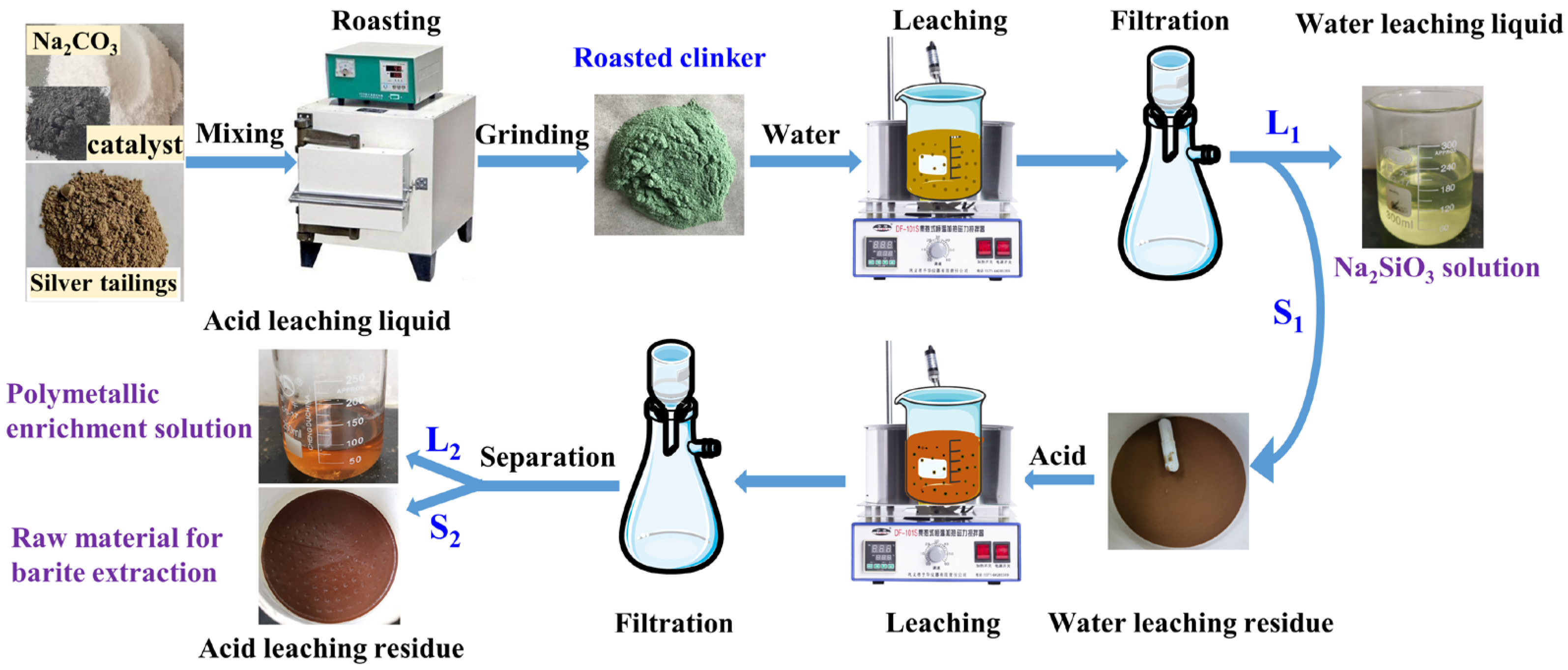
2.2. Experimental Procedure
2.2.1. Water Leaching
2.2.2. Acid Leaching
2.3. Analysis and Calculation
3. Results and Discussion
3.1. Chemical Reactions during the Leaching Process
3.1.1. Water Leaching Stage
3.1.2. Acid Leaching Stage
3.2. Effects of Experimental Conditions
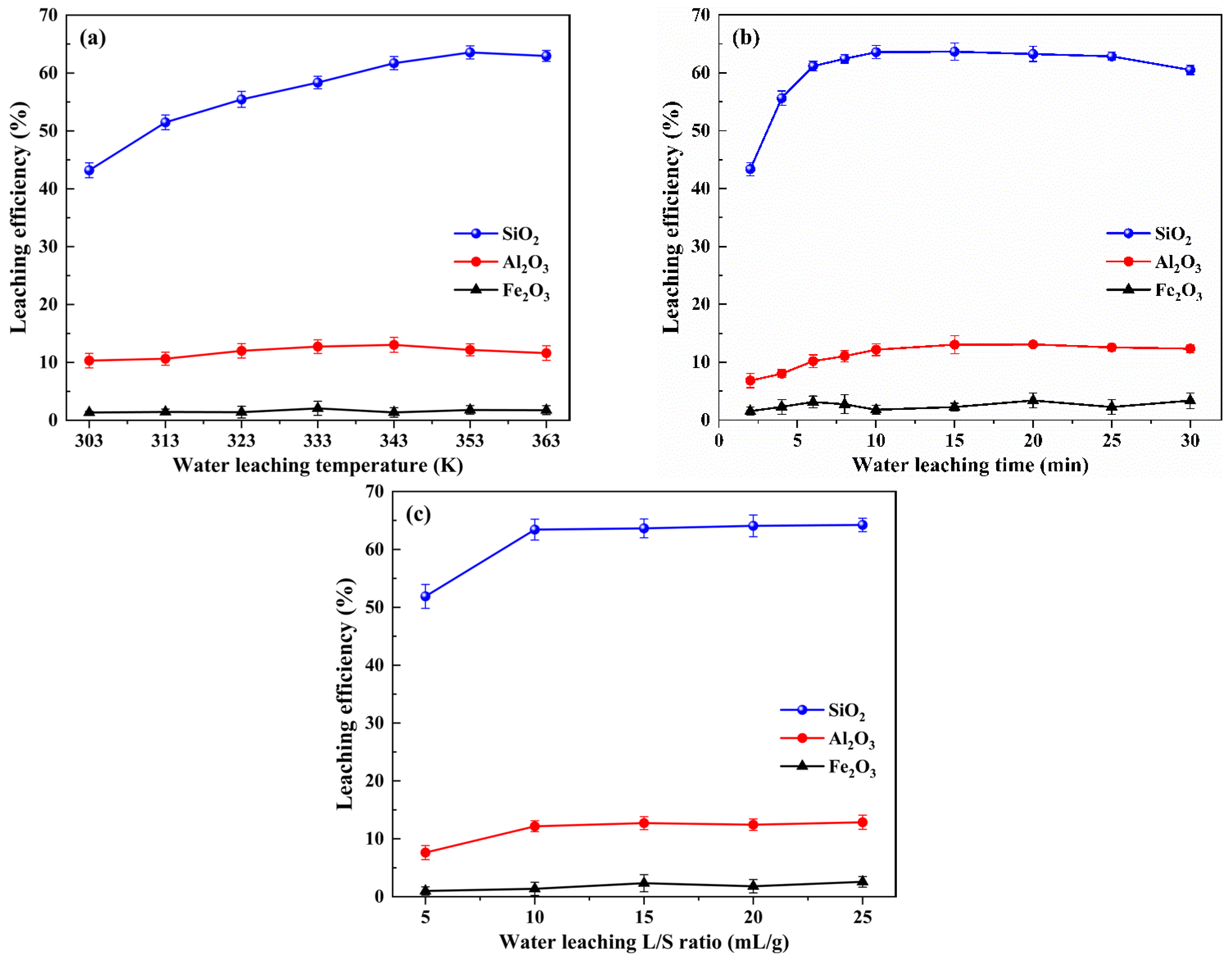
3.2.1. Water Leaching Stage
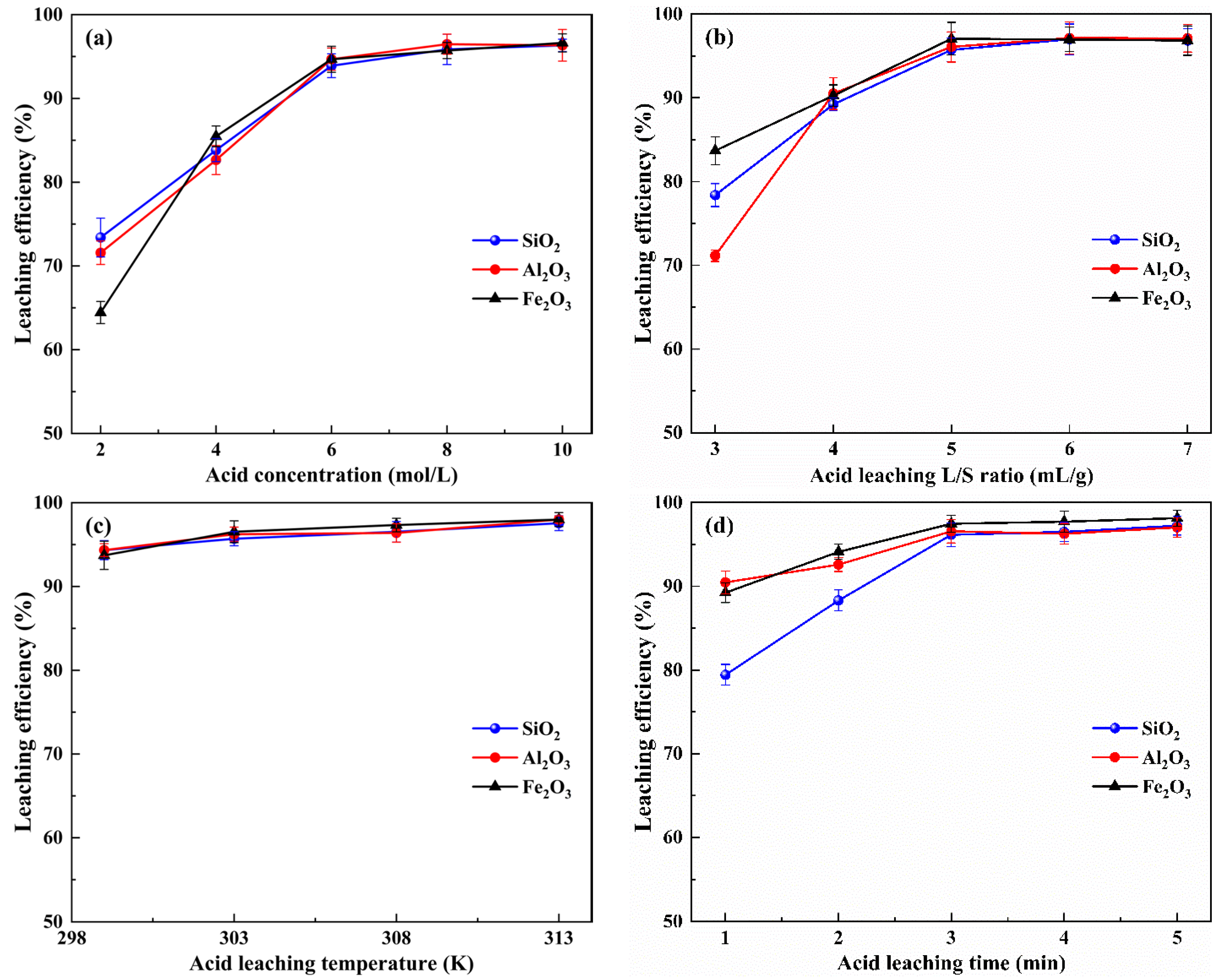
3.2.2. Acid Leaching Stage
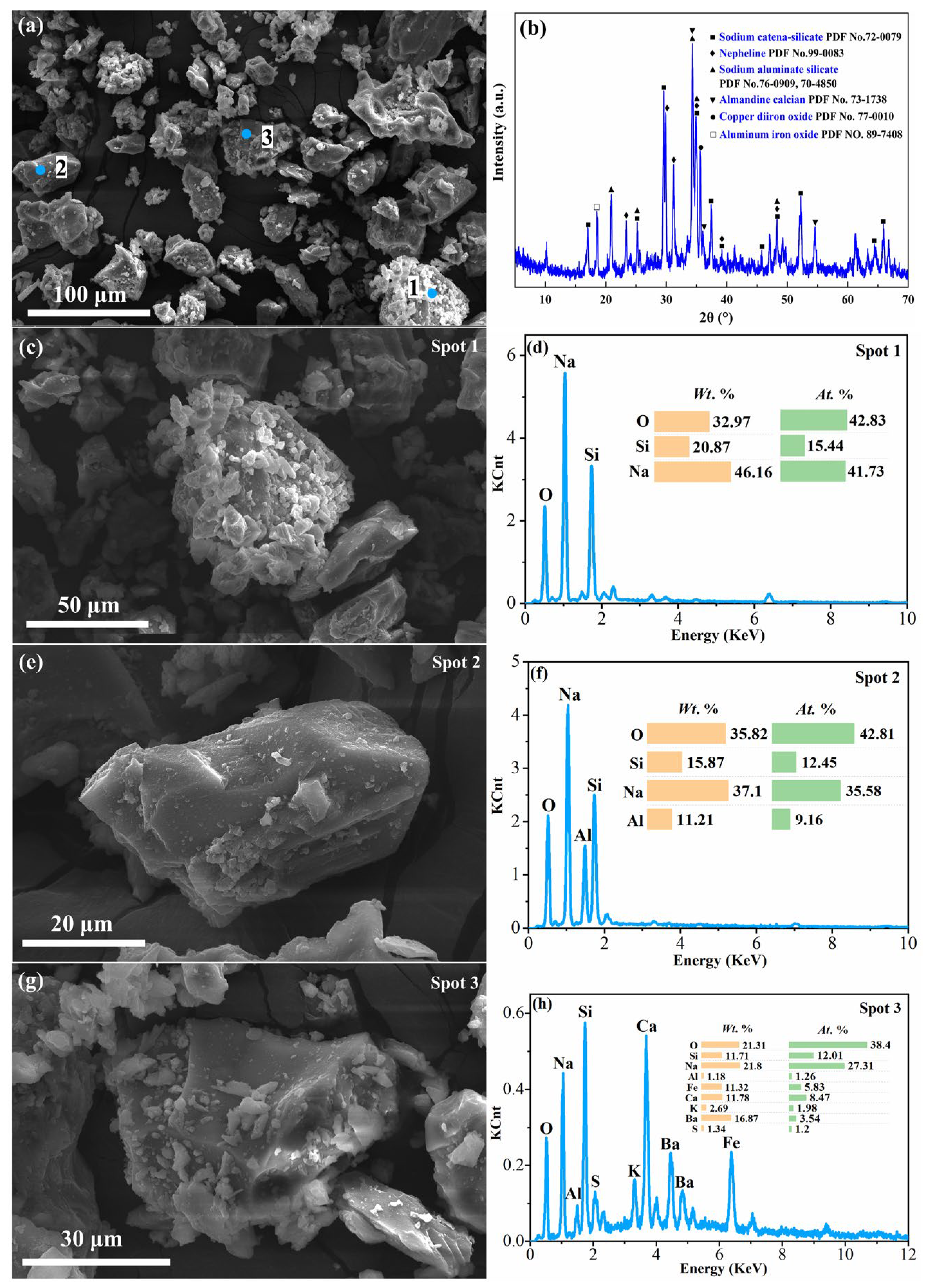
3.3. Analysis of Leaching Residues
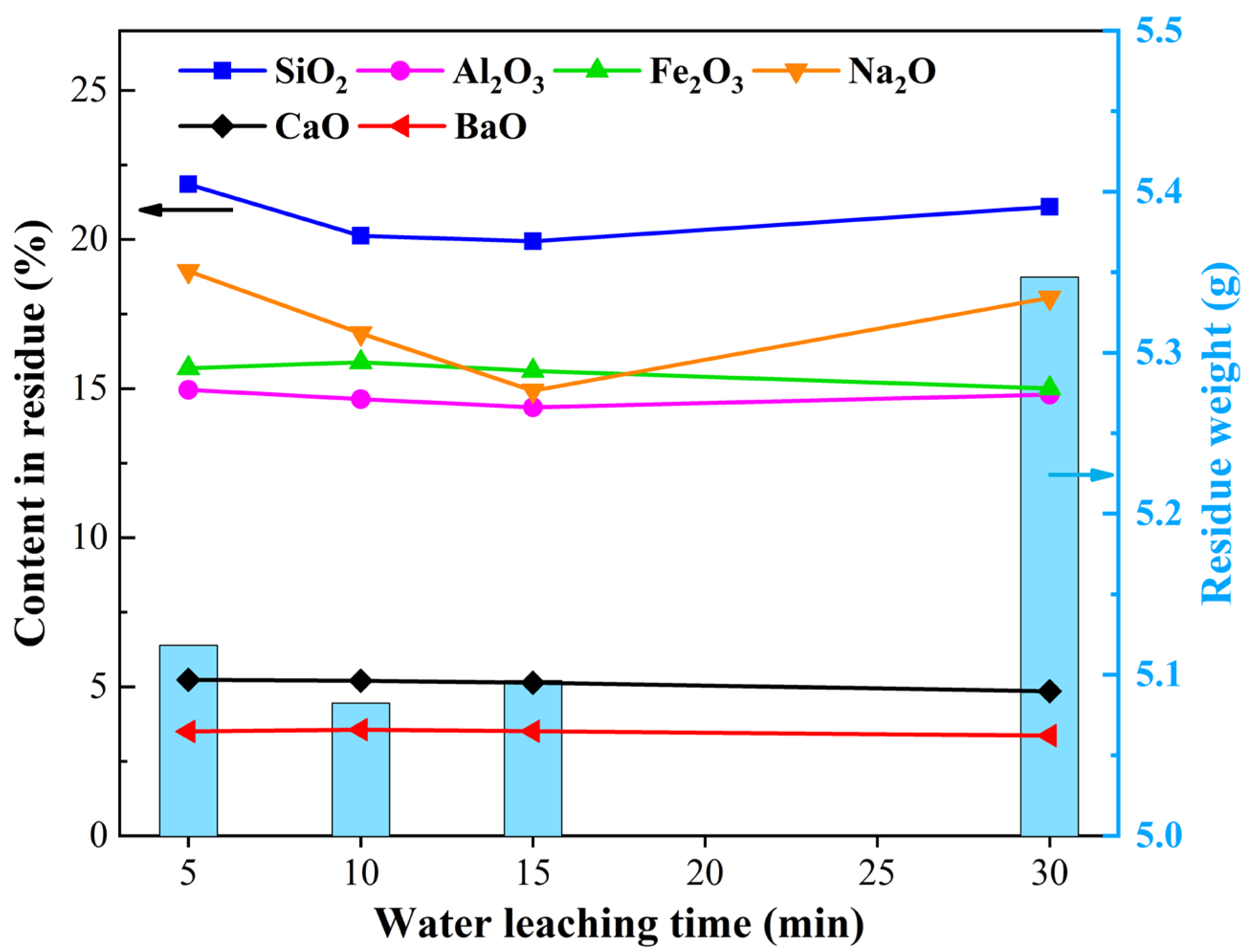
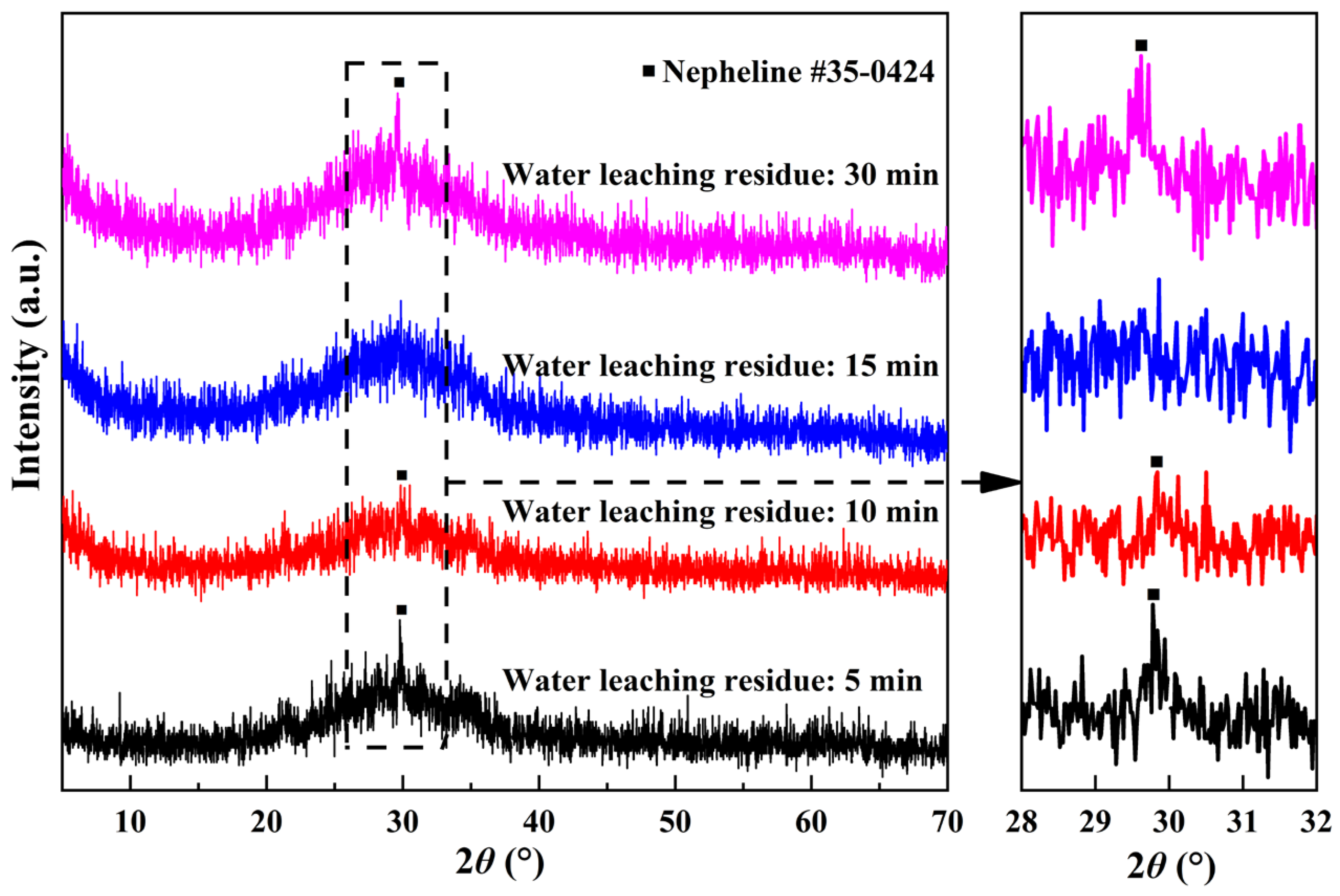
