
Leaching of Ca-Rich Slags Produced from Reductive Smelting of Bauxite Residue with Na2CO3 Solutions for Alumina Extraction: Lab and Pilot Scale Experiments

 , and
, and
Abstract
:1. Introduction
- (a)
- CA and C12A7 are the target calcium aluminate phases as they have proven to give the highest Al extraction rates in Na2CO3 aqueous solutions. C3A is also leachable but to a minor extent. In more detail, R. V. Lidquist and H. Leitch achieved 98 wt.% Al extraction from CA produced by pure reagents. Leaching was performed under atmospheric pressure conditions, at 70 °C, with a solution of Na2CO3, with 10% w/w addition of NaOH (total equivalent Na2O concentration at 85 g/L), for 1.5 h of leaching time and with an S/L ratio ~14% [23]. Similar extraction rates were achieved in a later study by the same authors for C12A7 produced from pure reagents, under the same conditions (atmospheric pressure 70 °C) with an 85 g/L Na2CO3 solution, in 1 h of leaching time and with an S/L ratio ~6%, while pure C3A extractions at approximately the same conditions never exceeded 60% [24]. Similar results were achieved by F. I. Azof et. al, who leached slags containing CA/C3A [25]. Extraction rates for CA and C3A reached 98% and 65%, respectively, for leaching performed under atmospheric pressure conditions, at 70 °C, with a solution of 120 g/L Na2CO3 and 7 g/L NaOH.
- (b)
- Bounding of all SiO2 in the form of γ-Ca2SiO4 (γ-C2S) is essential in all processes and this is possible by employing slow cooling rates during slag solidification. The transformation of C2S from the β- to the γ- phase leads to the known disintegration or dusting effect of the slag [26]. This effect reduces grinding costs while, at the same time, hindering the formation of gehlenite (Ca2Al2SiO7, C2AS), which is a phase difficult to leach and consequently leads to reduced Al extraction rates [27].
2. Materials and Methods
2.1. Laboratory Scale Experiments
2.1.1. Methodology
- Effect of temperature on Al and Si extraction;
- Effect of Na2CO3 concentration on Al and Si extraction;
- Effect of S/L ratio on Al and Si extraction;
- Kinetic approach tests of the leaching mechanism.
2.1.2. Equipment and Materials Used
2.2. Pilot Scale Experiments
3. Results
3.1. Results of Laboratory Scale Experiments
3.1.1. Effect of Temperature, Na2CO3 Concentration and S/L Ratio on Al and Si Extraction
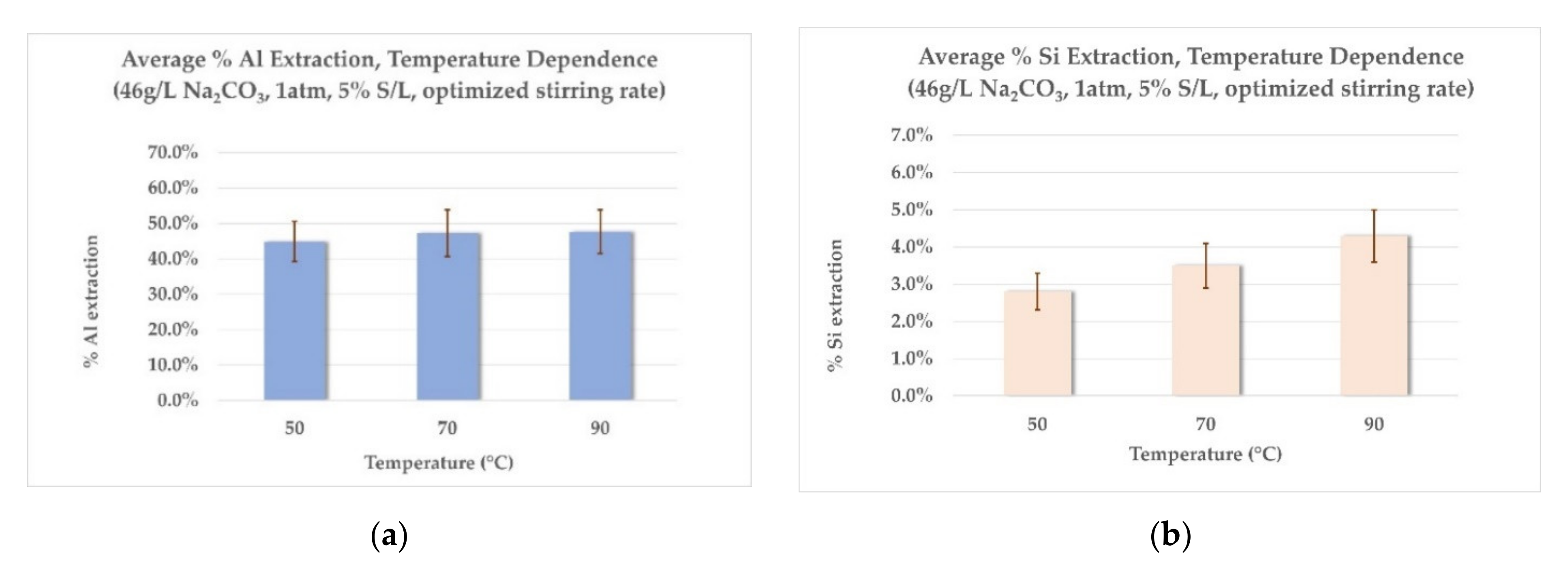
- Effect of temperature on Al and Si extraction: As seen from Figure 5a, the extraction rate of Al remains virtually unaffected in the range between 70 °C and 90 °C, while the increase observed with a temperature raise from 50 °C to 70 °C is small. Si extraction rates (Figure 5b) increase with an increase in leaching temperature. The choice of high leaching temperatures would make sense only if higher Al extraction could also be achieved to counterbalance this phenomenon. For this reason, a temperature of 70 °C was chosen for the next two series of experiments, as the middle-ground between acceptable Al extraction rates and corresponding low Si co-dissolution rates.
