The analysis of the refractory brick wear mechanism was divided into its interactions with the slag on the hot face (surface) and the inside (infiltration). The influence of the refractory structure during the dissolution process, which is associated with superficial roughness and the interconnected porosity, is not considered in this discussion despite its importance. This study was focused on the effect of slag composition on refractory degradation; thus, the refractory characteristics do not represent a variable and were not considered. All the experiments were carried out with the same type of refractory material to ensure standardized results.
4.1. Refractory Structure Dissolution by Infiltrated Slag
The dissolution of the solid grains, i.e., the parts of the refractory brick, into the infiltrated molten slag can be explained in terms of a physicochemical phenomenon that is kinetically controlled by a chemical reaction. This takes place at a significantly higher rate than the transport of products. Then, the corrosion rate is governed by molecular diffusion [
13]. The mass diffusion flow through a boundary layer can be described by Fick’s first law, see Equation (2).
where J is the diffusion flux, D is the diffusivity or the diffusion coefficient, C
∞ and C
i are the concentrations in the bulk and on the interface, respectively, x corresponds to the position in the system (length from the solid surface), and δ’ is the boundary layer. The latter could be calculated by correlating the results obtained from the laboratory tests, and according to several investigations concerning corrosion in ceramics and refractories, it can be represented by Equation (3). This is widely accepted for cylindrical geometries in the presence of natural convection as is the case for the existing pores inside refractory bricks [
14].
where g is the gravity acceleration, R is the pore radius, D is the diffusivity, μ is the kinematic viscosity, and (
) is the difference in density of the fluid at the interface and at the bulk. The exponential term corresponds to the correction factor for cylindrical surfaces introduced by Elenbaas. Therefore, according to Equation (2), the corrosion rate is determined by the following factors:
Diffusion coefficient D: If the activation energy is known, the effect of temperature on it can be inferred. Equation (4) is a widely used estimation for fayalitic slags [
13]:
The thickness of the boundary diffusion layer: When the dissolved component diffuses into the molten phase, the boundary layer (δ′) increases and the gradient concentration (C∞ − Ci) decreases; therefore, the corrosion, represented by diffusion flux, is lower. In addition, low viscosity molten phases result in higher mass diffusion rates because they form thinner boundary layers.
According to this analysis, the refractory dissolution by the infiltrated doped slag can be mainly explained by the composition of the molten phase. Even when the Fe/SiO2 ratio in fayalite slags can be adjusted considering the silica contained in the gangue of the copper sulfide concentrates, there are other relevant oxides from the clay minerals that change the slag properties.
Al2O3 is a basic oxide that, at certain levels, decreases the viscosity of fayalite slags. Therefore, according to Equation (3), it reduces the thickness of the boundary layer, promoting the dissolution of the refractory brick. Here, some brick compounds dissolve into the infiltrated slag. In addition, this releases FeO, which is incorporated into the refractory brick structure.
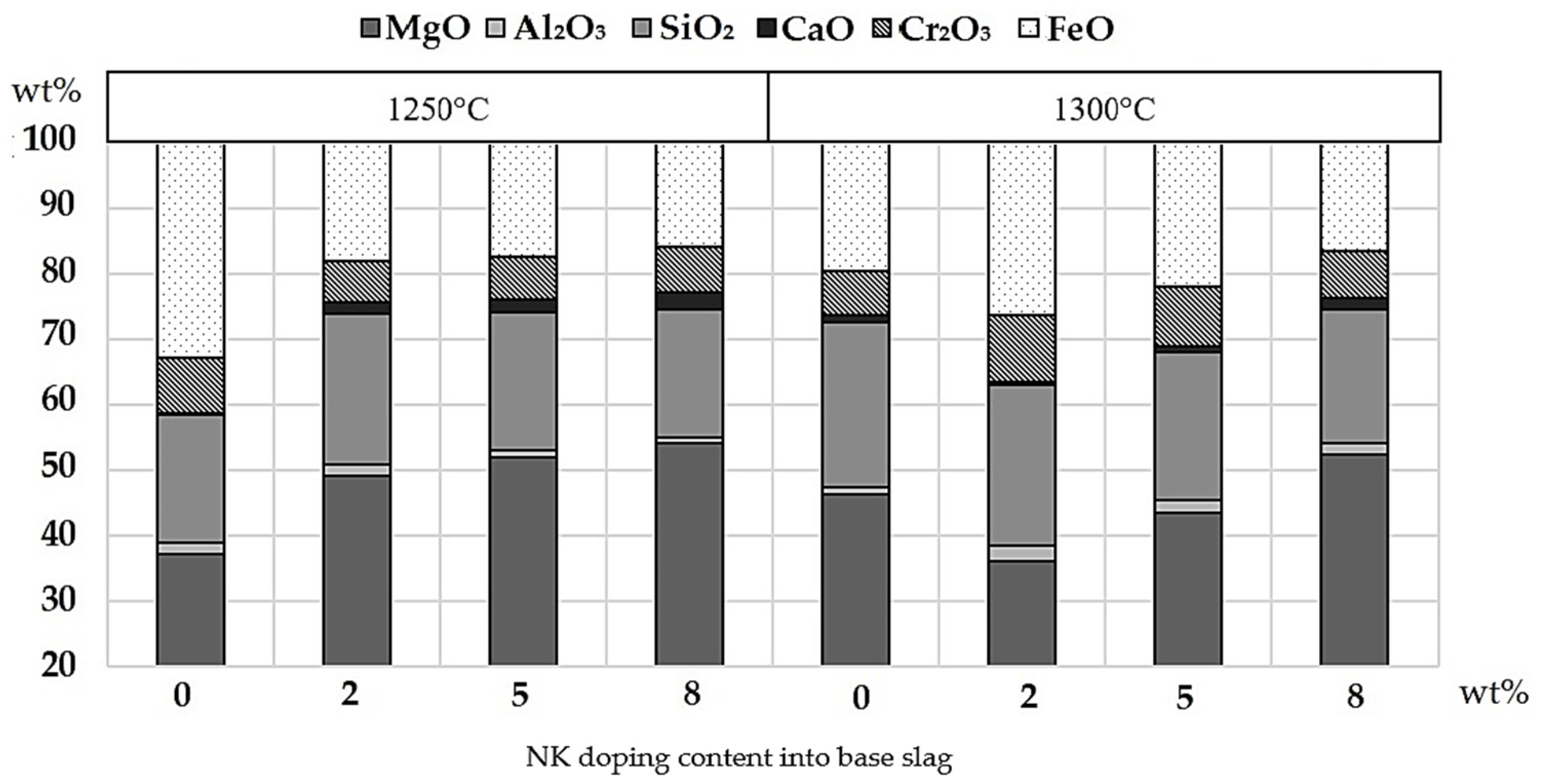
In comparison to M10 doping, the higher initial content of Al2O3 in the NK slag strongly decreases the viscosity of the slag, which also increases the infiltration depth, causing higher dissolution within the pores of the brick. This effect decreases as the doping content increases because aluminum saturation is reached in the molten phase, promoting the formation of aluminum spinel and increasing the slag viscosity.
