
Effects of Kaolin Additives in Fly Ash on Sintering and Properties of Mullite Ceramics


Abstract
:1. Introduction
2. Experimental Part
2.1. Materials
2.2. Sample Preparation
2.3. Methods
3. Results and Discussion
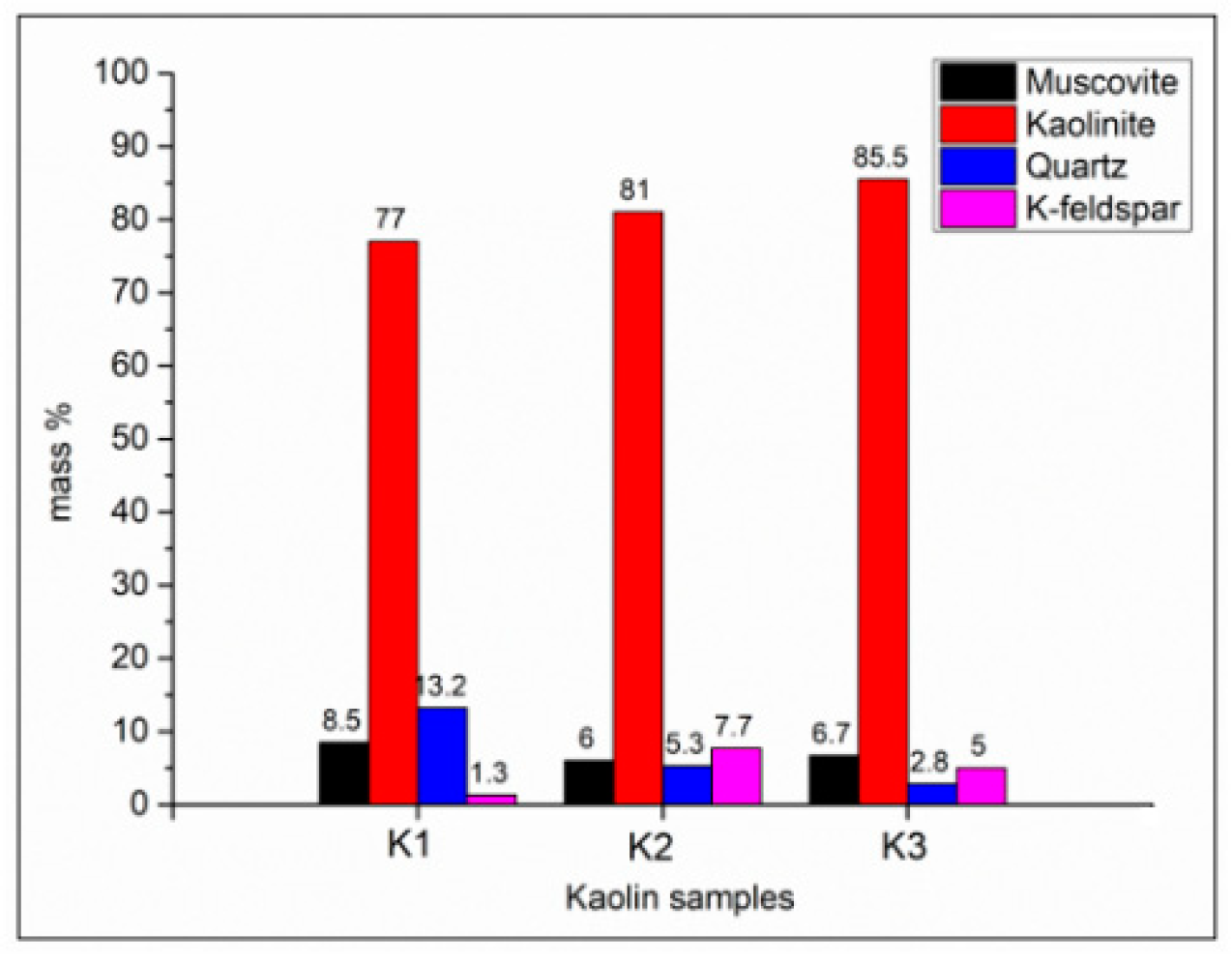
3.1. Fly Ash and Kaolin’s Chemistry and Phases
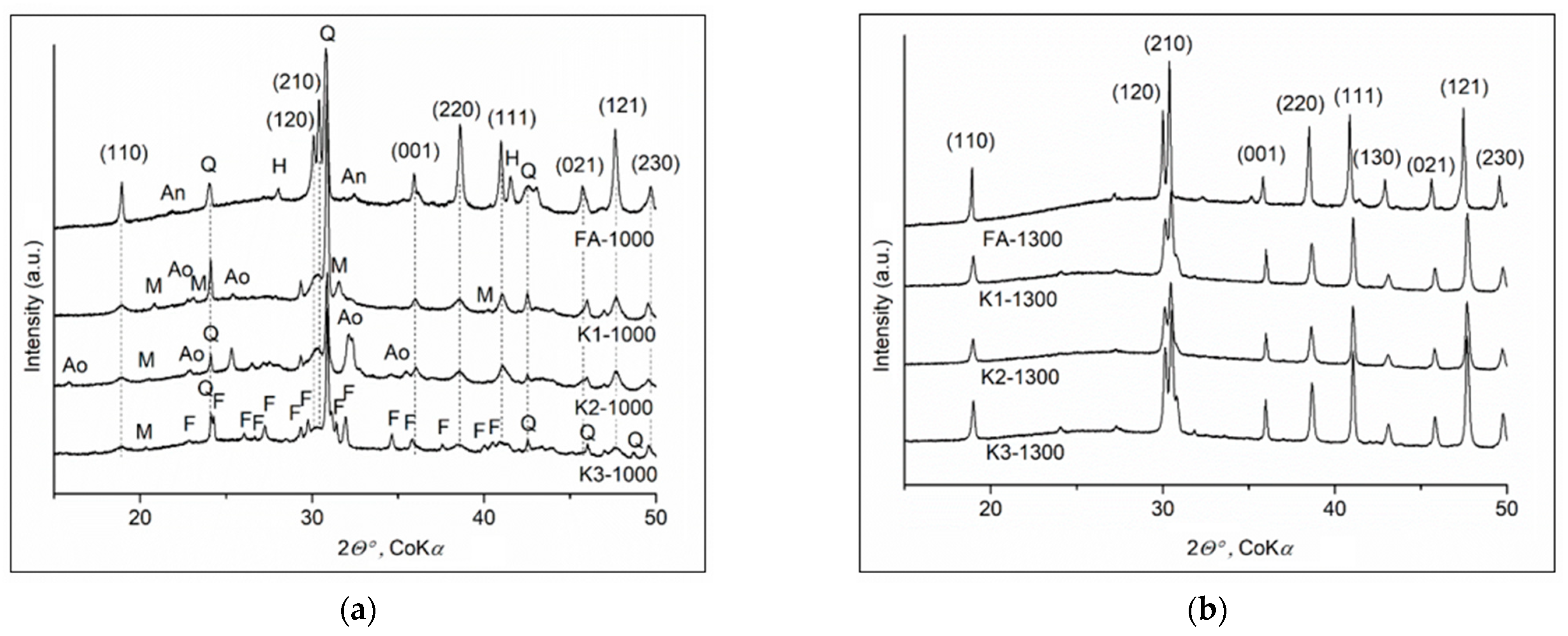
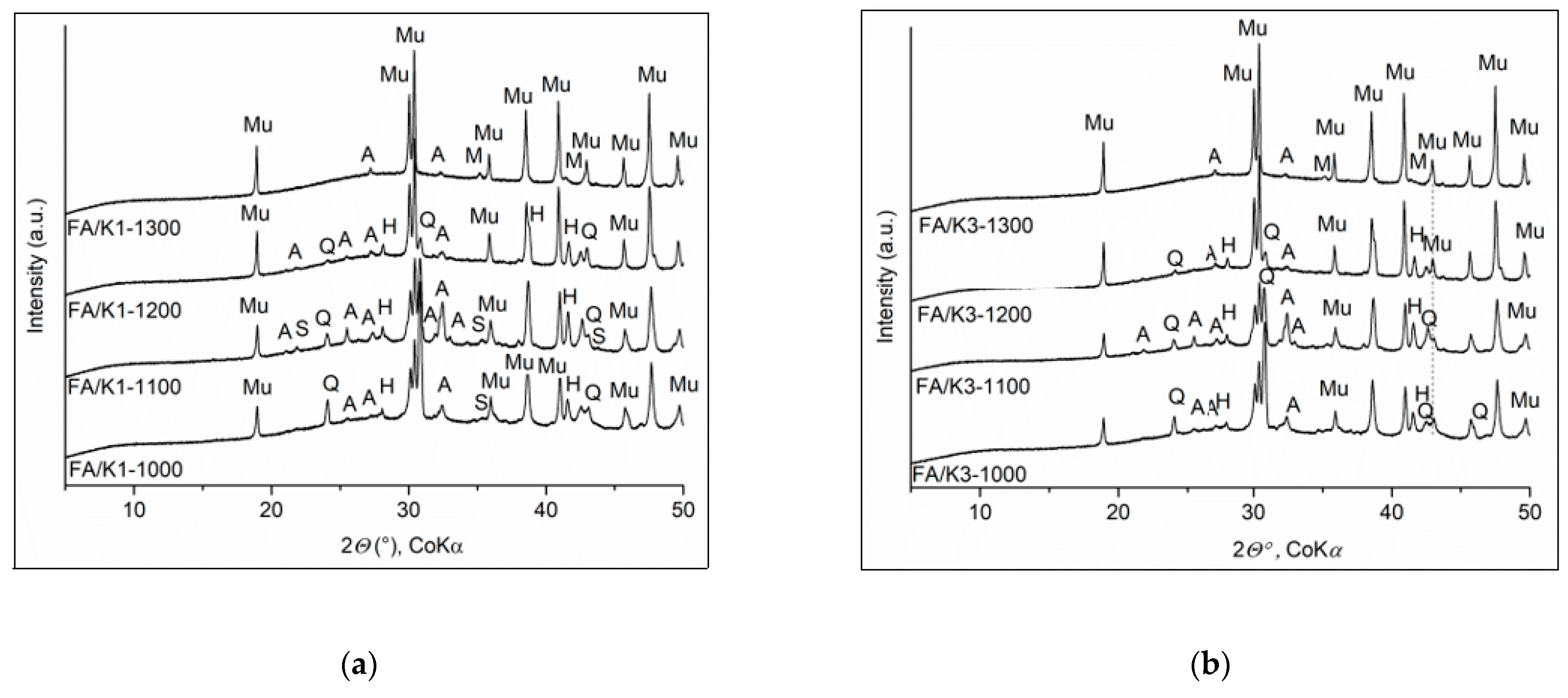
3.2. Annealing Samples at 1000, 1100, 1200 and 1300 °C
3.3. Shrinkage, Porosity and Compressive Strength
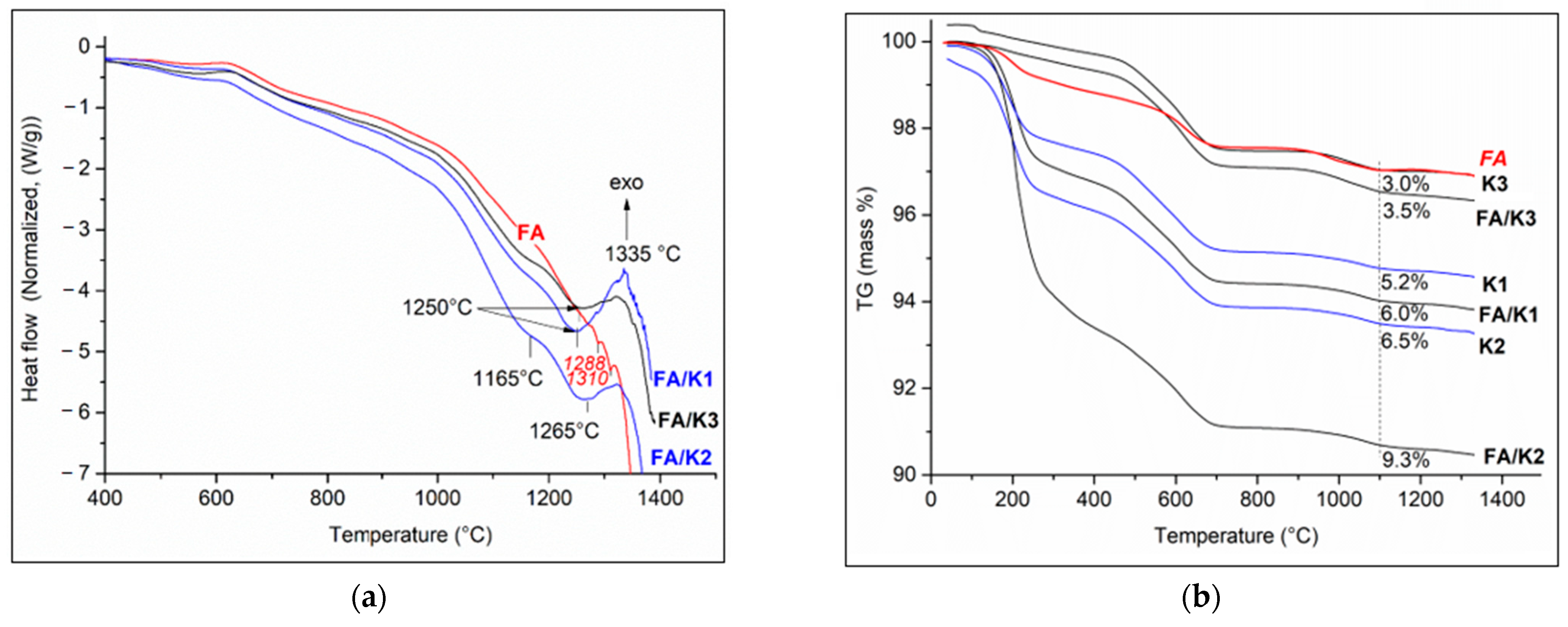
3.4. Effect of Feldspars in Kaolins on Thermal Decomposition
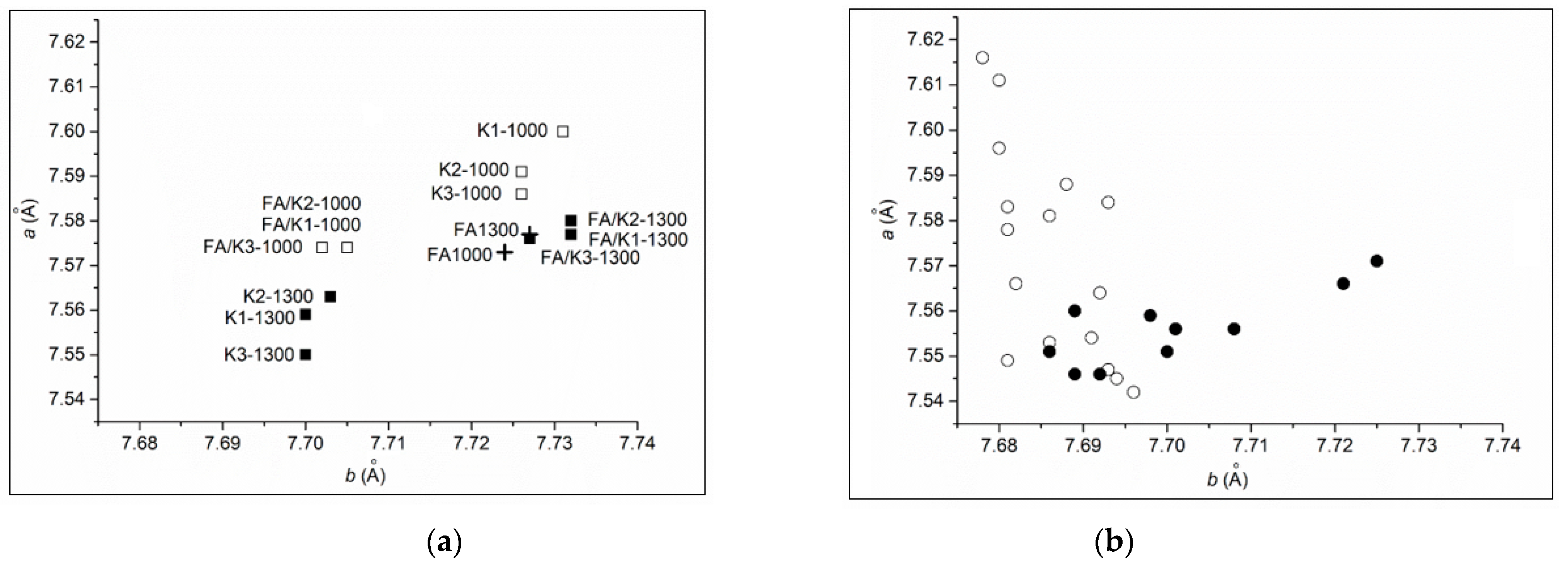
3.5. Effect of Fe2O3 on Mullite Structure
3.6. Effect of Kaolins on Porosity, Shrinkage, and Compressive Strength
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zacco, A.; Borgese, L.; Gianoncelli, A.; Struis, R.P.W.J.; Depero, L.E.; Bontempi, E. Review of fly ash inertisation treatments and recycling. Environ. Chem. Lett. 2014, 12, 153–175. [Google Scholar] [CrossRef]
- Hossain, S.S.; Roy, P. Sustainable ceramics derived from solid wastes: A review. J. Asian Ceram. Soc. 2020, 8, 984–1009. [Google Scholar] [CrossRef]
- Kamseu, E.; Leonelli, C.; Boccaccini, D.N.; Veronesi, P.; Miselli, P.; Pellacani, G.; Melo, U.C. Characterisation of porcelain compositions using two China clays from Cameroon. Ceram. Int. 2007, 33, 851–857. [Google Scholar] [CrossRef]
- Dana, K.; Das, S.; Das, S.K. Effect of substitution of fly ash for quartz in triaxial kaolin–quartz–feldspar system. J. Eur. Ceram. Soc. 2004, 24, 3169–3175. [Google Scholar] [CrossRef]
