
Holistic Pre-Feasibility Study of Comminution Routes for a Brazilian Itabirite Ore



Abstract
:1. Introduction
2. Materials and Methods
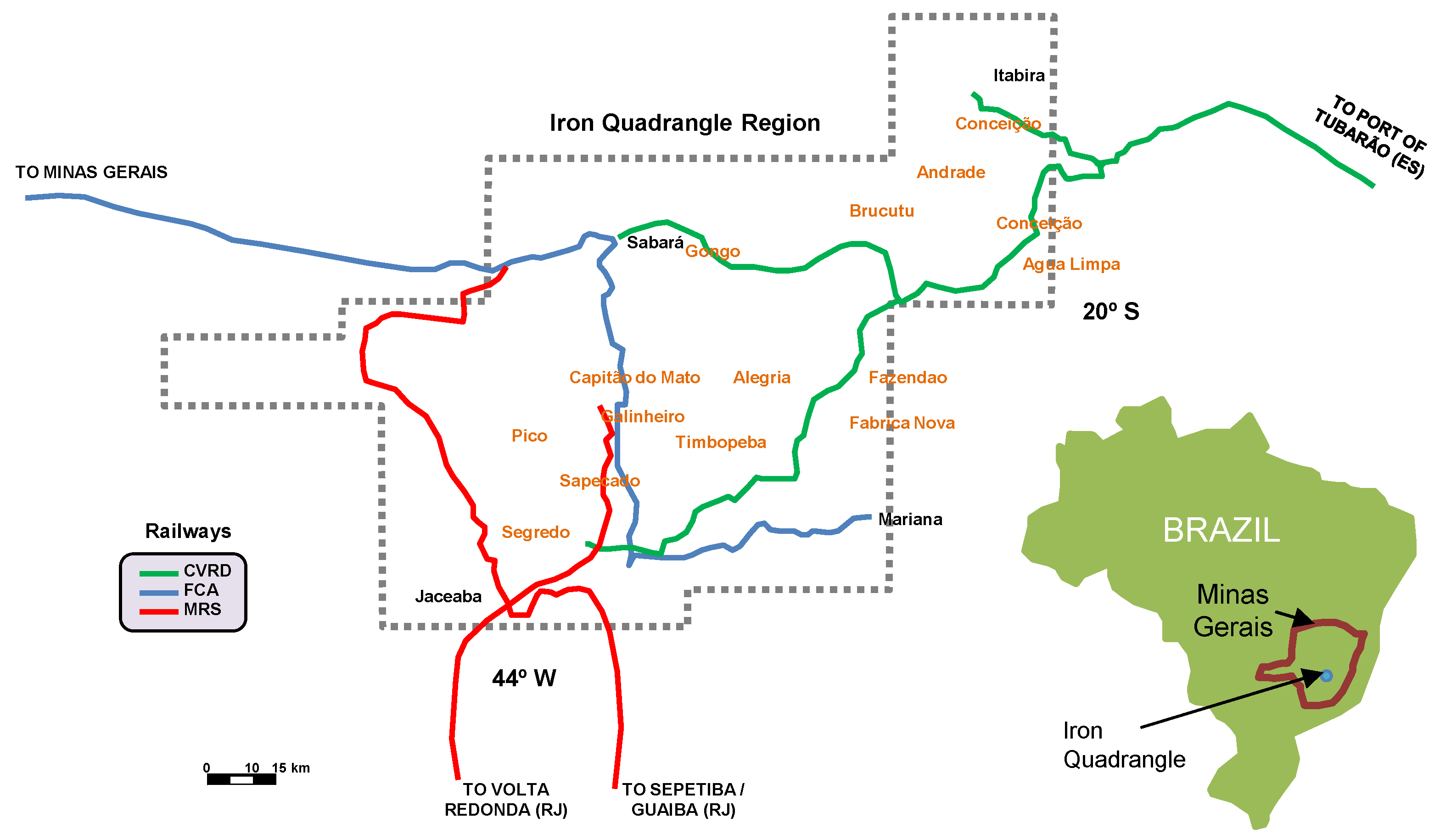
2.1. Case Study Scoping

2.2. Ore Properties and Design Criteria
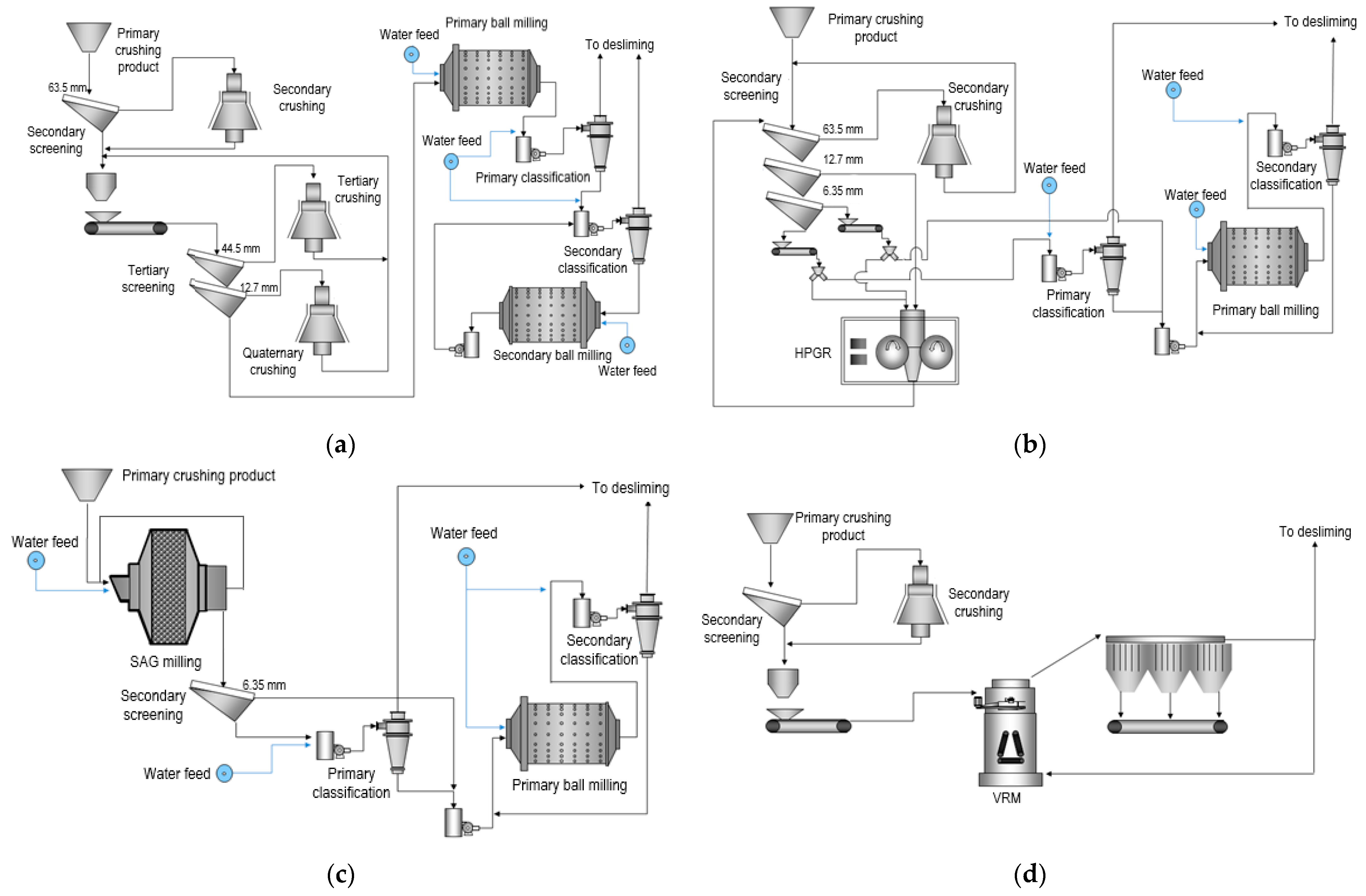
- Route #1: Conventional four-stage (primary + three stages) crushing, followed by two stages of ball milling;
- Route #2: One-stage cone crushing, followed by high-pressure grinding rolls (HPGR) and ball milling (BM);
- Route #3: Semi-autogenous grinding (SAG), followed by ball milling (SAB);
- Route #4: One-stage cone crushing, followed by grinding in a vertical roller mill (VRM).
