
Experimental Study and Numerical Simulation on Dust Concentration Distribution of Chute at Enclosed Stockyard of Steel Works


Abstract
:1. Introduction
2. Experimental and Simulation
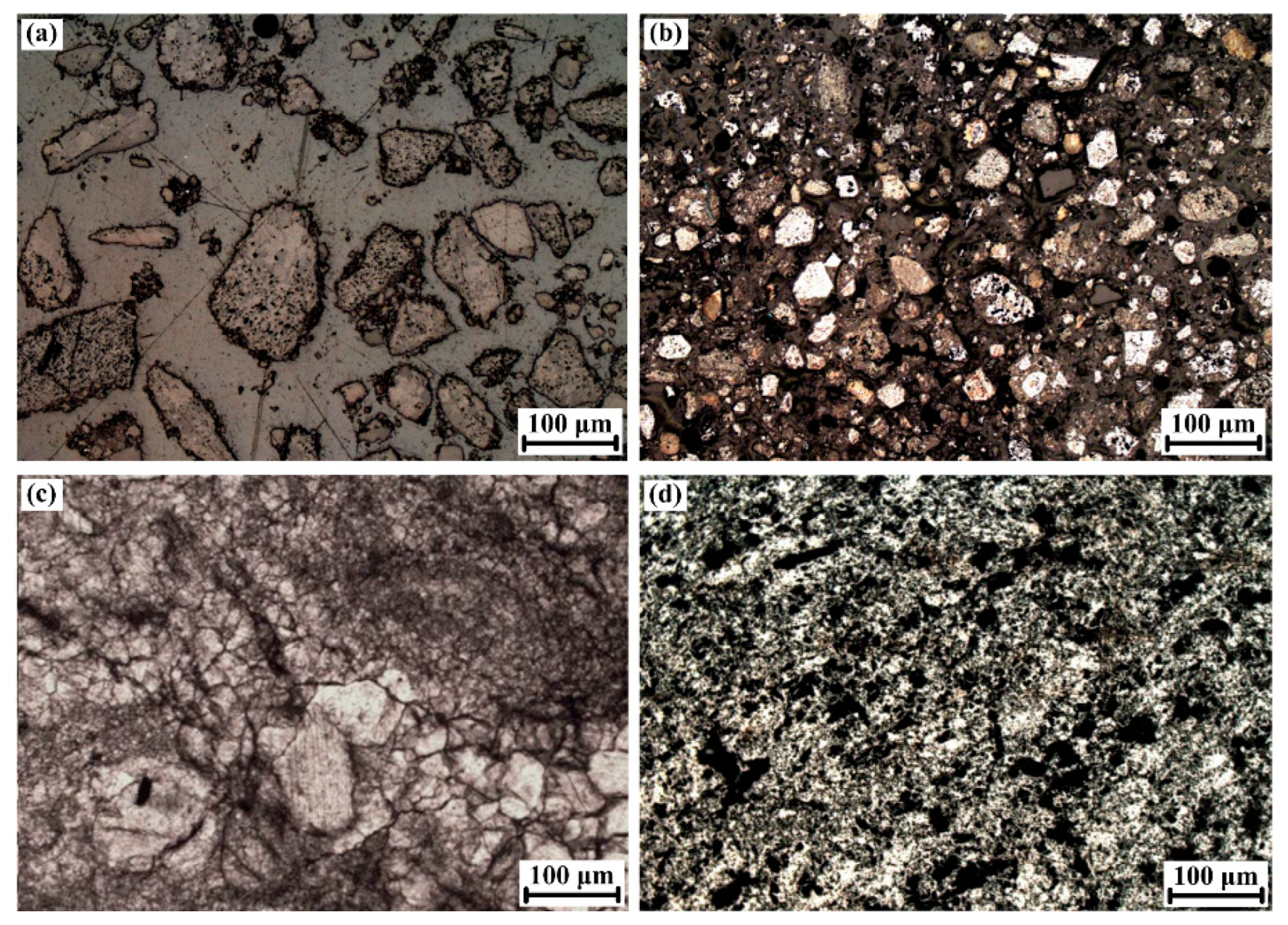
2.1. Raw Materials
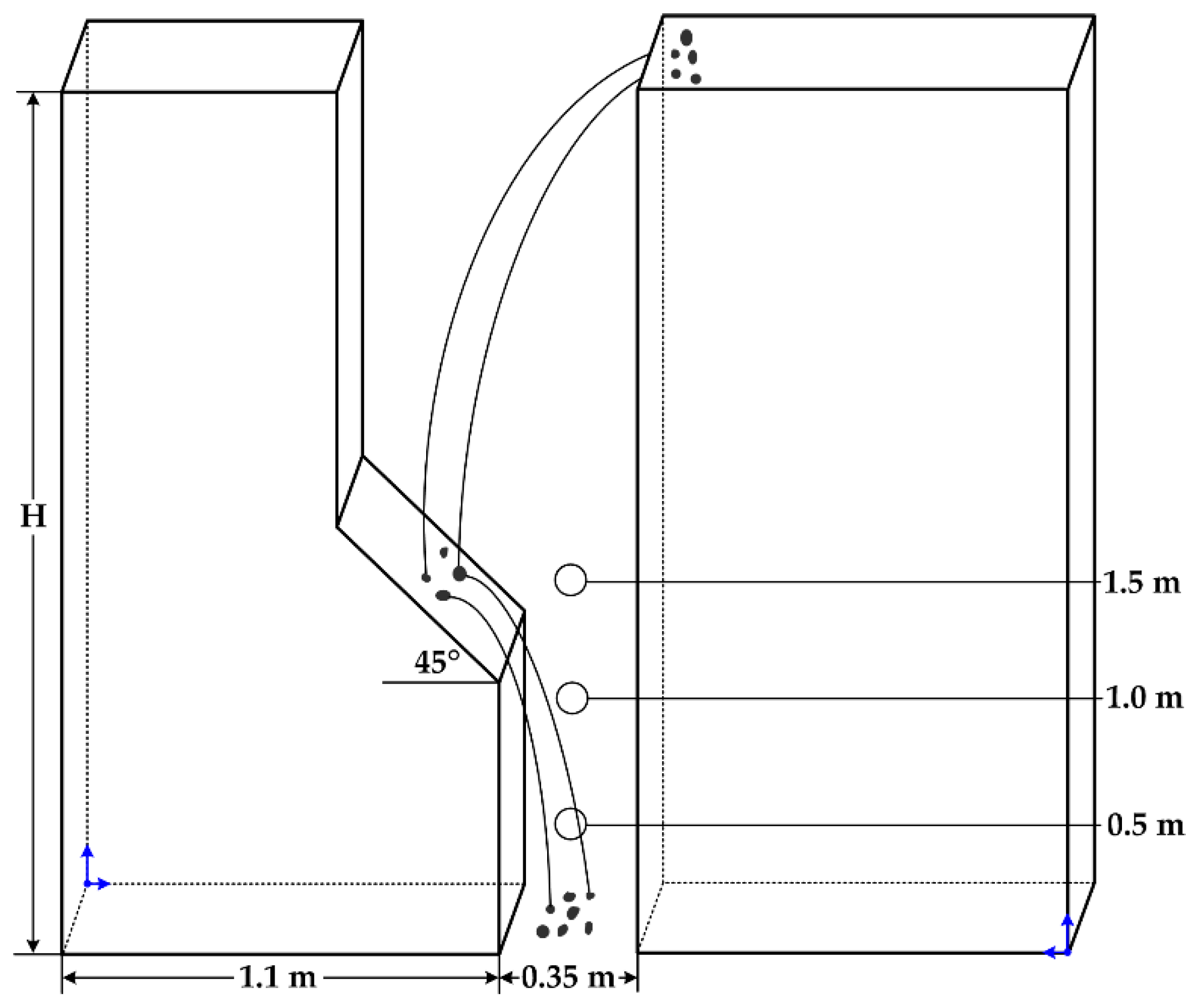
2.2. Experimental Facility and Scheme
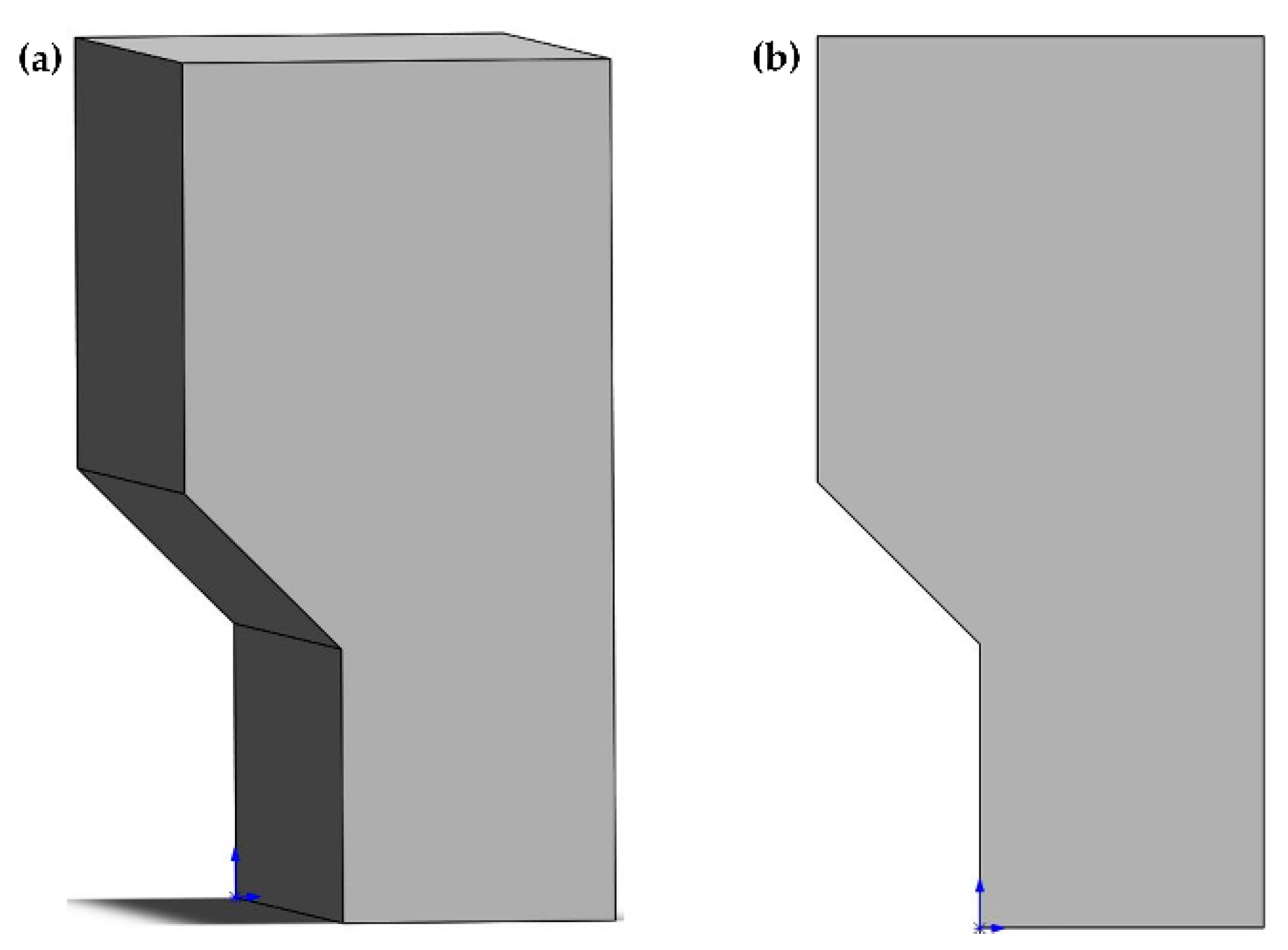
2.3. Simulation Model and Scheme
3. Results and Discussion
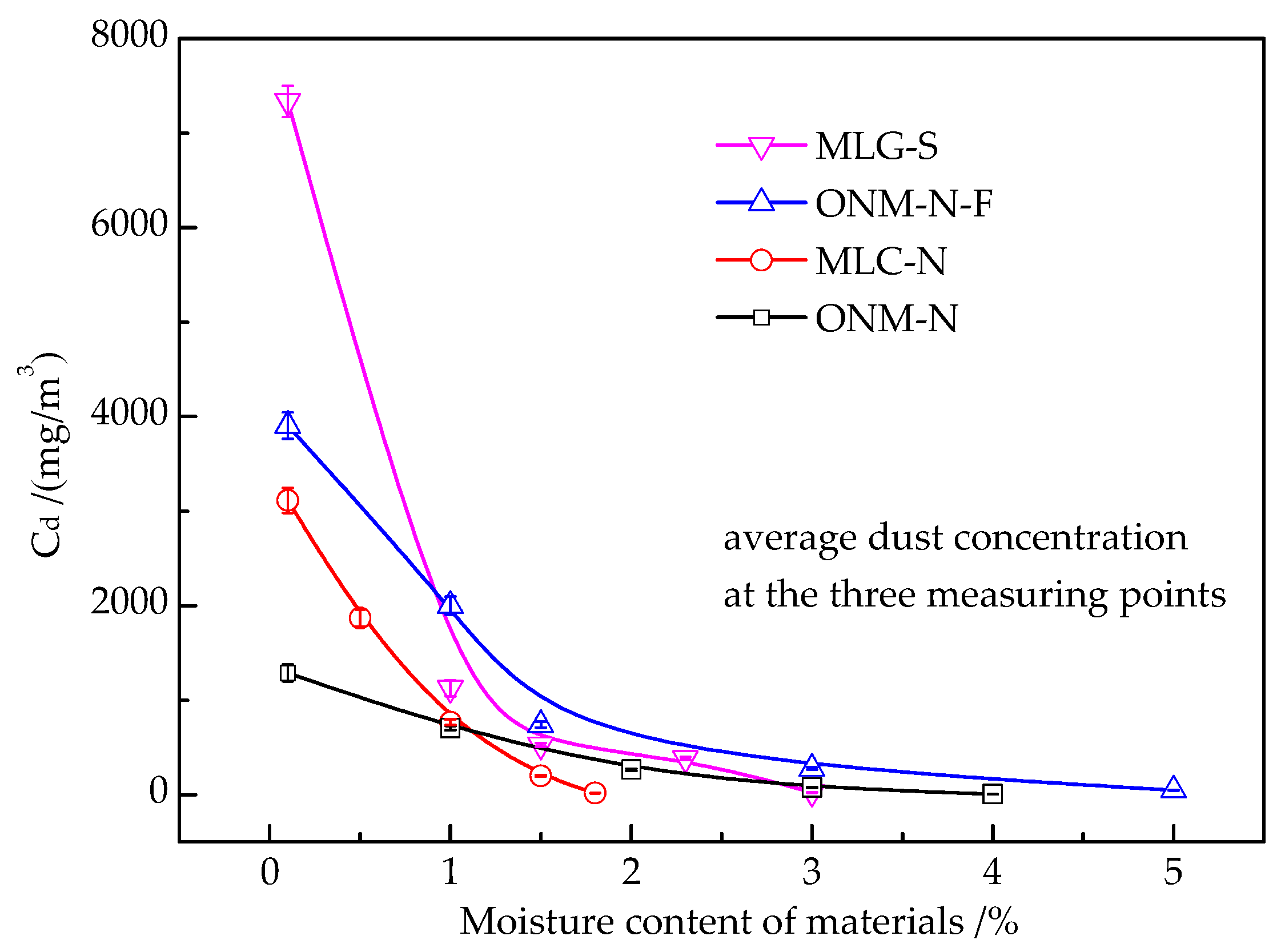
3.1. Effects of the Moisture Content of Materials on the Dust Concentration of Chute
3.2. Effects of the Height of Chute on the Dust Concentration of Chute
3.3. Effects of the Discharging Amount of Materials on the Dust Concentration of Chute
3.4. Concentration Distribution of Dust inside the Chute
