
Effect of Fly Ash on the Mechanical Properties and Microstructure of Cement-Stabilized Materials with 100% Recycled Mixed Aggregates


Abstract
:1. Introduction
2. Experiment
2.1. Materials
- Ordinary Portland Cement was provided by China Hangzhou Fuyang Qianchao Cement Co., Ltd., and it met the PˑO 42.5 standard of General Portland Cement in China, and the main components are listed in Table 1.
- Fly ash, of which the technical performance indicators met the Use of Fly Ash in Cement and Concrete in China requirements. Its density was 2350 kg/m3, and its main chemical composition is presented in Table 1.
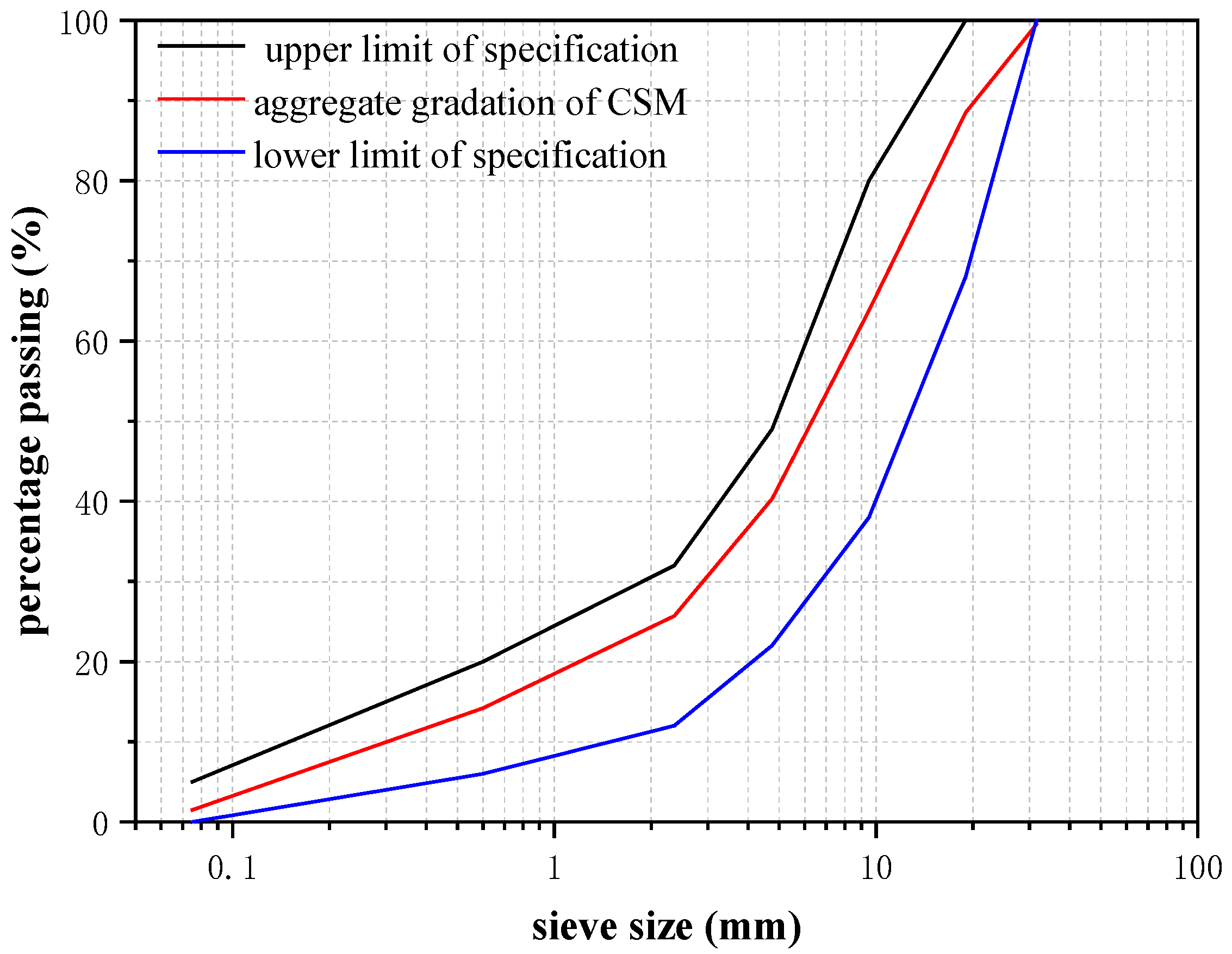
- Recycled mixed aggregates were provided by China Hangzhou Qianjiang New City Government Garden Construction Co., Ltd. It mainly contained concrete rocks, crushed bricks, ceramic tiles, and wood chips, which accounted for 61.3%, 31.7%, 6.6%, and 0.4% of the total weight, respectively. The particle size specifications were 0–9.5 mm (fine particle size) and 9.5–31.5 mm (coarse particle size), and the aggregate gradation is displayed in Figure 1, meeting the requirements of the Specifications for Design of Highway Asphalt Pavement (in China).
2.2. Mix Ratio
2.3. Experimental Method
2.3.1. Method of Sample Preparing and Curing
2.3.2. Test Methods for Mechanics, Deformation, and Durability
2.3.3. Test Methods for Microstructure
3. Results and Discussion
3.1. Influence of Fly Ash on the Mechanical Properties of CSM with 100% RMA
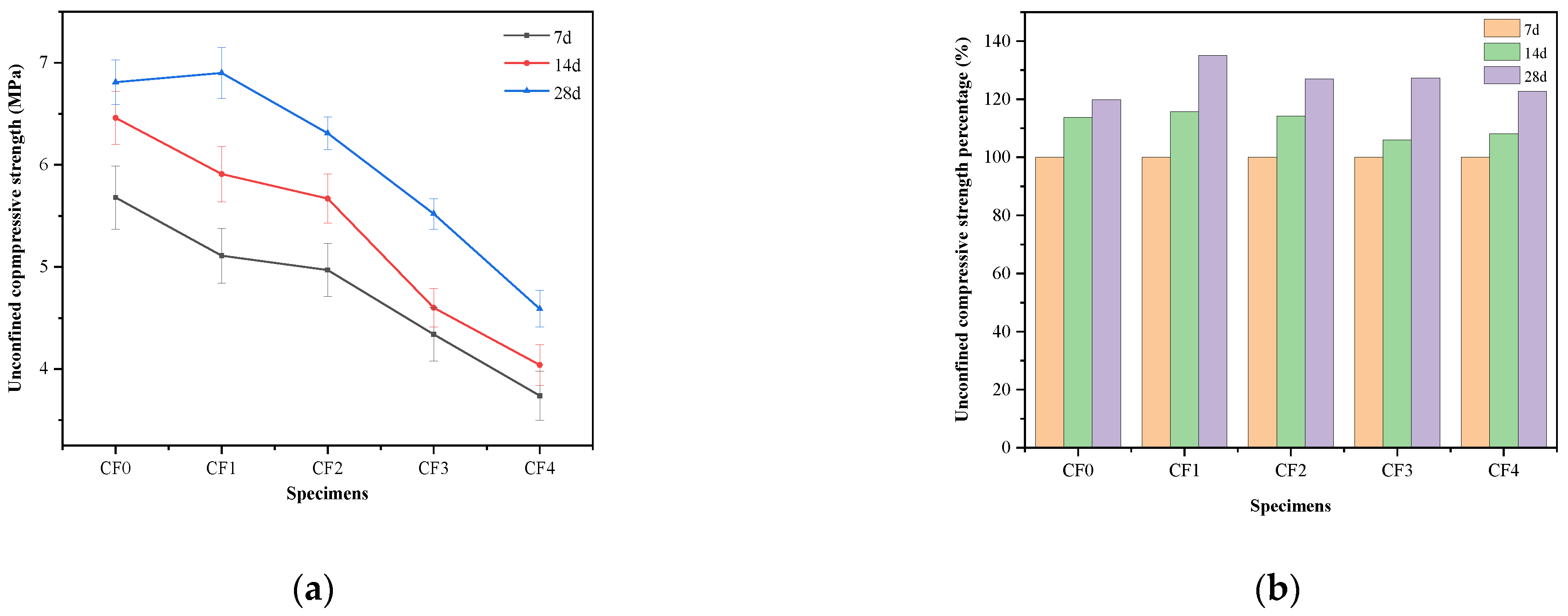