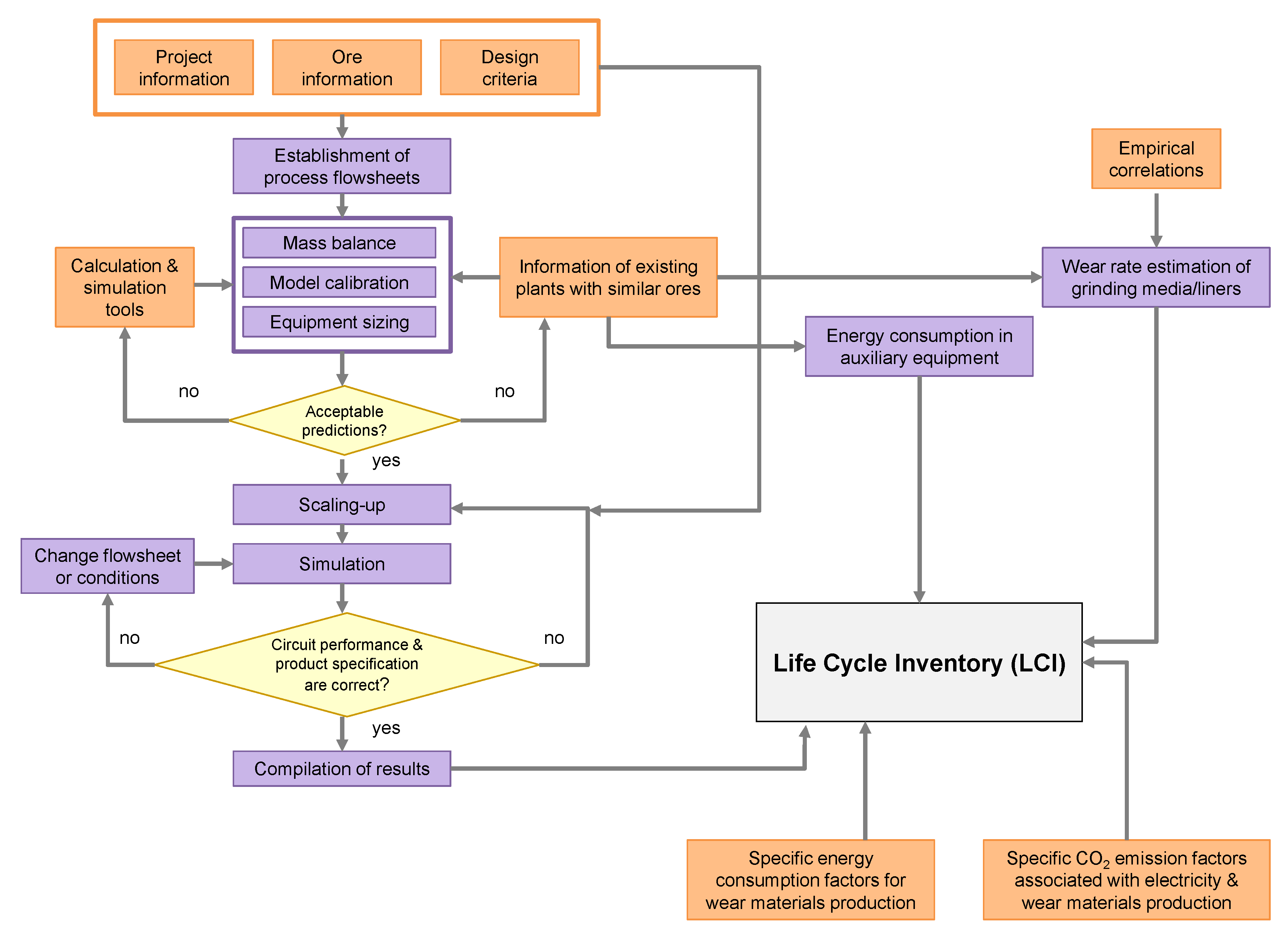
2.3. Sizing, Modeling, and Simulation
2.4. Consumables Estimation
2.5. Environmental Indicators Based on a Streamlined Life Cycle Assessment (LCA) Framework
2.6. Economic Indicators Based on Cost Estimation
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Napier-Munn, T. Is progress in energy-efficient comminution doomed? Miner. Eng. 2015, 73, 1–6. [Google Scholar] [CrossRef]
- Holmberg, K.; Kivikytö-Reponen, P.; Härkisaari, P.; Valtonen, K.; Erdemir, A. Global energy consumption due to friction and wear in the mining industry. Tribol. Int. 2017, 115, 116–139. [Google Scholar] [CrossRef]
- Allen, M. Mining Energy Consumption 2021: A High-Level Study into Mining Energy Use for the Key Mineral Commodities of the Future; The Weir Group PLC: Glasgow, UK, 2021. [Google Scholar]
- Kogel, J.E. Sustainable Development and the Minerals Industry. In Engineering Solutions for Sustainability; Fergus, J.W., Mishra, B., Anderson, D., Sarver, E.A., Neelameggham, N.R., Eds.; Springer: Cham, Switzerland, 2015. [Google Scholar] [CrossRef]
- de Moraes, S.L.; Ribeiro, T.R. Brazilian iron ore and production of pellets. Miner. Process. Extr. Met. Rev. 2019, 40, 16–23. [Google Scholar] [CrossRef]
- Jégourel, Y. The global iron ore market: From cyclical developments to potential structural changes. Extr. Ind. Soc. 2020, 7, 1128–1134. [Google Scholar] [CrossRef]
- Koppe, J.C. Lessons learned from the two major tailings dam accidents in Brazil. Mine Water Environ. 2021, 40, 166–173. [Google Scholar] [CrossRef]
- Salvador, G.N.; Leal, C.G.; Brejão, G.; Pessali, T.C.; Alves, C.B.M.; Rosa, G.R.; Ligeiro, R.; Montag, L.F.D.A. Mining activity in Brazil and Negligence in action. Perspect. Ecol. Conserv. 2020, 18, 137–142. [Google Scholar] [CrossRef]
- Mahmud, R.; Moni, S.M.; High, K.; Carbajales-Dale, M. Integration of techno-economic analysis and life cycle assessment for sustainable process design—A review. J. Clean. Prod. 2021, 317, 128247. [Google Scholar] [CrossRef]
