
Review on Comprehensive Utilization of Magnesium Slag and Development Prospect of Preparing Backfilling Materials

Abstract
:1. Introduction
2. Sources and Physicochemical Properties of MS
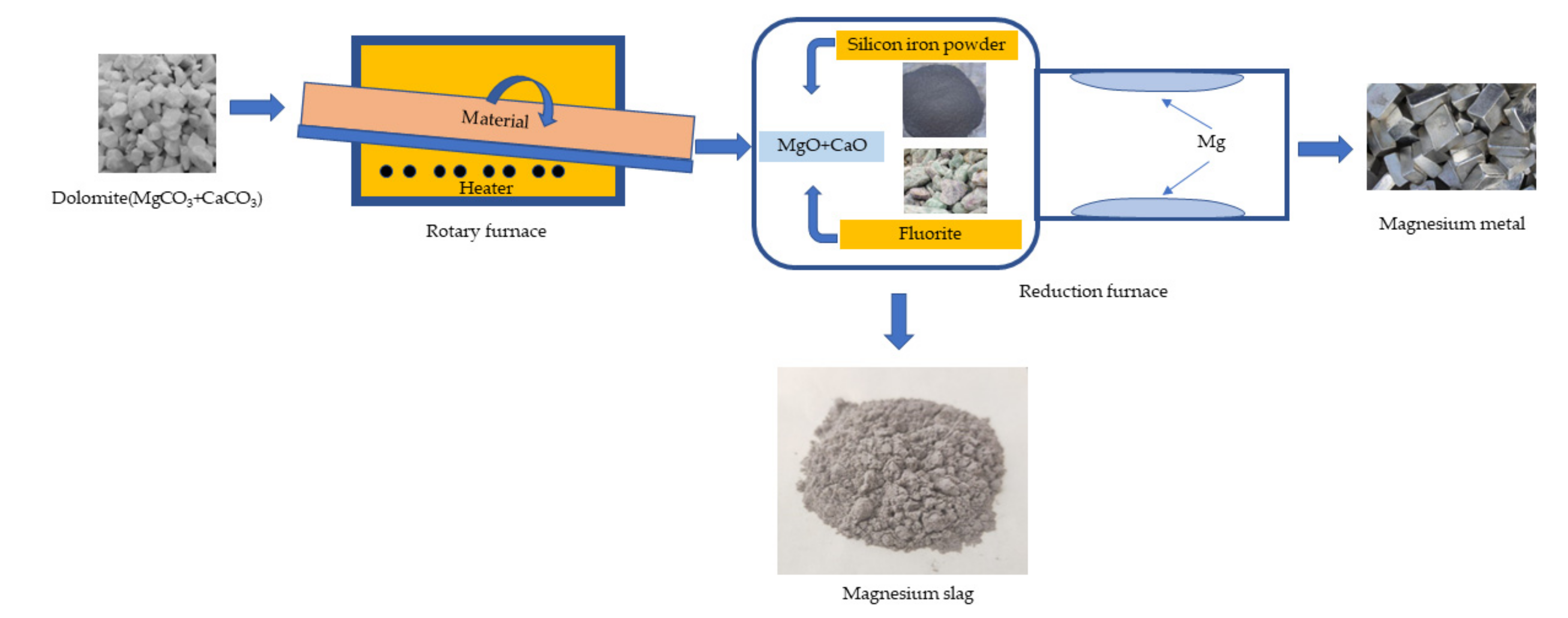
2.1. Main Sources
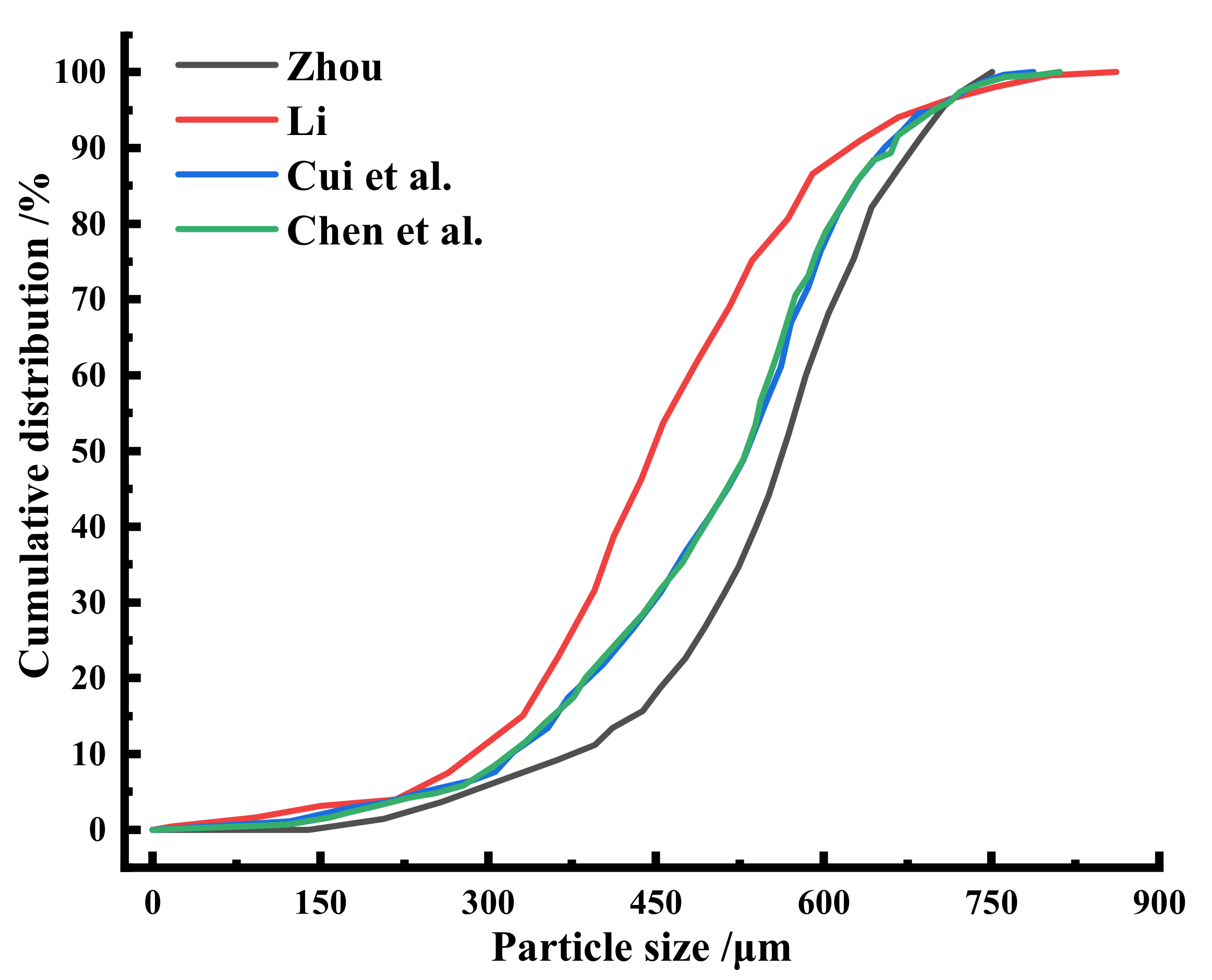
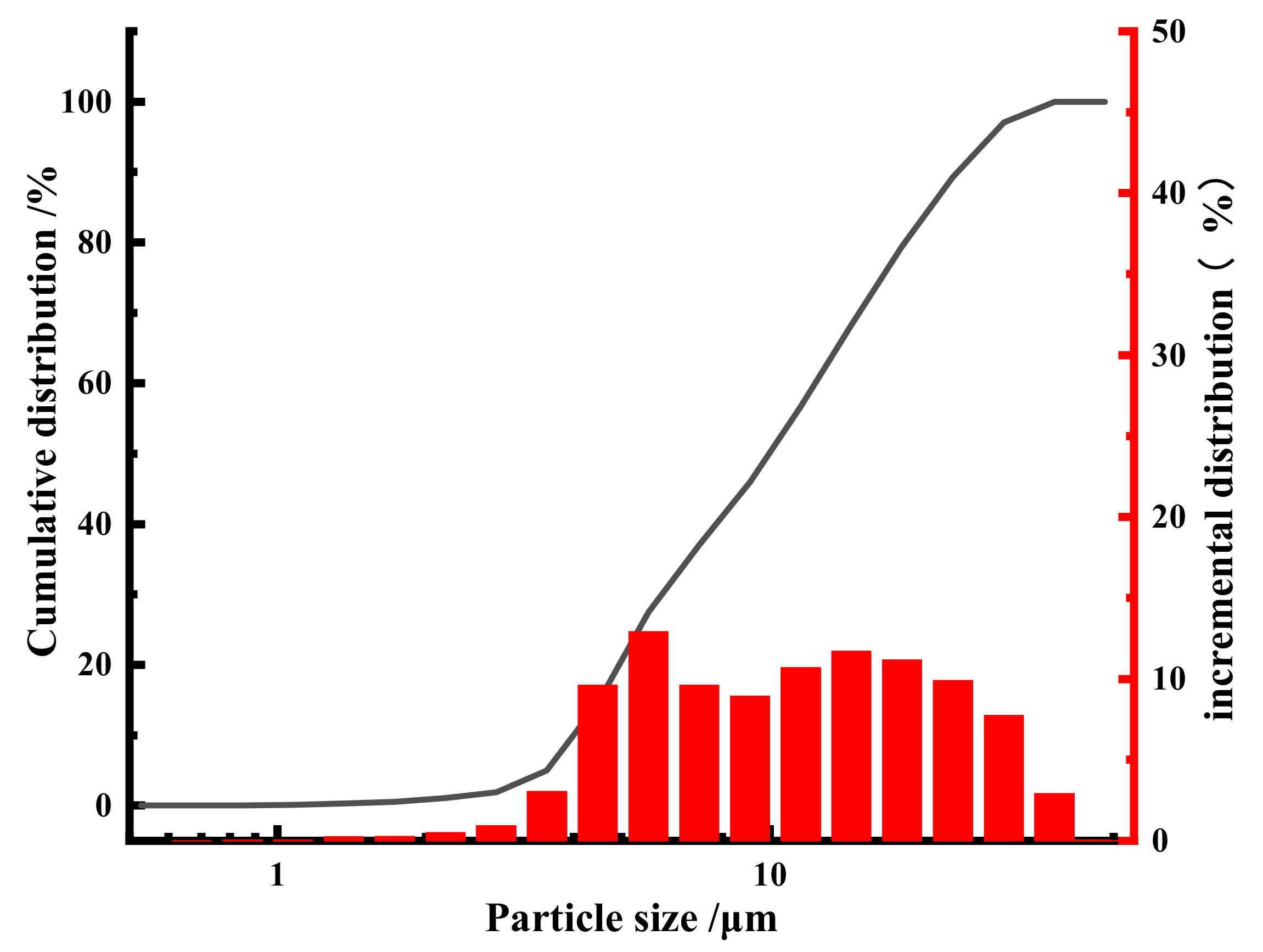
2.2. Physical Property
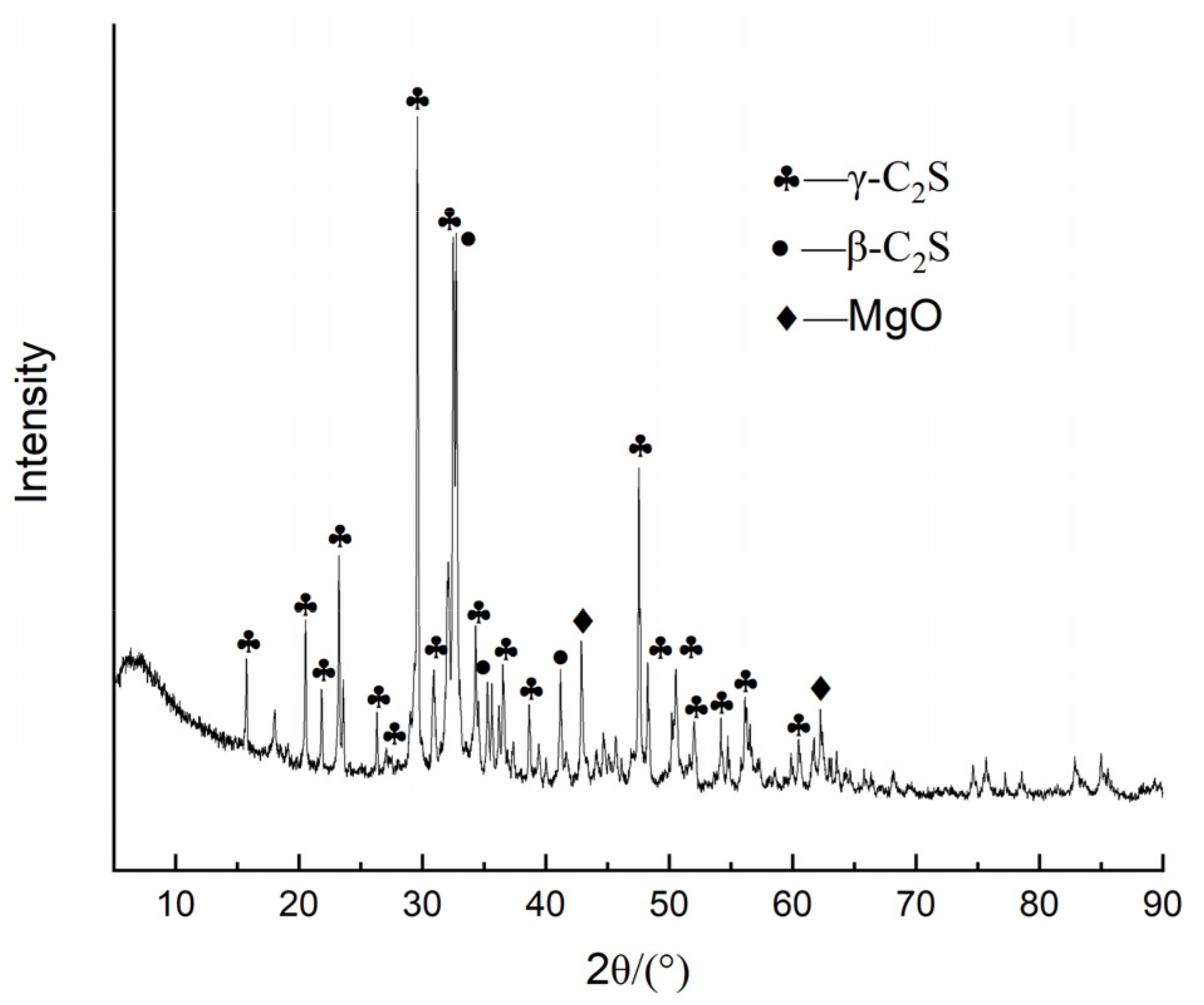
2.3. Chemical Composition
2.4. Activity Excitation and Hydration Properties
2.5. Carbonization
3. Hazards of MS
3.1. Harmful Components
3.2. Dust Pollution
4. Application of MS
4.1. Cement Admixture
4.2. Chemically Activated Cementitious Material
4.3. Clinker Sintering
4.4. Fertilizer
4.5. Calcined Porcelain
4.6. Inorganic Fiber
4.7. Desulfurization
5. Effect of MS on the Properties of Cementitious Materials and Concrete
5.1. Condensation Time and Workability
5.2. Mechanical Property
5.3. Durability
5.4. Volume Stability
5.5. Hydration Heat and Degree
6. Summary and Prospect
6.1. Large-Scale Utilization of MS
6.2. Conclusions and Prospect
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- You, J.; Wang, Y. Reduction Mechanism of Pidgeon Process of Magnesium Metal. Chin. J. Process Eng. 2019, 19, 560–566. [Google Scholar] [CrossRef]
- Pidgeon Method for Magnesium Smelting. Available online: http://www.chinamagnesium.org/index.php?v=listing&cid=102 (accessed on 28 September 2022).
- Yang, Q.; Engström, F.; Tossavainen, M.; He, M.; Wang, Z. AOD Slag Treatments to Recover Metal and to Prevent Slag Dusting. In Proceedings of the 7th Nordic-Japan Symposium on Science and Technology of Process Metallurgy, Stockholm, Sweden, 15–16 September 2005. [Google Scholar]
- Yang, Q.; Nedar, L.; Engström, F.; He, M. Treatments of AOD Slag to Produce Aggregates for Road Construction. In Proceedings of the Iron & Steel Technology Conference, AISTech 2006, Cleveland, OH, USA, 1–4 May 2006; pp. 1–4. [Google Scholar]
- Ghosh, S.N.; Rao, P.B.; Paul, A.K.; Raina, K. The Chemistry of Dicalcium Silicate Mineral. J. Mater. Sci. 1979, 14, 1554–1566. [Google Scholar] [CrossRef]
