
Multidimensional Optimization of the Copper Flotation in a Jameson Cell by Means of Taxonomic Methods


Abstract
:1. Introduction
2. Experiment
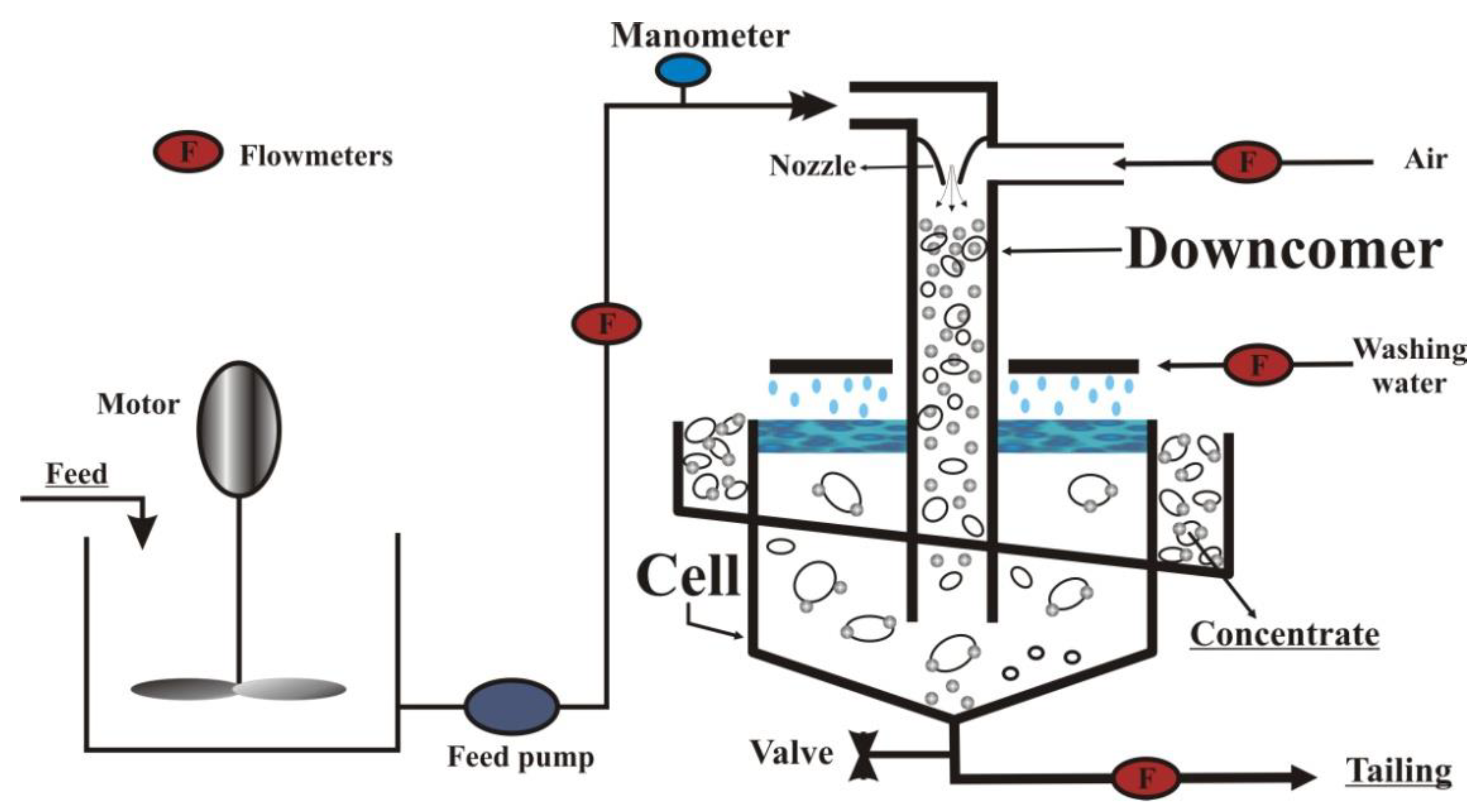
2.1. Laboratory Investigation
- separation tank diameter and height 200 mm and 900 mm, respectively;
- downcomer diameter and length: 0.020 m and 1.8 m, respectively;
- nozzle diameter 0.005 m;
- conditioning tank volume: 0.1 m3;
- downcomer plunging length that is the depth to which the end of the downcomer is immersed in the separation tank: 0.5 m;
- feed rate and air rate: 100 cm3/s.