The effect of temperature on refractory brick dissolution into the infiltrated slag is represented by Equation (4), where the diffusivity values for fayalite slag at 1250 and 1300 °C are 7.46 × 10−13 and 1.13 × 10−12 [m2/s], respectively. Thus, complementing this with Equation (3), it can be observed that the increase in temperature not only decreases the viscosity of the molten phase but also intrinsically increases the diffusivity, promoting the dissolution rate of the brick.
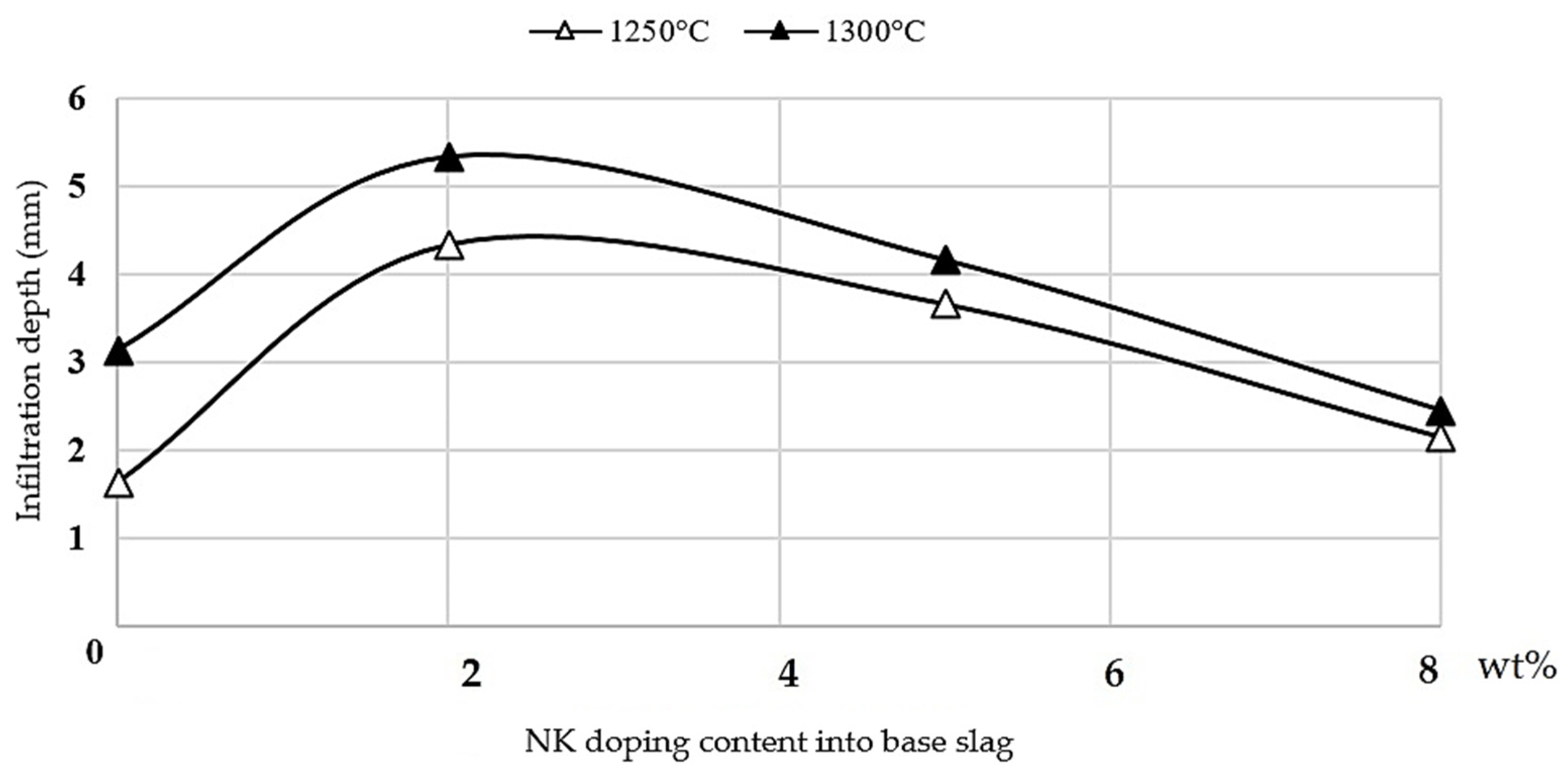
The effect of higher temperature on brick dissolution was corroborated for all the M10-doped slags; however, in the case of the NK-doped slag, it was not always higher than the fayalite-based slag for the 2 and 5 wt% dopings, as is shown in
Figure 8. This was due to the concentration gradient quickly reducing inside the pores, mitigating the effect of the higher temperature and finally decreasing the dissolution rate of the brick.