- Shields, D.J.; Blengini, G.A.; Solar, S.V. Integrating life cycle assessment and other tools for ex ante integrated sustainability assessment in the minerals industry. Am. J. Appl. Sci. 2011, 8, 1214–1227. [Google Scholar] [CrossRef] [Green Version]
- Segura-Salazar, J. Comparação de Rotas de Cominuição de Minério de Ferro Itabirítico Usando Conceitos de Sustentabilidade e Eficiência Energética. Master’s Thesis, Universidade Federal do Rio de Janeiro, Rio de Janeiro, Brazil, 2014. [Google Scholar]
- Rodrigues, A.F.d.V.; Delboni, H., Jr.; Powell, M.S.; Tavares, L.M. Comparing strategies for grinding itabirite iron ores in autogenous and semi-autogenous pilot-scale mills. Miner. Eng. 2021, 163, 106780. [Google Scholar] [CrossRef]
- Souza, E.S. Rota de Processo Para Aproveitamento de Rochas Itabiríticas Estéreis Da Mina de Conceição. Master’s Thesis, Universidade Federal de Minas Gerais, Belo Horizonte, Brazil, 2005. [Google Scholar]
- Powell, M.; Tavares, L.M. Vale Workshop Report: Vale Iron Ore Circuit Designs; AMIRA P9O: Belo Horizonte, Brazil, 2010. [Google Scholar]
- Carvalho, B.C.L. De Aproveitamento de Minérios de Ferro de Baixo Teor: Tendências, Tecnologias Utilizadas e Influências no Sequenciamento de Lavra. Master’s Thesis, Universidade Federal de Ouro Preto, Ouro Preto, Brazil, 2012. [Google Scholar]
- Souza, N.A.F. Análise Crítica de Rotas de Cominuição de Minério de Ferro Itabirítico Sob a Ótica de Custos de Investimento e de Operação. Master’s Thesis, Universidade Federal do Rio de Janeiro, Rio de Janeiro, Brazil, 2015. [Google Scholar]
- King, R.P. Modelling and Simulation of Mineral Processing Systems, 1st ed.; Butterworth-Heinemann: Oxford, UK, 2001. [Google Scholar]
- Napier-Munn, T.J.; Morrell, S.; Morrison, R.D.; Kojovic, T. Mineral Comminution Circuits: Their Operation and Optimization, 1st ed.; JKMRC Monograph Series in Mining and Mineral Processing: Queensland, Australia, 1996. [Google Scholar]
- Daniel, M.J.; Morrell, S. HPGR model verification and scale-up. Miner. Eng. 2004, 17, 1149–1161. [Google Scholar] [CrossRef]