- Durinck, D.; Arnout, S.; Jones, P.; Blanpain, B.; Wollants, P. Global Slag Magazine, Strasbourg, France, 25–30 March 2008. pp. 25–30. Available online: https://www.globalslag.com/magazine (accessed on 28 September 2022).
- Branca, T.A.; Colla, V.; Valentini, R. A Way to Reduce Environmental Impact of Ladle Furnace Slag. Ironmak. Steelmak. 2009, 36, 597–602. [Google Scholar] [CrossRef]
- Xiang-Bin, X.U.; Cao, H.J. Research of Physicochemical Property of Magnesium Slag. China Nonferrous Metall. 2016, 45, 73–76. [Google Scholar]
- Zhou, P. Study on Preparation and Microstructure Characteristics of Modified Magnesium Slag-Based Backfill Material. Master’s Thesis, Xi’an University of Science and Technology, Xi’an, China, 2021. [Google Scholar]
- Li, S. The Study of Magnesium Slag on the Drying Shrinkage of Concrete. Master’s Thesis, Ningxia University, Yinchuan, China, 2015. [Google Scholar]
- Cui, Z.Z.; Chen, D.D.; Zhang, C. Autogenous Shrinkage of Concrete with Magnesium Slag and Fly Ash. Bull. Chin. Ceram. Soc. 2017, 36, 759–764. [Google Scholar]
- Chen, D.; Cui, Z. Effects of Magnesium Slag on the Autogenous Shrinkage of C30 Concrete. Ningxia Eng. Technol. 2017, 16, 158–160+164. [Google Scholar]
- Li, Y.; Fan, Y.; Chen, Z.; Cheng, F.; Guo, Y. Chemical, Mineralogical, and Morphological Characteristics of Pidgeon Magnesium Slag. Environ. Eng. Sci. 2016, 33, 290–297. [Google Scholar] [CrossRef]
- Djokic, J.; Minic, D.; Kamberovic, Z.; Petkovic, D. Impact Analysis of Airborn Pollution Due to Magnesium Slag Deposit and Climatic Changes Condition. Ecol. Chem. Eng. 2012, 19, 439. [Google Scholar] [CrossRef] [Green Version]
- Han, F.L.; Yang, Q.X.; Wu, L.E.; Guo, S.W. Treatments of Magnesium Slag to Recycle Waste from Pidgeon Process. In Advanced Materials Research; Trans Tech Publications Ltd.: Wollerau, Switzerland, 2012; Volume 418, pp. 1657–1667. [Google Scholar]
- Cui, Z.; Yang, J. Study on Hydration Inertia Mechanism of Magnesium Slag. New Build. Mater. 2007, 158, 337–339. [Google Scholar] [CrossRef] [Green Version]