2.2. Methodology of Taxonomic Methods
2.2.1. Theoretical Background
- i—number of the row;
- j—number of the column;
- n—number of investigated variables (flotation tests);
- l—number of variables (process evaluation factors);
2.2.2. Application
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Bulatovic, S.M. Handbook of Flotation Reagents Chemistry, Theory and Practice: Flotation of Sulfide Ores; Elsevier Science & Technology: Amsterdam, The Netherlands, 2007. [Google Scholar]
- Wang, L.; Xing, Y.; Wang, J. Mechanism of the combined effects of air rate and froth depth on entrainment factor in copper flotation. Physicochem. Probl. Miner. Process. 2020, 56, 43–53. [Google Scholar]
- Rahman, R.M.; Ata, S.; Jameson, G.J. The effect of flotation variables on the recovery of different particle size fractions in the froth and the pulp. Int. J. Miner. Process. 2012, 106, 70–77. [Google Scholar] [CrossRef]
- Hassanzadeh, A.; Hassas, B.V.; Kouachi, S.; Brabcova, Z.; Çelik, M.S. Effect of bubble size and velocity in chalcopyrite flotation. Colloids Surf. A 2016, 498, 258–267. [Google Scholar] [CrossRef]
- Ucurum, M.; Bayat, O. Effects of operating variables on modified flotation parameters in the mineral separation. Sep. Purif. Technol. 2007, 55, 173–181. [Google Scholar] [CrossRef]
- Piestrzyński, A. Monograph KGHM Polska Miedź S.A.; Part 2, Geology, 2.19. Litology; CBPM Cuprum: Lubin, Poland, 1996. [Google Scholar]
- Dhar, P.; Thornhill, M.; Rao Kota, H. Investigation of Copper Recovery from a New Copper Ore Deposit (Nussir) in Northern Norway: Dithiophosphates and Xanthate-Dithiophosphate Blend as Collectors. Minerals 2019, 9, 146. [Google Scholar] [CrossRef] [Green Version]
- Dhar, P.; Thornhill, M.; Rao Kota, H. Investigation of Copper Recovery from a New Copper Deposit (Nussir) in Northern-Norway: Thionocarbamates and Xanthate-Thionocarbamate Blend as Collectors. Minerals 2019, 9, 118. [Google Scholar] [CrossRef] [Green Version]
- Filip, G.; Podariu, M. Advanced Recovery of Complex Ores using Emulsions of Non-polar Reagents. Sci. Bull. Ser. D 2010, 24, 53–56. [Google Scholar]
- Zhu, R.; Gu, G.; Chen, Z.; Wang, Y.; Song, S. A New Collector for Effectively Increasing Recovery in Copper Oxide Ore-Staged Flotation. Minerals 2019, 9, 595. [Google Scholar] [CrossRef] [Green Version]
- Ziyadanogullari, R.; Aydin, F. A New Application For Flotation Of Oxidized Copper Ore. J. Miner. Mater. Charact. Eng. 2005, 4, 67–73. [Google Scholar] [CrossRef]
- Gutierrez, L.; Betancourt, F.; Uribe, L.; Maldonado, M. Influence of Seawater on the Degree of Entrainment in the Flotation of a Synthetic Copper Ore. Minerals 2020, 10, 615. [Google Scholar] [CrossRef]
- Phiri, T.; Tepa, C.; Nyati, R. Effect of Desliming on Flotation Response of Kansanshi Mixed Copper Ore. J. Miner. Mater. Charact. Eng. 2019, 7, 193–212. [Google Scholar] [CrossRef] [Green Version]
- Podariu, M.; Ilie, P.; Filip, G. Role of Metallic Electrodes in Flotation Activation Phenomena. Sci. Bull. Ser. D 2009, 23, 121–124. [Google Scholar]