4.2. Infiltration by Molten Slag
It is possible to obtain an expression for the slag infiltration rate using a dynamic force balance inside the refractory pores and considering a cylindrical control volume, where the capillary and metallostatic forces compete with the internal and viscous forces. Equation (5) represents the molten slag infiltration rate through a pore (V
p). This mainly depends on the distance from the hot face (x), the surface tension (
), the pore radius (R), the pore radius variable (r), the contact angle (
,) and the kinematic viscosity of the slag (μ).
According to Equation (5), Vp decreases as the distance from the hot face increases, where the internal gas pressure increases considerably because the available space is reduced. On the other hand, if the infiltrated slag viscosity decreases inside the pore, the infiltration rate increases since both parameters are inversely proportional.
Therefore, the infiltrated slag reaches its maximum infiltration level when: (i) the pore length ends; (ii) the liquid reaches the critical solidification isotherm; (iii) the molten slag has an inertial force equal to the dynamic and capillary forces, according to its viscosity; or (iv) the infiltration rate is so low that it can be considered zero.
During the laboratory experiments, the temperature inside the refractory drill cores could be assumed to be constant because it was determined by the internal temperature of the furnace. Therefore, it was unlikely that the slag infiltrating through the core reached the critical solidification isotherm. In the case of the length of the pore and the internal pressure of the brick, they were common variables for all the experiments, and therefore, they do not represent a comparative argument on the infiltration results. Thus, the infiltration phenomenon is determined exclusively by the viscosity of the molten phase.
As was previously explained, the doped molten slag is more fluid than the fayalite-based slag due to the presence of basic oxide provided by the clay minerals. This slag infiltrates the refractory material and the dissolution from the brick begins, providing magnesium, aluminum, and chromium ions to the infiltrated molten slag phase.
The low initial viscosity accelerates the dissolution process of the brick, quickly promoting ion saturation and then, from a certain critical concentration, exponentially increases the slag viscosity [
15]. This phenomenology may explain the behavior observed during the experiments, in which an increase in the content of clay minerals did not imply higher infiltration of the slag into the brick. In fact, the latter decreased for the highest clay doping levels.
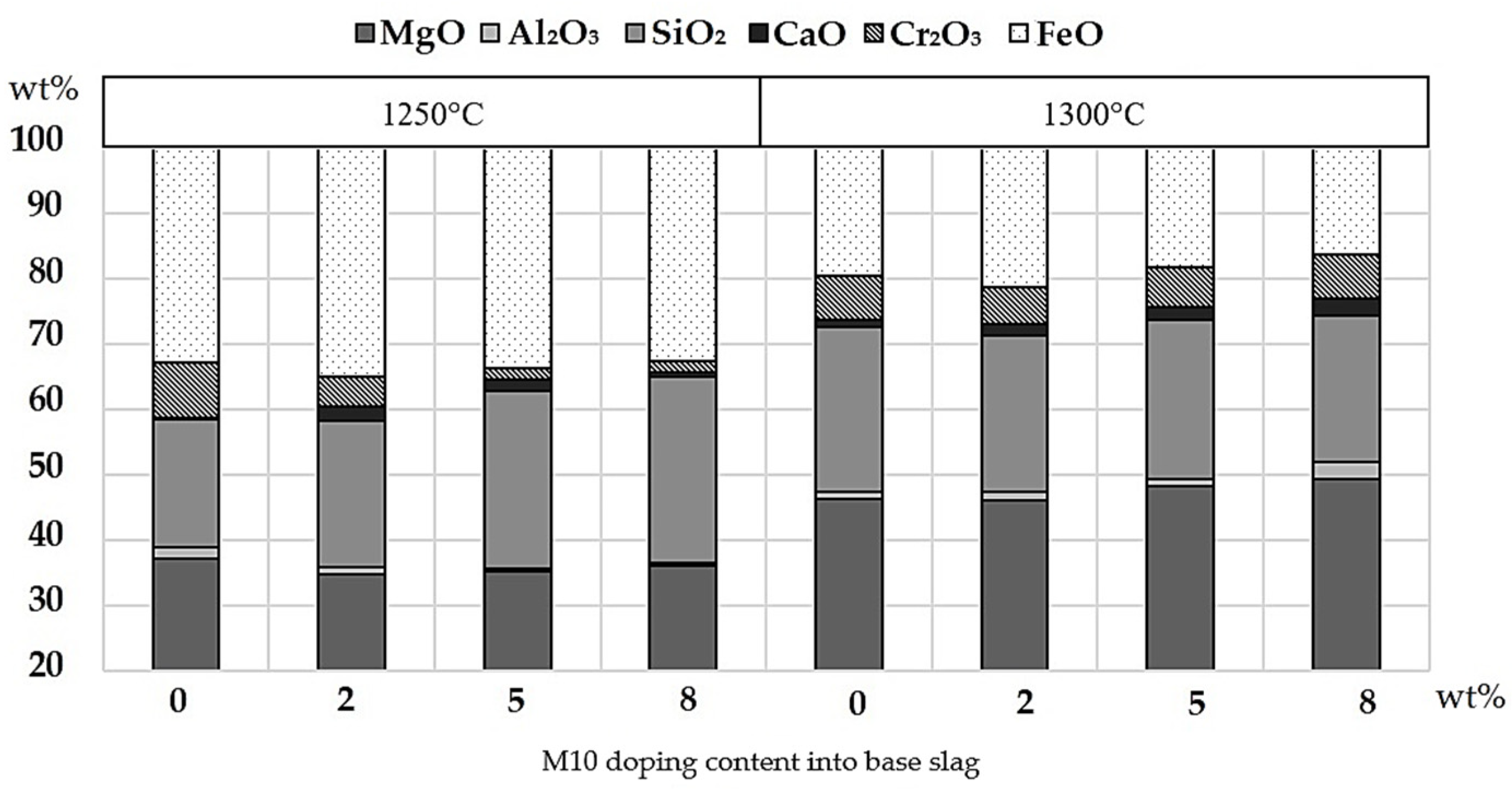
As compared with the base case, the infiltration increased with the addition of 2 wt% M10 doping due to the incorporation of basic (MgO-Al
2O
3) oxides into the molten phase, which decreased its viscosity, promoting fluidity. Nevertheless, with the increased presence of M10 (5 and 8 wt%) there was a faster contribution from both the basic oxides from the clay doping and (MgO) from the refractory material, which strongly increased slag viscosity, stopping infiltration faster than in the base slag. This behavior was also previously reported by Kowalczyk [
15].