- Peng, X.; Wang, K.; Li, J.; Yu, Z.; Wang, S. Hydraulic Potential Stimulation and Bricks Preparation of Magnesium Slag. J. Chongqing Univ. 2013, 36, 48–52. [Google Scholar]
- Vadala, M.L.; Rutnakornpituk, M.; Zalich, M.A.; St Pierre, T.G.; Riffle, J.S. Block Copolysiloxanes and Their Complexation with Cobalt Nanoparticles. Polymer 2004, 45, 7449–7461. [Google Scholar] [CrossRef]
- Mo, L.; Hao, Y.; Liu, Y.; Wang, F.; Deng, M. Preparation of Calcium Carbonate Binders via CO2 Activation of Magnesium Slag. Cement Concrete Res. 2019, 121, 81–90. [Google Scholar] [CrossRef]
- Feng, G.; Nie, Z.; Wang, Z.-H.; Gong, X.-Z.; Zuo, T.-Y. Assessing Environmental Impact of Magnesium Production Using Pidgeon Process in China. Trans. Nonferrous Metals Soc. China 2008, 18, 749–754. [Google Scholar]
- Ramakrishnan, S.; Koltun, P. Global Warming Impact of the Magnesium Produced in China Using the Pidgeon Process. Resour. Conserv. Recycl. 2004, 42, 49–64. [Google Scholar] [CrossRef] [Green Version]
- Mao, J. Using Magnesium Reducing Slag to Produce Ca-Mg-Si Compound Fertilizer and Its Applied Basic Research. Ph.D. Thesis, Taiyuan University of Technology, Taiyuan, China, 2016. [Google Scholar]
- Wang, X.; Xiang, Y.A.N.; Li, X. Environmental Risks for Application of Magnesium Slag to Soils in China. J. Integr. Agric. 2020, 19, 1671–1679. [Google Scholar] [CrossRef]
- Wu, L.; Yang, Q.; Han, F.; Du, C. Dusting Control of Magnesium Slag Produced by Pidgeon Process. In AIP Conference Proceedings; American Institute of Physics: College Park, MD, USA, 2013; Volume 1542, pp. 1282–1285. [Google Scholar]
- Peng, X.; Wang, K.; Gong, M.; Huang, W.; Wang, S. Properties of Portland Cement with Magnesium Slag. Civ. Constr. Environ. Eng. 2011, 33, 140–144. [Google Scholar]
- Deng, J.; Chen, X.; Guo, Y. Effect of Magnesium Slag and Blast Furnace Slag on Properties of Composite Cement. J. Xi’an Univ. Sci. Technol. 2008, 28, 735–739. [Google Scholar]
- Ji, G.; Peng, X.; Wang, S.; Hu, C.; Ran, P.; Sun, K.; Zeng, L. Influence of Magnesium Slag as a Mineral Admixture on the Performance of Concrete. Constr. Build. Mater. 2021, 295, 123619. [Google Scholar] [CrossRef]