3.1.1. Unconfined Compressive Strength
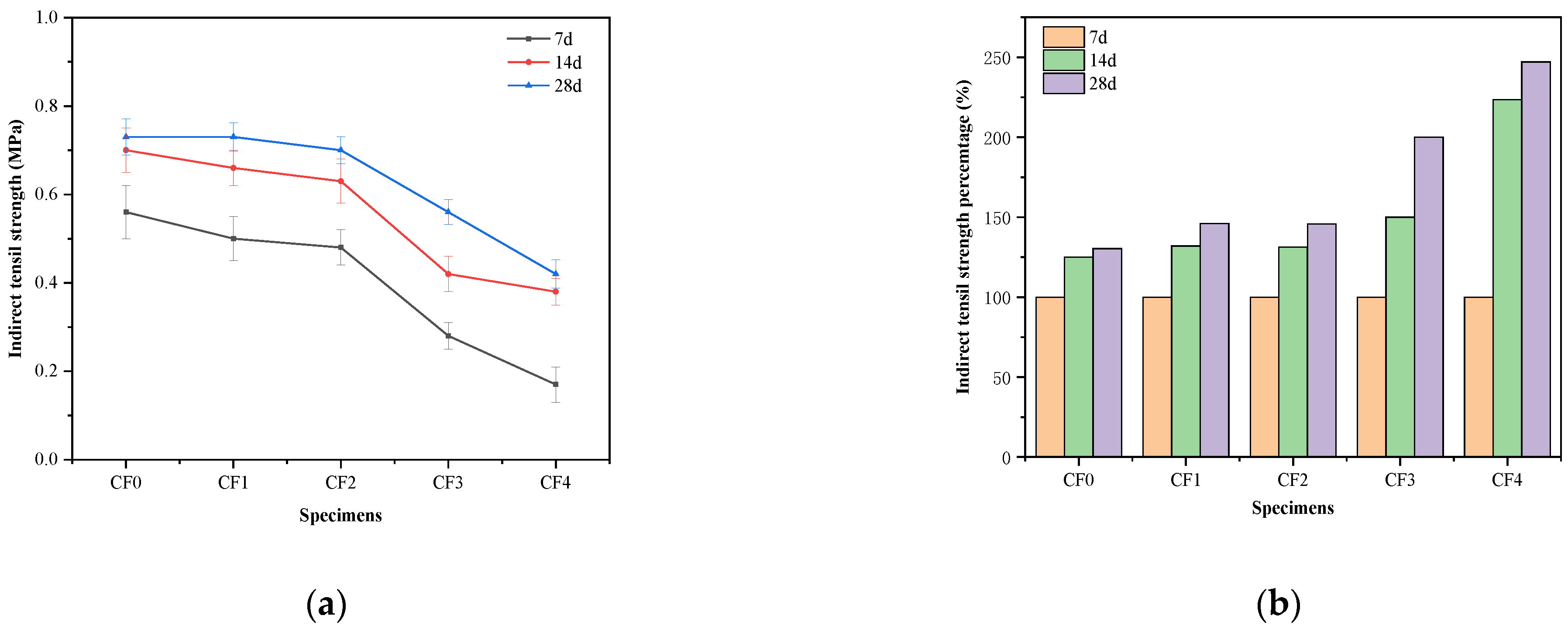
3.1.2. Indirect Tensile Strength
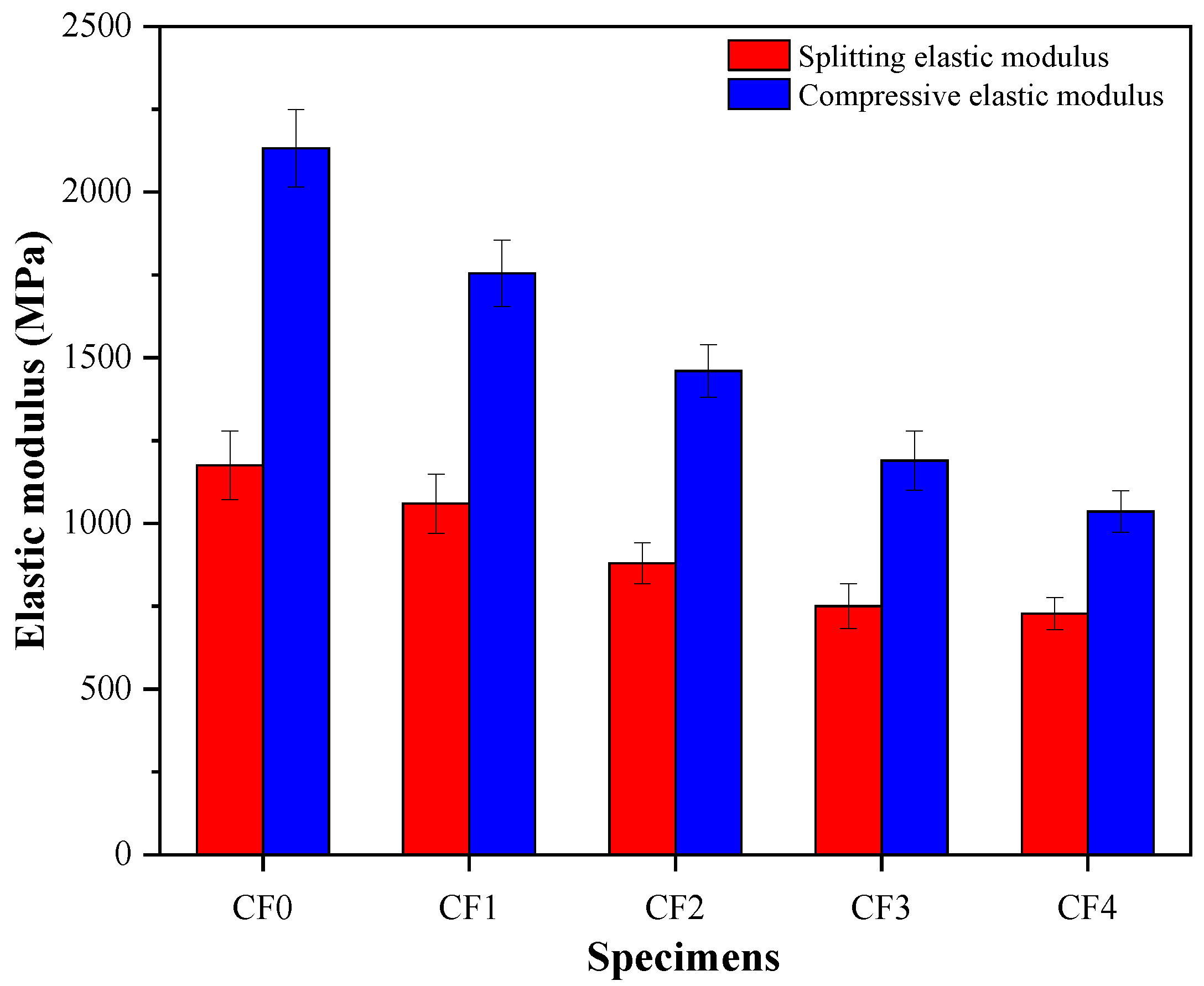
3.1.3. Compressive and Splitting Elastic Modulus
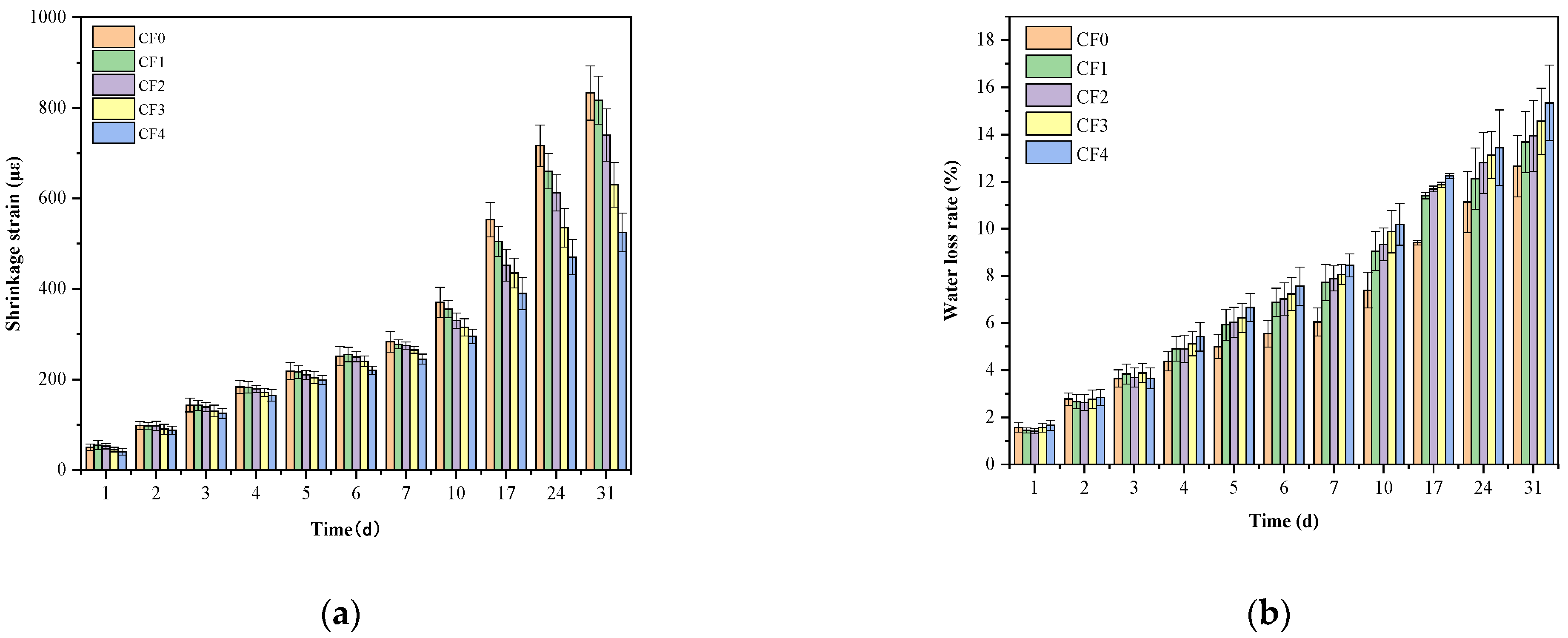
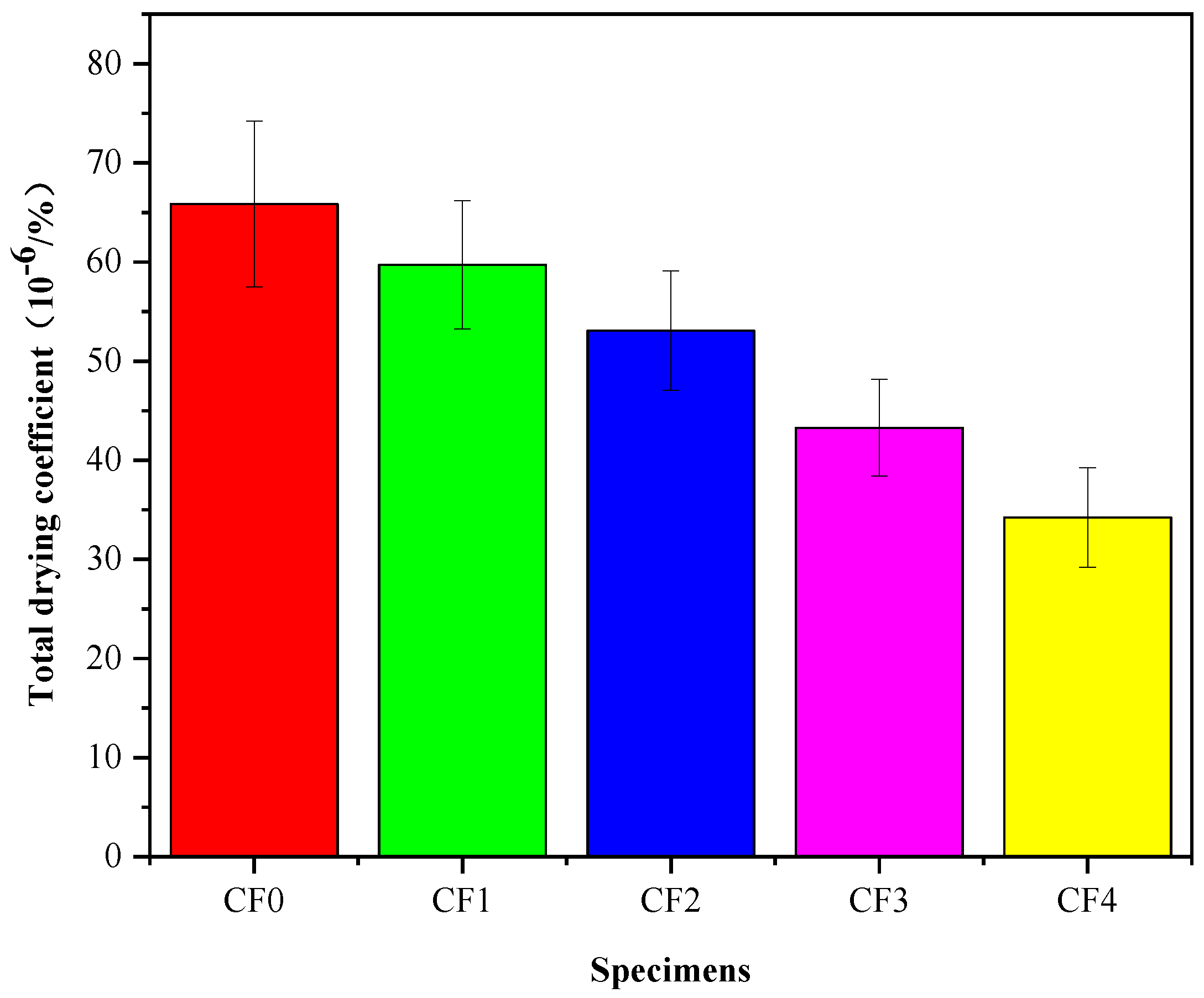
3.2. Influence of Fly Ash Replacement Rate on Drying Shrinkage and Deformability of CSM with 100% RMA
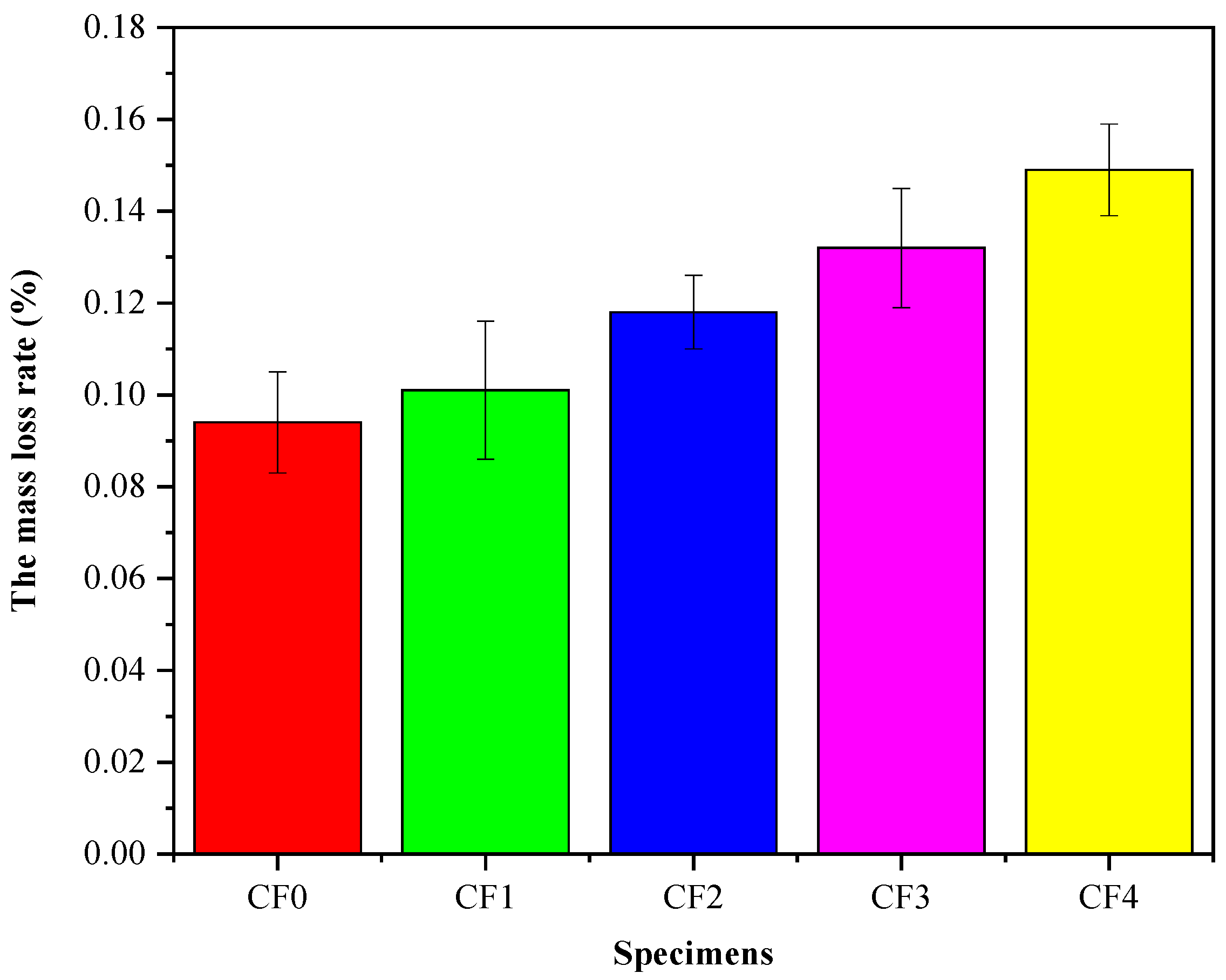
3.3. Influence of Fly Ash Replacement Rate on Abrasion Resistance of CSM with 100% RMA
3.4. Effect of Fly Ash Replacement Rate on the Microstructure of CSM with 100% RMA and Mechanism Analysis
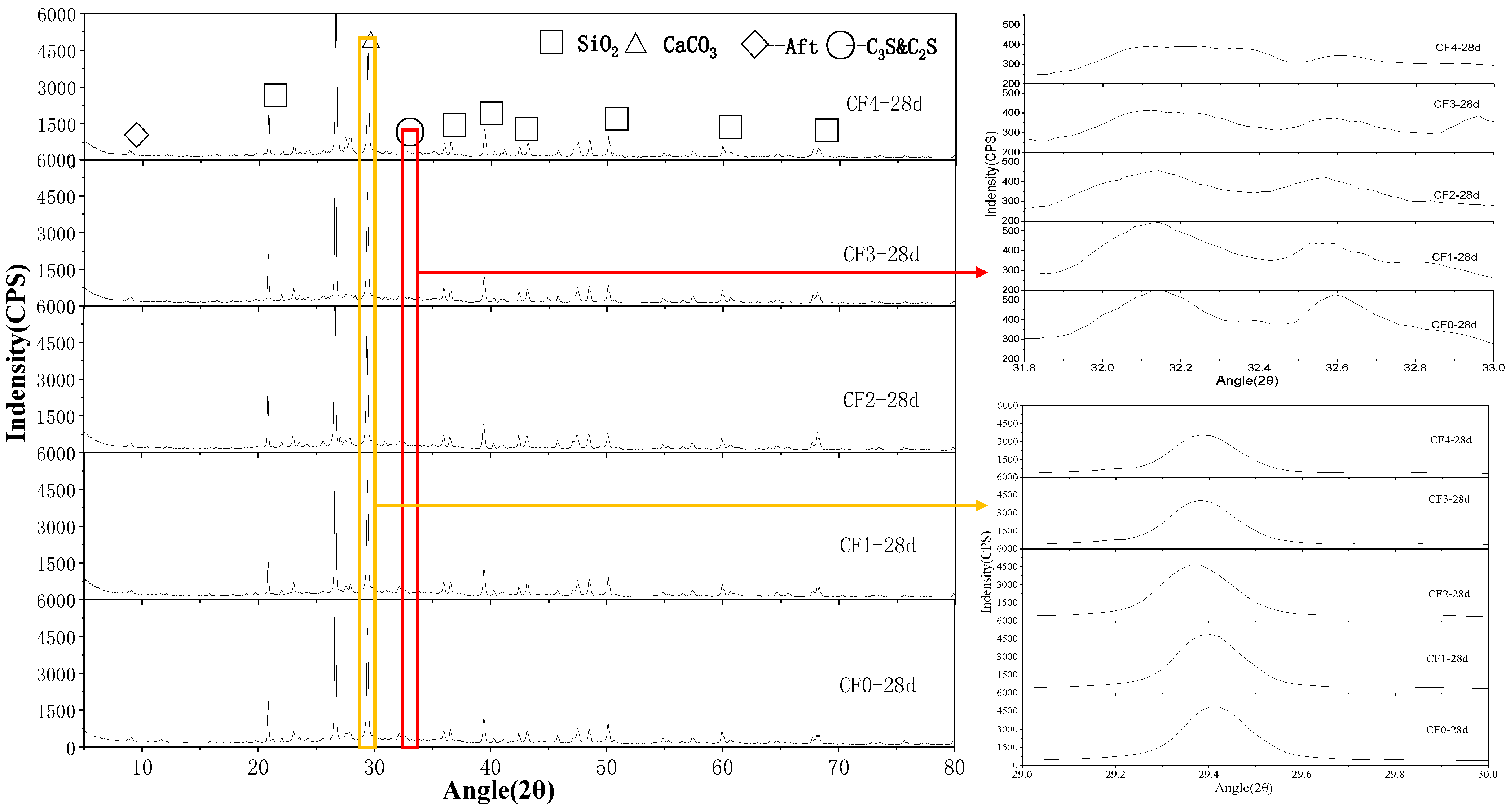
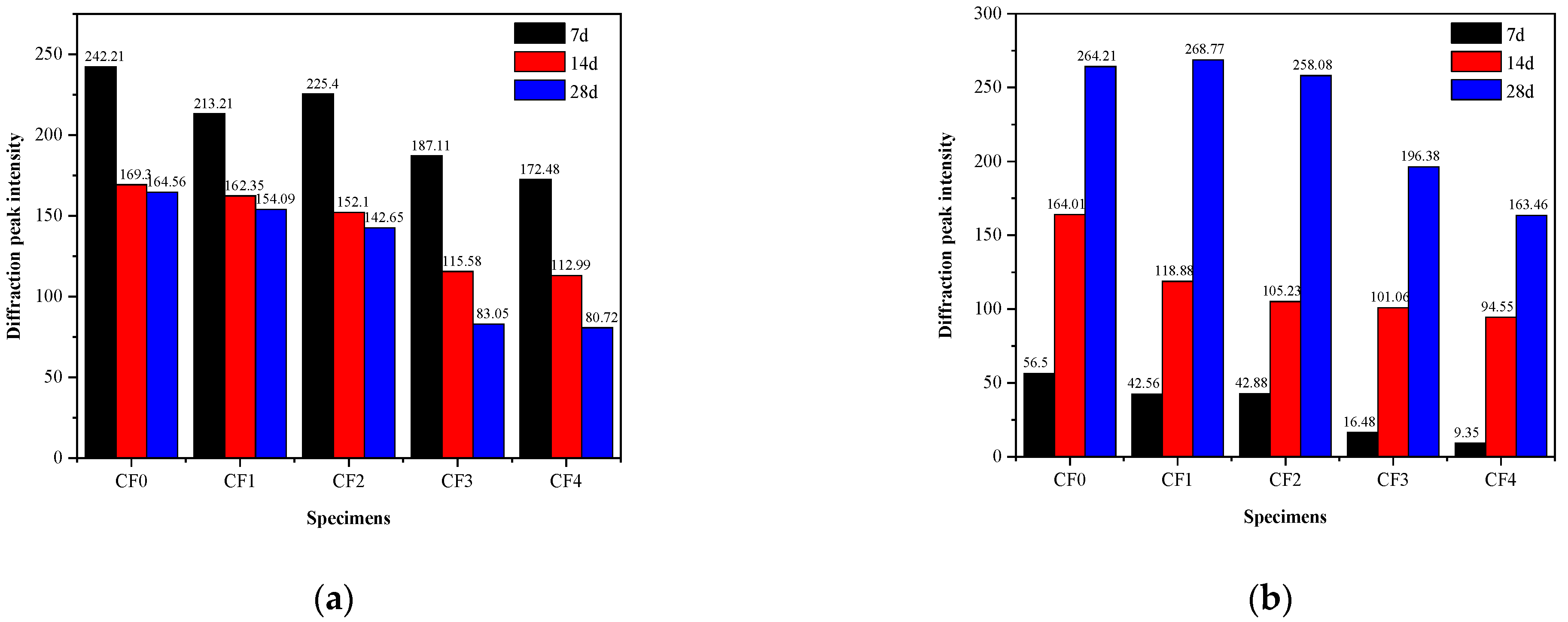
3.4.1. XRD Mineral Composition Analysis
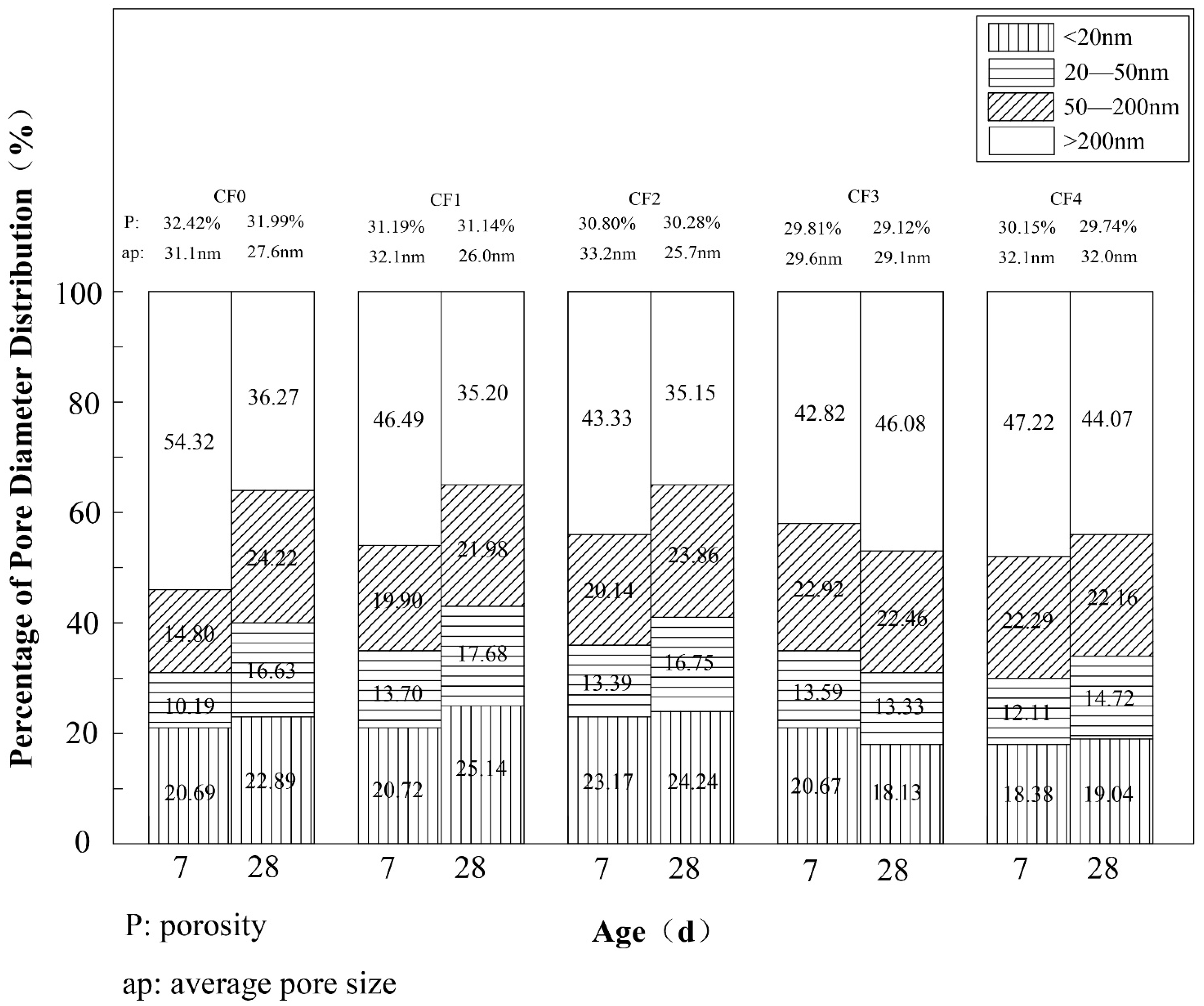
3.4.2. MIP Pore Structure Analysis
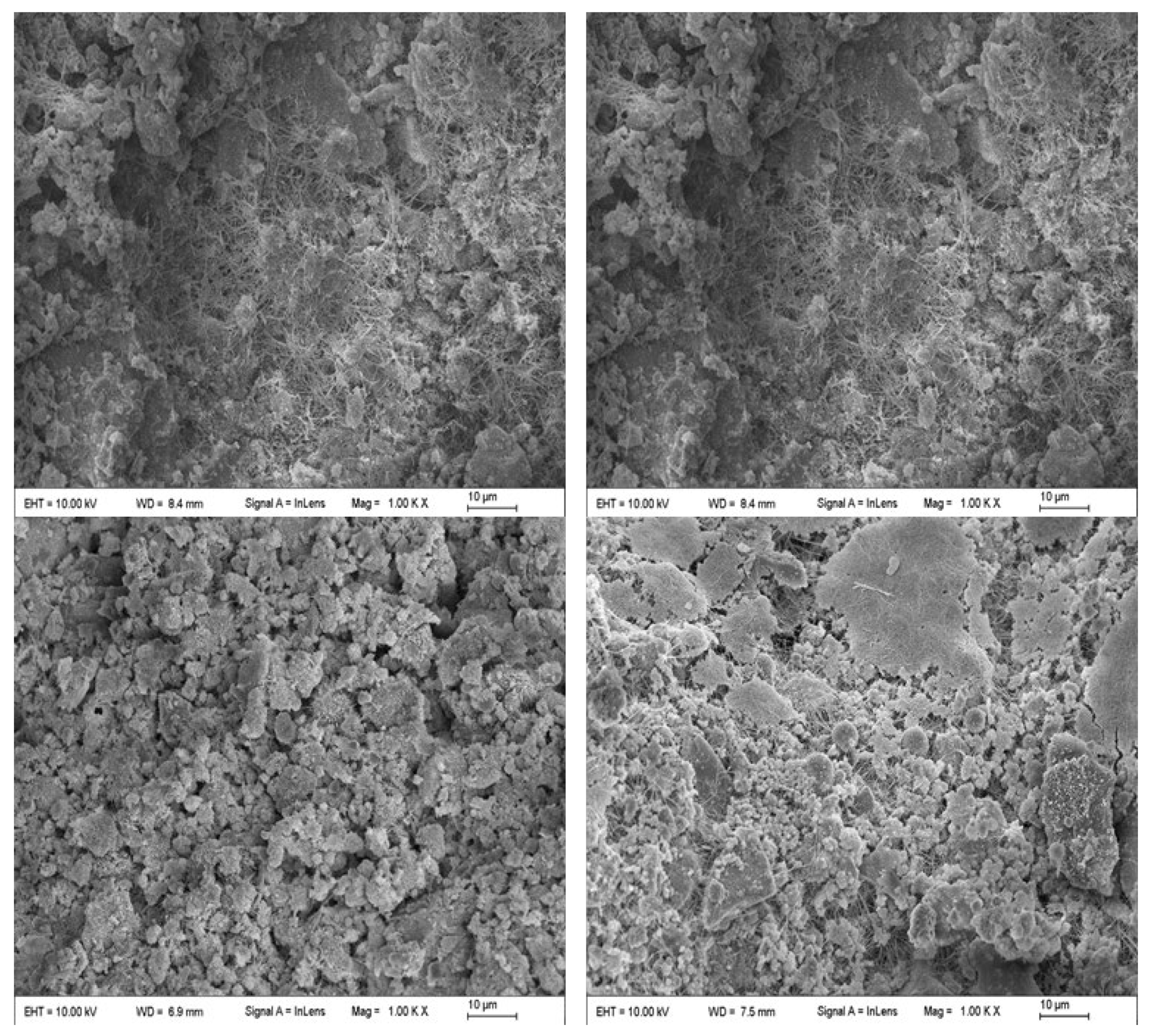
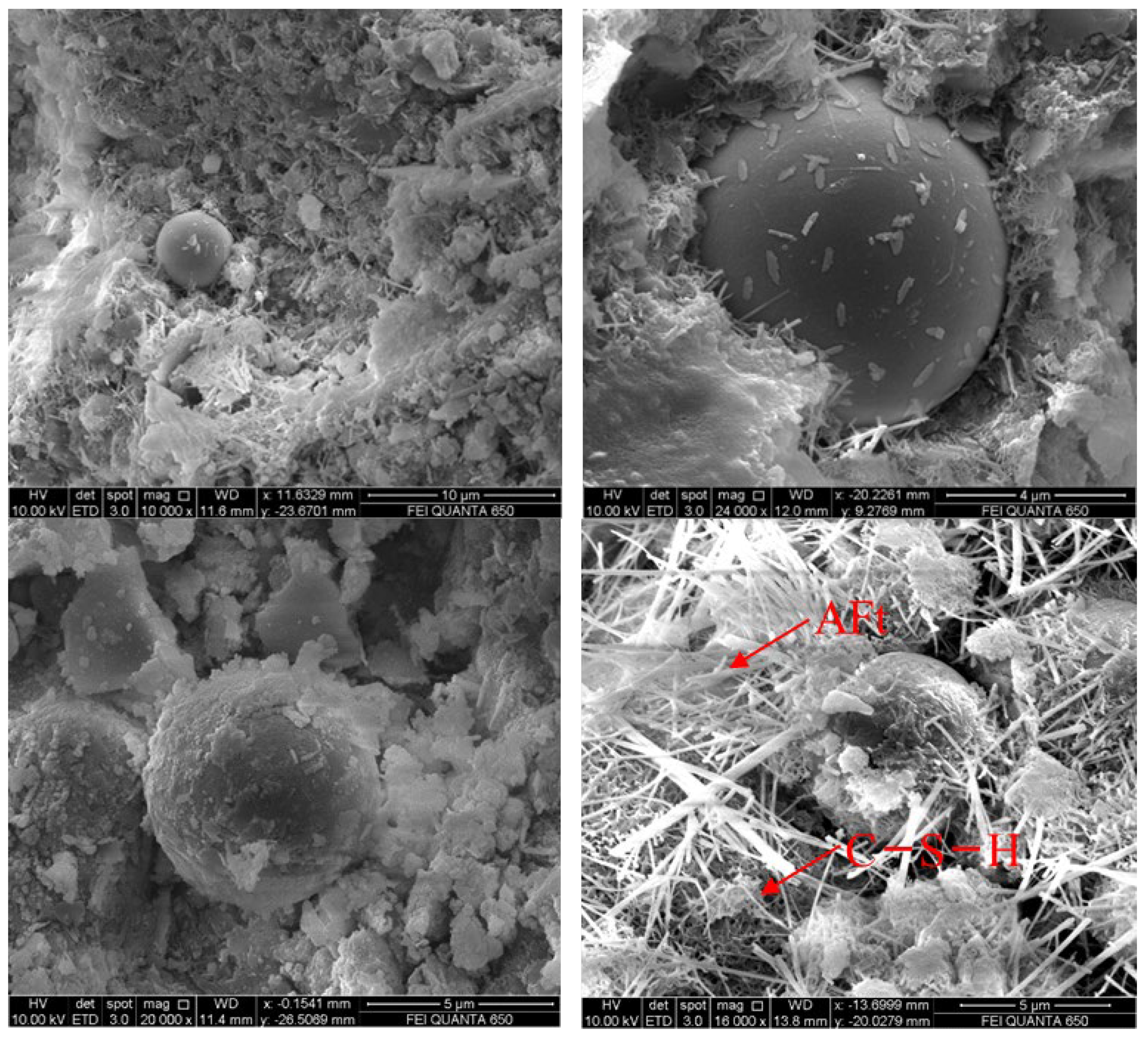
3.4.3. SEM Microscopic Morphology Analysis
4. Conclusions
- The incorporation of fly ash can reduce the unconfined compressive strength, indirect tensile strength compressive and splitting tensile rebound modulus of CSM with 100% RMA at all ages. However, it is benefit to the later strength development as the incorporation of fly ash. Moreover, When the replacement rate of fly ash was ≤20%, fly ash had little effect on the strength of CSM with 100% RMA. When the replacement rate of fly ash was greater than 20%, the strength of the CSM was significantly reduced.