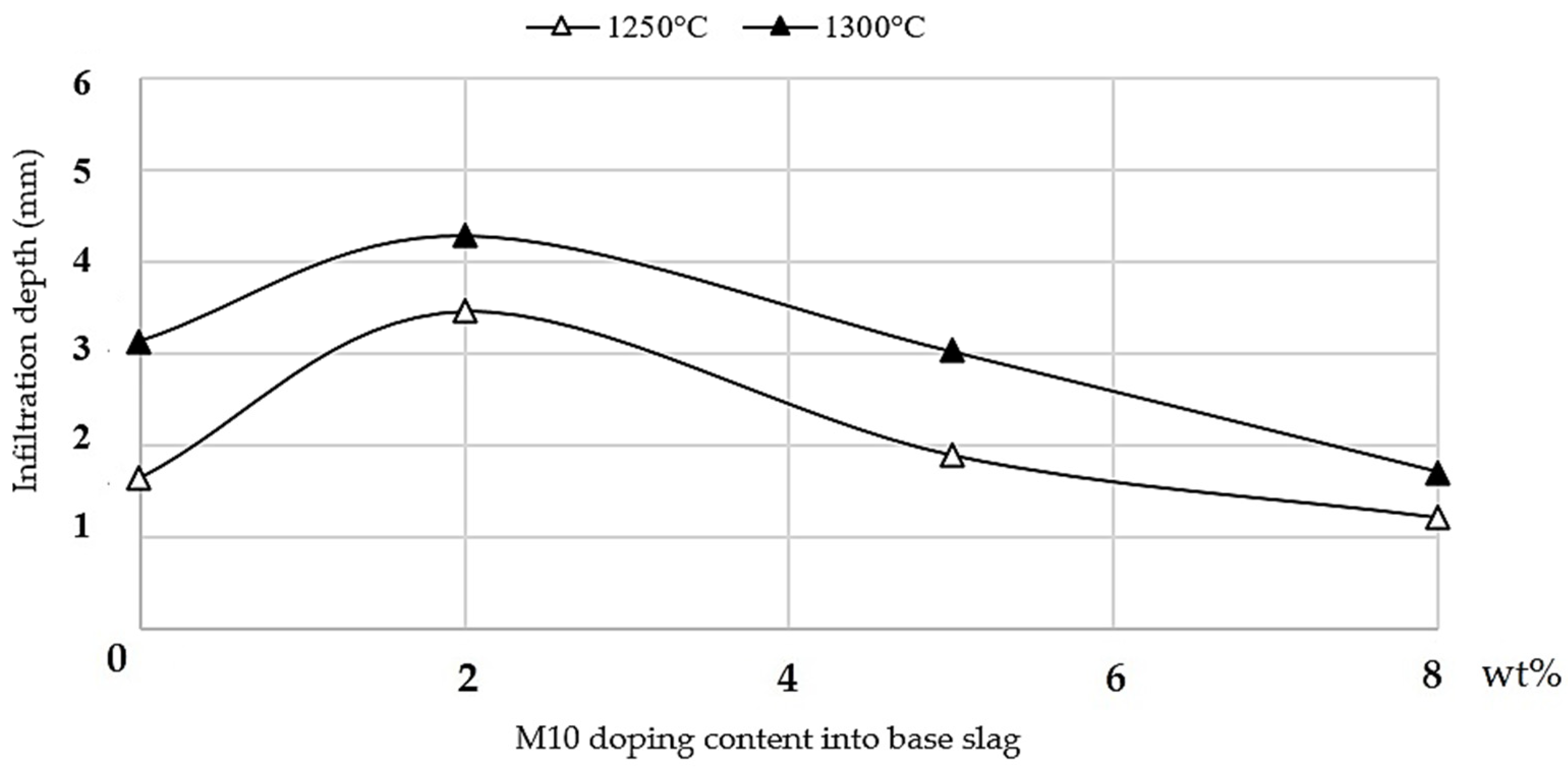
On the other hand, for the experiments with NK doping at 1250 °C, the infiltration level was always higher than with the fayalite-based slag due to the decrease in the viscosity. In addition, when the experimental temperature was 1300 °C, the same trend as that described for the M10-doped slag was observed. As was already established, the NK-doped slag exhibited a lower viscosity and, therefore, higher infiltration into the brick than the M10-doped slag.
The effect of temperature on the infiltration level is related to the viscosity of the molten slag phase. As can be observed in
Figure 6 and
Figure 9, for the M10- and NK-doped slags, respectively, higher temperatures decrease the viscosity and increase the infiltration by increasing the porosity of the refractory material.
4.3. Chemical Dissolution on the Refractory Hot Face
The dissolution process on the surface of the refractory material has one different characteristic when compared to the dissolution process in the structure inside the pores, as described in
Section 4.1. On the surface, dissolution takes place in three consecutive stages:
The reactants are transported to the interface;
The reaction takes place at the interface;
The products are transported out of the interface.
Therefore, when the phenomenon occurs on the surface, one stage is added to the dissolution process, establishing a new kinetic parameter related to the transport of the reactants to the refractory surface. In any case, the transport of the products outside the interface represents the limiting stage for the dissolution rate. Molecular diffusion can also be represented by Fick’s first laws, see Equation (2).
According to the present experimental arrangement, the radii of the core perforations were larger than those of the refractory pores; therefore, the diffusion boundary layer on the refractory surface was thicker, decreasing the mass diffusion flux and the corresponding refractory brick wear.