- Pal, M.; Das, S.K. Phase and microstructural evolution in quartz-free porcelain tile compositions. J. Australas. Ceram. Soc. 2018, 54, 109–117. [Google Scholar] [CrossRef]
- Luo, Y.; Zheng, S.; Ma, S.; Liu, C.; Wang, X. Ceramic tiles derived from coal fly ash: Preparation and mechanical characterization. Ceram. Int. 2017, 43, 11953–11966. [Google Scholar] [CrossRef]
- Kumar, S.; Singh, K.K.; Ramachandrarao, P. Effects of fly ash additions on the mechanical and other properties of porcelainised stoneware tiles. J. Mater. Sci. 2001, 36, 5917–5922. [Google Scholar] [CrossRef]
- Olgun, A.; Erdogan, Y.; Ayhan, Y.; Zeybek, B. Development of ceramic tiles from coal fly ash and tincal ore waste. Ceram. Int. 2005, 31, 153–158. [Google Scholar] [CrossRef]
- Kockal, N.U. Utilisation of different types of coal fly ash in the production of ceramic tiles. Bol. Soc. Esp. Ceram. V 2012, 51, 297–304. [Google Scholar] [CrossRef]
- Aineto, M.; Acosta, A.; Iglesias, I. The role of a coal gasification fly ash as clay additive in building ceramic. J. Eur. Ceram. Soc. 2006, 26, 3783–3787. [Google Scholar] [CrossRef]
- Luo, Y.; Ma, S.; Zheng, S.; Liu, C.; Han, D.; Wang, X. Mullite-based ceramic tiles produced solely from high-alumina fly ash: Preparation and sintering mechanism. J. Alloys Compd. 2018, 732, 828–837. [Google Scholar] [CrossRef]
- Agarwal, A.; Samanta, A.; Nandi, B.K.; Mandal, A. Synthesis, characterization and performance studies of kaolin-fly ash-based membranes for microfiltration of oily waste water. J. Pet. Sci. Eng. 2020, 194, 107475. [Google Scholar] [CrossRef]