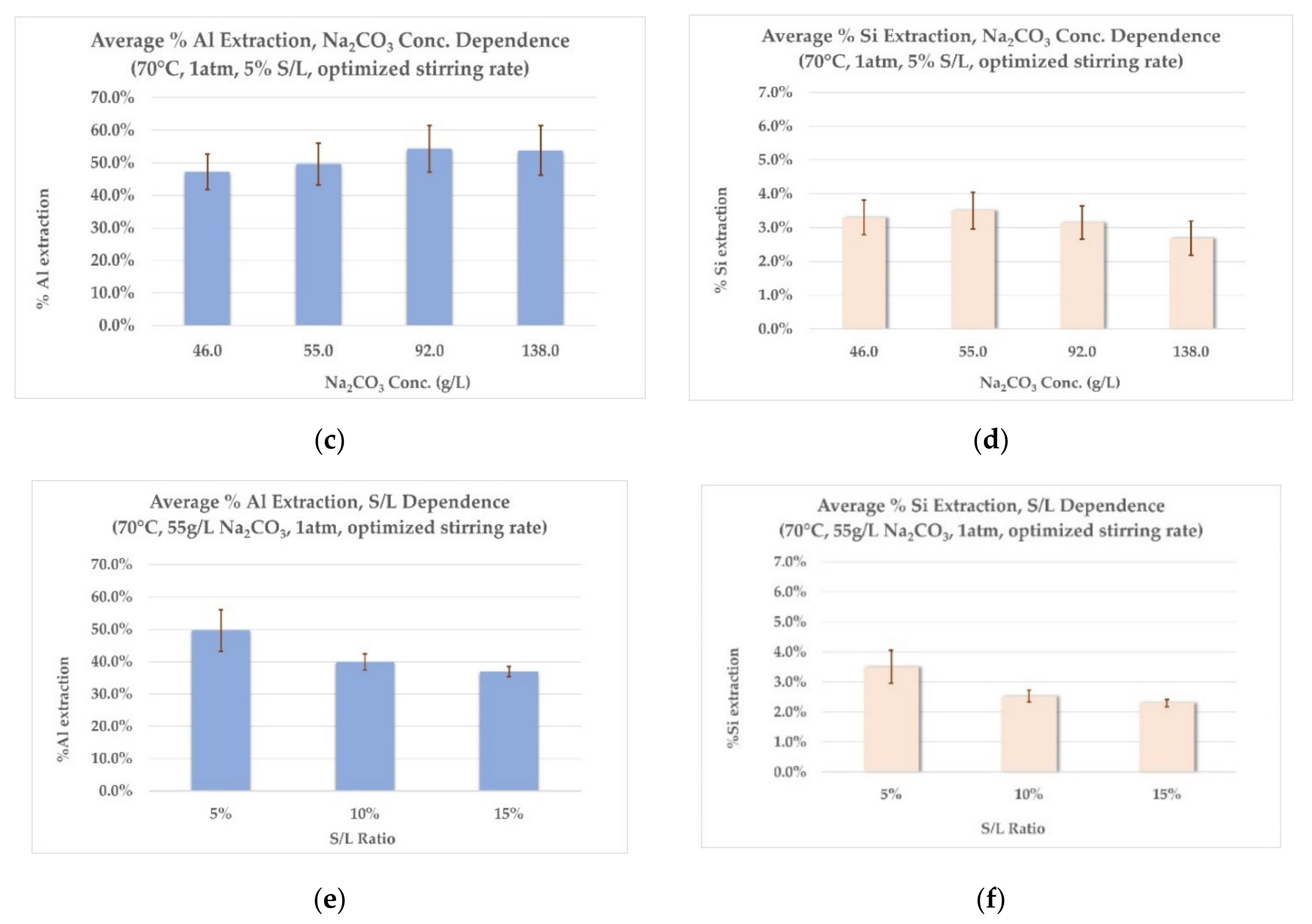
- Effect of Na2CO3 concentration on Al and Si extraction: Employing a small excess of Na2CO3 (20% excess, 55 g/L) has practically the same effect on the Al extraction rate as employing a bigger excess (100% excess, 92 g/L), as shown in Figure 5c. Moreover, a larger excess of Na2CO3 (200% excess, 138 g/L) shows no further increase in Al extraction rates. As shown on Graph 5d, Si extraction rates remain constant throughout the range of Na2CO3 concentrations tested. This consistency could prove important for further modelling of the process in pilot scale. According to the results mentioned above, an excess of 20% Na2CO3 is selected for the last series of experiments.
- Effect of S/L ratio on Al and Si extraction: As shown in Figure 5e,f, both Al and Si extraction rates are reduced with the increase in the S/L ratio. This was more or less expected, as with increased S/L ratio, the excess in concentration of the leaching agent is diminished (actually an excess of slag is employed). Consequently, this leads to lower Al and Si extraction rates and to more concentrated aluminate solutions, due to higher absolute amount of metals dissolved. Table 6 presents the concentration of Al and Si in the aluminate solution for each S/L ratio tested, calculated as equivalent Al2O3 and SiO2 concentrations, verifying the above explanations.