- Alves, V.K. Metodologia Para Simulação e Escalonamento de Prensas de Rolos, Belo Horizonte. Ph.D. Thesis, Universidade Federal de Minas Gerais, Belo Horizonte, Brazil, 2012. [Google Scholar]
- Mazzinghy, D.B.; Russo, J.F.; Tavares, L.M. The Investigation of Comminution of Itabirite Iron Ores Using a Pilot-Scale HPGR. In Proceedings of the 13th European Symposium on Comminution & Classification (ESCC), Braunschweig, Germany, 31 January 2013; pp. 47–50. [Google Scholar]
- Bearman, R. High-Pressure Grinding Rolls—Characterising and Defining Process Performance for Engineers. In Advances in Comminution; Kawatra, S.K., Ed.; SME: Littleton, FL, USA, 2006; pp. 3–14. [Google Scholar]
- Morley, C. High-Pressure Grinding Rolls—A Technology Review. In Advances in Comminution; Kawatra, S.K., Ed.; SME: Littleton, FL, USA, 2006; pp. 15–39. [Google Scholar]
- Daniel, M.J. HPGR Model Verification and Scale-Up. Master´s Thesis, University of Queensland, Brisbane, Australia, 2002. [Google Scholar]
- Rodrigues, V.F.A. Grinding of Itabirite Iron Ore in Autogenous and Semi-Autogenous Mills. Master´s Thesis, University of Queensland, Brisbane, Australia, 2014. [Google Scholar]
- Latchireddi, S.R. Modelling the Performance of Grates and Pulp Lifters in Autogenous and Semi-Autogenous Mills. Ph.D. Thesis, University of Queensland, Brisbane, Australia, 2002. [Google Scholar]
- Bailey, C.; Lane, G.; Morrell, S.; Staples, P. What Can Go Wrong in Comminution Circuit Design? In Proceedings of the Tenth Mill Operators’ Conference, Adelaide, Australia, 12–14 October 2009; pp. 143–149. [Google Scholar]
- Alves, V.K.; Souza, E.S.; Calixto, M.F.; Delboni, H., Jr. Studies on the Design Circuit for Compact Itabirite of Conceição Mine. In Proceedings of the Iron Ore Conference, Perth, Australia, 20–22 August 2007; pp. 217–222. [Google Scholar]
- Guzmán, L.; Rabanal, C. Updated Benavente Correlation for Estimating Grinding Media Consumption Rates. In Proceedings of the Copper International Conference, Santiago, Chile, 1–4 December 2013; Instituto de Ingenieros de Minas de Chile: Santiago, Chile, 2013. [Google Scholar]