- The incorporation of fly ash can significantly improve the drying shrinkage performance, increase the mass loss, and reduce abrasion resistance of CSM with 100% RMA. When the replacement rate of fly ash was 10%, 20%, 30%, and 40%, the total drying shrinkage coefficient was reduced by 9.3%, 19.4%, 34.3%, and 63.21%, respectively, compared to baseline (0%).
- XRD phase analysis results revealed that the incorporation of fly ash reduced the early cement clinker mineral consumption and C-S-H gel generation of CSM with 100% RMA. However, with an increase in age, fly ash continued to hydrate, and the later cement clinker mineral consumption and C-S-H gel production gradually increased, explaining the macroscopic reason for the greater increase in the later strength of the fly-ash-modified CSM with 100% RMA.
- MIP pore structure analysis and SEM results indicated that fly ash can reduce the porosity and average pore size of CSM with 100% RMA and optimize the pore structure distribution by filling the gaps between the aggregates. The proportion of harmful pores in CSM with 100% RMA gradually decreased while the proportion of harmless pores gradually increased, which may be the reason for the improved drying shrinkage performance of CSM with 100% RMA.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Corinaldesi, V.; Moriconi, G. Behaviour of cementitious mortars containing different kinds of recycled aggregate. Constr. Build. Mater. 2009, 23, 289–294. [Google Scholar] [CrossRef]
- Wu, H.; Wang, J.; Duan, H. An innovative approach to managing demolition waste via GIS (geographic information system): A case study in Shenzhen city, China. J. Clean. Prod. 2016, 112, 494–503. [Google Scholar] [CrossRef]