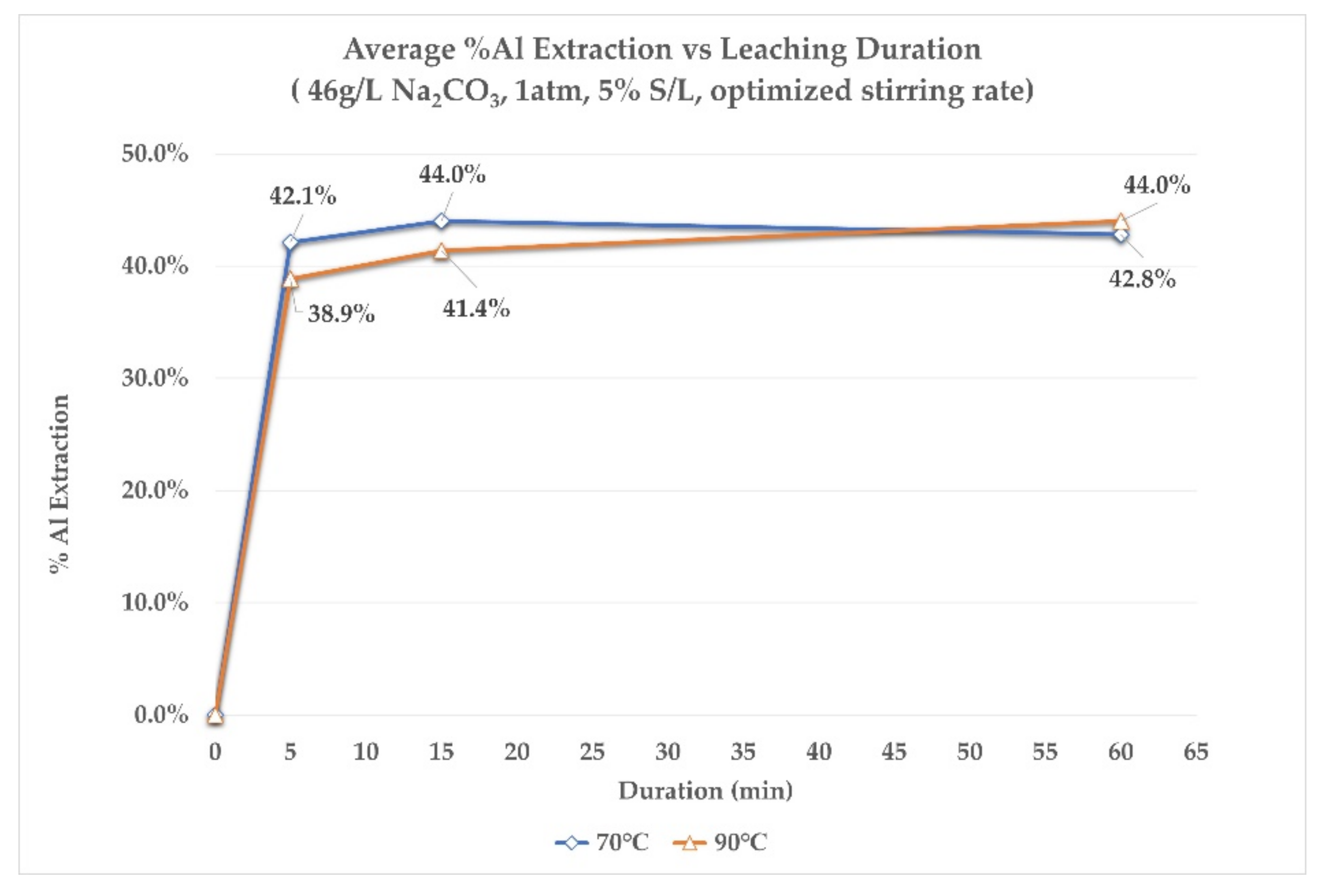
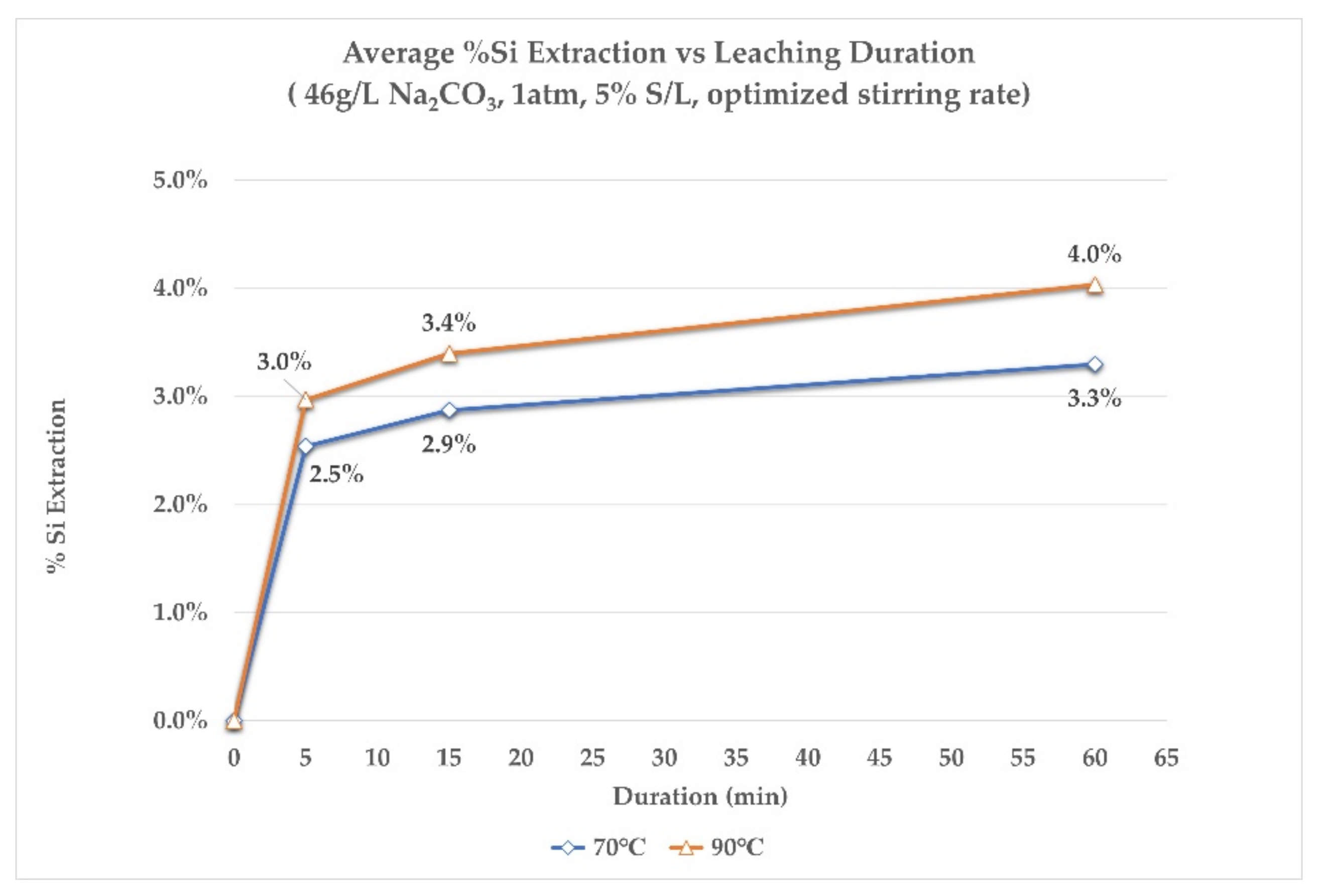
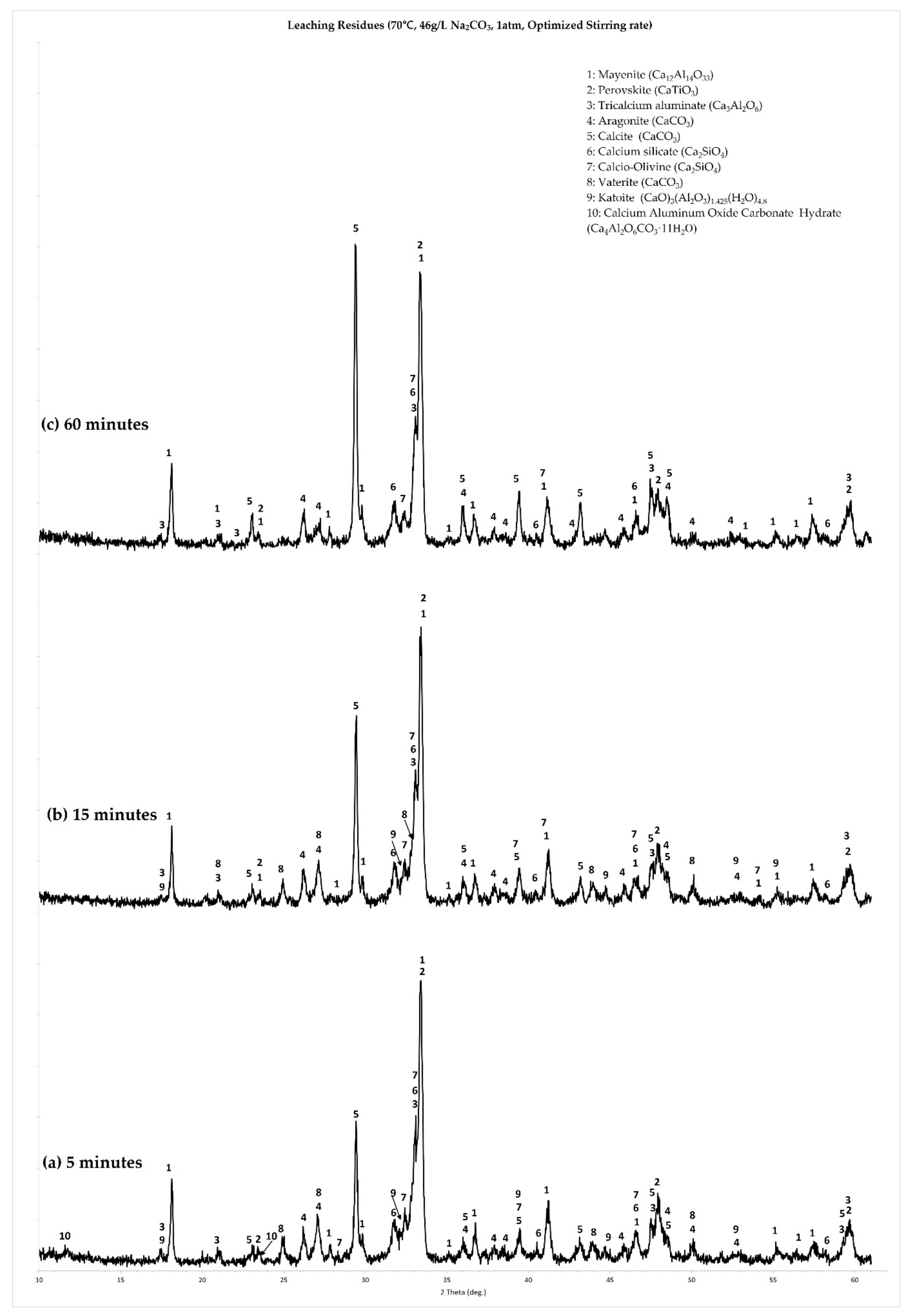
3.1.2. Kinetic Approach Tests
- A 5% S/L ratio—this ratio was chosen to avoid excessive variations in the consumption of the leaching agent;
- Na2CO3 concentration of 46 g/L, which corresponds to the theoretical amount needed for complete reaction between the CaO content of the slag and the carbonate content of the solution (according to Equation (1));
- Tests were performed at 70 °C and 90 °C, in order to further assess the behavior of Si during leaching, which appears to be temperature-dependent.