3.4.1. Concentration Distribution of Dust at Different Measuring Points
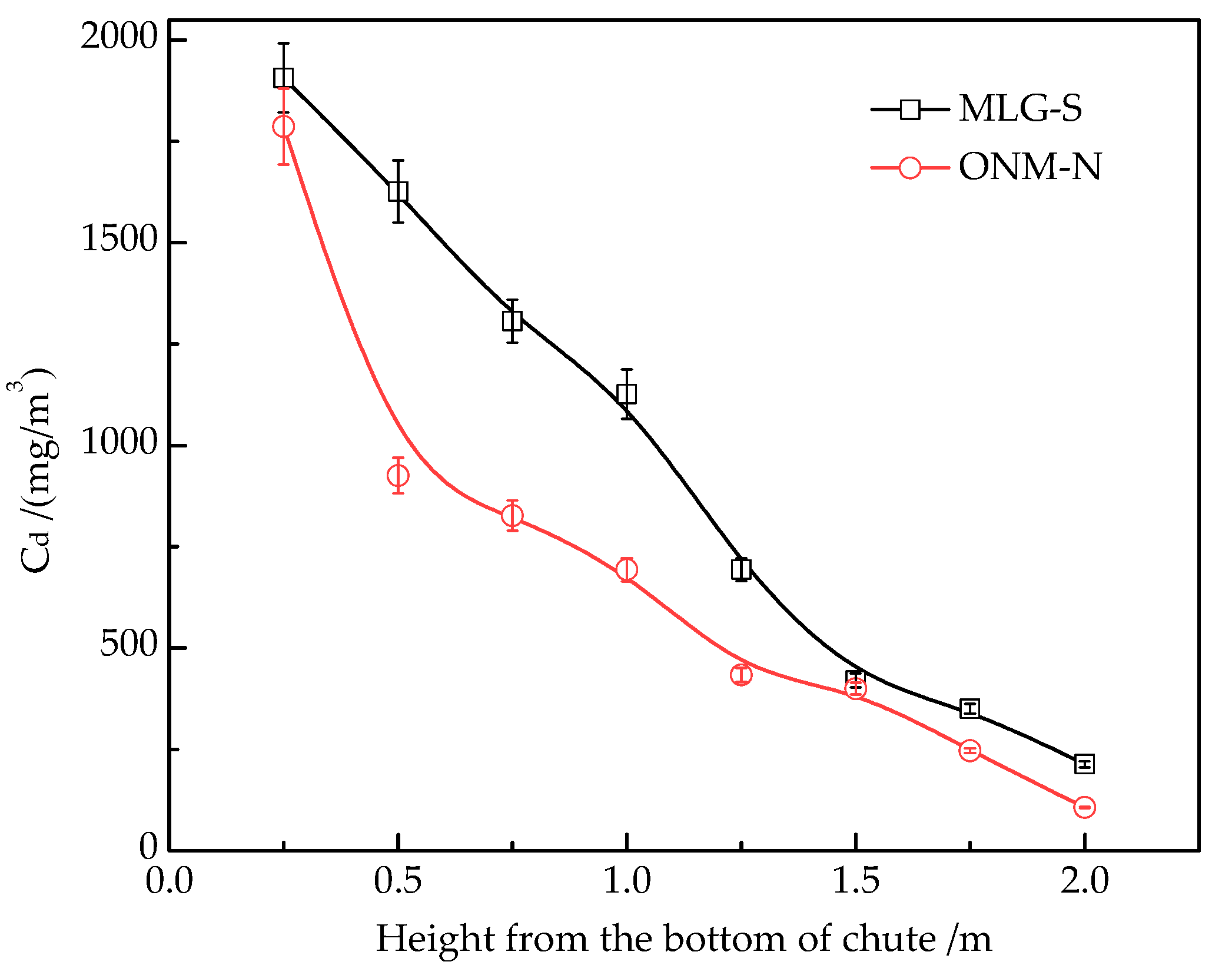
3.4.2. Concentration Distribution of Dust along the Height of Chute
3.5. Simulation Results and Analysis
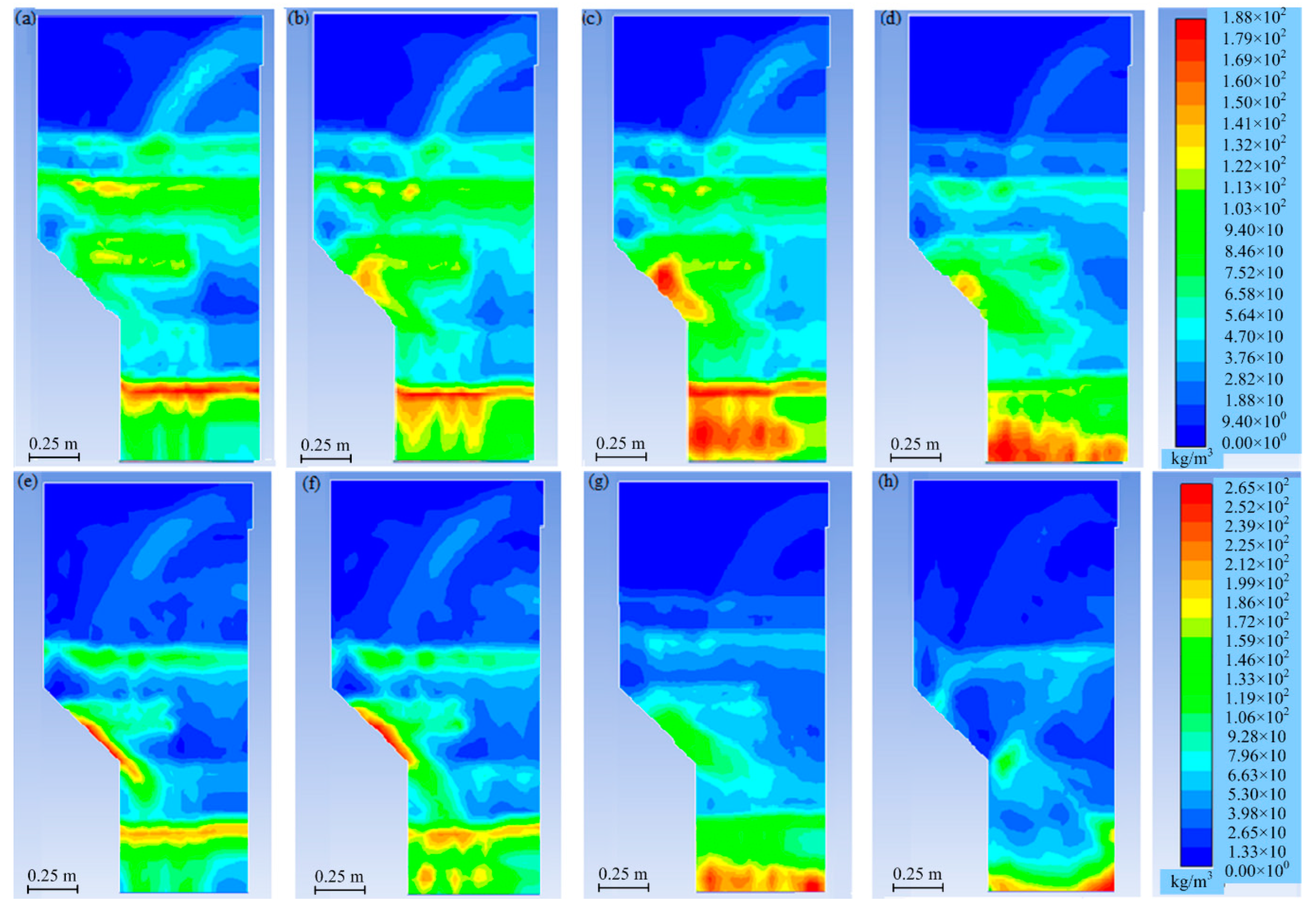
3.5.1. Concentration Distribution of Dust
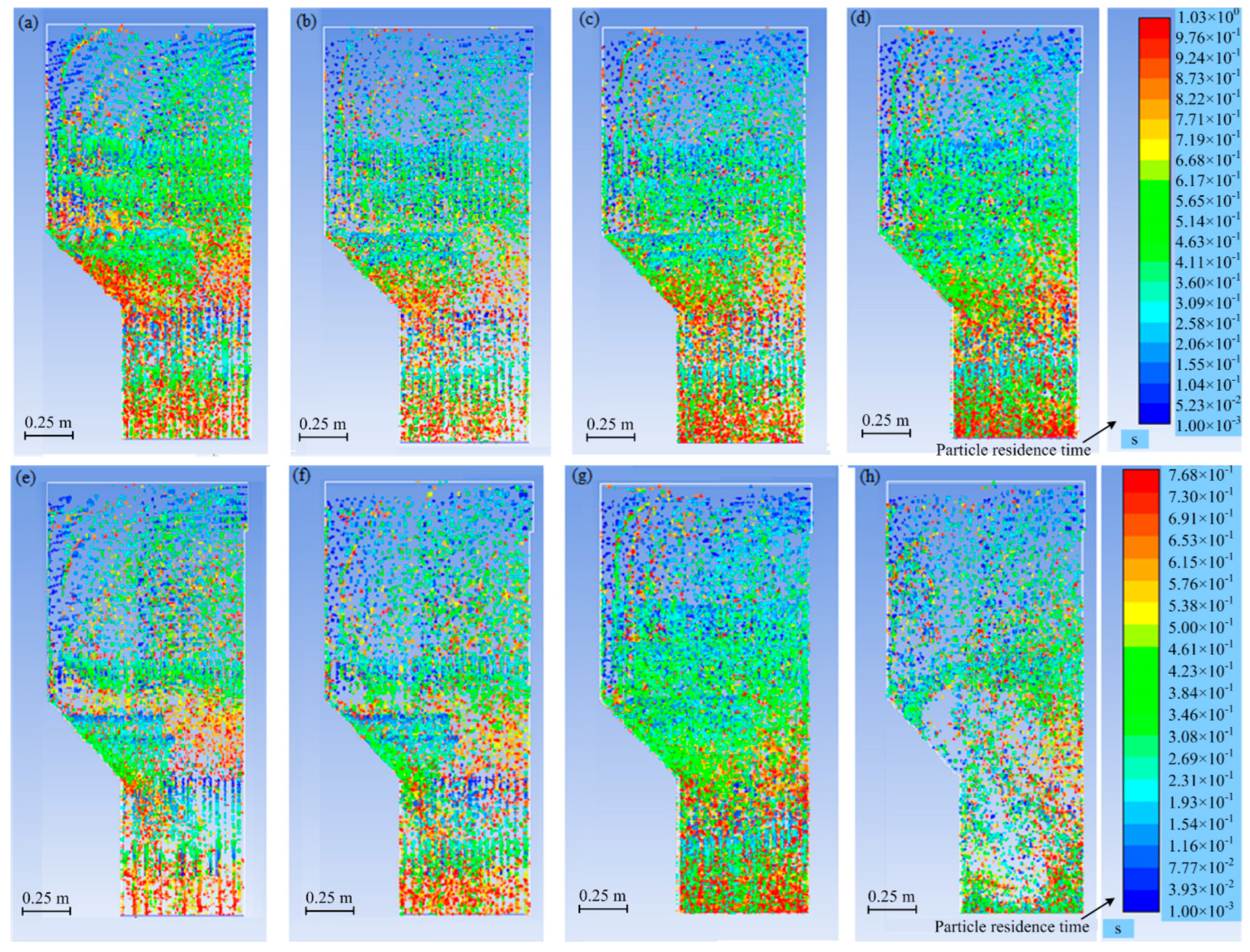
3.5.2. Motion Trajectories of Particles
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Okosun, T.; Nielson, S.; Zhou, C. Blast furnace hydrogen injection: Investigating impacts and feasibility with computational fluid dynamics. JOM 2022, 74, 1521–1532. [Google Scholar] [CrossRef]
- Sundqvist Ökvist, L.; Lundgren, M. Experiences of bio-coal applications in the blast furnace process—Opportunities and limitations. Minerals 2021, 11, 863. [Google Scholar] [CrossRef]