- Han, Y.; Zhu, J.; Shen, L.; Zhou, W.; Ling, Y.; Yang, X.; Wang, S.; Dong, Q. Bubble Size Distribution Characteristics of a Jet-Stirring Coupling Flotation Device. Minerals 2019, 9, 369. [Google Scholar] [CrossRef] [Green Version]
- Hassanzadeh, A.; Sajjady, S.A.; Gholami, H.; Amini, S.; Özkan, S.G. An Improvement on Selective Separation by Applying Ultrasound to Rougher and Re-Cleaner Stages of Copper Flotation. Minerals 2020, 10, 619. [Google Scholar] [CrossRef]
- Azizi, A. A study on the modified flotation parameters and selectivity index in copper flotation. Part. Sci. Technol. 2017, 35, 38–44. [Google Scholar] [CrossRef]
- Azizi, A. Optimization of rougher flotation parameters of the Sarcheshmeh copper ore using a statistical technique. J. Dispers. Sci. Technol. 2015, 36, 1066–1072. [Google Scholar] [CrossRef]
- Moimane, T.; Plackowski, C.; Peng, Y. The critical degree of mineral surface oxidation in copper sulphide flotation. Miner. Eng. 2020, 145, 106075. [Google Scholar] [CrossRef]
- Matsuoka, H.; Mitsuhashi, K.; Kawata, M.; Tokoro, C. Derivation of Flotation Kinetic Model for Activated and Depressed Copper Sulfide Minerals. Minerals 2020, 10, 1027. [Google Scholar] [CrossRef]
- Wang, S.; Li, Y.; Zhai, X.; Guan, W. A Recognition Method based on Improved Watershed Segmentation Algorithm or Copper Flotation Conditions. In Proceedings of the 2019 Chinese Automation Congress (CAC), Hangzhou, China, 22–24 November 2019; pp. 224–231. [Google Scholar]
- Wang, Z.; He, D.; Li, B. Clustering of Copper Flotation Process Based on the AP-GMM Algorithm. IEEE Access 2019, 7, 160650–160659. [Google Scholar] [CrossRef]
- Ghodrati, S.; Nakhaei, F.; VandGhorbany, O.; Hekmati, M. Modeling and optimization of chemical reagents to improve copper flotation performance using response surface methodology. Energy Sour. Part A 2020, 42, 1633–1648. [Google Scholar] [CrossRef]
- Bahrami, A.; Ghorbani, Y.; Hosseini, M.R.; Kazemi, F.; Abdollahi, M.; Danesh, A. Combined Effect of Operating Parameters on Separation Efficiency and Kinetics of Copper Flotation. Min. Metall. Explor. 2019, 36, 409–421. [Google Scholar] [CrossRef] [Green Version]
- Hassanzadeh, A.; Firouzi, M.; Albijanic, B.; Celik, M.S. A view on determination of particle–bubble encounter using analytical, experimental and numerical methods. Miner. Eng. 2018, 122, 296–311. [Google Scholar] [CrossRef]
- Saramak, D.; Tumidajski, T.; Skorupska, B. Technological and economic strategies for the optimization of Polish electrolytic copper production plants. Miner. Eng. 2010, 23, 757–764. [Google Scholar] [CrossRef]
- Azizi, A.; Masdarian, M.; Hassanzadeh, A.; Bahri, Z.; Niedoba, T.; Surowiak, A. Parametric optimization in rougher flotation performance of a sulfidized mixed copper ore. Minerals 2020, 10, 660. [Google Scholar] [CrossRef]
- Foszcz, D.; Niedoba, T.; Tumidajski, T. A geometric approach to evaluating the results of Polish copper ores beneficiation. Gospod. Surowcami Min. 2018, 34, 55–66. [Google Scholar]
- Jamróz, D.; Niedoba, T.; Pięta, P.; Surowiak, A. The use of neural networks in combination with evolutionary algorithms to optimise the copper flotation enrichment process. Appl. Sci. 2020, 10, 3119. [Google Scholar] [CrossRef]