- Cai, J.W.; Gao, G.L.; Bai, R.Y.; Lu, F.; Li, L. Research on Slaked Magnesium Slag as a Raw Material and Blend for Portland Cement. In Advanced Materials Research; Trans Tech Publications Ltd.: Wollerau, Switzerland, 2011; Volume 335, pp. 1246–1249. [Google Scholar]
- Oliveira, C.; Gumieri, A.G.; Gomes, A.M.; Vasconcelos, W.L. Characterization of Magnesium Slag Aiming the Utilization as a Mineral Admixture in Mortar. In Proceedings of the International RILEM Conference on the Use of Recycled Materials in Buildings and Structures, Barcelona, Spain, 8–11 November 2004. [Google Scholar]
- Mola-Abasi, H.; Shooshpasha, I. Influence of Zeolite and Cement Additions on Mechanical Behavior of Sandy Soil. J. Rock Mech. Geotech. Eng. 2016, 8, 746–752. [Google Scholar] [CrossRef] [Green Version]
- Jahandari, S.; Saberian, M.; Tao, Z.; Mojtahedi, S.F.; Li, J.; Ghasemi, M.; Rezvani, S.S.; Li, W. Effects of Saturation Degrees, Freezing-Thawing, and Curing on Geotechnical Properties of Lime and Lime-Cement Concretes. Cold Reg. Sci. Technol. 2019, 160, 242–251. [Google Scholar] [CrossRef]
- Saberian, M.; Jahandari, S.; Li, J.; Zivari, F. Effect of Curing, Capillary Action, and Groundwater Level Increment on Geotechnical Properties of Lime Concrete: Experimental and Prediction Studies. J. Rock Mech. Geotech. Eng. 2017, 9, 638–647. [Google Scholar] [CrossRef]
- Jahandari, S.; Li, J.; Saberian, M.; Shahsavarigoughari, M. Experimental Study of the Effects of Geogrids on Elasticity Modulus, Brittleness, Strength, and Stress-Strain Behavior of Lime Stabilized Kaolinitic Clay. GeoResJ 2017, 13, 49–58. [Google Scholar] [CrossRef]
- Jahandari, S.; Saberian, M.; Zivari, F.; Li, J.; Ghasemi, M.; Vali, R. Experimental Study of the Effects of Curing Time on Geotechnical Properties of Stabilized Clay with Lime and Geogrid. Int. J. Geotech. Eng. 2019, 13, 172–183. [Google Scholar] [CrossRef]
- Lu, F.; Bai, R.Y.; Cai, J.W. Study on Clinker Production Using Magnesium Slag on a 4500tpd Line. In Advanced Materials Research; Trans Tech Publications Ltd.: Wollerau, Switzerland, 2013; Volume 690, pp. 724–727. [Google Scholar]