Inside the core perforations, the slag exhibited natural convection movement due to the difference in its density in the bulk. This was also the case close to the refractory surface (caused by the dissolution process), which always resulted in a laminar flow. This movement establishes a velocity gradient, which ranges from a maximum in the molten slag bulk to a minimum, i.e., close to zero, caused by the adhesion condition at the refractory wall.
For the fayalite slag, the dynamic viscosity is much larger than the mass diffusivity. It was reported that the velocity boundary layer thickness is generally over 10 times that of the mass boundary layer [
14], which results in an extremely slow velocity for quasi-stationary slag during natural convection and the dissolution rate of the refractory brick being controlled by molecular diffusion.
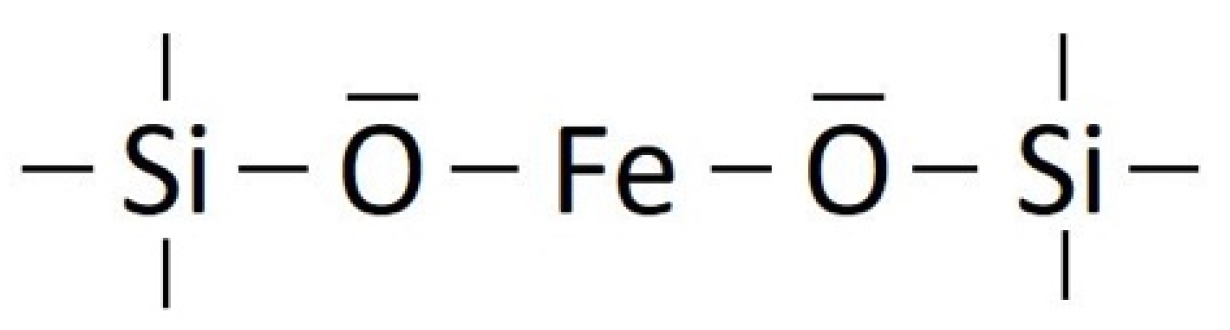
Studies exploring the behavior of the viscosity of fayalite slag in relation to the Fe/SiO
2 ratio show that, for a value close to 1.5, there is a specific maximum of viscosity at 1250 °C [
16]. This phenomenon is attributed to the cation bridge associated with Fe
2+ and tetrahedra SiO
44+, as shown in
Figure 11.
Concerning the doping effect, the presence of M10 at 1250 °C promotes the dissolution of magnesia from the refractory brick into the molten slag, but according to the results, there was an exception when the doping content was 2 wt%. This may be attributed to the Mg