- Zheng, L.; Wu, H.; Zhang, H. Characterizing the generation and flows of construction and demolition waste in China. Constr. Build. Mater. 2017, 136, 405–413. [Google Scholar] [CrossRef] [Green Version]
- Ledesma, E.F.; Jiménez, J.R.; Ayuso, J. Maximum feasible use of recycled sand from construction and demolition waste for eco-mortar production—Part-I: Ceramic masonry waste. J. Clean. Prod. 2015, 87, 692–706. [Google Scholar] [CrossRef]
- Kou, S.C.; Poon, C.S.; Wan, H.W. Properties of concrete prepared with low-grade recycled aggregates. Constr. Build. Mater. 2012, 36, 881–889. [Google Scholar] [CrossRef]
- Medina, C.; Zhu, W.; Howind., T. Effect of the constituents (asphalt, clay materials, floating particles and fines) of construction and demolition waste on the properties of recycled concretes. Constr. Build. Mater. 2015, 79, 22–23. [Google Scholar] [CrossRef]
- Kumar, R. Influence of recycled coarse aggregate derived from construction and demolition waste (CDW) on abrasion resistance of pavement concrete. Constr. Build. Mater. 2017, 142, 248–255. [Google Scholar] [CrossRef]
- Vegas, I.; Broos, K.; Nielsen, P. Upgrading the quality of mixed recycled aggregates from construction and demolition waste by using near-infrared sorting technology. Constr. Build. Mater. 2015, 75, 121–128. [Google Scholar] [CrossRef]
- Bravo, M.; Brito, J.D.; Pontes, J.; Evangelista, L. Mechanical performance of concrete made with aggregates from construction and demolition waste recycling plants. J. Clean. Prod. 2015, 99, 59–74. [Google Scholar] [CrossRef]