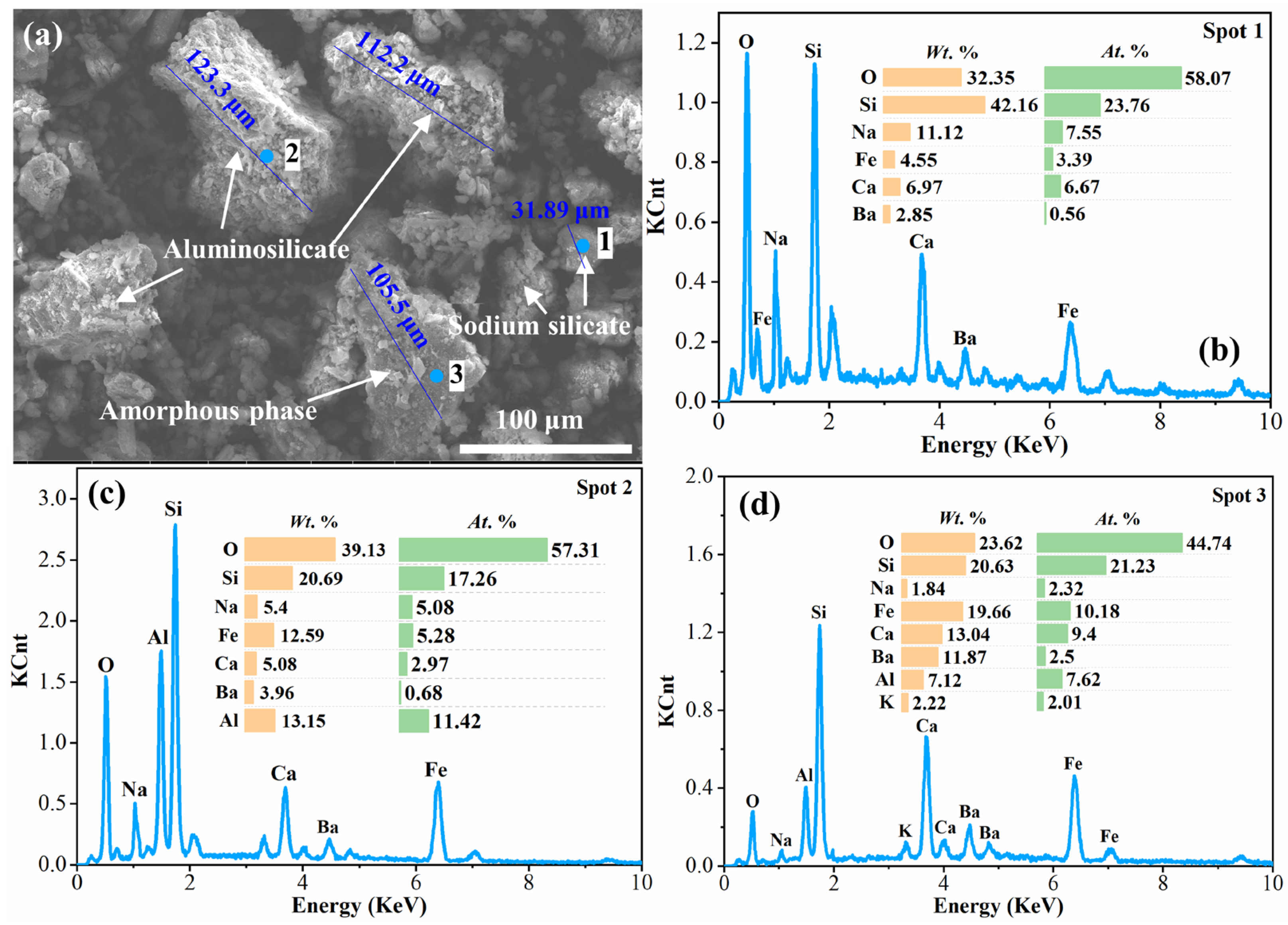
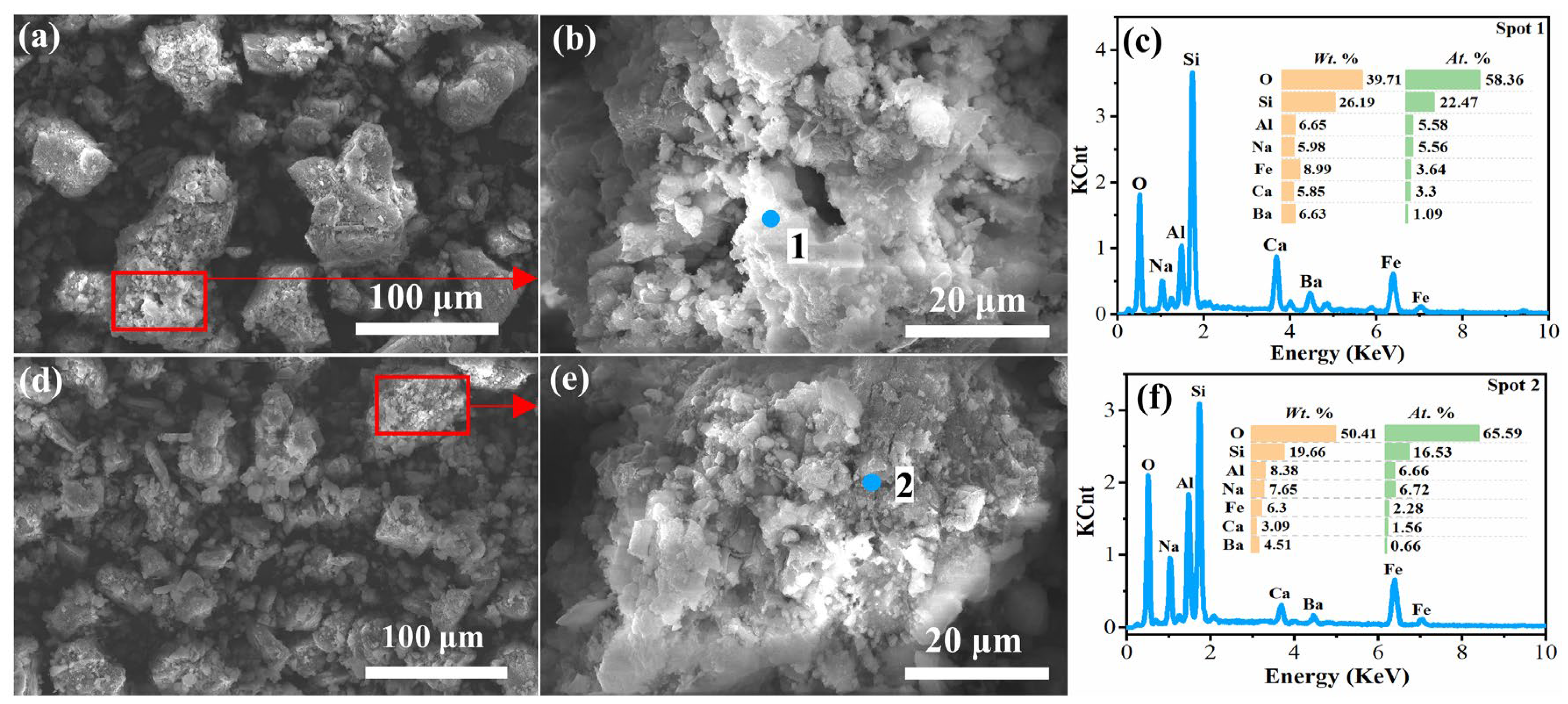
3.3.1. Water Leaching Residue
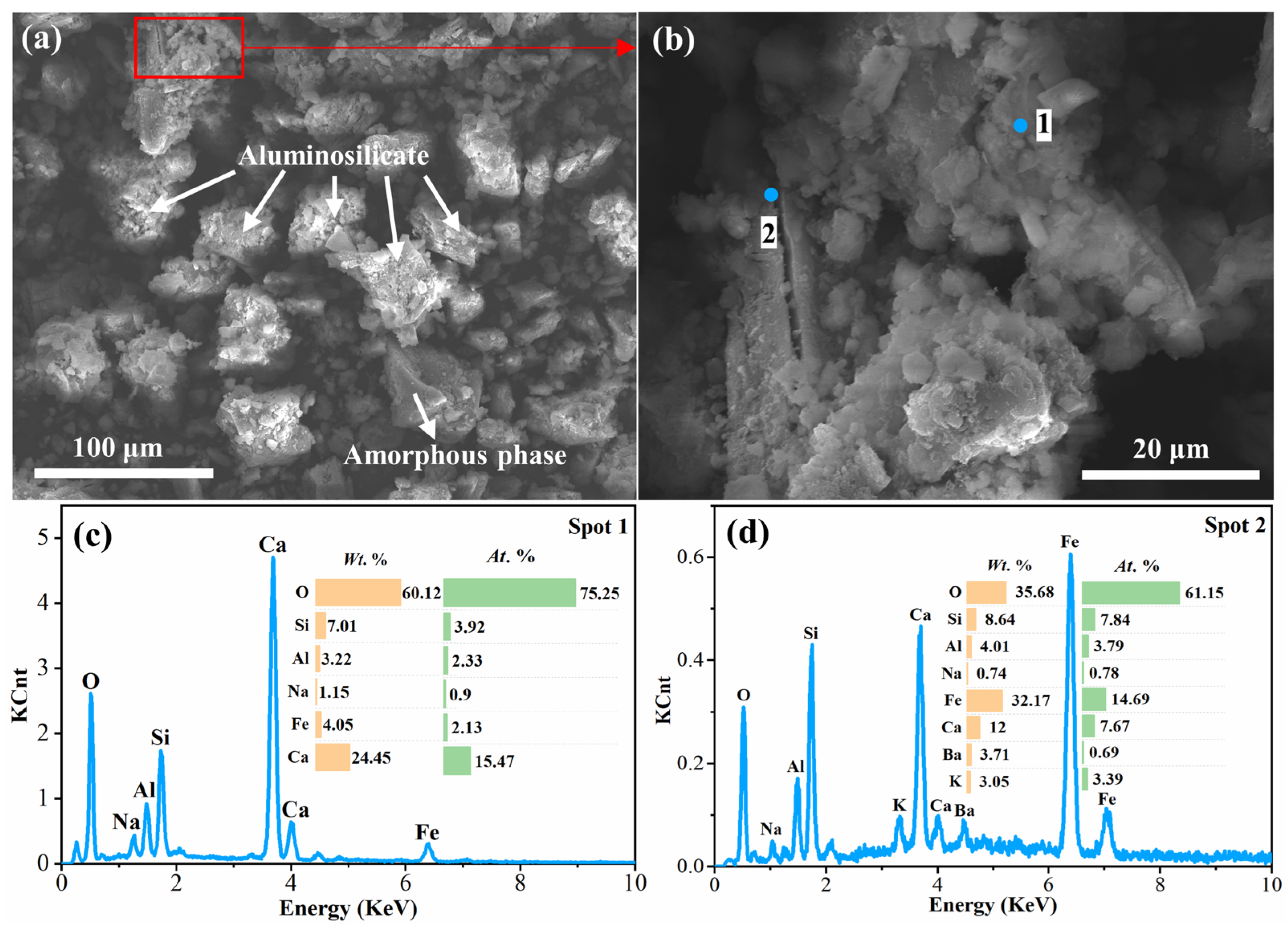
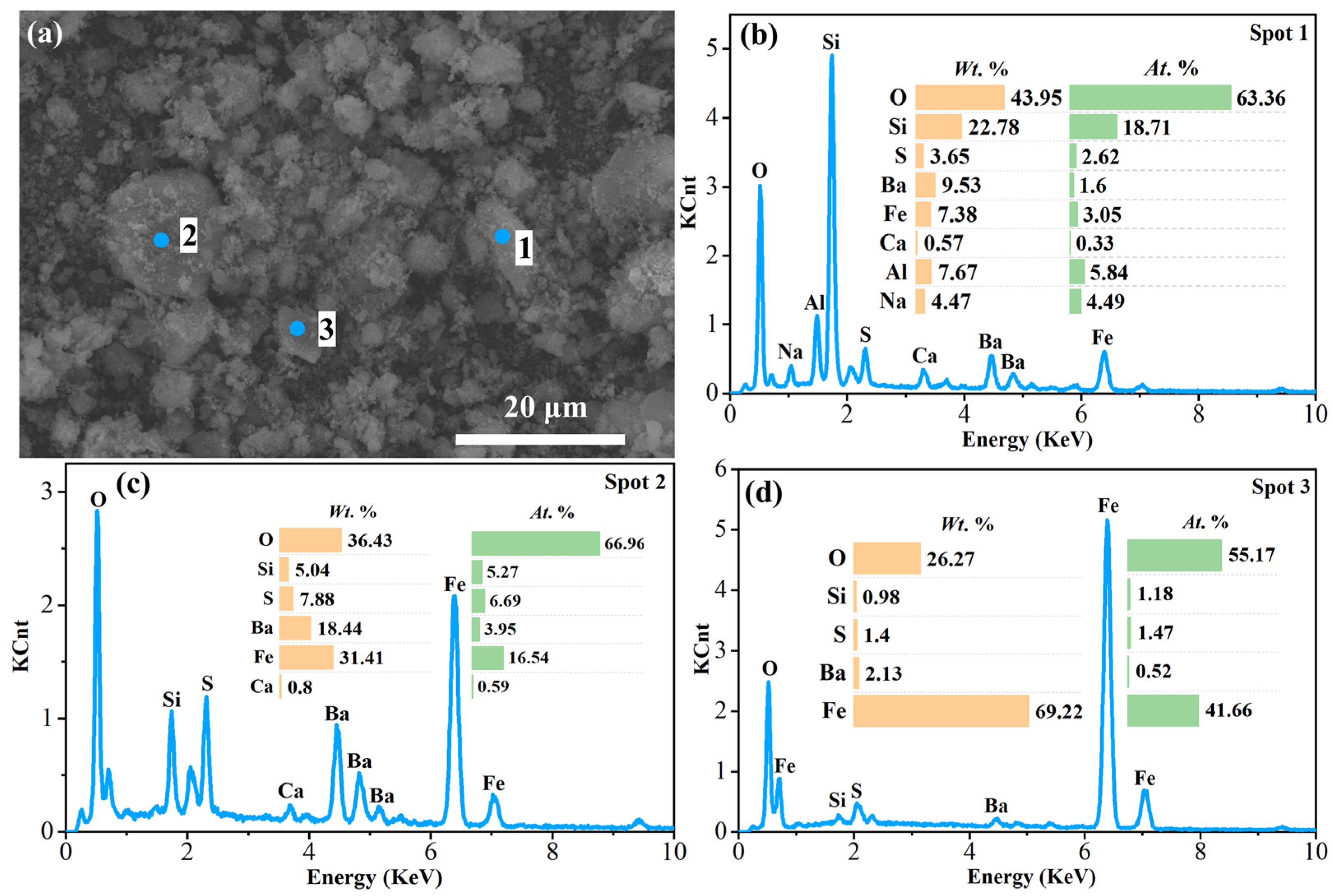
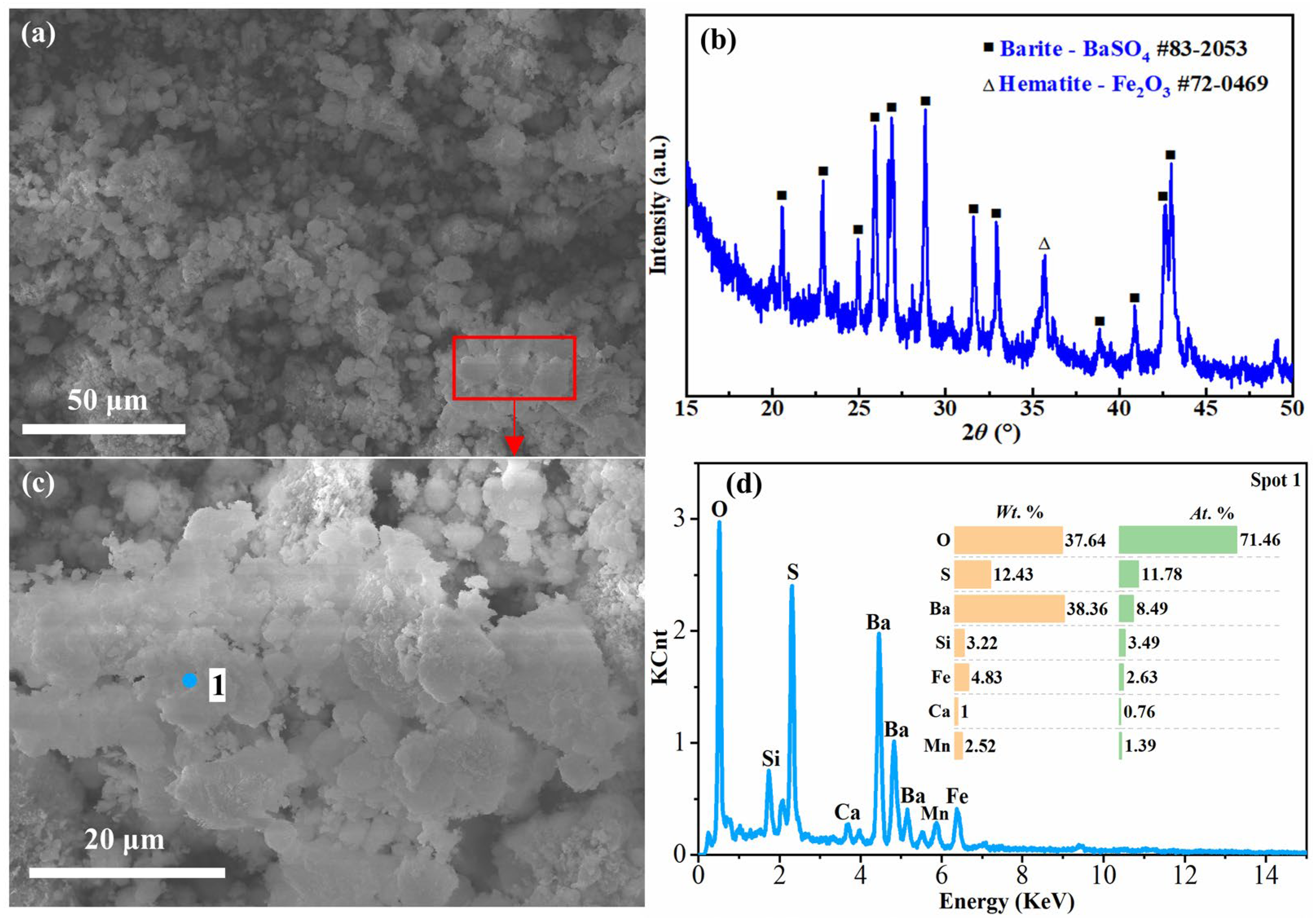
3.3.2. Acid Leaching Residue
3.4. Product Preparation and Cost Analysis
3.4.1. Product Preparation
- (1)
- Silica micronized powder
- (2)
- Silica gel
- (3)
- Polyaluminum ferric sulfate water purifying agent
- (4)
- Multi-metal solution
3.4.2. Cost Analysis
3.5. Leaching Kinetics
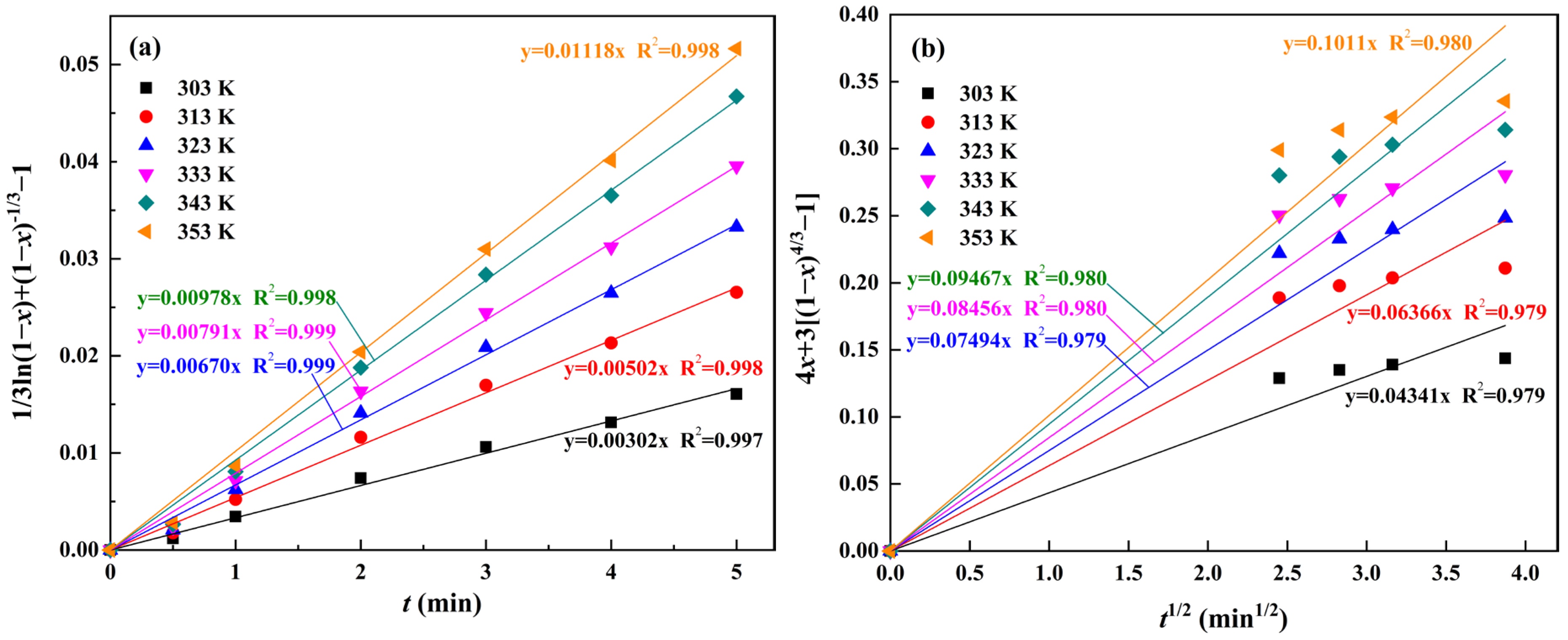
3.5.1. Analysis of Kinetics Model