- Amini, O.; Ghasemi, M. Laboratory Study of the Effects of Using Magnesium Slag on the Geotechnical Properties of Cement Stabilized Soil. Constr. Build. Mater. 2019, 223, 409–420. [Google Scholar] [CrossRef]
- Louati, S.; Baklouti, S.; Samet, B. Geopolymers Based on Phosphoric Acid and Illito-Kaolinitic Clay. Adv. Mater. Sci. Eng. 2016, 2016, 2359759. [Google Scholar] [CrossRef] [Green Version]
- Tchakouté, H.K.; Rüscher, C.H. Mechanical and Microstructural Properties of Metakaolin-Based Geopolymer Cements from Sodium Waterglass and Phosphoric Acid Solution as Hardeners: A Comparative Study. Appl. Clay Sci. 2017, 140, 81–87. [Google Scholar] [CrossRef]
- Xiao, L.G.; Luo, F.; Li, R.B.; Liu, C.Y. The Study of Alkaline-Activated Magnesium Slag Cementitious Material. In Key Engineering Materials; Trans Tech Publications Ltd.: Wollerau, Switzerland, 2012; Volume 517, pp. 363–366. [Google Scholar]
- Li, H.; Huang, Y.; Yang, X.; Jiang, Z.; Yang, Z. Approach to the Management of Magnesium Slag via the Production of Portland Cement Clinker. J. Mater. Cycles Waste Manag. 2018, 20, 1701–1709. [Google Scholar] [CrossRef]
- Xiao, L.G.; Wang, S.Y.; Luo, F. Status Research and Applications of Magnesium Slag. J. Jilin Inst. Arch. Civ. Eng. 2008, 1, 1–7. [Google Scholar]
- Li, Y.; Cheng, F. Synthesis of a Novel Slow-Release Potassium Fertilizer from Modified Pidgeon Magnesium Slag by Potassium Carbonate. J. Air Waste Manag. Assoc. 2016, 66, 758–767. [Google Scholar] [CrossRef]
- Fan, Y.; Qin, W.; Chen, Z.; Cheng, F. A Silicon–Potash Fertilizer Prepared from Magnesium Slag and How It Can Improve Soil Fertility and Agronomic Performance. Soil Sci. Plant Nutr. 2019, 65, 274–280. [Google Scholar] [CrossRef]
- Fan, Y.; Li, Y.; Li, H.; Cheng, F. Evaluating Heavy Metal Accumulation and Potential Risks in Soil-Plant Systems Applied with Magnesium Slag-Based Fertilizer. Chemosphere 2018, 197, 382–388. [Google Scholar] [CrossRef]
- Ma, X.; Tian, Y.; Zhou, Y.; Wang, K.; Chai, Y.; Li, Z. Sintering Temperature Dependence of Low-Cost, Low-Density Ceramic Proppant with High Breakage Resistance. Mater. Lett. 2016, 180, 127–129. [Google Scholar] [CrossRef]