- Bravo, M.; Brito, J.D.; Pontes, J. Durability performance of concrete with recycled aggregates from construction and demolition waste plants. Constr. Build. Mater. 2015, 77, 357–369. [Google Scholar] [CrossRef]
- Sormunen, P.; Krki, T. Recycled construction and demolition waste as a possible source of materials for composite manufacturing. J. Build. Eng. 2019, 24. [Google Scholar] [CrossRef]
- Cachim, P.B. Mechanical properties of brick aggregate concrete. Constr. Build. Mater. 2009, 23, 1292–1297. [Google Scholar] [CrossRef]
- Güneyisi, E.; Gesoglu, M.; Algın, Z.; Yazici, H. Effect of surface treatment methods on the properties of self-compacting concrete with recycled aggregates. Constr. Build. Mater. 2014, 64, 172–183. [Google Scholar] [CrossRef]
- Grdic, Z.J.; Toplicic-Curcic, G.A.; Despotovic, I.M. Properties of self-compacting concrete prepared with coarse recycled concrete aggregate. Constr. Build. Mater. 2010, 24, 1129–1133. [Google Scholar] [CrossRef]
- Kou, S.C.; Poon, C.S. Properties of self-compacting concrete prepared with coarse and fine recycled concrete aggregates - ScienceDirect. Cem. Concr. Comp. 2009, 31, 622–627. [Google Scholar] [CrossRef]
- Tang, Z.; Li, W.; Peng, Q. Study on the failure mechanism of geopolymeric recycled concrete using digital image correlation method. J. Sustain. Cem. Based Mater. 2021, 5, 1–20. [Google Scholar] [CrossRef]