- Chen, S.; Cai, W.H.; Wu, J.M.; Ma, Y.X.; Li, C.H.; Shi, Y.S.; Yan, C.Z.; Wang, Y.J.; Zhang, H.X. Porous mullite ceramics with a fully closed-cell structure fabricated by direct coagulation casting using fly ash hollow spheres/kaolin suspension. Ceram. Int. 2020, 46, 17508–17513. [Google Scholar] [CrossRef]
- Schneider, H.; Komarneni, S. (Eds.) Mullite; Wiley VCH: Weinheim, Germany, 2005. [Google Scholar]
- Brindley, G.W.; Nakahira, M. A new concept of the transformation sequence of kaolinite to mullite. Nature 1958, 181, 1333–1334. [Google Scholar] [CrossRef]
- Castelein, O.; Soulestin, B.; Bonnet, J.P.; Blanchart, P. The influence of heating rate on the thermal behaviour and mullite formation from a kaolin raw material. Ceram. Int. 2001, 27, 517–522. [Google Scholar] [CrossRef]
- Moreno-Tovar, R.; Pérez-Moreno, F.; Arenas-Flores, A.; Romero-Guerrero, L.M. Thermal behavior, chemical, mineralogical and optical characterization of clays (kaolin) for industrial use as refractory material. Adv. Mater. Res. 2014, 976, 174–178. [Google Scholar] [CrossRef] [Green Version]
- Takei, T.; Kameshima, Y.; Yasumori, A.; Okada, K. Crystallization kinetics of mullite in alumina-silica fibers. J. Am. Ceram. Soc. 1999, 82, 2876–2880. [Google Scholar] [CrossRef]
- Chakraborty, A.K. Structural parameters of mullite formed during deating of diphasic mullite gels. J. Am. Ceram. Soc. 2005, 88, 2424–2428. [Google Scholar] [CrossRef]
- Chakravorty, A.K.; Ghosh, D.K. Kaolinite–mullite reaction series: The development and significance of a binary aluminosilicate phase. J. Am. Ceram. Soc. 1991, 74, 1401–1406. [Google Scholar] [CrossRef]
- Chen, Y.F.; Chang, Y.H.; Wang, M.C.; Hon, M.H. Effects of Al2O3 addition on the phases, flow characteristics and morphology of the porous kaolin ceramics. Mater. Sci. Eng. A 2004, 373, 221–228. [Google Scholar] [CrossRef]