- Chen, P.; Liu, K.; Liu, Y. Research on the Low Density and High Strength of the Proppant. J. Shanxi Univ. Sci. Technol. 2014, 32, 63–67. [Google Scholar]
- Wu, T.; Zhou, J.; Wu, B. Effect of TiO2 Content on the Acid Resistance of a Ceramic Proppant. Corros. Sci. 2015, 98, 716–724. [Google Scholar] [CrossRef]
- Hao, J.; Ma, H.; Feng, X.; Gao, Y.; Wang, K.; Tian, Y. Low-Temperature Sintering of Ceramic Proppants by Adding Solid Wastes. Int. J. Appl. Ceram. Technol. 2018, 15, 563–568. [Google Scholar] [CrossRef]
- Hao, J.; Ma, H.; Feng, X.; Gao, Y.; Wang, K.; Tian, Y.; Chai, Y. Microstructure and Fracture Mechanism of Low Density Ceramic Proppants. Mater. Lett. 2018, 213, 92–94. [Google Scholar] [CrossRef]
- Zhang, J.; Wen, X.; Cheng, F. Preparation, Thermal Stability and Mechanical Properties of Inorganic Continuous Fibers Produced from Fly Ash and Magnesium Slag. Waste Manag. 2021, 120, 156–163. [Google Scholar] [CrossRef]
- Jia, L.; Fan, B.; Huo, R.; Li, B.; Yao, Y.; Han, F.; Qiao, X.; Jin, Y. Study on Quenching Hydration Reaction Kinetics and Desulfurization Characteristics of Magnesium Slag. J. Clean. Prod. 2018, 190, 12–23. [Google Scholar] [CrossRef]
- Fan, B.; Jia, L.; Li, B.; Huo, R.; Yao, Y.; Han, F.; Qiao, X.; Jin, Y. Study on Desulfurization Performances of Magnesium Slag with Different Hydration Modification. J. Mater. Cycles Waste Manag. 2018, 20, 1771–1780. [Google Scholar] [CrossRef]
- Fan, B.; Jia, L.; Han, F.; Huo, R.; Yao, Y.; Qiao, X.; Zhao, C.; Jin, Y. Study on Magnesium Slag Desulfurizer Modified by Additives in Quenching Hydration. J. Mater. Cycles Waste Manag. 2019, 21, 1211–1223. [Google Scholar] [CrossRef]
- Deng, J.P.; Wang, X.L.; Guo, Y.P. Research on the Hydration Mechanism of Portland Cement with Magnesium Slag. In Applied Mechanics and Materials; Trans Tech Publications Ltd.: Wollerau, Switzerland, 2014; Volume 576, pp. 57–62. [Google Scholar]
- Sun, R.; Wu, Z.; Wang, D.; Ding, Y.; Fang, K. Properties and Hydration Mechanism of Ultrafine Magnesium Slag Powder-Cement Composites Cementitious Materials. Mater. Rep. 2023, 1–20. [Google Scholar] [CrossRef]