- Pitarch, A.M.; Reig, L.; Tomás, A.E. Effect of Tiles, Bricks and Ceramic Sanitary-Ware Recycled Aggregates on Structural Concrete Properties. Waste Biomass Valorization 2017, 10, 1779–1793. [Google Scholar] [CrossRef]
- Davis, K.A.; Warr, L.S.; Burns, S.E.; Hoppe, E.J. Physical and chemical behavior of four cement-treated aggregates. J. Mater. Civ. Eng. 2007, 19, 891–897. [Google Scholar] [CrossRef]
- Cardoso, R.; Silva, R.V.; de Brito, J.; Dhir, R. Use of recycled aggregates from construction and demolition waste in geotechnical applications: A literature review. Waste Manag. 2016, 49, 131–145. [Google Scholar] [CrossRef]
- Khatib, J.M. Properties of concrete incorporating fine recycled aggregate. Cem. Concr. Res. 2005, 35, 763–769. [Google Scholar] [CrossRef]
- Otsuki, N.; Miyazato, S.; Yodsudjai, W. Influence of Recycled Aggregate on Interfacial Transition Zone, Strength, Chloride Penetration and Carbonation of Concrete. J. Mater. Civ. Eng. 2003, 15, 433–451. [Google Scholar] [CrossRef]
- Togay, O.; Aliakbar, G.; Xie, T. Mechanical and Durability Properties of Recycled Aggregate Concrete: Effect of Recycled Aggregate Properties and Content. J. Mater. Civ. Eng. 2018, 30. [Google Scholar] [CrossRef]
- Tan, X.; Hu, B.Z.; Li, G.W.; Zhou, H.S.; Li, L.T. Failure Process of Modeled Recycled Aggregate Concrete under Uniaxial Compression. Materials 2020, 13, 4329. [Google Scholar] [CrossRef] [PubMed]
- Xuan, D.X.; Hou, B.L.; Molenaar, A. Mixture optimization of cement treated demolition waste with recycled masonry and concrete. Mater. Struct. 2012, 45, 143–151. [Google Scholar] [CrossRef]