- Ban, T.; Okada, K. Structure refinement of mullite by the Rietveld method and a new method for estimation of chemical composition. J. Am. Ceram. Soc. 1992, 75, 227–230. [Google Scholar] [CrossRef]
- Schneider, H.; Rager, H. Iron incorporation in mullite. Ceram. Int. 1986, 12, 117–125. [Google Scholar] [CrossRef]
- Schroeder, P.A.; Pruett, R.J.; Melear, N.D. Crystal-chemical changes in an oxidative weathering front in a Georgia kaolin deposit. Clays Clay Miner. 2004, 52, 211–220. [Google Scholar] [CrossRef]
- Yamuna, A.; Devanarayanan, S.; Lalithambika, M. Phase-pure mullite from kaolinite. J. Am. Ceram. Soc. 2002, 85, 1409–1413. [Google Scholar] [CrossRef]
- Aras, A. The change of phase composition in kaolinite and illite-rich clay-based ceramic bodies. Appl. Clay Sci. 2004, 24, 257–269. [Google Scholar] [CrossRef]
- Li, X.; Zhi, L.; Shi, W.; Kong, L.; Bai, J.; Yu, J.; Reinmöller, M.; Guhl, S.; Meyer, B.; Li, W. Effect of K2O/Na2O on fusion behavior of coal ash with high silicon and aluminum level. Fuel 2020, 265, 116964. [Google Scholar] [CrossRef]
- Lecomte, G.L.; Bonnet, J.P.; Blanchart, P. A study of the influence of muscovite on the thermal transformations of kaolinite from room temperature up to 1100 °C. J. Mater. Sci. 2007, 42, 8745–8752. [Google Scholar] [CrossRef]
- Hou, Y.; Cui, B.; Liu, L.; Liu, Q. Effect of the different additives on the fabrication of porous kaolin- based mullite ceramics. Ceram. Int. 2016, 42, 17254–17258. [Google Scholar] [CrossRef]