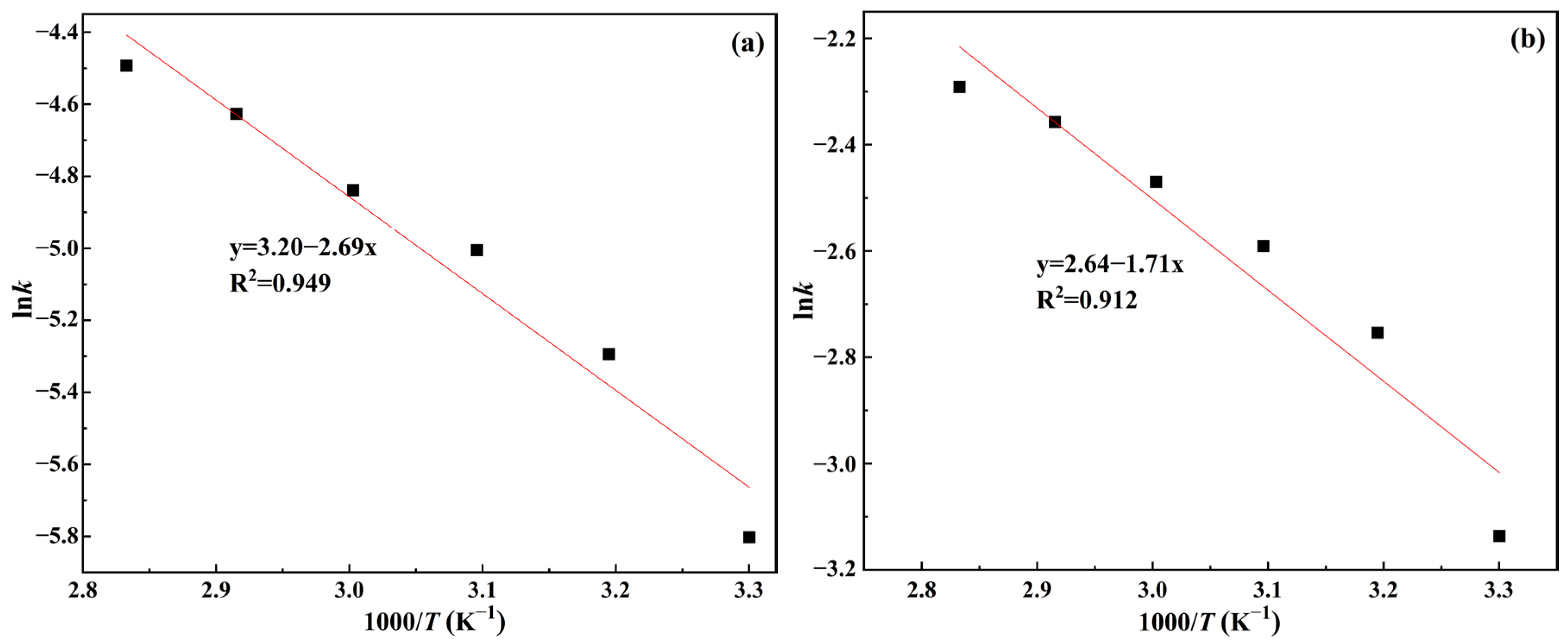
3.5.2. Establishment of Kinetics Equation
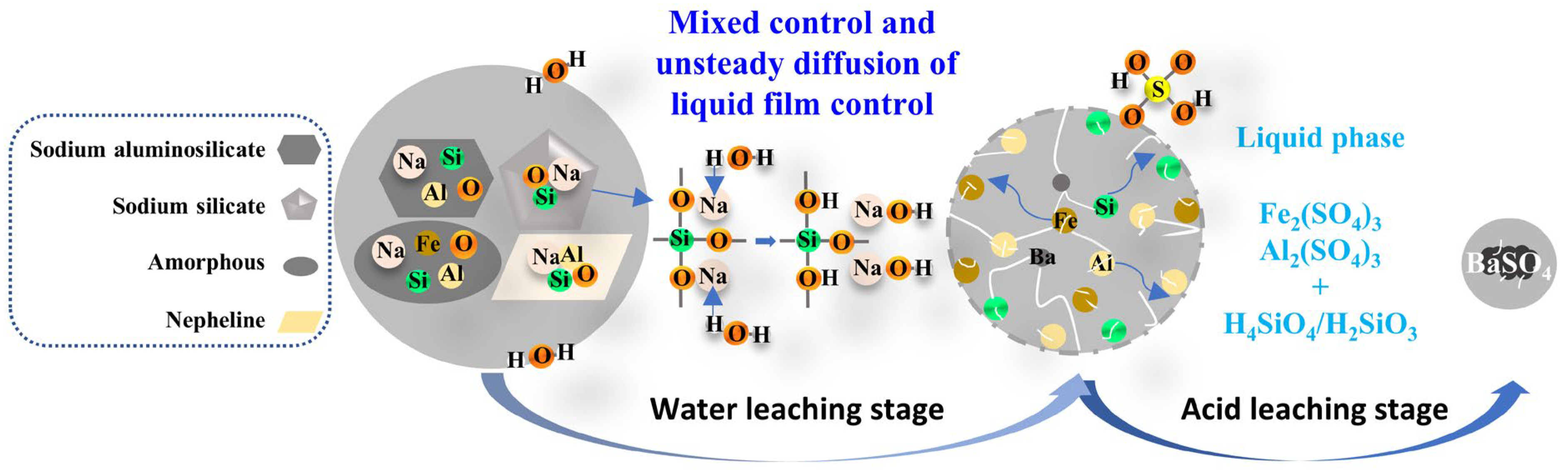
3.6. Mechanism of the Leaching Process of RCST
4. Conclusions
- (1)
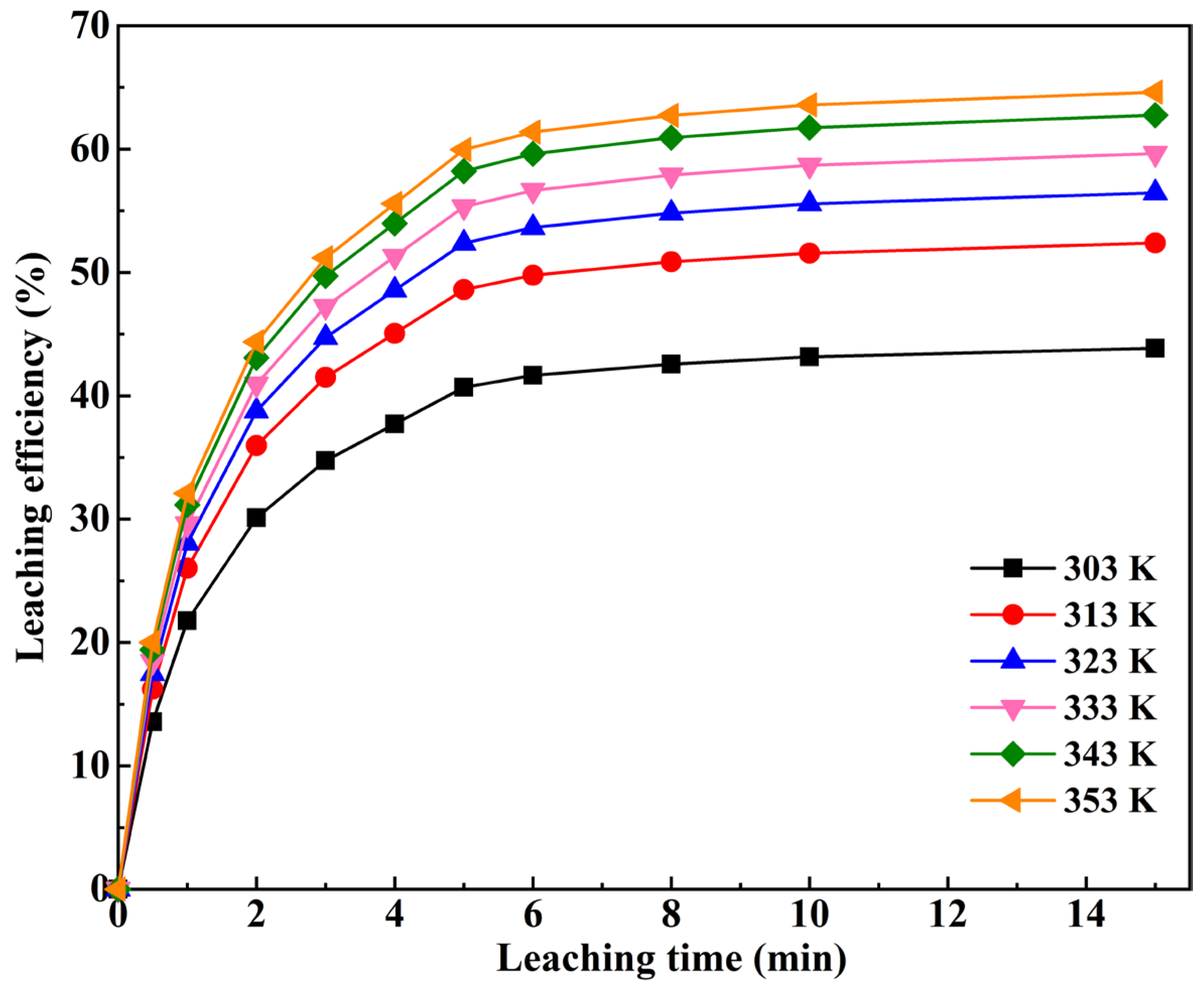
- The effect of temperature on the water leaching of Si and Al is significant, as is the effect of H2SO4 concentration on the acid leaching of Si, Al and Fe. At a temperature of 353 K, liquid–solid ratio of 10 mL/g and time of 15 min in the water leaching stage, and at an acid concentration of 6 mol/L, liquid–solid ratio of 5 mL/g, temperature of 303 K and time of 3 min in the acid