
Interpreting the Chemical Variability of Iron Smelting Slag: A Case Study from Northeastern Madagascar

Abstract
:1. Introduction
2. Materials and Methods
3. Mineralogy and Chemical Composition of the Metallurgical Waste of the Iron Smelting Workshop MBR140
3.1. The Sandy Substratum and the Building Materials of the Furnace
3.2. The Iron Ores
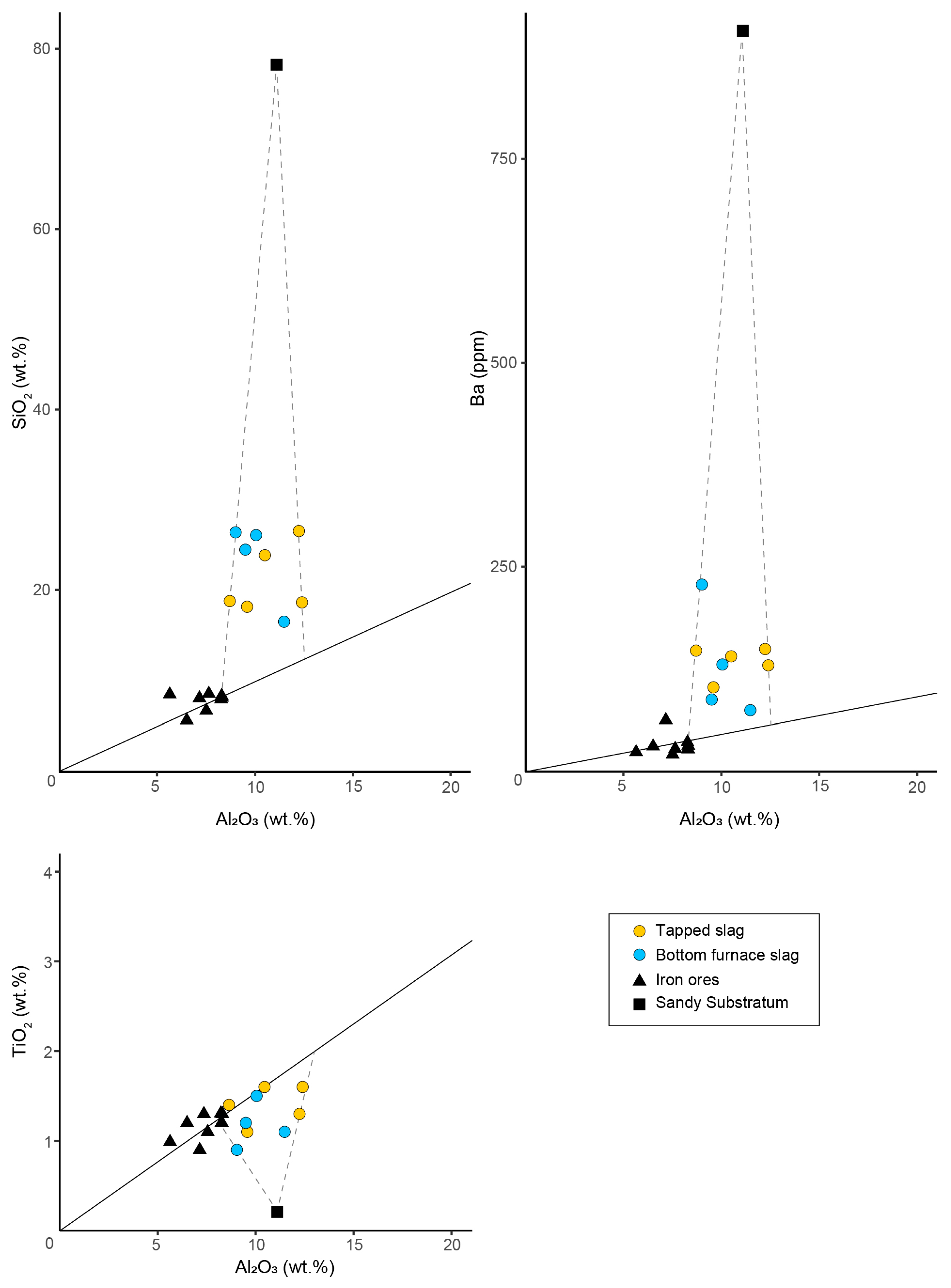
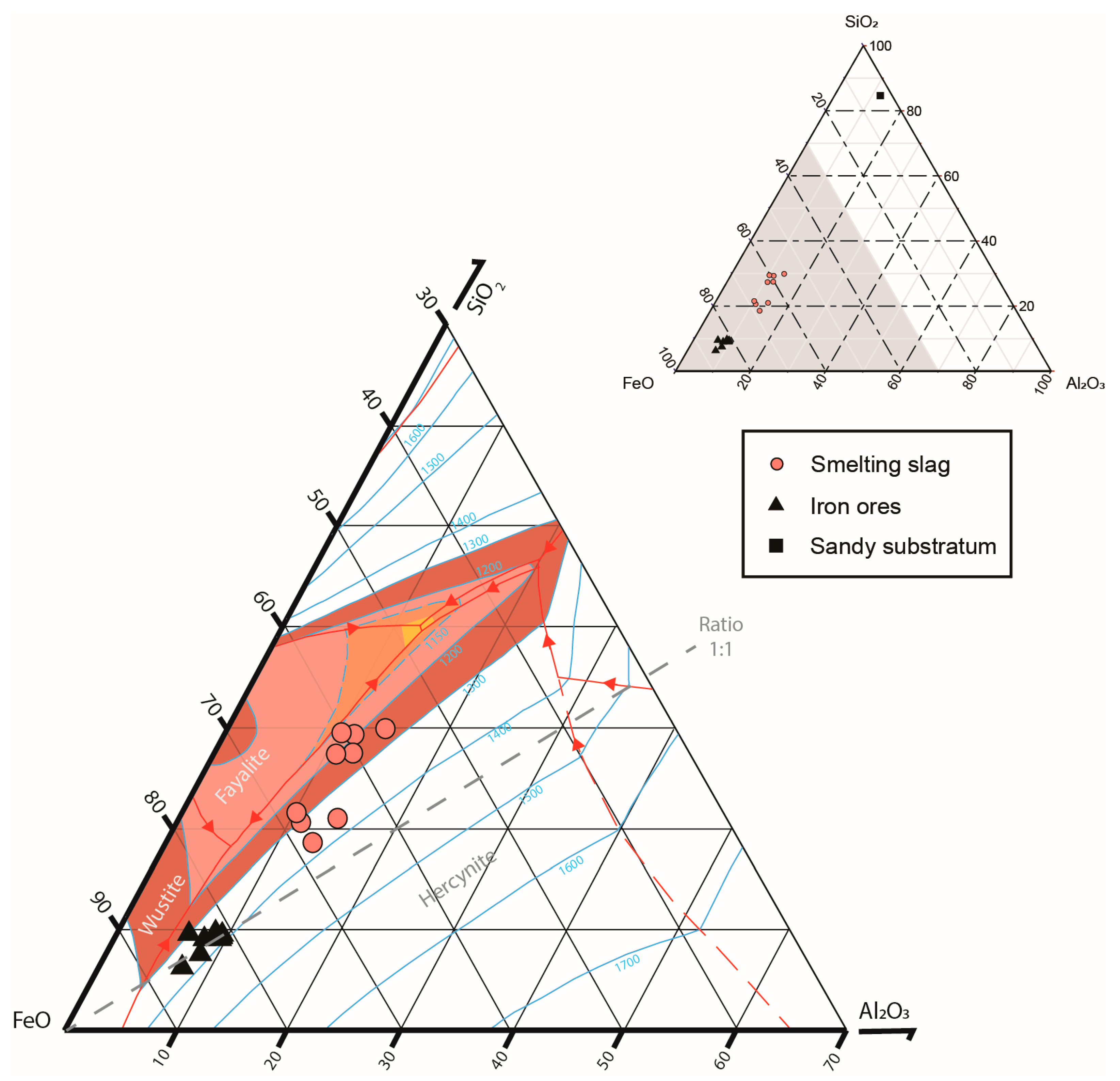
3.3. The Smelting Slag
4. Mass Balance and Study of the Variability of the Smelting Process
4.1. Principle of the Mass Balance Calculation
4.2. Mass Balance Calculation for the Smelting Process at MBR140
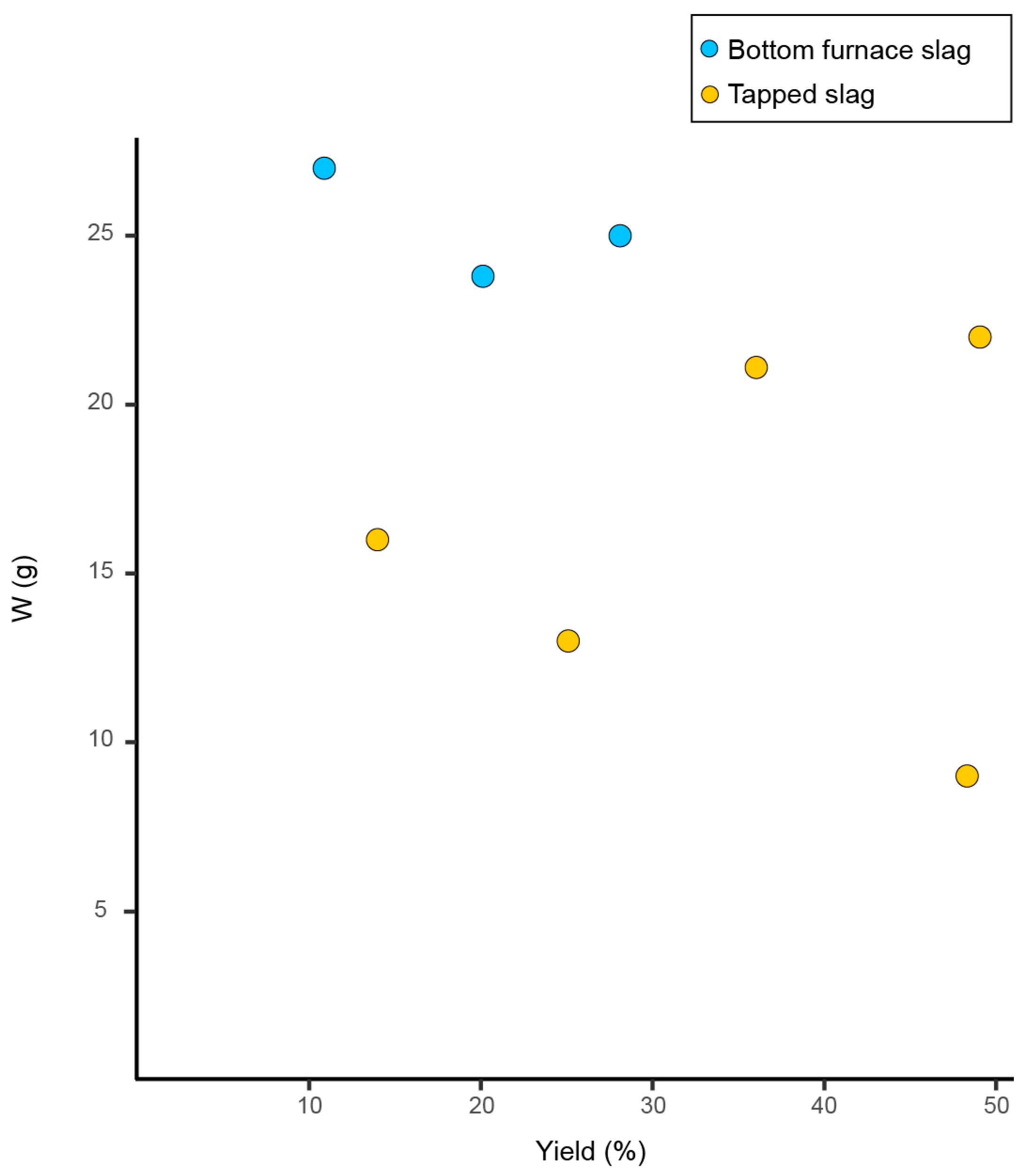
4.3. Variability of the Iron Production
4.4. Variability of the Contamination
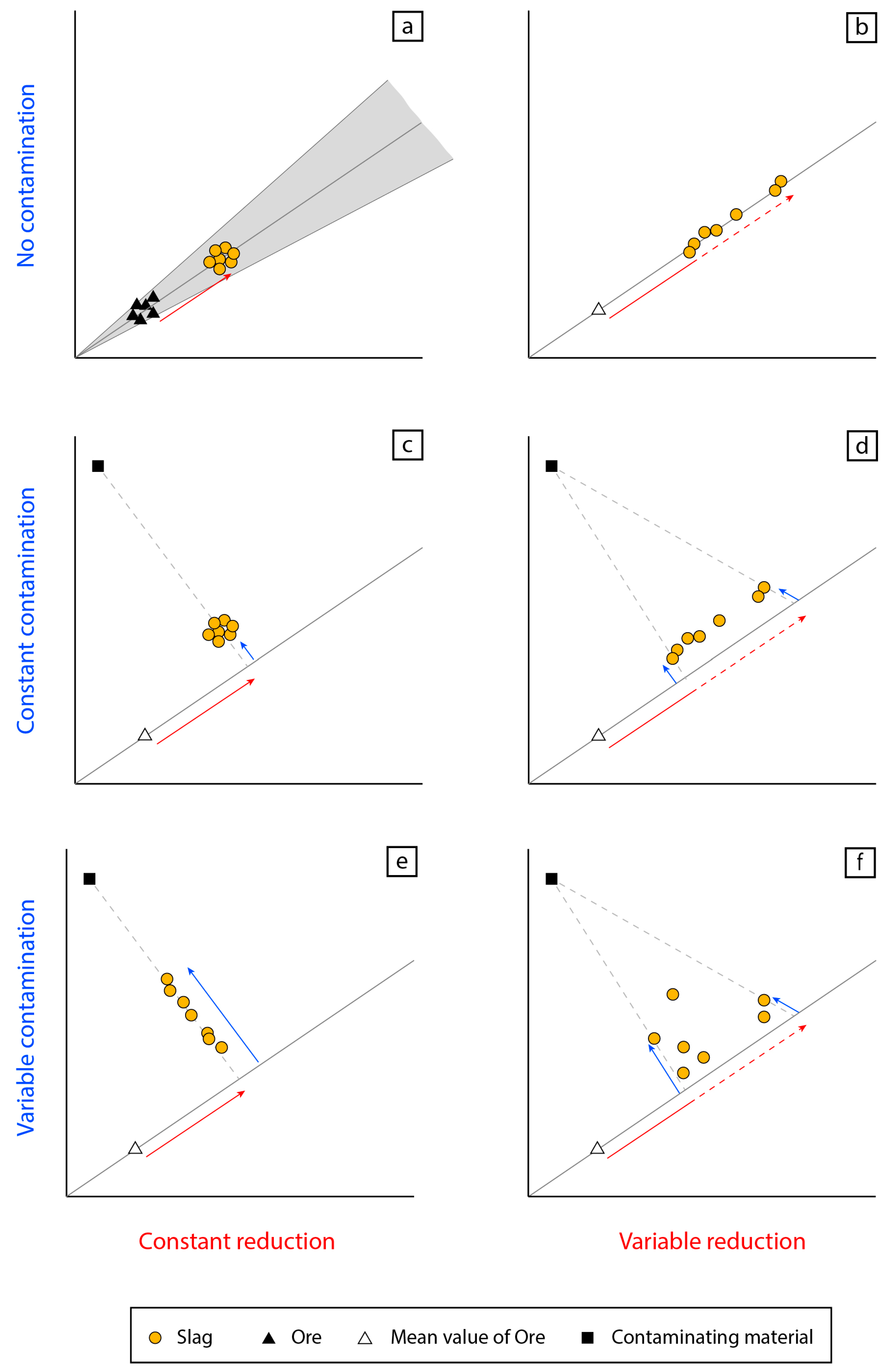
5. General Approach of the Variability Inside a Single Technology
6. A Poorly Controlled Technology?
7. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Vérin, P. The History of Civilisation in North Madagascar; A.A. Balkema: Rotterdam, The Netherlands, 1986. [Google Scholar]