- Chmielova, M.; Weiss, Z. Determination of structural disorder degree using an XRD profile fitting procedure. Application to Czech kaolins. Appl. Clay Sci. 2002, 22, 65–74. [Google Scholar] [CrossRef]
- Valášková, M.; Klika, Z.; Novosad, B.; Smetana, B. Crystallization and quantification of crystalline and non-crystalline phases in kaolin-based cordierites. Materials 2019, 12, 3104. [Google Scholar] [CrossRef] [Green Version]
- ASTM C618-92a. Standard Specification for Coal Fly Ash and Raw or Calcined Natural Pozzolan for Use as a Mineral in Concrete; ASTM International: West Conshohocken, PA, USA, 2019. [Google Scholar]
- Chung, F.H. Quantitative interpretation of X-ray diffraction patterns. I. Matrix-flushing method of quantitative multicomponent analysis. J. Appl. Cryst. 1974, 7, 519–525. [Google Scholar] [CrossRef]
- Wei, L.; Yang, J.C.; Ko, K.W. Evidence for a new mechanism of Fe2O3 decomposition in lightweight aggregate formation. Environ. Chem. Lett. 2012, 10, 41–47. [Google Scholar] [CrossRef]
- Wang, Y.; Xiang, Y.; Wang, D.; Dong, C.; Yang, Y.; Xiao, X.; Lu, Q.; Zhao, Y. Effect of sodium oxides in ash composition on ash fusibility. Energy Fuels 2016, 30, 1437–1444. [Google Scholar] [CrossRef]
- Tabit, K.; Hajjou, H.; Waqif, M.; Saâdi, L. Effect of CaO/SiO2 ratio on phase transformation and properties of anorthite-based ceramics from coal fly ash and steel slag. Ceram. Int. 2020, 46, 7550–7558. [Google Scholar] [CrossRef]
- Muir, I.D.; Smith, J.V. Crystallisation of feldspars in larvikites. Zeit. Krist. 1955, 107, 182–195. [Google Scholar] [CrossRef]
- Huffman, G.P.; Huggins, F.E.; Dunmyre, G.R. Investigation of the high temperature behaviour of coal ash in reducing and oxidising atmospheres. Fuel 1981, 60, 585–597. [Google Scholar] [CrossRef]