- Rosario, P. Comminution Circuit Design and Simulation for the Development of a Novel High Pressure Grinding Roll Circuit. Ph.D. Thesis, University of Brithish Columbia, Vancouver, BC, Canada, 2010. [Google Scholar]
- Ribeiro, F.S.; Russo, J.F.C.; Costa, T. Aplicação de prensas de rolos em minério de ferro. Rev. Esc. Minas 2010, 63, 399–404. [Google Scholar] [CrossRef]
- van der Meer, F.P.; Maphosa, W. High pressure grinding moving ahead in copper, iron, and gold processing. J. S. Afr. Inst. Min. Metall. 2012, 12, 637–647. [Google Scholar]
- Ashby, M.F. Materials Selection in Mechanical Design, 3rd ed.; Elsevier Butterworth-Heinemann: Oxford, UK, 2005. [Google Scholar]
- Segura-Salazar, J.; Lima, F.M.; Tavares, L.M. Life cycle assessment in the minerals industry: Current practice, harmonization efforts, and potential improvement through the integration with process simulation. J. Clean. Prod. 2019, 232, 174–192. [Google Scholar] [CrossRef]
- Landfield, A.H.; Karra, V. Life cycle assessment of a rock crusher. Resour. Conserv. Recycl. 2000, 28, 207–217. [Google Scholar] [CrossRef]
- Musa, F.; Morrison, R. A more sustainable approach to assessing comminution efficiency. Miner. Eng. 2009, 22, 593–601. [Google Scholar] [CrossRef]
- Henriques, M., Jr. Potencial de Redução de Emissão de Gases de Efeito Estufa Pelo Uso de Energia no Setor Industrial Brasileiro. Ph.D. Thesis, Universidade Federal do Rio de Janeiro, Rio de Janeiro, Brazil, 2010. [Google Scholar]
- Dahmus, J.B.; Gutowski, T.G. An Environmental Analysis of Machining. In Proceedings of the International Mechanical Engineering Congress and RD&D Expo, Anaheim, CA, USA, 13–19 November 2004; pp. 1–10. [Google Scholar]
- Instituto Aço Brasil Relatório de Sustentabilidade 2013. Available online: https://acobrasil.org.br/site/wp-content/uploads/2019/07/relatorio_sustentabilidade_2013v3.pdf (accessed on 8 July 2021).