3.1.3. Summary of Observations and Suggestions for the Pilot Work Tests
- Concentration of leaching agent: 120 g/L Na2CO3 (corresponding to a small excess of Na2CO3 in relation to the CaO content of the slag);
- S/L ratio: 10%;
- Leaching temperature: 70 °C;
- Duration: Less than 1 h (exact value defined by the operating capabilities of the pilot plant).
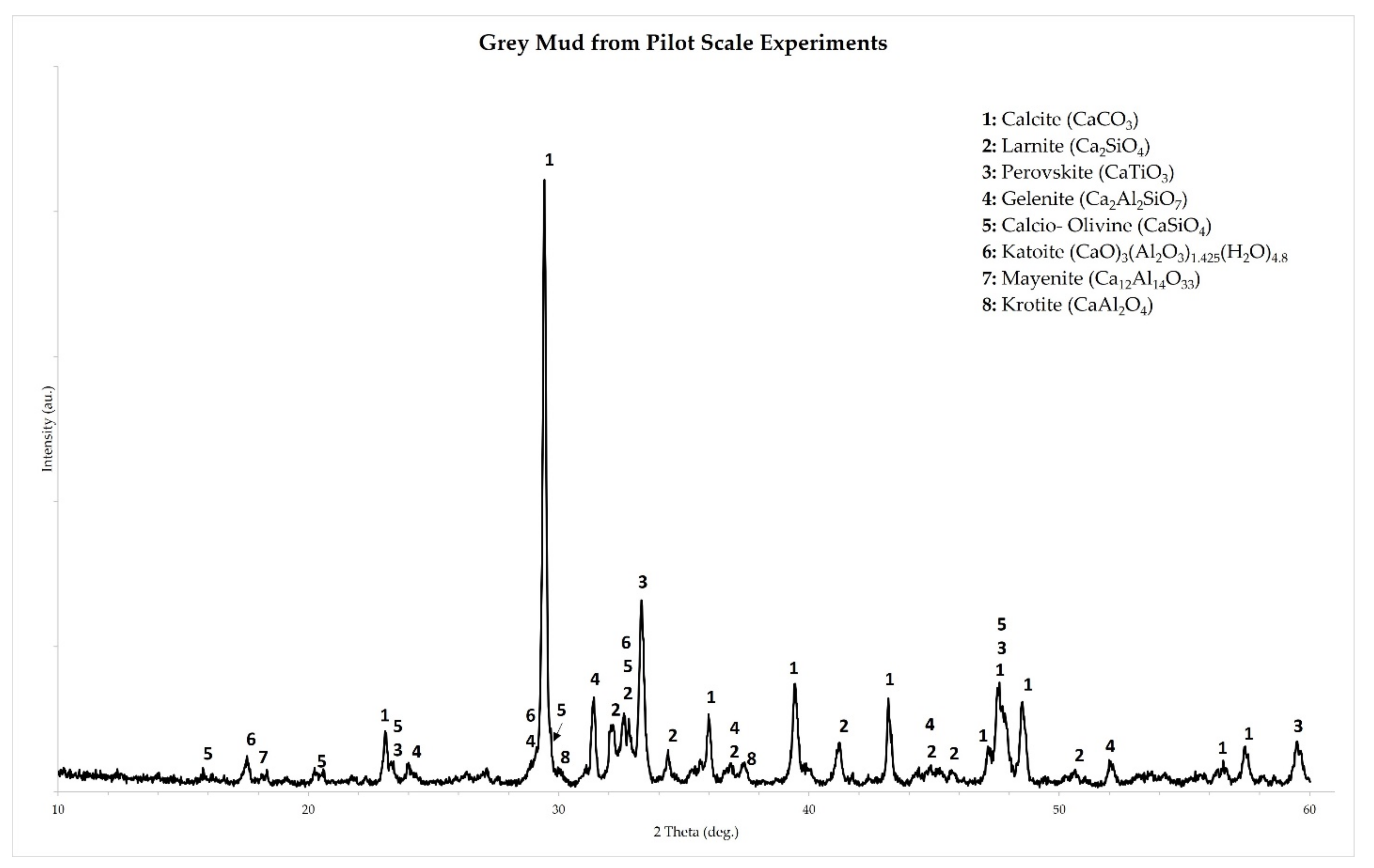
3.2. Results of Pilot Scale Experiments
4. Discussion
4.1. Correlation between Slag Composition and Aluminium Extraction Rates
4.2. Comments on the Aluminium Extraction Mechanism
4.2.1. Effect of the Hydraulic Character of Calcium Aluminates
4.2.2. CaCO3 Formation through Causticization of the Aluminate Solution
4.3. Comments the Silicon Co-Dissolution Phenomena
5. Conclusions
- A calcium aluminate slag containing C12A7 and C3A, produced in laboratory scale, was leached in laboratory scale, under atmospheric pressure conditions. Leaching parameters tested were temperature, Na2CO3 concentration and S/L ratio, for optimized stirring rate. The extraction rates for Al were low under all conditions and at best a 54% Al extraction, in 5% S/L ratio was achieved. Laboratory scale work also highlighted high extraction rates for Al during the first 5 min of leaching, which progressively decelerate in the next 10 min, until no notable change in Al extraction is observed after that point.
- For the design of the second stage of the work in pilot scale, the observations of the laboratory scale tests were utilized, suggesting a slag with a reduced amount of CaO and preferably containing a mixture of C12A7 and CA as the calcium aluminate phases. Moreover, leaching should be performed in moderate temperature (70 °C), for a short duration (<1 h) and with a Na2CO3 concentration not exceeding 120 g/L for a 10% S/L. The results of the pilot scale work confirmed the validity of the above suggestions, with alumina extraction reaching 68%, in 10% S/L ratio.