- Hsu, C.T.; Chou, C.J.; Huang, T.S.; Hung, P.M.; Chen, C.N. The effect of firing shrinkage ratio of ceramics on thickness. J. Interdiscipl. Math. 2017, 20, 937–950. [Google Scholar] [CrossRef]
- Dong, Y.; Feng, X.; Feng, X.; Ding, Y.; Liu, X.; Meng, G. Preparation of low-cost mullite ceramics from natural bauxite and industrial waste fly ash. J. Alloys Compd. 2008, 460, 599–606. [Google Scholar] [CrossRef]
- Jordan, M.; Montero, M.; Meseguer, S.; Sanfeliu, T. Influence of firing temperature and mineralogical composition on bending strength and porosity of ceramic tile bodies. Appl. Clay Sci. 2008, 422, 66–271. [Google Scholar] [CrossRef]
- Chen, G.; Ge, X.; Wang, Y.; Xing, W.; Guo, Y. Design and preparation of high permeability porous mullite support for membranes by in-situ reaction. Ceram. Int. 2015, 41, 8282–8287. [Google Scholar] [CrossRef]
- Kobayashi, Y.; Ohira, O.; Ohashi, Y.; Kato, E. Effect of firing temperature on bending strength of porcelains for tableware. J. Am. Ceram. Soc. 2010, 75, 1801–1806. [Google Scholar] [CrossRef]
- Wang, H.; Yhu, M.; Sun, Z.; Ji, R.; Liu, L.; Wang, X. Synthesis of a ceramic tile base based on high-alumina fly ash. Constr. Build. Mater. 2017, 155, 930–938. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | SiO2 | TiO2 | Al2O3 | Fe2O3 | CaO | MgO | K2O | Na2O | SO3 | P2O5 | L.O.I. 1 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| FA | 44.83 | 1.26 | 23.93 | 7.16 | 2.83 | 1.81 | 3.03 | 0.68 | 0.72 | 0.69 | 2.36 |
| K1 | 49.52 | 1.01 | 30.57 | 0.76 | 0.23 | 0.23 | 1.48 | 3.76 | 0.07 | 0.07 | 11.48 |
| K2 | 49.63 | 0.75 | 29.70 | 0.71 | 0.26 | 0.28 | 2.36 | 3.96 | 0.08 | 0.07 | 11.11 |