- Rashid, M.M.; Sharif Ullah, A.M.M.; Tamaki, J.; Kubo, A. Evaluation of hard materials using eco-attributes. Adv. Mater. Res. 2011, 325, 693–698. [Google Scholar] [CrossRef]
- Couper, R.J.; Hertz, W.D.; Lee Smith, F. Process Engineering Economics, 1st ed.; Marcel Dekker, Inc.: New York, NY, USA, 2003. [Google Scholar]
- Amelunxen, P.; Meadows, D. Not another HPGR trade-off study! Miner. Metall. Process. 2011, 28, 1–7. [Google Scholar] [CrossRef]
- Delboni, H., Jr. Cominuição. In Tendências Tecnológicas Brasil 2015: Geociências e Tecnologia Mineral; CETEM/MCT: Rio de Janeiro, Brazil, 2007. [Google Scholar]
- Northey, S.A.; Mudd, G.M.; Werner, T.T.; Jowitt, S.M.; Haque, N.; Yellishetty, M.; Weng, Z. The exposure of global base metal resources to water criticality, scarcity and climate change. Glob. Environ. Chang. 2017, 44, 109–124. [Google Scholar] [CrossRef]
- Mazzinghy, D.B.; Russo, J.F.C.; Maia, F.; Costa, M.L.; Pereira, A.E.; Coutinho, R.O.; Alves, R.M.; Schneider, C.L. Avaliação do Início de Operação das Prensas de Rolos do Projeto Minas-Rio. In Proceedings of the 16o Simpósio Brasileiro de Minério de Ferro; ABM—Associação Brasileira de Metalurgia, Materiais e Mineração, Rio de Janeiro, Brazil, 17–21 August 2015. [Google Scholar]
- Gerold, C.; Schmitz, C.; Stapelmann, M.; Dardemann, F. Latest Installations and Developments of Loesche Vertical Roller Mills in the Ore Industry. In Proceedings of the XXVI International Mineral Processing Congress (IMPC), New Delhi, India, 24–28 September 2012; pp. 1018–1029. [Google Scholar]
- Soares, A.d.A. Caracterização e Processamento de Itabirito Compacto Silicoso da Mina de Casa de Pedra. Master’s Thesis, Universidade Federal do Rio de Janeiro, Rio de Janeiro, Brazil, 2020. [Google Scholar]
- Tripathy, S.K.; Banerjee, P.K.; Suresh, N.; Murthy, Y.R.; Singh, V. Dry high-intensity magnetic separation in mineral industry—A review of present status and future prospects. Miner. Process. Extr. Met. Rev. 2017, 38, 339–365. [Google Scholar] [CrossRef]
- Reichert, M.; Gerold, C.; Fredriksson, A.; Adolfsson, G.; Lieberwirth, H. Research of iron ore grinding in a vertical-roller-mill. Miner. Eng. 2015, 73, 109–115. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| RoM feedrate [t/h] | 3235 |
| RoM moisture content [%] | <3 |
| RoM specific gravity | 3.81 |
| RoM bulk density [kg/cm3] | 2.25 |
| Bond abrasion index—Ai [g] | 0.081 |
| Crusher (impact) work index [kWh/t] | 5.4 |
| Bond ball mill work index [kWh/t] | 8.0 |
| JK DWT parameter—A × b | 63.1 × 2.26 = 142.6 |
| JK parameter—ta | 2.56 |
| P95 in the product—feed to flotation [mm] | 0.150 |
| Type and Quantity of Equipment | Power per Unit [kW] | Specific Energy [kWh/t] | Relative Energy Savings [%] | Relative GHG Savings [%] 2 | |||
|---|---|---|---|---|---|---|---|
| Nominal | Simulated | Crushing and Grinding | Total 1 | ||||
| Route #1 (Base Case) | |||||||
| 2nd Cone crusher—HP 400 | 1 | 315 | 147 | 0.23 | - (base) | - (base) | - (base) |
| 3rd Cone crusher—HP 400 | 2 | 315 | 186 | 0.41 | |||
| 4th Cone crusher—HP 800 | 3 | 600 | 198 | 0.49 | |||
| 2nd Screen (single deck)—10′ × 24′ | 2 | - | - | - | |||