- Dewar, R.E.; Wright, H.T. The culture history of Madagascar. J. World Prehistory 1993, 7, 417–466. [Google Scholar] [CrossRef] [Green Version]
- Rakotoarisoa, J.-A.; Allibert, C. Vohémar, cité-Etat Malgache, Etude Océan Indien (46–47); Institut National des Langues et Civi-Lisations Orientales: Paris, France, 2011. [Google Scholar]
- Gaudebout, P.; Vernier, E. Notes sur une campagne de fouille à Vohémar MissionRasikajy 1941. Bull. l’Académie Mal-Gache 1941, 24, 100–114. [Google Scholar]
- Vernier, E.; Millot, L. Archéologie Malgache—Comptoirs musulmans, Catalogue du Musée de l’Homme; Museum National d’Histoire Naturelle: Paris, France, 1971. [Google Scholar]
- Serneels, V.; Morel, M.; Nitsche, C.; Radimilahy, C.; Rakotoarisoa, J.-A.; Rasoarifetra, B.; Schreurs, G. Pierre et Fer à Madagas-car (1)-Vestiges sidérurgiques de Benavony et de la rivière Matavy. SLSA Jahresber. 2018, 313–366. [Google Scholar]
- Radimilahy, C. Mahilaka, An Archaeological Investigation of an Early Town in Northwestern Madagascar, Studies in African Archaeology 15. Ph.D. Thesis, Department of Archaeology and Ancient History, University of Uppsala, Uppsala, Sweden, 1998. [Google Scholar]
- Clist, B. New field data on the ancient iron metallurgy of Madagascar. Nyame Akuma 1995, 43, 23–27. [Google Scholar]
- Serneels, V.; Jaony, W.C.; Morel, M.; Nitsche, C.; Radimilahy, C.; Rakotoarisoa, J.-A.; Rasoarifetra, B.; Schreurs, G.; Velomora, S. Pierre et Fer à Madagascar (4)—Nouvelles données sur l’exploitation du territoire. SLSA Jahresber. 2021, in press. [Google Scholar]
- Tylecote, R.F.; Austin, J.N.; Wraight, A.E. The Mechanism of the bloomery Process in Shaft Furnace. J. Iron Steel Inst. Jpn. 1971, 209, 342–363. [Google Scholar]
- Rostocker, W.; Bronson, B. Pre-Industrial iron–Its Technology and Ethnology. Archaeomaterials Monograph, N°1; Univ. Museum Pubns.: Philadelphia, PA, USA, 1990. [Google Scholar]
- Pleiner, R. Iron in Archaeology: The European Bloomery Smelter; Archeologický Ústav AV ČR: Praha, Czech Republic, 2000. [Google Scholar]