+2 contribution from the doping, which promotes the formation of a polymerized slag structure (
Figure 12), increasing its viscosity and peaking and delaying the dissolution of the refractory brick, as shown in
Figure 7.
When the M10 doping content was 5 and 8 wt%, the cation effect disappeared due to the increase in the interionic forces present in the molten slag. From this point, at 1250 °C, the dissolution of the refractory brick was promoted by the presence of the M10.
Regarding the effect of a higher temperature, it is important to recognize that the polymerized slag structure is easily destroyed at 1300 °C because the ions acquire more energy [
16], justifying the behaviors obtained in this study, as shown in
Figure 7.
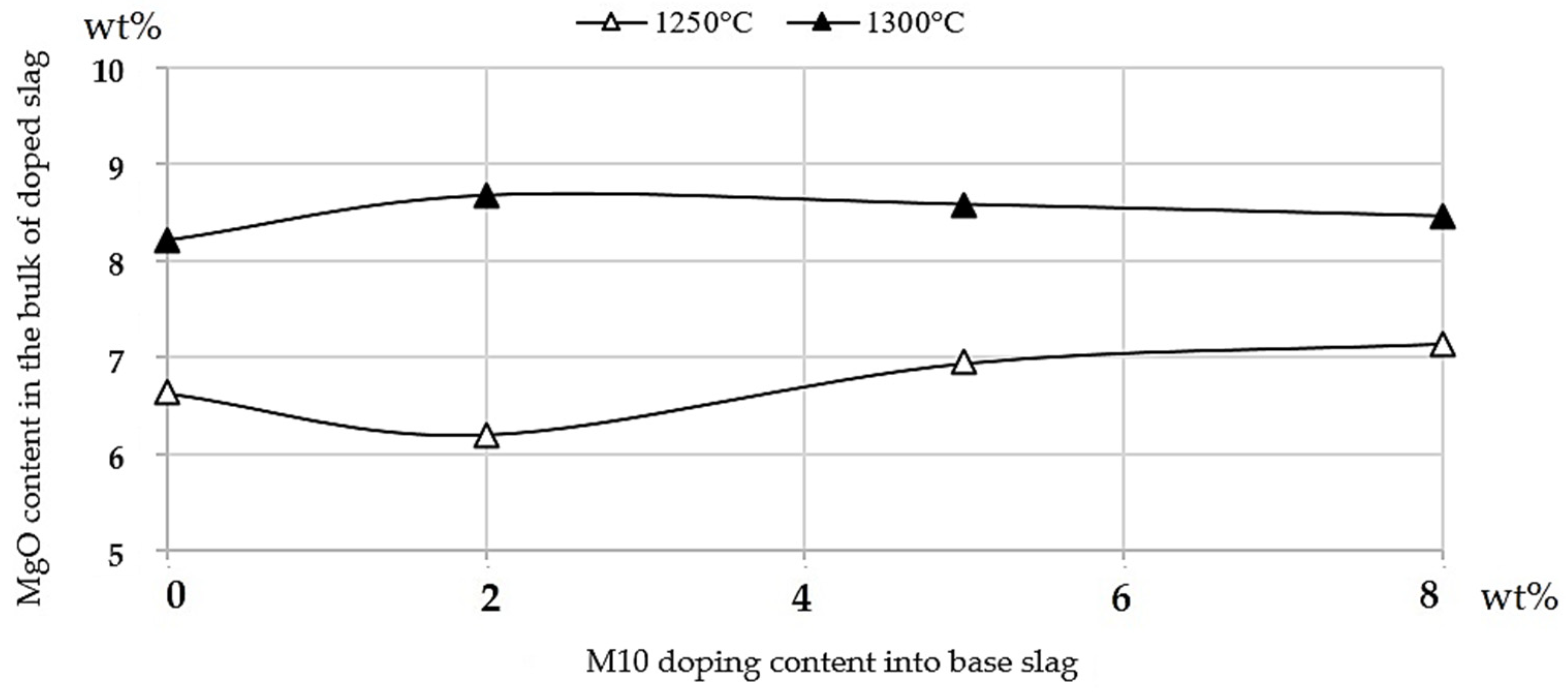
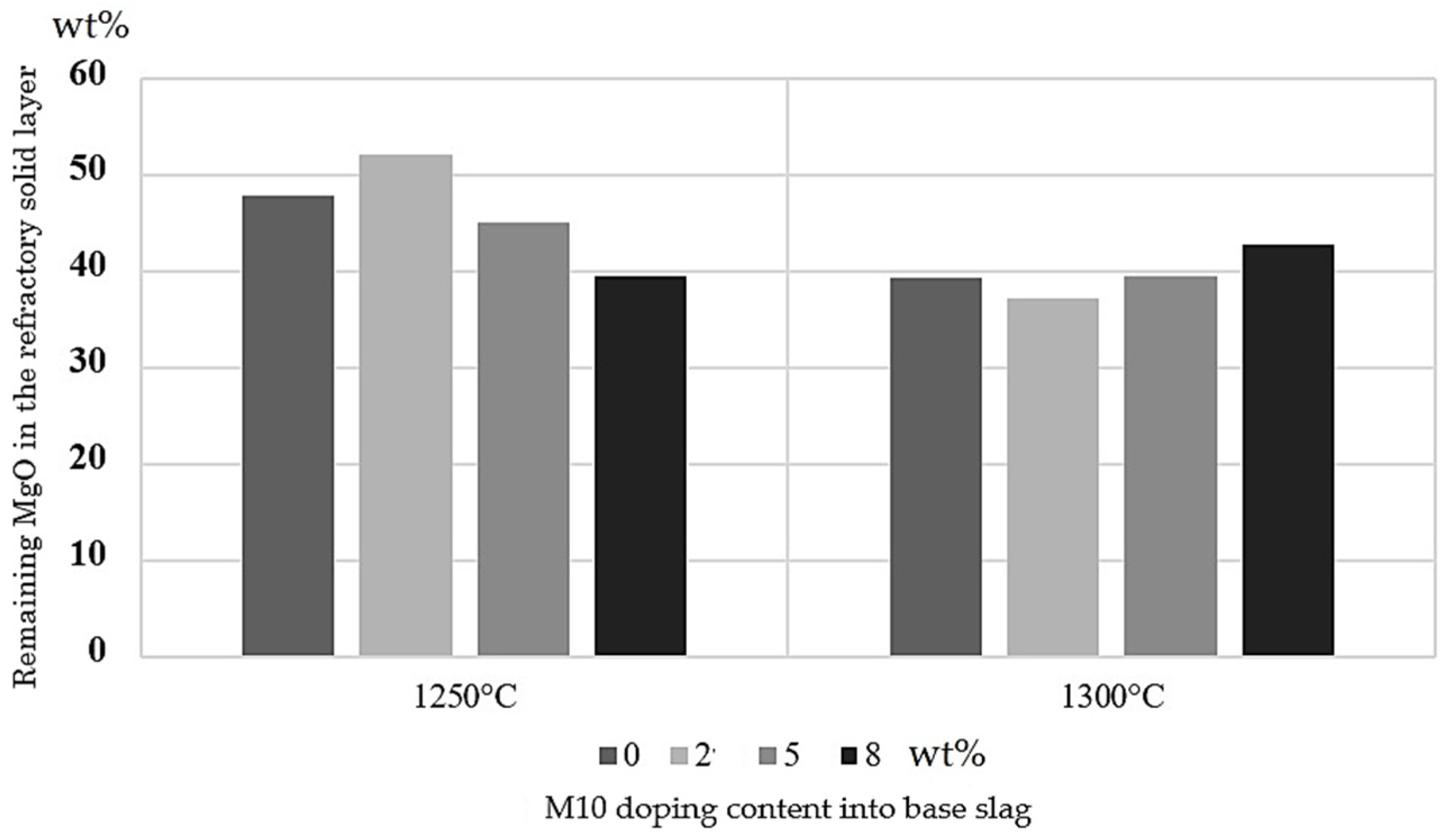
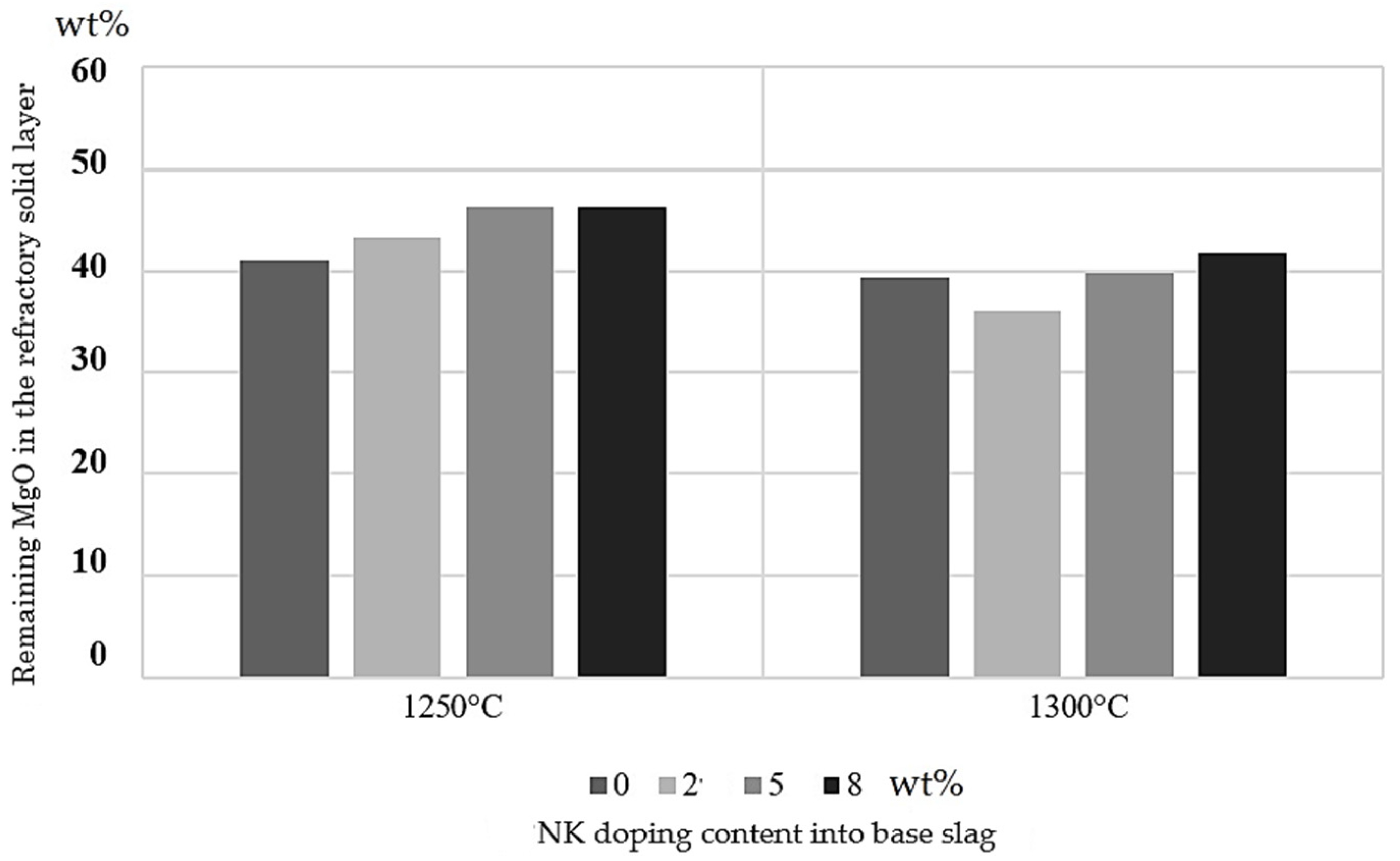
Figure 13 shows the remaining MgO content in the SLR on the refractory hot face that was present as the magnesium spinel was formed by the interaction between the brick surface and the M10-doped slag. The dissolution behavior of the magnesia from the brick, previously described and shown in