leaching stage, the recoveries of SiO2, Al2O3 and Fe2O3 were finally obtained as 98.39%, 96.02% and 96.96%, respectively;
- (2)
- The water leaching solution was prepared as silica micronized powder by carbonation, and silica gel and aluminum iron sulfate crystals were isolated from the acid leaching solution and used for the preparation of silica compounds and the water-purifying agent, respectively. The metal elements were enriched in the final acid leaching solution and can be further separated and extracted. In this way, efficient resource utilization of the tailings can be achieved without discharging secondary solid waste, and economic benefits can be achieved;
- (3)
- The results of the kinetics model calculations and analysis show that the dissolution of Si during the first 5 min of water leaching is controlled by both interfacial transfer and diffusion across the product layer, with an apparent activation energy of 22.36 kJ/mol, and the dissolution reaction during 5–15 min is controlled by unsteady diffusion of the liquid film, with an apparent activation energy of 14.22 kJ/mol. The rate control equations are: and , respectively;
- (4)
- In the water leaching stage, sodium silicate in the clinker leaches out of the water and undergoes hydrolysis, making the solution alkaline and promoting the leaching of a small amount of structurally unstable sodium aluminosilicate into the solution. Under the continued dissolving action of the water, the structure of the materials in the clinker is completely destroyed, and a great number of fissures and pores are produced. Thus, in the acid leaching stage, the amorphous Si-, Al- and Fe-containing substances in the water leaching residue are rapidly (3 min) and effectively dissolved in the sulfuric acid solution at a lower temperature (303 K).