- Niedoba, T. Determination of partition surface of grained material by means of non-classical approximation methods of distributions functions of particle size and density. Gospod. Surowcami Min. 2016, 32, 137–154. [Google Scholar] [CrossRef] [Green Version]
- Niedoba, T.; Pięta, P. Applications of ANOVA in mineral processing. Min. Sci. 2016, 23, 43–54. [Google Scholar]
- Pięta, P.; Niedoba, T.; Surowiak, A.; Şahbaz, O.; Karagüzel, C.; Canieren, Ö. Studies on Polish copper ore beneficiation in Jameson cell. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2018; Volume 427, p. 012009. [Google Scholar]
- Evans, G.M.; Atkinson, B.W.; Jameson, G.J. The Jameson Cell. Flotat. Sci. Eng. 1995, 11, 331–363. [Google Scholar]
- Harbort, G.; Manlapig, E.V.; Debono, S. A discussion of particle collection within the Jameson Cell downcomer. T. I. Min. Metall. C 2002, 307, C1–C10. [Google Scholar]
- Harbort, G.; Debono, S.; Carr, D.; Lawson, V. Jameson Cell Fundamentals—A revised perspective. Miner. Eng. 2003, 16, 1091–1101. [Google Scholar] [CrossRef]
- Mohanty, M.K.; Honaker, R.Q. Performance optimization of Jameson flotation technology for fine coal cleaning. Miner. Eng. 1999, 12, 367–381. [Google Scholar] [CrossRef]
- Gontijo, F.C.; Fornasiero, D.; Ralston, J. The limits of fine and coarse particle flotation. Can. J. Chem. Eng. 2017, 85, 739–747. [Google Scholar] [CrossRef]
- Kowalczuk, P.B.; Şahbaz, O.; Drzymała, J. Maximum size of floating particles in different flotation cells. Miner. Eng. 2011, 24, 766–771. [Google Scholar] [CrossRef]
- Şahbaz, O.; Oteyaka, B.; Kelebek, Ş.; Uçar, A.; Demir, U. Separation of unburned carbonaceous matter in bottom ash using Jameson cell. Sep. Purif. Technol. 2008, 62, 103–109. [Google Scholar] [CrossRef]
- Şahbaz, O.; Uçar, A.; Oteyaka, B. Velocity gradient and maximum floatable particle size in the Jameson cell. Miner. Eng. 2013, 41, 79–85. [Google Scholar] [CrossRef]
- Foszcz, D. Rules of Determining the Optimal Results of Multi-Component Copper Ores Beneficiation; IGSMiE PAN: Kraków, Poland, 2013. [Google Scholar]
- Wieniewski, A.; Skorupska, B. Technology of Polish copper ore beneficiation—Perspectives from the past experience. In E3S Web of Conferences; EDP Sciences: Les Ulis, France, 2016; Volume 8, p. 01064. [Google Scholar]
- Aldrich, C. Cluster analysis of mineral process data with autoassociative neural networks. Chem. Eng. Commun. 2000, 177, 121–137. [Google Scholar] [CrossRef]
- Ginsberg, D.W.; Whiten, W.J. The application of clustering to the calibration of onstream analysis equipment. Int. J. Miner. Process. 1992, 36, 63–79. [Google Scholar] [CrossRef]
- Laine, S.; Lappalainen, H.; Jämsä-Jounela, S.L. One-line determination of ore type cluster analysis and neural networks. Miner. Eng. 1995, 6, 637–648. [Google Scholar] [CrossRef]
- Whiteley, J.R.; Davis, J.F. A similarity-based approach to interpretation of sensor data using adaptive resonance theory. Comput. Chem. Eng. 1994, 18, 637–661. [Google Scholar] [CrossRef]