- Si co-dissolution always occurred, both in the laboratory and the pilot scale experiments, at extraction rates of 3% and 1.9%, respectively. Desilication of the aluminate solution is needed.
- Based on the results of laboratory leaching tests that were performed at 70 °C and 90 °C, for different leaching times (kinetic approach tests) the Al extraction mechanism was further explained. Al extraction rates observed are the net result of two mechanisms. The first is a mechanism of direct dissolution of Al into the solution, due to the hydraulic character of calcium aluminate phases. In an aqueous solution containing no other ions, dissolution would continue until supersaturation in relation to the metastable calcium aluminate hydrates. In the case of the aqueous Na2CO3 solutions, this supersaturation is not reached due to the reaction of CaCO3 formation through solution (Equation (12)). Moreover, the removal of CO32− ions from the solution increases the causticity (causticization) due to the increase in free Na+ ions, which in turn leads to an increase in dissolved Al(OH)4−, as is observed in the first 5 min of leaching (Figure 6).
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ujaczki, E.; Feigl, V.; Molnar, M.; Cusack, P.; Curtin, T.; Courtney, R.; O’Donoghue, L.; Davris, P.; Hugi, C.; Evangelou, M.W.; et al. Re-using bauxite residues: Benefits beyond (critical raw) material recovery. J. Chem. Technol. Biotechnol. 2018, 93, 2498–2510. [Google Scholar] [CrossRef] [Green Version]
- Power, G.; Gräfe, M.; Klauber, C. Bauxite residue issues: I. Current management, disposal and storage practices. Hydrometallurgy 2011, 108, 33–45. [Google Scholar] [CrossRef]
- Balomenos, E.; Davris, P.; Pontikes, Y.; Panias, D. Mud2Metal: Lessons learned on the path for complete utilization of bauxite residue through industrial symbiosis. J. Sustain. Metall. 2016, 3, 551–560. [Google Scholar] [CrossRef]
- Alumina Production Statistics. Available online: https://www.world-aluminium.org/statistics/alumina-production (accessed on 20 June 2021).
- Klauber, C.; Gräfe, M.; Power, G. Bauxite residue issues: II. Options for residue utilization. Hydrometallurgy 2011, 108, 11–32. [Google Scholar] [CrossRef]
- REMOVAL Project. Available online: https://www.removal-project.com/ (accessed on 21 June 2021).
- Liu, X.; Han, Y.; He, F.; Gao, P.; Yuan, S. Characteristic, hazard and iron recovery technology of red mud—A critical review. J. Hazard. Mater. 2021, 420, 126542. [Google Scholar] [CrossRef]
- Valeev, D.; Zinoveev, D.; Kondratiev, A.; Lubyanoi, D.; Pankratov, D. Reductive smelting of neutralized red mud for iron recovery and produced pig iron for heat-resistant castings. Metals 2019, 10, 32. [Google Scholar] [CrossRef] [Green Version]
- Ochsenkuehn-Petropoulou, M.; Tsakanika, L.-A.; Lymperopoulou, T.; Ochsenkuehn, K.-M.; Hatzilyberis, K.; Georgiou, P.; Stergiopoulos, C.; Serifi, O.; Tsopelas, F. Efficiency of sulfuric acid on selective scandium leachability from bauxite residue. Metals 2018, 8, 915. [Google Scholar] [CrossRef] [Green Version]
- Borra, C.R.; Blanpain, B.; Pontikes, Y.; Binnemans, K.; Van Gerven, T. Recovery of rare earths and major metals from bauxite residue (red mud) by alkali roasting, smelting, and leaching. J. Sustain. Metall. 2016, 3, 393–404. [Google Scholar] [CrossRef]
- Rivera, R.M.; Xakalashe, B.; Ounoughene, G.; Binnemans, K.; Friedrich, B.; Van Gerven, T. Selective rare earth element extraction using high-pressure acid leaching of slags arising from the smelting of bauxite residue. Hydrometallurgy 2019, 184, 162–174. [Google Scholar] [CrossRef]
- Liu, Z.; Li, H. Metallurgical process for valuable elements recovery from red mud—A review. Hydrometallurgy 2015, 155, 29–43. [Google Scholar] [CrossRef]
- Zinoveev, D.; Pasechnik, L.; Fedotov, M.; Dyubanov, V.; Grudinsky, P.; Alpatov, A. Extraction of valuable elements from red mud with a focus on using liquid media—A review. Recycling 2021, 6, 38. [Google Scholar] [CrossRef]
- Borra, C.R.; Blanpain, B.; Pontikes, Y.; Binnemans, K.; Van Gerven, T. Recovery of rare earths and other valuable metals from bauxite residue (red mud): A review. J. Sustain. Metall. 2016, 2, 365–386. [Google Scholar] [CrossRef]
- Kaußen, F.M.; Friedrich, B. Phase characterization and thermochemical simulation of (landfilled) bauxite residue (“red mud”) in different alkaline processes optimized for aluminum recovery. Hydrometallurgy 2018, 176, 49–61. [Google Scholar] [CrossRef]
- Kaußen, F.M.; Friedrich, B. Methods for alkaline recovery of aluminum from bauxite residue. J. Sustain. Metall. 2016, 2, 353–364. [Google Scholar] [CrossRef] [Green Version]
- Wilding, M.C. Aluminates. In Ceramic and Glass Materials: Structure, Properties and Processing; Shackelford, J.F., Doremus, R.H., Eds.; Springer US: Boston, MA, USA, 2008; pp. 49–70. [Google Scholar]
- Hallstedl, B. Assessment of the CaO-Al2O3 system. J. Am. Ceram. Soc. 1990, 73, 15–23. [Google Scholar] [CrossRef]
- Jerebtsov, D.A.; Mikhailov, G.G. Phase diagram of CaO-Al2O3 system. Ceram. Int. 2001, 27, 25–28. [Google Scholar] [CrossRef]
- Miller, J.; Irgens, A. Alumina production by the pedersen process—History and future. In Essential Readings in Light Metals: Volume 1 Alumina and Bauxite; Donaldson, D., Raahauge, B.E., Eds.; Springer International Publishing: Cham, Germany, 2016; pp. 977–982. [Google Scholar]
- Chou, K.S.B.G. Formation of calcium aluminates in the lime-sinter process part II. Kinetic study. Cem. Concr. Res. 1981, 11, 167–174. [Google Scholar] [CrossRef]
- Tian, Y.; Pan, X.; Yu, H.; Han, Y.; Tu, G.; Bi, S. An improved lime sinter process to produce Al2O3 from low-grade Al-containing resources. In Light Metals 2016; Williams, E., Ed.; Springer International Publishing: Cham, Germany, 2016; pp. 5–9. [Google Scholar]
- Lundquist, R.V.; Leitch, H. Solubility Characteristics of Monocalcium Aluminate, 6294; Bureau of Mines: Washington, DC, USA, 1963.