- Mangin, M.; Dabosi, F.; Domergue, C.; Fluzin, P. Le Fer; Errance: Paris, France, 2004. [Google Scholar]
- Serneels, V.; Morel, M.; Nitsche, C.; Radimilahy, C.; Rakotoarisoa, J.-A.; Rasoarifetra, B.; Schreurs, G.; Velomora, S. Pierre et Fer à Madagascar (2)—Les scories d’Amboronala et les carrières de Milanoa. SLSA Jahresber. 2019, 313–366. [Google Scholar]
- Pouliquen, G.; Rakotoson, R.L.; Ralison, V.; Randriamananajara, T.; Scheib, A.; Schofield, D.I.; Smith, R.A.; Styles, M.; Taylor, C.D.; Tucker, R.D.; et al. BGS-USGS-GLW. Révision de la cartographie géologique et minière des zones Nord et Centre de Madagascar (Zones A, B et D), République de Madagascar Ministère de l’Energie et des Mines (MEM/SG/DG/UCP/PGRM). In British Geological Survey Research Report 2008; British Geological Survey: Nottingham, UK, 2008; p. 1049. [Google Scholar]
- U.S. Geological Survey. Global Multi-Resolution Terrain Elevation Data 2010 (GMTED2010). Available online: https://earthexplorer.usgs.gov (accessed on 16 June 2021).