- Xuan, D.X.; Schlangen, E.; Molenaar, A. Influence of quality and variation of recycled masonry aggregates on failure behavior of cement treated demolition waste. Constr. Build. Mater. 2014, 71, 521–527. [Google Scholar] [CrossRef]
- Xuan, D.X.; Molenaar, A.A.A.; Houben, M.J.L. Shrinkage cracking of cement treated demolition waste. Mater. Struct. 2016, 49, 631–640. [Google Scholar] [CrossRef]
- Meesala, C.R. Influence of different types of fiber on the properties of recycled aggregate concrete. Struct. Concr. 2019, 20, 1656–1669. [Google Scholar] [CrossRef]
- Baricevic, A.; Bjegovic, D.; Skazlic, M. Hybrid Fiber–Reinforced Concrete with Unsorted Recycled-Tire Steel Fibers. J. Mater. Civ. Eng. 2017, 29. [Google Scholar] [CrossRef]
- Li, L.; Zhang, H.; Xiao, H. Mechanical and microscopic properties of alkali-activated fly-ash-stabilised construction and demolition waste. Eur. J. Environ. Civ. Eng. 2020, 1–17. [Google Scholar] [CrossRef]
- Tangchirapat, W.; Buranasing, R.; Joaturapitakkul, C. Use of High Fineness of Fly Ash to Improve Properties of Recycled Aggregate Concrete. J. Mater. Civ. Eng. 2010, 22, 565–571. [Google Scholar] [CrossRef]
- Lei, B.; Li, W.; Tang, Z. Effects of environmental actions, recycled aggregate quality and modification treatments on durability performance of recycled concrete. J. Mater. Res. Technol. 2020, 9, 13375–13389. [Google Scholar] [CrossRef]
- Test Methods of Materials Stabilized with Inorganic Binders for Highway Engineering; Ministry of Transport of the People’s Republic of China: Beijing, China, 2009; ISBN 9787114080463.