- Lundquist, R.V. Aluminum Extraction Characteristics of Three Calcium Aluminates in Water, Sodium Hydroxide, and Sodium Carbonate Solutions, 6528; Bureau of Mines: Washington, DC, USA, 1964.
- Azof, F.I.; Kolbeinsen, L.; Safarian, J. The leachability of calcium aluminate phases in slags for the extraction of alumina. In Proceedings of the 35th International ICSOBA Conference, Hamburg, Germany, 2–5 October 2017; pp. 243–254. [Google Scholar]
- Kim, Y.J.; Nettleship, I.; Kriven, W.M. Phase transformations in dicalcium silicate: II, TEM studies of crystallography, microstructure, and mechanisms. J. Am. Ceram. Soc. 1992, 75, 2407–2419. [Google Scholar] [CrossRef]
- Nielsen, K. The pedersen process—A old process in a new light. Erzmetall 1978, 31, 523–525. [Google Scholar]
- Vafeias, M.; Bagani, M.; Xakalashe, B.; Balomenos, E.; Panias, D.; Friedrich, B. Alkaline alumina recovery from bauxite residue slags. In Proceedings of the 3rd International Bauxite Residue Valorisation and Best Practices Conference, Virtual Conference, Online, 29 September–1 October 2020; pp. 55–62. [Google Scholar]
- Azof, F.I.; Vafeias, M.; Panias, D.; Safarian, J. The leachability of a ternary CaO-Al2O3-SiO2 slag produced from smelting-reduction of low-grade bauxite for alumina recovery. Hydrometallurgy 2020, 191, 105184. [Google Scholar] [CrossRef]
- Damidot, D.; Sorrentino, D.; Guinot, D. Factors influencing the nucleation and growth of the hydrates in cementitious systems: An experimental approach. In Proceedings of the 2nd International RILEM Symposium on Hydration and Setting, Dijon, France, 11–13 June 1997. [Google Scholar]
- Pöllmann, H. Calcium aluminate cements—Raw materials, differences, hydration and properties. Rev. Mineral. Geochem. 2012, 74, 1–82. [Google Scholar] [CrossRef]
- Scrivener, K.L.; Capmas, A. 13—Calcium aluminate cements. In Lea’s Chemistry of Cement and Concrete, 4th ed.; Hewlett, P.C., Ed.; Butterworth-Heinemann: Oxford, UK, 1998; pp. 713–782. [Google Scholar]
- Edmonds, R.N.; Majumdar, A.J. The hydration of 12CaO·7A12O3 at different temperatures. Cem. Concr. Res. 1988, 18, 473–478. [Google Scholar] [CrossRef]
- Christensen, A.N.; Jensen, T.R.; Scarlett, N.V.Y.; Madsen, I.C.; Hanson, J.C. Hydrolysis of pure and sodium substituted calcium aluminates and cement clinker components investigated by in situ synchrotron X-ray powder diffraction. J. Am. Ceram. Soc. 2004, 87, 1488–1493. [Google Scholar] [CrossRef]
- Lamour, V.H.R.; Monteiro, P.J.M.; Scrivener, K.L.; Fryda, H. Microscopic studies of the early hydration of calcium aluminate cements mikroskopische untersuchungen von frisch abgebundenem calziumaluminatzement. In Proceedings of the Calcium Aluminate Cements (CAC), International Conference on Calcium Aluminate Cements, London, UK, 16–19 July 2001; pp. 169–180. [Google Scholar]
- Adams, M.P. Factors Influencing Conversion and Volume Stability in Calcium Aluminate Cement Systems. Ph.D. Thesis, Oregon State University, Corvallis, OR, USA, 28 May 2015. [Google Scholar]
- Klaus, S.R.; Neubauer, J.; Goetz-Neunhoeffer, F. How to increase the hydration degree of CA—The influence of CA particle fineness. Cem. Concr. Res. 2015, 67, 11–20. [Google Scholar] [CrossRef]
- Taylor, H.F.W. 10 Calcium aluminate, expansive and other cements. In Cement Chemistry, 2nd ed.; Thomas Telford Publishing: London, UK, 1997; pp. 295–322. [Google Scholar]
- Odler, I. 6-Hydration, setting and hardening of portland cement. In Lea’s Chemistry of Cement and Concrete, 4th ed.; Hewlett, P.C., Ed.; Butterworth-Heinemann: Oxford, UK, 1998; pp. 270–326. [Google Scholar]
- Roach, G.I.D. The equilibrium approach to causticisation for optimising liquor causticisity. In Essential Readings in Light Metals: Volume 1 Alumina and Bauxite; Donaldson, D., Raahauge, B.E., Eds.; Springer International Publishing: Cham, Germany, 2016; pp. 228–234. [Google Scholar]