Figure 7, is consistent with its remnants observed in the solid hot face of the refractory brick. When the dissolution of the brick increases, the remaining MgO in the hot face decreases.
At 1300 °C, the lower initial viscosity of the molten slag promoted by the basic oxide from the M10 doping and the higher temperature accelerated the refractory dissolution, as compared with the case at 1250 °C, but only in the infiltrated slag in contact with the hot face of the brick (in a steady-state condition). This decreased the magnesia concentration gradient generated between that zone and the molten slag phase near the interface.
Finally, it was observed that the dissolution of MgO from the refractory material into the molten-doped slag decreased as the M10 doping content increased, but the concentration of magnesia was always higher as compared with the base case. This behavior is consistent with the increasing quantities of magnesia that remained in the SLR, as shown in
Figure 13.
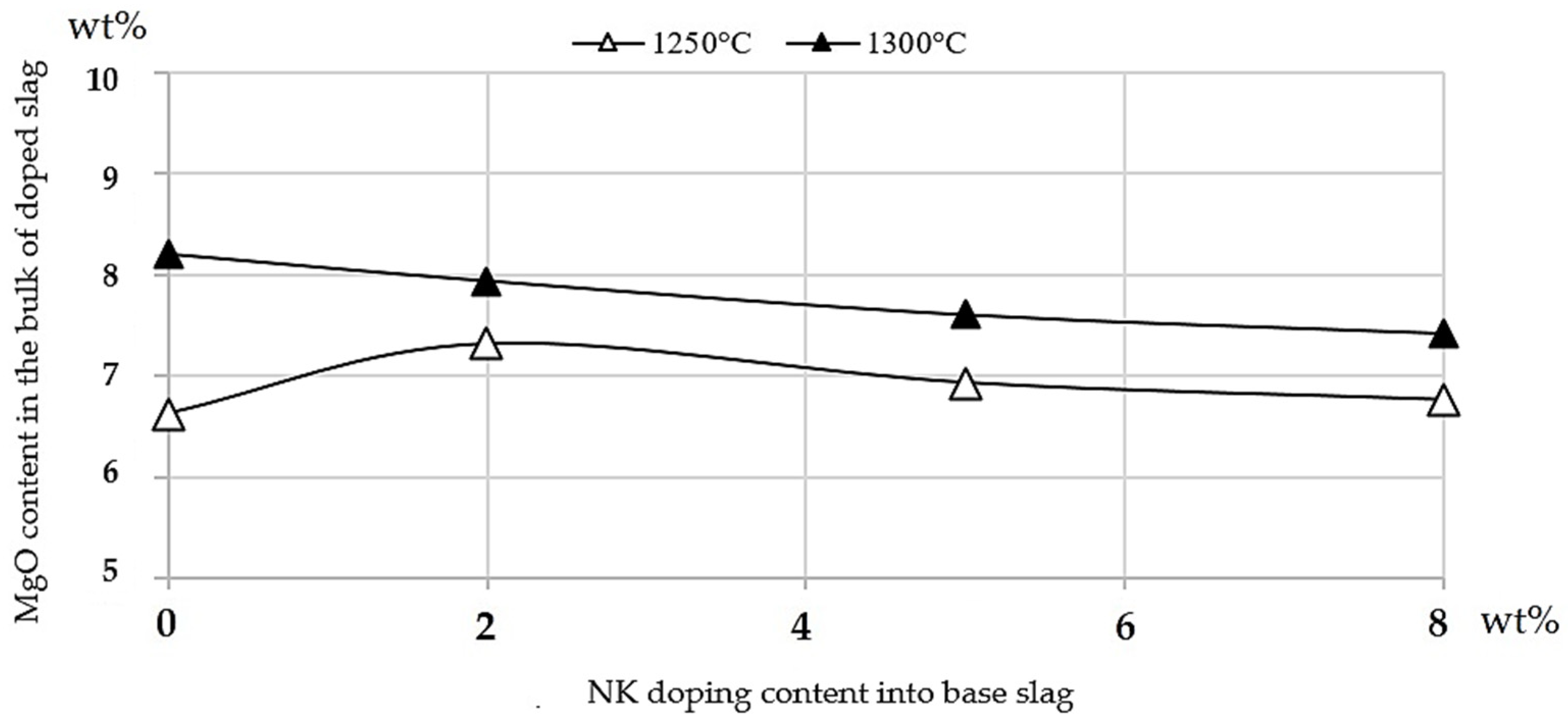
For the NK doping, as the NK doping increased the dissolution of magnesia from the refractory hot face into the doped slag decreased for both experimental temperatures. Although the trends are similar, the refractory dissolution was stronger at 1300 °C because the viscosity decreased and both the solubility and the liquid area of the slag increased, as was expected.