- Mehta, P.K. Mechanism of Sulfate Attack on Portland Cement Concrete—Another Look. Cement Concrete Res. 1983, 13, 401–406. [Google Scholar] [CrossRef]
- Cui, Z.; Ni, X.; Meng, X. Study on the Expansibility of Magnesium Slag. Fly Ash Compr. Util. 2006, 8–11. [Google Scholar]
- Zhao, A. Utilize Magnesia Slag to Produce New Wall Materials. Shanxi Archit. 2003, 29, 48–49. [Google Scholar]
- Liu, L.; Ruan, S.; Fang, Z.; Hou, D.; Sun, W. Modification of Magnesium Slag and Its Application in the Field of Mine Filling. J. China Coal Soc. 2021, 46, 3833–3845. [Google Scholar] [CrossRef]
- Yang, X.; Xiao, B.; Gao, Q. Validating the Use of Slag Binder with 91 Percent Blast Furnace Slag for Mine Backfilling. Adv. Mater. Sci. Eng. 2020, 2020, 2525831. [Google Scholar] [CrossRef]
- Yang, X.; Xiao, B.; Gao, Q. Prediction of Friction Pressure for Non-Newtonian Backfilling Pipe-Flow Slurry. J. Hunan Univ. (Nat. Sci.) 2020, 47, 125–131. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Source | M0 | K | Ma |
|---|---|---|---|
| Li, Y. et al. [13] | 2.143 | 2.310 | 0.055 |
| Djokic et al. [14] | 1.667 | 2.997 | 0.499 |
| Han, F.L. et al. [15] | 1.773 | 1.795 | 0.023 |
| Tengxiang Magnesium Products Co., Ltd., Hami City, Xinjiang Province, China | 2.02 | 2.098 | 0.027 |
| d10/mm | d30/mm | d60/mm | d90/mm | Specific Surface Area m2/kg |
|---|---|---|---|---|
| 3.99 | 6.11 | 12.57 | 24.07 | 340 |
| Number | Content of Cementitious Materials Ingredient/% | Strength/MPa | |||
|---|---|---|---|---|---|
| MS | GS | BFS | 7 d | 28 d | |
| Y1 | 25 | 4 | 71 | 1.38 | 6.08 |
| Y2 | 25 | 6 | 69 | 1.59 | 6.07 |
| Y3 | 25 | 8 | 67 | 1.91 | 6.37 |
| Y4 | 25 | 10 | 65 | 2.01 | 7.14 |
| Y5 | 25 | 12 | 63 | 2.04 | 7.34 |
| Y6 | 25 | 14 | 61 | 1.78 | 7.09 |
| Y7 | 25 | 16 | 59 | 1.30 | 6.92 |
| Z1 | 30 | 6 | 64 | 1.35 | 5.09 |
| Z2 | 30 | 8 | 62 | 2.11 | 6.73 |
| Z3 | 30 | 10 | 60 | 2.22 | 6.75 |
| Z4 | 30 | 12 | 58 | 2.52 | 7.01 |
| Z5 | 30 | 14 | 56 | 1.64 | 6.87 |
| Z6 | 30 | 16 | 54 | 2.00 | 6.74 |
| Z7 | 30 | 18 | 52 | 1.93 | 6.15 |