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Sun, R.; Gao, Y. Leaching of heavy metals from lead-zinc mine tailings and the subsequent migration and transformation characteristics in paddy soil. Chemosphere 2022, 291, 132792. [Google Scholar] [CrossRef]
- Li, S.; Wu, J. Profiling multiple heavy metal contamination and bacterial communities surrounding an iron tailing pond in Northwest China. Sci. Total Environ. 2021, 752, 141827. [Google Scholar] [CrossRef] [PubMed]
- Nascimento, R.; Alves, P. The Fundão dam failure: Iron ore tailing impact on marine benthic macrofauna. Sci. Total Environ. 2022, 838, 156205. [Google Scholar] [CrossRef] [PubMed]
- Tunsu, C.; Menard, Y. Recovery of critical materials from mine tailings: A comparative study of the solvent extraction of rare earths using acidic, solvating and mixed extractant systems. J. Cleaner Product. 2019, 218, 425–437. [Google Scholar] [CrossRef]
- Mulenshi, J.; Gilbricht, S. Systematic characterization of historical tailings for possible remediation and recovery of critical metals and minerals—The Yxsjöberg case. J. Geochem. Explor. 2021, 226, 106777. [Google Scholar] [CrossRef]
- Cairncross, K.; Tadie, M. Life cycle assessment as a design consideration for process development for value recovery from gold mine tailings. Miner. Eng. 2022, 183, 107588. [Google Scholar] [CrossRef]
- Kart, E. Evaluation of sulphation baking and autogenous leaching behaviour of Turkish metallurgical slag flotation tailings. Physiochem. Probl. Min. Process. 2021, 57, 107–116. [Google Scholar]
- Wang, M.; Chen, B. Extraction of molybdenum and nickel from Ni-Mo ore by acid leaching combined with chlorate oxidation and phosphate complexation. Miner. Eng. 2018, 124, 63–67. [Google Scholar] [CrossRef]
- Geng, H.; Wang, F. Leaching behavior of metals from iron tailings under varying pH and low-molecular-weight organic acids. J. Hazard. Mater. 2020, 383, 121136. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, T.A. Recovery of vanadium from calcification roasted-acid leaching tailing by enhanced acid leaching. J. Hazard. Mater. 2019, 369, 632–641. [Google Scholar] [CrossRef]
- Han, B.; Altansukh, B. Development of copper recovery process from flotation tailings by a combined method of high-pressure leaching-solvent extraction. J. Hazard. Mater. 2018, 352, 192–203. [Google Scholar] [CrossRef] [PubMed]
- Altinkaya, P.; Liipo, J. Leaching of trace amounts of metals from flotation tailings in cupric chloride solutions. Mining Metall. Explor. 2018, 36, 335–342. [Google Scholar] [CrossRef] [Green Version]
- Munive, G.T.; Encinas, M.A.; Campoy, M.M.S.; Álvarez, V.E.; Vazquez, V.M. Leaching gold and silver with an alternative system: Glycine and thiosulfate from mineral tailings. JOM 2020, 72, 918–924. [Google Scholar] [CrossRef]
- Maung, K.; Yoshida, T. Assessment of secondary aluminum reserves of nations. Resour. Conserv. Recycl. 2017, 126, 34–41. [Google Scholar] [CrossRef]
- National Mineral Resources Planning (2016–2020). Available online: http://g.mnr.gov.cn/201701/t20170123_1430456.html. (accessed on 15 November 2016).
- O’Hare, P.A.G. Thermochemistry of silicon-containing materials. Pure Appl. Chem. 1999, 71, 1243–1248. [Google Scholar] [CrossRef] [Green Version]
- Petrovic, J.J. Mechanical behavior of MoSi2 and MoSi2 composites. Mater. Sci. Eng. A 1995, 192–193, 31–37. [Google Scholar] [CrossRef]
- Gehring, J.; Schleheck, D. Mesoporous organosilica nanoparticles containing superacid and click functionalities leading to Cooperativity in biocidal coatings. ACS Appl. Mater. Inter. 2015, 7, 1021–1029. [Google Scholar] [CrossRef] [PubMed]
- Guo, J.; Liu, X. An overview of the comprehensive utilization of silicon-based solid waste related to PV industry. Resour. Conserv. Recycl. 2021, 169, 105450. [Google Scholar] [CrossRef]
- Chen, Q.-S.; Zhang, Y.-F. Methods of strategic mineral resources determination in China and abroad. Acta Geosci. Sin. 2021, 42, 137–144. [Google Scholar]
- Chang, J.; Pan, A. Thermodynamics and mechanisms of silver tailings roasting processes. Metall. Res. Technol. 2022, 119, 114. [Google Scholar] [CrossRef]
- Zhu, G.; Tan, W. Effects and mechanism research of the desilication pretreatment for high-aluminum fly ash. Energ. Fuel. 2013, 27, 6948–6954. [Google Scholar] [CrossRef]
- Wang, R.-C.; Zhai, Y.-C. Kinetics of SiO2 leaching from Al2O3 extracted slag of fly ash with sodium hydroxide solution. T. Nonferr. Metal. Soc. 2014, 24, 1928–1936. [Google Scholar] [CrossRef]
- Chun, T.; Zhu, D. Recovery of alumina from magnetic separation tailings of red mud by Na2CO3 solution leaching. Metall. Mater. Trans. B 2014, 45, 827–832. [Google Scholar] [CrossRef]
- Wang, L.; Chen, L. Recovery of titanium, aluminum, magnesium and separating silicon from titanium-bearing blast furnace slag by sulfuric acid curing–leaching. Int. J. Min. Met. Mater. 2022, 29, 1705–1714. [Google Scholar] [CrossRef]
- Gao, Y.-Q.; Zhao, Y.-P. Leaching behavior and leaching kinetics of ferric oxide in copper-smelting waste acid. Chin. J. Nonferrous Met. 2020, 30, 2418–2426. [Google Scholar]
- Zhao, X.; Liu, X. Preparation of high-purity quartz sand by leaching with mixed acids. J. Chin. Ceram. Soc. 2021, 49, 581–589. [Google Scholar]
- Zhang, Y.; Zhang, J. Extraction of lithium and aluminium from bauxite mine tailings by mixed acid treatment without roasting. J. Hazard. Mater. 2021, 404, 124044. [Google Scholar] [CrossRef]
- Tao, L.; Wang, L. Leaching of iron from copper tailings by sulfuric acid: Behavior, kinetics and mechanism. RSC Adv. 2021, 11, 5741–5752. [Google Scholar] [CrossRef]
- Almeida, V.; Schneider, I. Production of a ferric chloride coagulant by leaching an iron ore tailing. Miner. Eng. 2020, 156, 106511. [Google Scholar] [CrossRef]
- Hernández, C.; Banza, A. Recovery of metals from Cuban nickel tailings by leaching with organic acids followed by precipitation and magnetic separation. J. Hazard. Mater. 2007, B139, 25–30. [Google Scholar] [CrossRef]
- Weldes, H.; Lange, K. Properties of soluble silicates. Ind. Eng. Chem. 1969, 61, 29–44. [Google Scholar] [CrossRef]
- Kpayc, И.П.; Деревянкин, B.A.; Куэнецoв, C.И.; Ran, Q. Solubility of sodium aluminosilicate hydrate in caustic soda solution. Foreign Light Met. 1966, 4, 1–5. [Google Scholar]
- Ни, Л.H.; Перехрест, Г.Л.; Сoленкo, T.B.; Ran, Q. Solubility of sodium aluminate in sodium aluminate solution. Foreign Light Met. 1965, 8, 1–5. [Google Scholar]
- Park, H.; Englezos, P. Thermodynamic modeling of sodium aluminosilicate formation in aqueous alkaline solutions. Ind. Eng. Chem. Res. 1999, 38, 4959–4965. [Google Scholar] [CrossRef]
- Liu, G.-H.; Fan, K.-S. Sodium aluminosilicate hydrate in alumina production. Light Met. 2006, 2, 13–17. [Google Scholar]
- Zheng, K.; Smart, R.S.C. Solubility of sodium aluminosilicates in synthetic Bayer liquor. J. Chem. Eng. Data 1998, 43, 312–317. [Google Scholar] [CrossRef]
- Liu, G.-H.; Li, X.-B. The Kinetics of the formation of sodium aluminosilicate hydrate in strong caustic solutions. Chem. J. Chin. Univ. 1999, 20, 1262–1265. [Google Scholar]