- Pfeifer, H.-R.; Lavanchy, J.-C.; Serneels, V. Bulk Chemical analyses of geochemical and industrial materials by X-ray fluores-cence, recent developments and application to materials rich in iron oxides. J. Trace Microprobe Tech. 1992, 9, 127–147. [Google Scholar]
- Tucker, R.; Roig, J.; Moine, B.; Delor, C.; Peters, S. A geological synthesis of the Precambrian shield in Madagascar. J. Afr. Earth Sci. 2014, 94, 9–30. [Google Scholar] [CrossRef]
- Battistini, R. Le Quaternaire littoral de l’extrême Nord de Madagascar. Bull. l’Association Française Pour l’Etude Qua-Ternaire 1965, 2, 133–144. [Google Scholar] [CrossRef]
- Melluso, L.; Morra, V.; Brotzu, P.; Franciosi, L.; Lieberknecht, A.; Bennio, L. Geochemical provinciality in the Cretaceous basaltic magmatism of Northern Madagascar: Mantle source implications. J. Geol. Soc. 2003, 160, 477–488. [Google Scholar] [CrossRef]
- Eschenlohr, L.; Serneels, V. Les bas Fourneaux Mérovingiens de Boécourt, Les Boulies (JU, Suisse), Cahier D’archéologie Juras-Sienne; Office du Patrimoine Historique et Société Jurassienne d’émulation: Porrentruy, Switzerland, 1991. [Google Scholar]
- Serneels, V. Archéométrie des scories de fer: Recherche sur la sidérurgie ancienne en Suisse Romande. Cahier D’archéologie Romande 1993, 61, 240. [Google Scholar]
- Kronz, A. Ancient iron production compared to medieval techniques in Germany: Fayalitic slag and elemental mass balance. In Proceedings of the Conference Archaeometallurgy in Europe, Milano, Italy, 24–26 September 2003; Associazione Italiana di Metallurgia: Milano, Italy, 2003; pp. 555–564. [Google Scholar]
- Charlton, M.F.; Crew, P.; Rehren, T.; Shennan, S.J. Explaining the evolution of ironmaking recipes—An example from north-west Wales. J. Anthropol. Archaeol. 2010, 29, 352–367. [Google Scholar] [CrossRef]
- Leroy, M.; Merluzzo, P.; Le Carlier, C. Archéologie du fer en Lorraine, Minette et Production du fer en Bas fourneau dans l’Antiquité et au Moyen Age; Fensch Vallée Éditions: Thionville, France, 2015. [Google Scholar]
- Crew, P. The influence of clay and charcoal ash on bloomery slags. In Proceedings of the Conference Il Ferro Nelle Alpi. Giacimenti, Miniere e Metallurgia dall’ Antichità al XVI Secolo, Bienno, Italy, 2–4 October 1998; Tizzoni, C.C., Tizzoni, M., Eds.; Comune di Bienno: Bienno, Italy, 2000; pp. 38–48. [Google Scholar]
- Serneels, V. Analyses chimiques des matières premières et des produits de l’opération de réduction dans le four basque de Agorregi. In La ferrería y los Molinos de Agorregi; Crew, P., Crew, S., Dillmann, P., Fluzin, P., Herbach, R., Serneels, V., Simon, J., Urteaga, M.M., Eds.; Arkeologia 3, Gipuzkoako Foru Aldundia: Donostia-San Sebastián, Spain, 2002; pp. 93–122. [Google Scholar]
- Jackson, C.; Booth, C.A.; Smedley, J.W. Glass by Design? Raw Materials, Recipes and Compositional Data. Archaeometry 2005, 47, 781–795. [Google Scholar] [CrossRef]
- Ben-Yosef, E.; Yagel, O. Calcium content in metallurgical slag as a proxy for fuel efficiency of ancient copper smelting tech-nologies. J. Int. Union Prehist. Protohistoric Sci. 2019, 2, 66–76. [Google Scholar]
- Veldhuijzen, H.A.; Rehren, T. Slag and the city: Early iron production at Tell Hammeh, Jordan, and Tel Beth-Shemesh, Israel. In Metals and Mines-Studies in Archaeometallurgy; La Niece, S., Hook, D., Craddock, P., Eds.; Archetype/British Museum: London, UK, 2007; pp. 189–201. [Google Scholar]
- Tylecote, R.; Ghaznavi, H.; Boydell, P. Partitioning of trace elements between the ores, fluxes, slags and metal during the smelting of copper. J. Archaeol. Sci. 1977, 4, 305–333. [Google Scholar] [CrossRef]