- Orre, J.; Ökvist, L.S.; Bodén, A.; Björkman, B. Understanding of blast furnace performance with biomass introduction. Minerals 2021, 11, 157. [Google Scholar] [CrossRef]
- Guo, H.W.; Su, B.X.; Bai, Z.L.; Zhang, J.L.; Li, X.Y. Novel recognition method of blast furnace dust composition by multifeature analysis based on comprehensive image-processing techniques. JOM 2014, 66, 2377–2389. [Google Scholar] [CrossRef]
- Wen, M. Discussion on the development trend of comprehensive stockyard. Sichuan Metall. 2020, 42, 64–66. [Google Scholar]
- Duan, Z.Y.; Liu, Y.Z.; Wang, K.; Zhang, Y.; Lan, Z.J.; Xu, E.L. Review of fugitive dust dispersion law from large open-yard of stockpile. J. Earth Environ. 2017, 8, 307–319. [Google Scholar]
- Wu, W.P. Simulation test on materials stacking of type-C closed stockyard of Baosteel. Sinter. Pelletizing 2020, 45, 81–85. [Google Scholar]
- Jia, L.; Cao, L.Z. Study on dust escape law of chute based on aerodynamics. Opencast Min. Technol. 2020, 35, 15–18. [Google Scholar]
- Eckhoff, R.K. Current status and expected future trends in dust explosion research. J. Loss Prev. Process Ind. 2005, 18, 225–237. [Google Scholar] [CrossRef]
- Ma, Y.D.; Luo, G.H.; Guo, Z.H. Numerical simulation on application of diffuse regulation with power dust in transshipping site. J. Safety Environ. 2006, 6, 16–18. [Google Scholar]
- Hou, H.T. Comparison of simulation and field measurement on rock powder migration characteristics in fully mechanized excavation face. J. Jiangxi Univ. Sci. Technol. 2016, 37, 61–67. [Google Scholar]