- Pan, A.; Ma, R. Baihe Pyrite Slag Resource Utilization Industrial Test Report; Institute of Earth Environment, Chinese Academy of Sciences and Other Units: Beijing, China, 2022; pp. 83–87. [Google Scholar]
- Luo, M.-J.; Liu, C.-L. Leaching kinetics and mechanism of alunite from alunite tailings in highly concentrated KOH solution. Hydrometallurgy 2017, 174, 10–20. [Google Scholar] [CrossRef]
- Lei, C.; Yan, B. Silver leaching and recovery of valuable metals from magnetic tailings using chloride leaching. J. Cleaner Product. 2018, 181, 408–415. [Google Scholar] [CrossRef]
- Zhao, J.; Li, L. Principle of Metallurgy; Metallurgical Industry Press: Beijing, China, 2012; pp. 65–67. [Google Scholar]
- Liu, H.; Xu, Z. Hydrometallurgy·Leaching Technology; Metallurgical Industry Press: Beijing, China, 2010; pp. 35–36. [Google Scholar]
- Seyed Ghasemi, S.M.; Azizi, A. Alkaline leaching of lead and zinc by sodium hydroxide: Kinetics modeling. J. Mater. Res. Technol. 2018, 7, 118–125. [Google Scholar] [CrossRef]
- Ma, D.X.; Ma, P.H. Kinetics and mechanism of leaching potassium from biotite in H2SO4 solution. ChemistrySelect 2020, 5, 11955–11960. [Google Scholar] [CrossRef]
- Tavakoli, M.R.; Dreisinger, D.B. The kinetics of oxidative leaching of vanadium trioxide. Hydrometallurgy 2014, 147–148, 83–89. [Google Scholar] [CrossRef]
- Zhou, J.; Zhao, J. Leaching kinetics of potassium and aluminum from phosphorus-potassium associated ore in HCl-CaF2 system. Sep. Purif. Technol. 2020, 253, 117528. [Google Scholar] [CrossRef]
- Peng, X.; Liu, W. Fluorite enhanced magnesium recovery from serpentine tailings: Kinetics and reaction mechanisms. Hydrometallurgy 2021, 201, 105571. [Google Scholar] [CrossRef]
- Dickinson, C.F.; Heal, G.R. Solid–liquid diffusion controlled rate equations. Thermochim. Acta 1999, 340–341, 89–103. [Google Scholar] [CrossRef]
- Zhang, L.J.; Zhou, W.B. Bioleaching of dewatered electroplating sludge for the extraction of base metals using an adapted microbial consortium: Process optimization and kinetics. Hydrometallurgy 2020, 191, 105227. [Google Scholar] [CrossRef]
- Liu, J.; Zhang, Y. Study on leaching kinetics of extracting vanadium by water from stone coal. Nonferrous Met. (Miner. Process. Sect.) 2008, 4, 15–17+24. [Google Scholar]
- Pang, S.; Tao, D. Apparent kinetics of leaching of iron oxides in diasporic bauxite by hydrochloric acid. Nonferrous Met. 1999, 3, 49–53. [Google Scholar]
- Hua, Y. Introduction to Kinetics of Metallurgical Process; Metallurgical Industry Press: Beijing, China, 2004; pp. 191–193. [Google Scholar]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Method | Raw Material | Target Element | Leaching Conditions | Leaching Efficiency | Ref. |
|---|---|---|---|---|---|
| NaOH leaching | High-aluminum fly ash | SiO2 | NaOH 110–140 g/L, L/S = 3; first stage: 338 K, 12 h; second stage: 368 K, 4 h | 33.58% | [22] |
| NaOH leaching | Al2O3 extracted slag of fly ash | SiO2 | NaOH to SiO2 mass ratio 2, L/S = 10, 363 K, 30 min | 95.66% | [23] |
| Na2CO3 leaching | Magnetic separation tailings of red mud | Al | Na2CO3 20%, L/S = 15, 343 K, 1 h | 80.25% | [24] |
| H2SO4 curing and H2SO4 leaching | Titanium-bearing blast furnace slag | Al, Ti | H2SO4 70%, L/S = 1.4, 523 K, 2 h | Al 81.17%, Ti 85.96% | [25] |
| Mixed acid leaching | Bauxite tailings | Al | Acid concentration 60%, L/S = 4, 373 K, 3 h | 88.64% | [28] |
| H2SO4 leaching | Copper tailings | Fe | H2SO4 0.53 M, L/S = 10, 313 K, 2 h | 66.45% | [29] |
| HCl leaching | Iron tailings | Fe | HCl 10.8 M, L/S = 1.67, 353 K, 2 h | 94% | [30] |
| Mixed organic acid leaching | Nickel tailings | Fe, Co, Ni | Tartaric acid 0.15 M and oxalic acid 0.05 M, room temperature, 5 days | Fe 50%, Co, Ni 80% | [31] |
| Element | SiO2 | Al2O3 | Fe2O3 | Na2O | CaO | MgO | BaO |
|---|---|---|---|---|---|---|---|
| Silver tailings | 46.00 | 16.80 | 11.50 | 0.54 | 4.27 | 1.13 | 2.39 |
| Roasted clinker | 27.93 | 8.43 | 8.32 | 43.52 | 2.85 | 0.76 | 1.82 |
| Element | SiO2 | Al2O3 | Fe2O3 | Na2O | CaO | MgO | BaO |
|---|---|---|---|---|---|---|---|
| 2 mol for 1 min | 17.24 | 15.52 | 15.26 | 0.95 | 8.74 | 12.78 | 18.71 |
| 6 mol for 3 min | 7.69 | 5.73 | 4.32 | 0.95 | 10.64 | 30.57 | 31.15 |
| No. | Items | Units | Price (RMB/Unit) | Consumption (Unit/Per Tailings) | Costs (RMB/Per Tailings) |
|---|---|---|---|---|---|
| 1 | Raw materials | ||||
| 1.1 | Tailings | ton | 0 | 1 | 0 |
| 1.2 | Sodium carbonate | ton | 2700 | 0.169 | 456.30 |
| 1.3 | Sulfuric acid | ton | 200 | 0.96 | 192.00 |
| 1.4 | Water | ton | 1.79 | 2.15 | 3.85 |
| 1.5 | Lime | ton | 350 | 0.18 | 63.00 |
| Subtotal | 715.15 | ||||
| 2 | Fuel * | ||||
| 2.1 | Natural gas | Nm3 | 3.74 | 152.86 | 571.68 |
| Subtotal | 571.68 | ||||
| 3 | Power * | ||||
| 3.1 | Dynamic electricity | kW·h | 0.43 | 278.41 | 119.72 |
| 3.2 | Steam | ton | 107.13 | 0.96 | 102.84 |
| Subtotal | 222.56 | ||||
| 4 | Other * | Labor, manufacturing, operations, administration and finance | 79.69 | ||
| 5 | Full cost | 1589.08 | |||
| Products | Price (RMB/Ton) | Output (Ton) | Revenues (RMB) |
|---|---|---|---|
| Silica micronized powder | 1000 (1) | 0.28 | 279.06 |
| Silica gel | 1000 (2) | 0.16 | 161.00 |
| Water-purifying agent | 1100 (3) | 1.46 | 1602.34 |
| Revenue from products | 2042.41 | ||
| Retained profits | 453.33 | ||
| Corporate tax payment | 118.85 | ||
| Profit after tax | 334.48 | ||
| Reaction Stage | Kinetic Models | R2 | |||||
|---|---|---|---|---|---|---|---|
| 303 K | 313 K | 323 K | 333 K | 343 K | 353 K | ||
| First stage | 1 − (1 − x)2/3 = k1t | 0.868 | 0.873 | 0.875 | 0.877 | 0.879 | 0.880 |
| 1 − 2/3x − (1 − x)2/3 = k2t | 0.984 | 0.986 | 0.987 | 0.988 | 0.989 | 0.989 | |
| 1 − (1 − x)1/3 = k3t | 0.884 | 0.892 | 0.897 | 0.900 | 0.904 | 0.906 | |
| 1/3ln(1 − x) + (1 − x)−1/3 − 1 = k4t | 0.997 | 0.998 | 0.999 | 0.999 | 0.998 | 0.998 | |
| 4x + 3[(1 − x)4/3 − 1] = k5t | 0.956 | 0.955 | 0.955 | 0.954 | 0.954 | 0.953 | |
| Second stage | 1 − (1 − x)2/3 = k1t | 0.672 | 0.673 | 0.674 | 0.674 | 0.675 | 0.676 |
| 1 − 2/3x − (1 − x)2/3 = k2t | 0.715 | 0.718 | 0.720 | 0.721 | 0.723 | 0.724 | |
| 1 − (1 − x)1/3 = k3t | 0.676 | 0.679 | 0.680 | 0.682 | 0.683 | 0.684 | |
| 1/3ln(1 − x) + (1 − x)−1/3 − 1 = k4t | 0.732 | 0.741 | 0.747 | 0.752 | 0.757 | 0.761 | |
| 4x + 3[(1 − x)4/3 − 1] = k5t | 0.979 | 0.979 | 0.979 | 0.980 | 0.980 | 0.980 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chang, J.; Pan, A.; Ma, Y.; Sun, Y.; Hu, S. Behaviors of Silicon, Aluminum and Iron and Kinetics of Silicon from the Roasted Clinker of Silver Tailings in Water–Acid Leaching Process. Minerals 2023, 13, 105. https://doi.org/10.3390/min13010105
Chang J, Pan A, Ma Y, Sun Y, Hu S. Behaviors of Silicon, Aluminum and Iron and Kinetics of Silicon from the Roasted Clinker of Silver Tailings in Water–Acid Leaching Process. Minerals. 2023; 13(1):105. https://doi.org/10.3390/min13010105
Chicago/Turabian StyleChang, Jie, Aifang Pan, Yuzhao Ma, Yue Sun, and Shentao Hu. 2023. "Behaviors of Silicon, Aluminum and Iron and Kinetics of Silicon from the Roasted Clinker of Silver Tailings in Water–Acid Leaching Process" Minerals 13, no. 1: 105. https://doi.org/10.3390/min13010105