- Coustures, M.P.; Beziat, D.; Tollon, F.; Domergue, C.; Long, L.; Rebiscoul, A. The Use of Trace Element Analysis of Entrapped Slag Inclusions to Establish Ore-Bar Iron Links: Examples from Two Gallo-Roman Iron-Making Sites in France (Les Martys, Montagne Noire, and Les Ferrys, Loiret). Archaeometry 2003, 45, 599–613. [Google Scholar] [CrossRef]
- Desaulty, A.-M.; Mariet, C.; Dillmann, P.; Joron, J.-L.; Fluzin, P. A provenance study of iron archaeological artefacts by In-ductively Coupled Plasma-Mass Spectrometry multi-elemental analysis. Spectrochim. Acta 2008, 63, 1253–1262. [Google Scholar] [CrossRef]
- Craddock, P.T. A History of the Distillation of Metals. Bull. Met. Mus. Jpn. Inst. Met. 1985, 10, 3–25. [Google Scholar]
- Misra, M.K.; Ragland, K.W.; Baker, A.J. Wood ash composition as a function of furnace temperature. Biomass-Bioenergy 1993, 4, 103–116. [Google Scholar] [CrossRef]
- Craddock, P.T. Early Metal Mining and Production; Edinburgh University Press: Edinburgh, UK, 1995. [Google Scholar]
- Ellingham, H.J.T. Reducibility of oxides and sulphides in metallurgical processes. J. Soc. Chem. Ind. Trans. Commun. 1944, 63, 127–133. [Google Scholar]
- Zitzmann, A.; Neumann-Redlin, C. The genetic Types of Iron Ore Deposits in Europe and adjacent Areas. In The Iron Ore Deposits of Europe and Adjacent Areas; Zitzmann, A., Ed.; Bundesanstalt für Geowissenschaften und Rohstoffe: Hannover, Germany, 1977; Volume 1. [Google Scholar]
- Vega, E.; Dillmann, P.; Fluzin, P. Contribution à l’étude de fers phosphoreux en sidérurgie ancienne. Rev. d’Archéométrie 2002, 26, 197–208. [Google Scholar] [CrossRef]
- Truffaut, E. Steelmaking in a bloomery furnace: Behavior of Manganese. Research on the Ferrum Noricum process. In Early Iron in Europe; Cech, B., Rehren, T., Monographies Instrumentum, Eds.; Monique Mergoil: Montagnac, France, 2014; pp. 285–298. [Google Scholar]
- Alipour, R.; Rehren, T.; Martinón-Torres, M. Chromium crucible steel was first made in Persia. J. Archaeol. Sci. 2021, 127, 105224. [Google Scholar] [CrossRef]
- Humphris, J.; Martinon-Torres, M.; Rehren, T.; Reid, A. Variability in single smelting episodes–a pilot study using iron slag from Uganda. J. Archaeol. Sci. 2009, 36, 359–369. [Google Scholar] [CrossRef]
- Chirikure, S.; Rehren, T. Ores, Furnaces, Slags, and Prehistoric Societies: Aspects of Iron Working in the Nyanga Agricultural Complex, AD 1300–1900. Afr. Archaeol. Rev. 2004, 21, 135–152. [Google Scholar] [CrossRef]
- Juleff, G. Technology and evolution: A root and branch view of Asian iron from first-millennium bc Sri Lanka to Japanese steel. World Archaeol. 2009, 41, 557–577. [Google Scholar] [CrossRef]
- Leroy, S.; Bauvais, S.; Delqué-Količ, E.; Hendrickson, M.; Josso, N.; Dumoulin, J.-P.; Soutif, D. First experimental reconstruc-tion of an Angkorian iron furnace (13th–14th centuries CE): Archaeological and archaeometric implications. J. Archaeol. Sci. Rep. 2020, 34, 102592. [Google Scholar]
- Kowalski, M.; Spencer, P.J.; Neuschütz, D. Phase diagrams. In Slag Atlas, 2nd ed.; Verein Deutscher Eisenhüttenleute (VDEh), Ed.; Verlag Stahleisen GmbH: Düsseldorf, Germany, 2000. [Google Scholar]
- Rehren, T.; Charlton, M.; Chirikure, S.; Humphris, J.; Ige, A.; Veldhuijzen, H.A. Decisions set in slag: The human factor in African iron smelting. In Metals and Mines–Studies in Archaeometallurgy; La Niece, S., Hook, D.R., Craddock, P.T., Eds.; Archetype/British Museum: London, UK, 2007; pp. 211–218. [Google Scholar]
- Beaujard, P. The World of the Indian Ocean—A Global History; Cambridge University Press: Cambridge, UK, 2019. [Google Scholar]
- Schmidt, P.R. Iron Technology in East Africa–Symbolism, Science, and Archaeology; Indiana University Press: Blooming-ton, IN, USA; Indianapolis, IN, USA, 1997. [Google Scholar]