- Ginsberg, D.W.; Whiten, W.J. Cluster analysis for mineral processing applications. T. I. Min. Metall. C 1991, 100, 139–146. [Google Scholar]
- Niedoba, T. Methodological elements of applying two—And multidimensional distributions of grained materials properties to coal beneficiation. Gospod. Surowcami Min. 2013, 29, 155–172. [Google Scholar] [CrossRef] [Green Version]
- Tumidajski, T. Actual tendencies in description and mathematical modeling of mineral processing. Gospod. Surowcami Min. 2010, 26, 111–123. [Google Scholar]
- Nakhaei, F.; Irannajad, M.; Sam, A.; Jamalzadeh, A. Application of d-optimal design for optimizing copper-molybdenum sulphides flotation. Physicochem. Probl. Miner. Process. 2015, 52, 252–267. [Google Scholar]
- Łuniewska, M.; Tarczyński, W. Methods of Multidimensional Comparative Analysis on the Capital Market; PWN: Warszawa, Poland, 2006. [Google Scholar]
- Drzymała, J. Characterization of materials by Hallimonf tube flotation. Int. J. Miner. Process. 1994, 42, 139–152. [Google Scholar] [CrossRef]
- Schulze, H.J. Dimensionless number and approximate calculation of the upper particle size of floatability in flotation machines. Int. J. Miner. Process. 1982, 9, 321–328. [Google Scholar] [CrossRef]
- Trahar, W.J. A rational interpretation of the role of particle size in flotation. Int. J. Miner. Process. 1981, 8, 289–327. [Google Scholar] [CrossRef]
- Evans, G.M.; Atkinson, B.; Jameson, G.J. The Jameson cell. In Flotation Science and Engineering. Marcel Dekker; Matis, K.A., Ed.; Wiley Online Library: Hoboken, NJ, USA, 1995; pp. 331–363. [Google Scholar]
- Jameson, G.J. New directions in flotation machine design. Miner. Eng. 2010, 23, 835–842. [Google Scholar] [CrossRef]
- Jameson, G.J.; Goel, S. New approaches to particle attachment and detachment in flotation. In Separation Technologies for Minerals, Coal, and Earth Resources; Society for Mining, Metallurgy, and Exploration; Young, C.A., Luttrell, G.H., Eds.; SME: Englewood, CO, USA, 2012; pp. 437–447. [Google Scholar]
- Jameson, G.J. The effect of surface liberation and particle size on flotation rate constants. Miner. Eng. 2012, 36–38, 132–137. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Lithological Type of Copper Ore | Content of Selected Metals in Lithological Types | Prevalent Copper-Bearing Minerals | |
|---|---|---|---|
| carbonates | Cu (%) | 1.69 | chalcocite in combination with digenite, bornite, covellite and chalcopyrite |
| Ag (g/t) | 54 | ||
| shales | Cu (%) | 6.02 | chalcocite-bornite and bornite-chalcopyrite minerals |
| Ag (g/t) | 188 | ||
| sandstones | Cu (%) | 1.29 | bornite-chalcopyrite and chalcocite-bornite minerals |
| Ag (g/t) | 30 | ||
| Particle Size Fraction d (μm) | Collector Type k | Collector Dosage s (g/t) | Time t (min) |
|---|---|---|---|
| 0–20 20–40 40–71 | Aqueous solution of ethyl sodium xanthate—E Aqueous solution of isobutyl sodium xanthate—I | 100 150 | 1, 2, 4 6, 9, 12 17, 22, 30 |
| Time t (min) | E | I | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 100 (g/t) | 150 (g/t) | 100 (g/t) | 150 (g/t) | |||||||||