| K3 | 48.51 | 0.87 | 34.03 | 0.80 | 0.30 | 0.35 | 2.74 | 0.00 | 0.09 | 0.07 | 10.93 |
| Sample | Kaolinite | Quartz | Muscovite | Feldspar 1 | Mullite 2 |
|---|---|---|---|---|---|
| K1 K2 K3 | + | + | + | K,Na | − |
| + | + | + | K,Na | − | |
| + | + | + | K | − | |
| K1-1000 K1-1100 K1-1200 K1-1300 | − | + | + | Na,K | Mu1 |
| − | + | − | Na,K | Mu1 | |
| − | + | − | Na,K | Mu2 | |
| − | + | − | Na,K | Mu2 | |
| K2-1000 K2-1100 K2-1200 K2-1300 | − | + | + | Na,K | Mu1 |
| − | + | − | Na,K | Mu1 | |
| − | + | − | Na,K | Mu2 | |
| − | + | − | Na,K | Mu2 | |
| K3-1000 K3-1100 K3-1200 K3-1300 | − | + | − | K | Mu3 |
| − | + | − | K | Mu3 | |
| − | + | − | K | Mu3 | |
| − | + | − | K | Mu3 |
| Sample | Mullite | Quartz | Anorthite | Hematite | Spinel | Magnetite |
|---|---|---|---|---|---|---|
| FA-1000 | + | + | + | + | − | − |
| FA-1100 | + | + | + | + | − | − |
| FA-1200 | + | + | + | + | − | − |
| FA-1300 | + | + | + | + | − | + |
| FA/K1-1000 FA/K1-1100 FA/K1-1200 FA/K1-1300 | + | + | + | + | − | − |
| + | + | + | + | + | − | |
| + | + | + | + | + | − | |
| + | − | + | − | − | + | |
| FA/K2-1000 FA/K2-1100 FA/K2-1200 FA/K2-1300 | + | + | + | + | − | − |
| + | + | + | + | + | − | |
| + | + | + | + | + | − | |
| + | − | + | − | − | + | |
| FA/K3-1000 FA/K3-1100 FA/K3-1200 FA/K3-1300 | + | + | + | + | − | − |
| + | + | + | + | + | − | |
| + | + | + | + | + | − | |
| + | − | + | − | − | + |
| Samples | BS % | P (%) | MDP (µm) | TPA (m2/g) | AD g/m3 | CS (MPa) |
|---|---|---|---|---|---|---|
| FA-1000 FA-1100 FA-1200 FA-1300 | 16.7 ± 0.1 | 24.4 | 0.86 | 3.28 | 2.33 | 108.4 ± 2.1 |