| 3rd Screen (double deck)—10′ × 24′ | 6 | - | - | - | |||
| 1st Ball mill—16′ × 25′ | 1 | 2800 | 2614 | 0.81 | |||
| 2nd Ball mill—16′ × 25′ | 2 | 2800 | 2624 | 3.08 | |||
| 1st Classification cyclones—26” | 11 | - | - | - | |||
| 2nd Classification cyclones—26” | 12 | - | - | - | |||
| Route #2 (HPGR-Ball milling) | |||||||
| 2nd Cone crusher—HP 800 | 2 | 600 | 124 | 0.16 | 21.4 | 21.0 | 23.4 |
| 2nd Screen (triple deck)—10′ × 24′ | 6 | - | - | - | |||
| HPGR—2.40 m × 1.65 m | 1 | 2 × 2400 | 1560 | 0.88 | |||
| Ball mill—16′ × 25′ | 2 | 2800 | 2624 | 2.70 | |||
| 1st Classification cyclones—26” | 9 | - | - | - | |||
| 2nd Classification cyclones—26” | 32 | - | - | - | |||
| Route #3 (SAB) | |||||||
| SAG mill—4.27 m × 9.75 m | 1 | 8200 | 6961 | 2.15 | −20.1 | −3.2 | −10.6 |
| 2nd screen (single deck)—10′ × 24′ | 2 | - | - | - | |||
| Ball mill—16′ × 25′ | 2 | 2800 | 1908 | 2.30 | |||
| 1st Classifying cyclones—26” | 7 | - | - | - | |||
| 2nd Classifying cyclones—26” | 18 | - | - | - | |||
| Route #4 (VRM) | |||||||
| 2nd Cone crusher—HP 400 | 1 | 315 | 147 | 0.23 | −45.8 | −166 (−165) | −78.7 (−75.1) |
| 2nd Screen (single deck)—10′ × 24′ | 2 | - | - | - | |||
| VRM—Mill (motor shaft) | - | - | - | 4.00 | |||
| —Classifier | 0.55 | ||||||
| —Fans | 6.60 | ||||||
| —Ancillary | 0.75 | ||||||
| Route # | CAPEx [US$/t] | OPEx | NPV 1 [US$/t] | |||
|---|---|---|---|---|---|---|
| Grinding Media [US$/Year] | Liners [US$/Year] | Energy [US$/Year] | Total [US$/t] | |||
| 1. (Base Case) | 5.3 | 18.6 M | 8.1 M | 6.3 M | 1.4 | −15.34 |
| 2. (HPGR + BM) | 4.7 | 14.9 M | 8.4 M | 4.6 M | 1.1 | −13.26 |
| 3. (SAB) | 4.2 | 19.9 M | 9.8 M | 6.8 M | 1.5 | −15.39 |
| 4. (VRM) | 3.7 | - | 4.1 M | 20.1 M | 1.0 | −11.18 |
| Criteria | Route #1 (Conventional) | Route #2 (HPGR + BM) | Route #3 (SAB) | Route #4 (VRM) |
|---|---|---|---|---|
| Lack of familiarity with technology in iron ore | Low | Medium | Medium | High |
| Complexity of the circuit | High | Medium | Medium/Low | Low |
| Sensitivity to moisture variation in the RoM | Low | Medium | Low | High |
| Sensitivity to variation in grindability in RoM | Low | Medium/Low | High | Low |
| Sensitivity to variation in RoM size distribution | Low | Low | High | Medium/Low |
| Wear of grinding media | High | Medium | High | N.A. |
| Demand for maintenance | High | Medium | Medium | Medium |
| Demand for area (construction) | High | Medium | Medium | Medium/Low |
| Effort involved in conversion to dry concentration | High | High | High | Low |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Segura-Salazar, J.; Santos, N.d.S.L.; Tavares, L.M. Holistic Pre-Feasibility Study of Comminution Routes for a Brazilian Itabirite Ore. Minerals 2021, 11, 894. https://doi.org/10.3390/min11080894
Segura-Salazar J, Santos NdSL, Tavares LM. Holistic Pre-Feasibility Study of Comminution Routes for a Brazilian Itabirite Ore. Minerals. 2021; 11(8):894. https://doi.org/10.3390/min11080894
Chicago/Turabian StyleSegura-Salazar, Juliana, Natasha de S. L. Santos, and Luís Marcelo Tavares. 2021. "Holistic Pre-Feasibility Study of Comminution Routes for a Brazilian Itabirite Ore" Minerals 11, no. 8: 894. https://doi.org/10.3390/min11080894