| β | ϑ | ε | β | ϑ | ε | β | ϑ | ε | β | ϑ | ε | |
| 1 | 0.145 | 0.024 | 0.068 | 0.113 | 0.018 | 0.152 | 0.166 | 0.026 | 0.152 | 0.171 | 0.023 | 0.122 |
| 2 | 0.171 | 0.017 | 0.356 | 0.121 | 0.013 | 0.402 | 0.184 | 0.019 | 0.416 | 0.157 | 0.018 | 0.359 |
| 4 | 0.160 | 0.012 | 0.572 | 0.113 | 0.010 | 0.594 | 0.175 | 0.013 | 0.613 | 0.150 | 0.014 | 0.562 |
| 6 | 0.141 | 0.008 | 0.709 | 0.102 | 0.007 | 0.706 | 0.156 | 0.009 | 0.737 | 0.137 | 0.009 | 0.706 |
| 9 | 0.126 | 0.006 | 0.782 | 0.092 | 0.006 | 0.772 | 0.142 | 0.007 | 0.811 | 0.124 | 0.007 | 0.785 |
| 12 | 0.115 | 0.006 | 0.802 | 0.086 | 0.005 | 0.798 | 0.131 | 0.006 | 0.833 | 0.115 | 0.006 | 0.809 |
| 17 | 0.108 | 0.005 | 0.832 | 0.081 | 0.004 | 0.830 | 0.123 | 0.006 | 0.856 | 0.107 | 0.005 | 0.835 |
| 22 | 0.104 | 0.005 | 0.858 | 0.077 | 0.004 | 0.839 | 0.119 | 0.005 | 0.882 | 0.103 | 0.005 | 0.856 |
| 30 | 0.097 | 0.004 | 0.876 | 0.072 | 0.004 | 0.856 | 0.112 | 0.004 | 0.895 | 0.097 | 0.004 | 0.870 |
| Time t (min) | E | I | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 100 (g/t) | 150 (g/t) | 100 (g/t) | 150 (g/t) | |||||||||
| β | ϑ | ε | β | ϑ | ε | β | ϑ | ε | β | ϑ | ε | |
| 1 | 0.076 | 0.024 | 0.065 | 0.065 | 0.026 | 0.017 | 0.063 | 0.018 | 0.049 | 0.167 | 0.021 | 0.137 |
| 2 | 0.076 | 0.021 | 0.188 | 0.081 | 0.023 | 0.148 | 0.075 | 0.016 | 0.220 | 0.135 | 0.013 | 0.336 |
| 4 | 0.077 | 0.019 | 0.301 | 0.078 | 0.021 | 0.256 | 0.082 | 0.013 | 0.403 | 0.121 | 0.013 | 0.505 |
| 6 | 0.075 | 0.017 | 0.414 | 0.079 | 0.019 | 0.372 | 0.074 | 0.011 | 0.509 | 0.114 | 0.010 | 0.633 |
| 9 | 0.076 | 0.015 | 0.506 | 0.077 | 0.017 | 0.453 | 0.068 | 0.010 | 0.569 | 0.105 | 0.009 | 0.706 |
| 12 | 0.073 | 0.014 | 0.545 | 0.076 | 0.016 | 0.501 | 0.063 | 0.010 | 0.589 | 0.097 | 0.008 | 0.733 |
| 17 | 0.073 | 0.012 | 0.602 | 0.073 | 0.015 | 0.538 | 0.059 | 0.009 | 0.615 | 0.091 | 0.008 | 0.754 |
| 22 | 0.074 | 0.011 | 0.645 | 0.073 | 0.014 | 0.577 | 0.058 | 0.009 | 0.639 | 0.088 | 0.007 | 0.777 |
| 30 | 0.071 | 0.011 | 0.677 | 0.071 | 0.013 | 0.610 | 0.055 | 0.009 | 0.658 | 0.083 | 0.007 | 0.796 |
| Time t (min) | E | I | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 100 (g/t) | 150 (g/t) | 100 (g/t) | 150 (g/t) | |||||||||
| β | ϑ | ε | β | ϑ | ε | β | ϑ | ε | β | ϑ | ε | |
| 1 | 0.075 | 0.019 | 0.032 | 0.064 | 0.020 | 0.065 | 0.092 | 0.024 | 0.024 | 0.075 | 0.025 | 0.041 |
| 2 | 0.057 | 0.017 | 0.142 | 0.065 | 0.018 | 0.193 | 0.068 | 0.022 | 0.132 | 0.068 | 0.023 | 0.144 |
| 4 | 0.057 | 0.016 | 0.253 | 0.068 | 0.016 | 0.326 | 0.068 | 0.020 | 0.238 | 0.063 | 0.022 | 0.226 |
| 6 | 0.057 | 0.014 | 0.372 | 0.072 | 0.013 | 0.467 | 0.065 | 0.019 | 0.328 | 0.060 | 0.021 | 0.299 |
| 9 | 0.058 | 0.013 | 0.462 | 0.069 | 0.011 | 0.548 | 0.062 | 0.018 | 0.386 | 0.056 | 0.020 | 0.348 |
| 12 | 0.058 | 0.012 | 0.515 | 0.067 | 0.010 | 0.592 | 0.059 | 0.017 | 0.413 | 0.055 | 0.020 | 0.382 |
| 17 | 0.056 | 0.011 | 0.546 | 0.065 | 0.010 | 0.630 | 0.057 | 0.017 | 0.446 | 0.055 | 0.019 | 0.419 |
| 22 | 0.055 | 0.011 | 0.580 | 0.064 | 0.009 | 0.667 | 0.056 | 0.016 | 0.468 | 0.055 | 0.018 | 0.443 |