- Barndon, R. An Ethnoarchaeological Study of Iron-Smelting Practices among the Pangwa and Fipa in Tanzania. Cambridge Mono-Graph in African Archaeology; Alexander, J., Smith, L., Eds.; BAR International Series 1308; Archaeopress: Oxford, UK, 2004. [Google Scholar]
- Killick, D.; Miller, D. Smelting of magnetite and magnetite–ilmenite iron ores in the northern Lowveld, South Africa, ca. 1000 CE to ca. 1880 CE. J. Archaeol. Sci. 2014, 43, 239–255. [Google Scholar] [CrossRef]
- Lyalya, E.C. An Identification Guide for metallurgical Site in Tanzania. Afr. Archaeol. Rev. 2019, 36, 193–209. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | MBR 14503 | MBR 14501 | MBR 14502 | MBR 14504 | MBR 14511b | MBR 14510b | MBR 14512b | MBR 14511a | MBR 14512a | Average Ore | MBR 14901 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Pisolites | Pisolites | Pisolites | Pisolites | Pisolites | Pisolites | Pisolites | Pisolites | Pisolites | Pisolites | Sandy Substratum | |
| SiO2 (wt.%) | 5.55 | 6.68 | 8.42 | 8.02 | 8.10 | 8.49 | 8.15 | 7.88 | 8.30 | 7.73 | 78.22 |
| TiO2 (wt.%) | 1.20 | 1.30 | 1.00 | 0.90 | 1.30 | 1.10 | 1.20 | 1.30 | 1.20 | 1.17 | 0.20 |
| Al2O3 (wt.%) | 6.50 | 7.50 | 5.63 | 7.15 | 8.30 | 7.63 | 8.28 | 8.26 | 8.28 | 7.50 | 11.10 |
| Fe2O3 (wt.%) | 84.80 | 83.50 | 82.80 | 82.40 | 79.90 | 79.80 | 79.70 | 79.50 | 79.50 | 81.32 | 3.10 |
| MgO (wt.%) | 0.06 | 0.04 | 0.04 | 0.08 | 0.09 | 0.07 | 0.08 | 0.10 | 0.09 | 0.07 | 0.19 |
| CaO (wt.%) | 0.00 | 0.00 | 0.00 | 0.10 | 0.10 | 0.00 | 0.20 | 0.10 | 0.10 | 0.07 | 0.70 |
| Na2O (wt.%) | 0.05 | 0.04 | 0.05 | 0.05 | 0.08 | 0.03 | 0.10 | 0.09 | 0.08 | 0.06 | 1.92 |
| K2O (wt.%) | 0.01 | 0.02 | 0.02 | 0.04 | 0.08 | 0.03 | 0.05 | 0.08 | 0.04 | 0.04 | 4.12 |
| P2O5 (wt.%) | 0.23 | 0.21 | 0.30 | 0.32 | 0.18 | 0.25 | 0.25 | 0.18 | 0.25 | 0.24 | 0.04 |
| SUM (wt.%) | 98.70 | 99.53 | 98.49 | 99.39 | 98.36 | 97.64 | 98.26 | 97.72 | 98.08 | 98.46 | 99.78 |
| Ba (ppm) | 30 | 20 | 23 | 62 | 31 | 27 | 27 | 35 | 27 | 31 | 907 |
| Ce (ppm) | 0 | 0 | 1 | 0 | 19 | 2 | 0 | 14 | 0 | 4 | 10 |
| Co (ppm) | 16 | 8 | 10 | 9 | 12 | 16 | 18 | 14 | 21 | 14 | 20 |
| Cr (ppm) | 1099 | 768 | 871 | 786 | 780 | 684 | 886 | 774 | 845 | 833 | 47 |
| Cu (ppm) | 120 | 88 | 91 | 122 | 112 | 115 | 117 | 113 | 117 | 111 | 2 |
| La (ppm) | 9 | 12 | 10 | 11 | 19 | 13 | 8 | 15 | 15 | 12 | 11 |
| Mn (ppm) | 412 | 199 | 208 | 929 | 260 | 260 | 250 | 260 | 260 | 338 | 175 |
| Ni (ppm) | 26 | 30 | 33 | 24 | 27 | 45 | 39 | 27 | 39 | 32 | 6 |
| Rb (ppm) | 0 | 0 | 0 | 0 | 1 | 1 | 1 | 1 | 1 | 1 | 99 |
| Sr (ppm) | 1 | 1 | 1 | 1 | 5 | 1 | 7 | 6 | 7 | 4 | 162 |
| V (ppm) | 959 | 898 | 844 | 959 | 952 | 899 | 763 | 766 | 737 | 852 | 54 |
| Y (ppm) | 7 | 5 | 4 | 7 | 3 | 8 | 10 | 11 | 9 | 7 | 5 |
| Zr (ppm) | 118 | 141 | 100 | 118 | 81 | 135 | 156 | 129 | 104 | 121 | 100 |
| SiO2:Al2O3 | 0.85 | 0.9 | 1.5 | 0.9 | 1.1 | 1.1 | 1.0 | 1.0 | 1.0 | 1.1 | 7.0 |
| SiO2:TiO2 | 4.62 | 5.1 | 8.4 | 4.6 | 8.9 | 7.7 | 6.1 | 6.2 | 6.9 | 6.7 | 391.1 |
| V:Cr | 0.87 | 1.2 | 1.0 | 0.9 | 1.2 | 1.3 | 1.0 | 1.0 | 0.9 | 1.1 | 1.2 |
| Sample | MBR 14010 | MBR 14006 | MBR 14007 | MBR 14004 | MBR 14012 | MBR 14009 | MBR 14002 | MBR 14005 | MBR 14003 |
|---|---|---|---|---|---|---|---|---|---|
| Bottom Slag | Tapped Slag | Tapped Slag | Tapped Slag | Bottom Slag | Bottom Slag | Bottom Slag | Tapped Slag | Tapped Slag | |
| SiO2 (wt.%) | 16.47 | 18.13 | 18.76 | 18.61 | 24.46 | 26.38 | 26.07 | 23.84 | 26.52 |
| TiO2 (wt.%) | 1.10 | 1.10 | 1.40 | 1.60 | 1.20 | 0.90 | 1.50 | 1.60 | 1.30 |
| Al2O3 (wt.%) | 11.48 | 9.59 | 8.70 | 12.40 | 9.50 | 9.00 | 10.05 | 10.50 | 12.24 |
| Fe2O3 (wt.%) | 67.40 | 67.00 | 66.10 | 64.00 | 61.40 | 59.90 | 58.50 | 58.10 | 55.30 |
| MgO (wt.%) | 0.22 | 0.19 | 0.34 | 0.34 | 0.15 | 0.33 | 0.27 | 0.33 | 0.33 |
| CaO (wt.%) | 0.50 | 1.10 | 1.50 | 0.70 | 0.40 | 0.80 | 0.70 | 2.10 | 0.80 |