- Chen, X.L.; Wheeler, C.A.; Donohue, T.J.; McLean, R.; Roberts, A.W. Evaluation of dust emissions from conveyor transfer chutes using experimental and CFD simulation. Int. J. Miner. Process. 2012, 110–111, 101–108. [Google Scholar] [CrossRef]
- Donohue, T.J.; Roberts, A.W.; Wheeler, C.A.; Mcbride, W. Computer simulations as a tool for investigating dust generation in bulk solids handling operations. Part. Part. Syst. Charact. 2009, 26, 265–274. [Google Scholar] [CrossRef]
- Sun, H.F.; Li, A.G. Numerical simulation of particle diffusion in process of particle stream oblique projectile motion in chute transfer. J. Safety Environ. 2019, 19, 713–722. [Google Scholar]
- Wei, L.B.; Li, D.H.; Miao, C.; Sun, M.Y.; Zhu, X.S.; Zeng, M.; Wang, M.Y. Numerical studies of pulsing airflow separation of fine coal based on Euler-Lagrange method. J. China Coal Soc. 2017, 42, 2149–2156. [Google Scholar]
- Li, X.C.; Wang, Q.L.; Liu, Q.; Li, Q.; Luo, H.Q.; Hu, Y.F.; Yang, H. Influence factors for induced airflow of bulk materials in chute transfer station. Mater. Sci. Eng. Powder Metall. 2015, 20, 683–689. [Google Scholar]
- Li, X.C.; Li, Q.; Zhang, D.; Hu, Y.F.; Xiong, J.J.; Luo, H.Q.; Jia, B.B.; Hu, H.B. Nonlinear variation influence factors for induced airflow of bulk materials in transfer station. Mater. Sci. Eng. Powder Metall. 2014, 19, 508–513. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Size Range/mm | <0.15 | 0.15–0.5 | 0.5–0.85 | 0.85–8.0 | 8.0–10.0 | 10.0–25.0 | >25.0 |
|---|---|---|---|---|---|---|---|
| MLG-S | 17.8 | 16.6 | 65.6 | 0.0 | 0.0 | 0.0 | 0.0 |
| ONM-N-F | 0.0 | 0.0 | 25.8 | 65.4 | 8.8 | 0.0 | 0.0 |