| 30 | 0.054 | 0.010 | 0.613 | 0.062 | 0.008 | 0.700 | 0.053 | 0.016 | 0.488 | 0.052 | 0.018 | 0.463 |
| Assumed Values | Optimal Values | |||||
|---|---|---|---|---|---|---|
| Particle Size d (µm) | Type of Collector k | Dosage of Collector s (g/t) | t (min) | β | ϑ | ε |
| 0–20 | E | 100 | 17 | 0.108 | 0.005 | 0.832 |
| 0–20 | E | 150 | 17 | 0.081 | 0.004 | 0.839 |
| 0–20 | I | 100 | 22 | 0.119 | 0.005 | 0.882 |
| 0–20 | I | 150 | 22 | 0.103 | 0.005 | 0.870 |
| 20–40 | E | 100 | 3 | 0.071 | 0.001 | 0.677 |
| 20–40 | E | 150 | 30 | 0.071 | 0.013 | 0.610 |
| 20–40 | I | 100 | 12 | 0.063 | 0.010 | 0.589 |
| 20–40 | I | 150 | 12 | 0.010 | 0.009 | 0.706 |
| 40–71 | E | 100 | 22 | 0.055 | 0.011 | 0.580 |
| 40–71 | E | 150 | 30 | 0.062 | 0.008 | 0.700 |
| 40–71 | I | 100 | 17 | 0.057 | 0.017 | 0.446 |
| 40–71 | I | 150 | 22 | 0.055 | 0.019 | 0.473 |
| Assumed Values | Optimal Values | |||||
|---|---|---|---|---|---|---|
| Particle Size d (µm) | Type of Collector k | Dosage of Collector s (g/T) | t (min) | β | ϑ | ε |
| 0–20 | E | 100 | 22 | 0.104 | 0.005 | 0.858 |
| 0–20 | I | 150 | 22 | 0.119 | 0.005 | 0.882 |
| 20–40 | E | 100 | 30 | 0.071 | 0.011 | 0.677 |
| 20–40 | I | 150 | 12 | 0.105 | 0.009 | 0.709 |
| 40–71 | E | 100 | 22 | 0.064 | 0.009 | 0.667 |
| 40–71 | E | 150 | 17 | 0.057 | 0.017 | 0.446 |
| Assumed Values | Optimal Values | |||||
|---|---|---|---|---|---|---|
| Particle Size d (µm) | Type of Collector k | Dosage of Collector s (g/T) | t (min) | β | ϑ | ε |
| 0–20 | I | 100 | 22 | 0.119 | 0.005 | 0.882 |
| 20–40 | I | 150 | 12 | 0.105 | 0.009 | 0.706 |
| 40–71 | E | 150 | 22 | 0.064 | 0.009 | 0.667 |
| Assumed Values | Optimal Values | |||||
|---|---|---|---|---|---|---|
| t (min) | Particle Size d (µm) | Type of Collector k | Dosage of Collector s (g/t) | β | ϑ | ε |
| 1 | 20–40 | I | 150 | 0.167 | 0.021 | 0.137 |
| 2 | 0–20 | E | 150 | 0.121 | 0.013 | 0.402 |
| 4 | 0–20 | I | 100 | 0.175 | 0.013 | 0.613 |
| 6 | 0–20 | I | 100 | 0.156 | 0.009 | 0.737 |
| 9 | 0–20 | I | 100 | 0.142 | 0.007 | 0.833 |
| 12 | 0–20 | I | 100 | 0.123 | 0.006 | 0.856 |
| 22 | 0–20 | I | 100 | 0.119 | 0.005 | 0.882 |
| 30 | 0–20 | I | 100 | 0.112 | 0.004 | 0.895 |
| Particle Size d (µm) | Type of Collector k | Collector Dosage s (g/T) | t (min) | β | ϑ | ε | Fopt |
|---|---|---|---|---|---|---|---|
| 0–20 | I | 100 | 22 | 0.119 | 0.005 | 0.882 | 0.376 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Niedoba, T.; Pięta, P.; Surowiak, A.; Şahbaz, O. Multidimensional Optimization of the Copper Flotation in a Jameson Cell by Means of Taxonomic Methods. Minerals 2021, 11, 385. https://doi.org/10.3390/min11040385
Niedoba T, Pięta P, Surowiak A, Şahbaz O. Multidimensional Optimization of the Copper Flotation in a Jameson Cell by Means of Taxonomic Methods. Minerals. 2021; 11(4):385. https://doi.org/10.3390/min11040385
Chicago/Turabian StyleNiedoba, Tomasz, Paulina Pięta, Agnieszka Surowiak, and Oktay Şahbaz. 2021. "Multidimensional Optimization of the Copper Flotation in a Jameson Cell by Means of Taxonomic Methods" Minerals 11, no. 4: 385. https://doi.org/10.3390/min11040385