| 29.6 ± 0.6 | 1.9 | 1.83 | 1.21 | 2.11 | 100.1 ± 2.2 | |
| −2.5 ± 2.0 | 26.0 | 9.97 | 9.32 | 2.06 | 77.5 ± 1.3 | |
| −74.5 ± 5.5 | 29.2 | 0.02 | 53.90 | 1.82 | 9.3 ± 0.6 | |
| FA/K1-1000 FA/K1-1100 FAK1-1200 FA/K1-1300 | 13.4 ± 2.3 | 32.2 | 1.15 | 3.23 | 2.39 | 37.1 ± 0.3 |
| 31.8 ± 1.1 | 9.3 | 0.89 | 1.94 | 2.08 | 65.2 ± 1.9 | |
| 9.0 ± 1.2 | 20.4 | 8.57 | 5.40 | 2.18 | 74.4 ± 2.8 | |
| −21.6 ± 1.8 | 28.1 | 24.14 | 18.63 | 1.97 | 26.6 ± 1.9 | |
| FA/K2-1000 FA/K2-1100 FAK2-1200 FA/K2-1300 | 10.7 ± 2.8 | 33.5 | 1.35 | 3.05 | 2.32 | 41.4 ± 0.8 |
| 29.7 ± 0.7 | 16.4 | 1.38 | 1.66 | 2.21 | 60.1 ± 3.7 | |
| 8.8 ± 1.5 | 17.5 | 8.20 | 4.50 | 2.05 | 61.2 ± 1.7 | |
| −21.9 ± 3.2 | 25.7 | 0.13 | 34.20 | 1.88 | 31.1 ± 0.3 | |
| FA/K3-1000 FA/K3-1100 FAK3-1200 FA/K3-1300 | 11.1 ± 2.8 | 29.4 | 0.85 | 4.00 | 2.24 | 66.7 ± 1.4 |
| 29.2 ± 0.2 | 10.6 | 0.72 | 1.94 | 2.24 | 87.6 ± 1.7 | |
| 14.7 ± 1.1 | 11.0 | 0.15 | 4.28 | 1.96 | 65.8 ± 0.7 | |
| −4.4 ± 0.3 | 19.2 | 24.5 | 10.23 | 1.93 | 41.3 ± 1.4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Valášková, M.; Blahůšková, V.; Vlček, J. Effects of Kaolin Additives in Fly Ash on Sintering and Properties of Mullite Ceramics. Minerals 2021, 11, 887. https://doi.org/10.3390/min11080887
Valášková M, Blahůšková V, Vlček J. Effects of Kaolin Additives in Fly Ash on Sintering and Properties of Mullite Ceramics. Minerals. 2021; 11(8):887. https://doi.org/10.3390/min11080887
Chicago/Turabian StyleValášková, Marta, Veronika Blahůšková, and Jozef Vlček. 2021. "Effects of Kaolin Additives in Fly Ash on Sintering and Properties of Mullite Ceramics" Minerals 11, no. 8: 887. https://doi.org/10.3390/min11080887