| C1 | P.O 42.5 100 | 1.97 | 5.29 | ||
| Solid Concentration/% | Cement-Sand Ratio | Yield Stress/Pa | Viscosity Coefficient/Pa·s | Correlation Coefficient |
|---|---|---|---|---|
| 68 | 1:4 | 18.268 | 0.094 | 0.946 |
| 1:6 | 15.070 | 0.107 | 0.959 | |
| 1:8 | 14.881 | 0.093 | 0.969 | |
| 1:10 | 13.401 | 0.091 | 0.946 | |
| 70 | 1:4 | 32.430 | 0.177 | 0.966 |
| 1:6 | 25.764 | 0.150 | 0.963 | |
| 1:8 | 25.681 | 0.149 | 0.964 | |
| 1:10 | 24.099 | 0.154 | 0.964 | |
| 72 | 1:4 | 44.299 | 0.328 | 0.995 |
| 1:6 | 43.032 | 0.327 | 0.996 | |
| 1:8 | 41.429 | 0.255 | 0.985 | |
| 1:10 | 41.060 | 0.276 | 0.989 |
| Solid Concentration/% | Cement–Sand Ratio | Yield Stress/Pa | Viscosity Coefficient/Pa·s | Re | Pressure Drop /(Pa·m−1) |
|---|---|---|---|---|---|
| 68 | 1:4 | 18.268 | 0.094 | 1908.51 | 1227.62 |
| 1:6 | 15.070 | 0.107 | 1671.03 | 1117.18 | |
| 1:8 | 14.881 | 0.093 | 1919.35 | 1058.91 | |
| 1:10 | 13.401 | 0.091 | 1960.44 | 979.02 | |
| 70 | 1:4 | 32.430 | 0.177 | 1038.98 | 2216.07 |
| 1:6 | 25.764 | 0.150 | 1220.00 | 1794.23 | |
| 1:8 | 25.681 | 0.149 | 1228.19 | 1786.61 | |
| 1:10 | 24.099 | 0.154 | 1187.66 | 1726.80 | |
| 72 | 1:4 | 44.299 | 0.328 | 573.17 | 3330.55 |
| 1:6 | 43.032 | 0.327 | 573.39 | 3264.15 | |
| 1:8 | 41.429 | 0.255 | 734.12 | 2934.19 | |
| 1:10 | 41.060 | 0.276 | 677.54 | 2989.84 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, X.; Dong, F.; Zhang, X.; Li, C.; Gao, Q. Review on Comprehensive Utilization of Magnesium Slag and Development Prospect of Preparing Backfilling Materials. Minerals 2022, 12, 1415. https://doi.org/10.3390/min12111415
Yang X, Dong F, Zhang X, Li C, Gao Q. Review on Comprehensive Utilization of Magnesium Slag and Development Prospect of Preparing Backfilling Materials. Minerals. 2022; 12(11):1415. https://doi.org/10.3390/min12111415
Chicago/Turabian StyleYang, Xiaobing, Fusong Dong, Xizhi Zhang, Chenzhuo Li, and Qian Gao. 2022. "Review on Comprehensive Utilization of Magnesium Slag and Development Prospect of Preparing Backfilling Materials" Minerals 12, no. 11: 1415. https://doi.org/10.3390/min12111415