| MLC-N | 0.0 | 0.0 | 0.0 | 0.0 | 14.1 | 28.4 | 57.5 |
| ONM-N | 0.0 | 0.0 | 0.0 | 0.0 | 27.2 | 45.4 | 27.4 |
| Material | MLG-S | ONM-N-F | MLC-N | ONM-N | Other Conditions |
|---|---|---|---|---|---|
| Moisture content of materials/% | 0.1 | 0.1 | 0.1 | 0.1 | Height of chute: 2.2 m Discharge amount of materials: 17 kg/s |
| 1.0 | 1.0 | 0.5 | 1.0 | ||
| 1.5 | 1.5 | 1.0 | 2.0 | ||
| 2.3 | 3.0 | 1.5 | 3.0 | ||
| 3.0 | 5.0 | 1.8 | 4.0 | ||
| Height of chute/m | 2.2 | 2.2 | 2.2 | 2.2 | Moisture content of materials: 0.1% Discharge amount of materials: 17 kg/s |
| 2.5 | 2.5 | 2.5 | 2.5 | ||
| 3.1 | 3.1 | 3.1 | 3.1 | ||
| Discharging amount of materials/(kg/s) | 10 | 10 | 10 | 10 | Moisture content of materials: 1.0% Height of chute: 2.2 m |
| 17 | 17 | 17 | 17 | ||
| 25 | 25 | 25 | 25 | ||
| 34 | 34 | 34 | 34 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, H.; Wang, X.; Xia, S.; Li, L. Experimental Study and Numerical Simulation on Dust Concentration Distribution of Chute at Enclosed Stockyard of Steel Works. Minerals 2022, 12, 1164. https://doi.org/10.3390/min12091164
Wang H, Wang X, Xia S, Li L. Experimental Study and Numerical Simulation on Dust Concentration Distribution of Chute at Enclosed Stockyard of Steel Works. Minerals. 2022; 12(9):1164. https://doi.org/10.3390/min12091164
Chicago/Turabian StyleWang, Hongtao, Xuesong Wang, Shengfa Xia, and Lei Li. 2022. "Experimental Study and Numerical Simulation on Dust Concentration Distribution of Chute at Enclosed Stockyard of Steel Works" Minerals 12, no. 9: 1164. https://doi.org/10.3390/min12091164