- Rosenberg, S.P.; Wilson, D.J.; Heath, C.A. Some aspects of calcium chemistry in the bayer process. In Essential Readings in Light Metals: Volume 1 Alumina and Bauxite; Donaldson, D., Raahauge, B.E., Eds.; Springer International Publishing: Cham, Germany, 2016; pp. 210–216. [Google Scholar]
- Adhikari, P.; Dharmawardhana, C.C.; Ching, W.-Y. Structure and properties of hydrogrossular mineral series. J. Am. Ceram. Soc. 2017, 100, 4317–4330. [Google Scholar] [CrossRef]
- Yuan, J.; Zhang, Y. Desiliconization reaction in sodium aluminate solution by adding tricalcium hydroaluminate. Hydrometallurgy 2009, 95, 166–169. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Range | Levels | Parameter Values Tested |
|---|---|---|---|
| Temperature | 50–90 °C | 3 | 50°, 70°, 90° |
| Na2CO3 concentration | 46–138 g/L | 4 | 46 g/L, 55 g/L, 92 g/L, 138 g/L |
| S/L Ratio | 5–15% | 3 | 5%, 10%, 15% |
| Component | CaO | Al2O3 | SiO2 | TiO2 | FeO | Na2O | MgO | Cr2O3 | C | Others |
|---|---|---|---|---|---|---|---|---|---|---|
| Content | 50.8% | 26.3% | 10.4% | 5.7% | 1.2% | 2.4% | 0.8% | 0.11% | 1.7% | 0.7% |
| Material | Al2O3 % | Fe2O3% | CaO % | SiO2 % | TiO2 % | Na2O % | MgO % | CaCO3 % | C % | S % | P % | LOI % | Others % |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| BR | 19.75 | 42.74 | 9.42 | 6.98 | 5.28 | 2.92 | - | - | - | - | - | 9.42 | 3.44 |
| Lime | - | - | 96.37 | - | - | - | 0.63 | 0.93 | - | - | - | - | 2.07 |
| Coke | 3.11 | - | 1.28 | 3.74 | - | - | - | - | 82.62 | 0.22 | 0.04 | - | 8.99 |
| Component | Al2O3 % | Fe2O3% | CaO % | SiO2 % | TiO2 % | Na2O % | V2O5 % | SO3 % | LOI % | Others |
|---|---|---|---|---|---|---|---|---|---|---|
| Content | 32.00 | 0.89 | 36.30 | 13.10 | 4.28 | 1.38 | 0.08 | 0.61 | 1.57 | 9.79 |
| Parameter Tested | Parameter Value | % Al Extraction in Washing Solution | % Si Extraction in Washing Solution |
|---|---|---|---|
| Temperature | 50 °C | 1.6% | 0.6% |
| 70 °C | 1.9% | 0.5% | |
| 90 °C | 2.3% | 0.4% | |
| Na2CO3 Conc. | 46 g/L | 1.9% | 0.5% |
| 55 g/L | 1.6% | 0.4% | |
| 92 g/L | 2.3% | 0.4% | |
| 138 g/L | 1.7% | 0.3% | |
| S/L Ratio | 5% | 2.3% | 0.4% |
| 10% | 2.7% | 0.3% | |
| 15% | 3.3% | 0.3% |
| S/L Ratio | % Al Extraction | % Si Extraction | Al2O3 (g/L) | SiO2 (g/L) |
|---|---|---|---|---|
| 5% | 49.7% | 3.5% | 6.5 | 0.18 |
| 10% | 39.9% | 2.5% | 10.4 | 0.26 |
| 15% | 36.9% | 2.3% | 15.6 | 0.36 |
| Component | CaO | Al2O3 | SiO2 | TiO2 | FeO | Na2O | Others | LOI |
|---|---|---|---|---|---|---|---|---|
| Content | 51.1% | 13.8% | 9.3% | 5.9% | 1.4% | 0.8% | 1.9% | 15.8% |
| Material on Dry Basis | Yield % | Al2O3 % | Fe2O3 % | CaO % | SiO2 % | TiO2 % | Na2O % | V2O5 % | SO3 % | LOI % |
|---|---|---|---|---|---|---|---|---|---|---|
| Grey Mud (Run A) | 76.6% | 10.50 | 1.97 | 45.90 | 11.80 | 6.15 | 5.37 | 0.14 | 0.26 | 16.70 |
| Grey Mud (Run B) | 85.8% | 9.05 | 2.04 | 42.90 | 11.60 | 5.18 | 5.81 | 0.08 | 0.24 | 21.90 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vafeias, M.; Bempelou, A.; Georgala, E.; Davris, P.; Balomenos, E.; Panias, D. Leaching of Ca-Rich Slags Produced from Reductive Smelting of Bauxite Residue with Na2CO3 Solutions for Alumina Extraction: Lab and Pilot Scale Experiments. Minerals 2021, 11, 896. https://doi.org/10.3390/min11080896
Vafeias M, Bempelou A, Georgala E, Davris P, Balomenos E, Panias D. Leaching of Ca-Rich Slags Produced from Reductive Smelting of Bauxite Residue with Na2CO3 Solutions for Alumina Extraction: Lab and Pilot Scale Experiments. Minerals. 2021; 11(8):896. https://doi.org/10.3390/min11080896
Chicago/Turabian StyleVafeias, Michail, Amalia Bempelou, Eirini Georgala, Panagiotis Davris, Efthymios Balomenos, and Dimitrios Panias. 2021. "Leaching of Ca-Rich Slags Produced from Reductive Smelting of Bauxite Residue with Na2CO3 Solutions for Alumina Extraction: Lab and Pilot Scale Experiments" Minerals 11, no. 8: 896. https://doi.org/10.3390/min11080896