| Na2O (wt.%) | 0.20 | 0.29 | 0.28 | 0.17 | 0.26 | 1.69 | 0.35 | 0.58 | 0.39 |
| K2O (wt.%) | 0.37 | 0.29 | 0.35 | 0.20 | 0.42 | 1.05 | 0.63 | 0.40 | 0.94 |
| P2O5 (wt.%) | 0.20 | 0.34 | 0.39 | 0.33 | 0.22 | 0.24 | 0.25 | 0.36 | 0.37 |
| SUM (wt.%) | 98.27 | 98.38 | 98.19 | 98.73 | 98.23 | 100.52 | 98.60 | 98.21 | 98.54 |
| Ba (ppm) | 74 | 102 | 147 | 129 | 87 | 228 | 130 | 140 | 149 |
| Ce (ppm) | 2 | 4 | 4 | 3 | 12 | 14 | 16 | 11 | 6 |
| Co (ppm) | 26 | 21 | 23 | 16 | 20 | 28 | 26 | 30 | 28 |
| Cr (ppm) | 853 | 1043 | 552 | 732 | 449 | 423 | 447 | 849 | 740 |
| Cu (ppm) | 84 | 91 | 85 | 88 | 56 | 52 | 61 | 41 | 77 |
| La (ppm) | 13 | 15 | 11 | 6 | 15 | 11 | 14 | 12 | 14 |
| Mn (ppm) | 132 | 443 | 1232 | 1042 | 120 | 129 | 680 | 863 | 439 |
| Ni (ppm) | 16 | 12 | 7 | 7 | 9 | 5 | 9 | 4 | 6 |
| Rb (ppm) | 8 | 5 | 7 | 4 | 9 | 25 | 13 | 8 | 17 |
| Sr (ppm) | 34 | 56 | 97 | 43 | 29 | 95 | 71 | 135 | 88 |
| V (ppm) | 1498 | 1406 | 1072 | 1109 | 847 | 798 | 767 | 1272 | 1426 |
| Y (ppm) | 5 | 5 | 5 | 8 | 6 | 6 | 10 | 6 | 7 |
| Zr (ppm) | 121 | 150 | 166 | 177 | 194 | 108 | 224 | 199 | 186 |
| SiO2:Al2O3 | 1.43 | 1.89 | 2.16 | 1.50 | 2.57 | 2.93 | 2.60 | 2.27 | 2.17 |
| SiO2:TiO2 | 14.97 | 16.48 | 13.40 | 11.63 | 20.39 | 29.31 | 17.38 | 14.90 | 20.40 |
| V:Cr | 1.76 | 1.35 | 1.94 | 1.52 | 1.89 | 1.89 | 1.72 | 1.50 | 1.93 |
| Sample | Mean Value Ore | MBR 14901 | MBR 14010 | MBR 14006 | MBR 14007 | MBR 14004 | MBR 14012 | MBR 14009 | MBR 14002 | MBR 14005 | MBR 14003 | ||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Pisolithes | Sandy Substratum | Bottom Slag | Tapped Slag | Tapped Slag | Tapped Slag | Bottom Slag | Bottom Slag | Bottom Slag | Tapped Slag | Tapped Slag | |||
| Si (wt.%) | 4.98 | 36.70 | 8.44 | 9.27 | 9.60 | 9.45 | 12.44 | 13.07 | 13.17 | 12.10 | 13.37 | ||
| Al (wt.%) | 4.04 | 5.90 | 6.66 | 5.56 | 5.04 | 7.13 | 5.47 | 5.05 | 5.75 | 6.03 | 6.99 | ||
| Fe (wt.%) | 57.89 | 2.18 | 51.68 | 51.30 | 50.62 | 48.62 | 46.74 | 44.42 | 44.22 | 44.13 | 41.72 | ||
| 1. | Calculated Amount of Material for 100 g of Slag | ||||||||||||
| 1.1. | Ore | M (g) | - | - | 154 | 118 | 101 | 162 | 100 | 85 | 105 | 118 | 140 |
| 1.2. | Wall | W (g) | - | - | 8 | 13 | 16 | 9 | 24 | 27 | 25 | 21 | 22 |
| 1.3. | Slag | S (g) | - | - | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 |
| 1.4. | Iron | F (g) | - | - | 37 | 17 | 8 | 45 | 12 | 5 | 17 | 25 | 40 |
| 1.5. | Measured Ti (%) | 0.71 | 0.12 | 0.72 | 0.72 | 0.92 | 1.04 | 0.78 | 0.57 | 0.97 | 1.04 | 0.84 | |
| 1.6. | Calculated Ti (%) | - | - | 1.10 | 0.85 | 0.74 | 1.17 | 0.74 | 0.64 | 0.78 | 0.87 | 1.03 | |
| 2. | Calculated Amount of Materials for 100 g of Ore | ||||||||||||
| 2.1. | Ore | M (g) | - | - | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 |
| 2.2. | Wall | W (g) | - | - | 5 | 11 | 16 | 6 | 24 | 32 | 24 | 18 | 16 |
| 2.3. | Slag | S (g) | - | - | 65 | 85 | 99 | 62 | 100 | 118 | 95 | 85 | 71 |
| 2.4. | Iron | F (g) | - | - | 24 | 15 | 8 | 28 | 12 | 6 | 16 | 21 | 28 |
| 2.5. | Yield (%) | - | - | 41 | 26 | 14 | 48 | 21 | 10 | 28 | 36 | 48 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Morel, M.; Serneels, V. Interpreting the Chemical Variability of Iron Smelting Slag: A Case Study from Northeastern Madagascar. Minerals 2021, 11, 900. https://doi.org/10.3390/min11080900
Morel M, Serneels V. Interpreting the Chemical Variability of Iron Smelting Slag: A Case Study from Northeastern Madagascar. Minerals. 2021; 11(8):900. https://doi.org/10.3390/min11080900
Chicago/Turabian StyleMorel, Mélissa, and Vincent Serneels. 2021. "Interpreting the Chemical Variability of Iron Smelting Slag: A Case Study from Northeastern Madagascar" Minerals 11, no. 8: 900. https://doi.org/10.3390/min11080900