- Wu, Z.W. Discussion on the recent development direction of concrete science and technology. J. Chin. Silic. Soc. 1979, 7, 262–270. (In Chinese) [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | Al2O3 | SiO2 | CaO | Fe2O3 | SO3 | MgO | Free-CaO | K2O | LOI |
|---|---|---|---|---|---|---|---|---|---|
| Cement | 4.36 | 22.37 | 61.08 | 3.38 | 2.45 | 2.43 | 0.68 | - | 0.8% |
| Fly ash | 26.18 | 41.83 | 3.41 | 3.26 | - | 0.61 | - | 1.31 | 5.6% |
| Specimens | RMA | Cement | Fly Ash | Water |
|---|---|---|---|---|
| CF0 | 82.1 | 4.93 | 0 | 12.97 |
| CF1 | 82.1 | 4.44 | 0.49 | 12.97 |
| CF2 | 82.1 | 3.94 | 0.99 | 12.97 |
| CF3 | 82.1 | 3.45 | 1.48 | 12.97 |
| CF4 | 82.1 | 2.96 | 1.97 | 12.97 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Meng, T.; Dai, D.; Yang, X.; Yu, H. Effect of Fly Ash on the Mechanical Properties and Microstructure of Cement-Stabilized Materials with 100% Recycled Mixed Aggregates. Minerals 2021, 11, 992. https://doi.org/10.3390/min11090992
Meng T, Dai D, Yang X, Yu H. Effect of Fly Ash on the Mechanical Properties and Microstructure of Cement-Stabilized Materials with 100% Recycled Mixed Aggregates. Minerals. 2021; 11(9):992. https://doi.org/10.3390/min11090992
Chicago/Turabian StyleMeng, Tao, Dawang Dai, Xiufen Yang, and Hongming Yu. 2021. "Effect of Fly Ash on the Mechanical Properties and Microstructure of Cement-Stabilized Materials with 100% Recycled Mixed Aggregates" Minerals 11, no. 9: 992. https://doi.org/10.3390/min11090992