According to
Figure 14, it is possible to observe that, at 1250 °C, the highest dissolution was seen for the fayalite-based slag; however, in contrast to
Figure 10, this case was observed to have the lowest content of magnesia in the bulk at the end of the experiment. This may be explained because, for a steady-state condition, the molten slag is not fluid enough, and the MgO remains close to the refractory face and does not diffuse into the bulk. The reaction mainly occurs close to the boundary layer, as can be corroborated by
Figure 9, which shows the lowest level of infiltration.
It is important to note that, for the same amount of doping, the NK-doped slag exhibited almost double the Al2O3 content as compared with the M10-doped slag. For this reason, at 2 wt% of the MK doping, the larger amount of aluminum ions reduced the magnetite in the slag, decreasing viscosity, promoting infiltration, and allowing the magnesia from the refractory material to quickly move to the bulk of the slag through a more fluid molten phase. For higher levels of doping, aluminum spinels appeared, increasing viscosity and slowing down MgO dissolution.
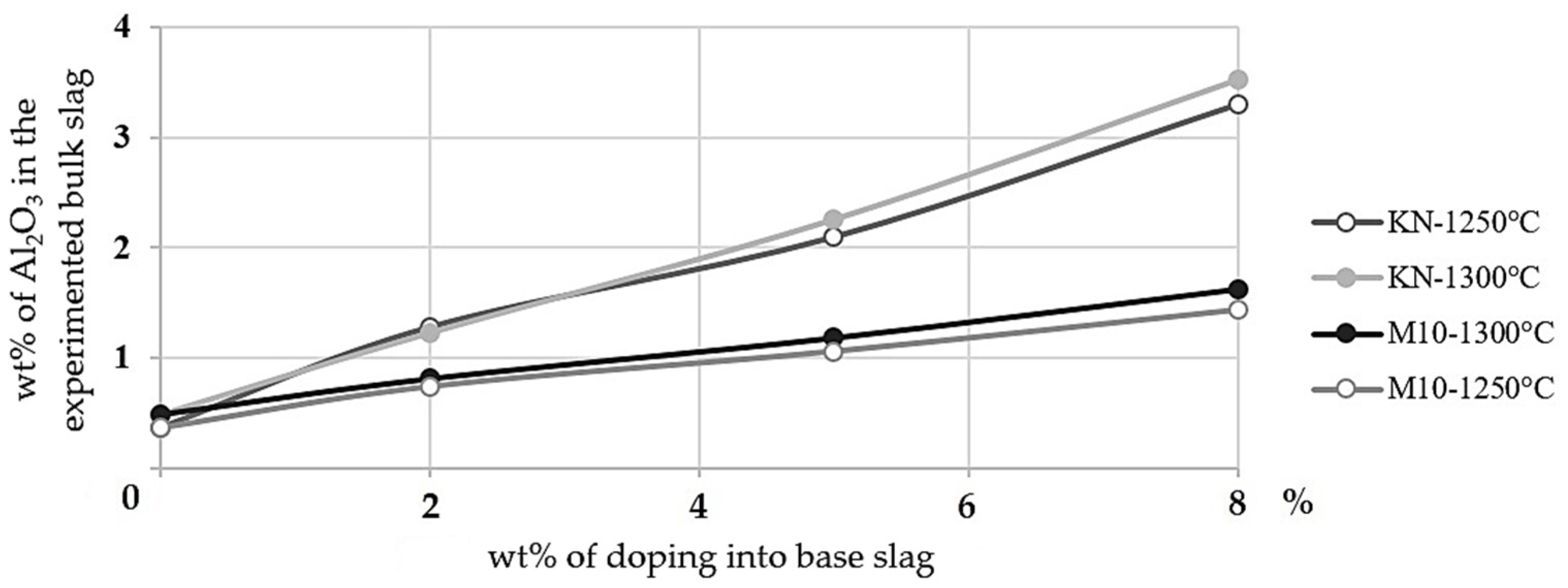
Finally,
Figure 15 shows the content of alumina in the slag as a function of the doping addition to the system at 1250 and 1300 °C. It can be clearly observed that, given the corresponding clay mineral doping composition, the NK-doped slag progressively increased the Al
2O
3 in the bulk slag as compared to the M10-doped slag and that the content was even larger at 1300 °C because the saturation shifted as the solubility increased at a higher temperature.


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}