
Production Methods for Regular Aggregates and Innovative Developments in Poland


Department of Environmental Engineering, Faculty of Civil Engineering and Resource Management, AGH University of Science and Technology, Mickiewicza 30 Av., 30-059 Cracow, Poland
Minerals 2021, 11(12), 1429; https://doi.org/10.3390/min11121429
Submission received: 11 October 2021
/
Revised: 9 December 2021
/
Accepted: 15 December 2021
/
Published: 17 December 2021
(This article belongs to the Special Issue Selective Disintegration: Theory and Practice)
Abstract
:The aim of this article is to present possibilities of producing aggregates with an increased content of regular particles in some well-known examples, as well as to present previously unused methods of aggregate production. Traditional aggregate production systems require the use of three or four grinding stages (depending on the particle size of the feed), but fine fractions contain approximately 10% irregular grains on average. The conducted research has shown that in innovative patented technological systems, it is possible to obtain regular aggregates with a share of irregular grains below 3%. The separated irregular aggregates can be crushed again or used for other purposes. The advantages of such inventions include less grinding stages, reduced dust, and lower energy consumption. Regular aggregates also have benefits compared to typical ones. The analyzed aggregate products from various mines showed that regular aggregates have better properties, for example, higher resistance to grinding and abrasion. This article also describes the advantages of using such aggregates for concrete or other applications.
1. Introduction
Quality requirements for aggregates, protection of the Earth’s natural resources, increased use of industrial waste, and minimization of energy consumption are placing increasing challenges on raw material processing plants. In the future, a specific market may require large volumes of products with a narrow grain size distribution and specific grain shapes. The physicochemical properties of the material, such as the density, hardness, strength, and structure, depend on the place of exploitation (the formation of the raw material) and for this reason, they are generally unchangeable in mineral processing. The desired particle size and shape or surface texture, on the other hand, are achievable depending on the processing methods used during their manufacture (especially crushing) and may directly affect other characteristics. The most important rock raw materials for civil engineering are crushed aggregates produced from magmatic, sedimentary, and metamorphic rocks [1,2,3]. Simultaneously, studies have been conducted on the use of recycled and artificial aggregates [4]. All types of aggregates are widely used in the construction of road pavement layers.
Aggregates of the highest quality (for example, basalt, melaphyre) are used in the construction of the upper layers of road surfaces. These layers, transferring huge dynamic loads and being directly abrading and under the influence of disadvantageous atmospheric conditions, should be constructed of aggregates of low abrasion that are highly durable and resistant to water and frost. Besides, these aggregates should be characterized by a particle shape close to spherical or cubic, sharp edges, and rough fracture surfaces [5,6,7,8].
The production of concrete is the second very important application of aggregates. About 70% of concrete’s volume consists of aggregate; therefore, the quality and geometric properties of the aggregate significantly translate into the properties of the concrete mix and the features of hardened concrete [9]. So far, research has been carried out on the basis of the texture of smooth and rough grains and their sphericity, i.e., rounded, broken [5,10,11,12], as well as their lithology [2] or chemistry [4]. Regarding the chemical aspect, the influence of migrating substances (especially chlorides) and their precipitation in aggregate pores and microcracks, as well as the influence on the binder have been investigated [1,13,14,15,16]. The study of the alkaline reactivity of aggregates is also important [4,17,18]. In concrete, regular grains with a spherical or cubic shape are desirable because aggregate with other shapes has a bigger surface requiring an enlarged amount of concrete and water. Furthermore, flat and elongated grains have a tendency to orientate in one plane, which is connected with the possibility of air voids being created [19]. Irregular aggregate, especially flat ones, indicate the biggest abrasion. It was found that a 25%–50% content of irregular grains negatively affects the durability (strength) of aggregates. For example, the durability of basalt aggregate is lowered by 55% when the share of irregular grains is equal to 50% [8]. Moreover, regular particles are less susceptible to comminution, lower Los Angeles test coefficient, lower absorbability, and abrasiveness, which is related to the durability of concrete or asphalt road pavement. Thus, both the granulometric distribution and grain shape determine the quality of the aggregate [5,6,8].
To avoid discrepancies in evaluating particle shapes and interpretation of the results, the following norms were used in the conducted studies: PN-EN 933-4:2008: Investigations of the geometrical properties of aggregates—Part 4: Determination of the particle shape—shape coefficient [20] and PN-EN 933-3:2012: Investigations of geometrical properties of aggregates—Part 3: Determination of the particle shape by means of the flakiness index [21].
Both methods are applied to natural and artificial aggregate for grain sizes of 4–63 mm. In the PN-EN 933-4:2008 method, individual grains in the sample are classified based on the ratio of the length l to the thickness c by means of Schultz calipers. The shape index (SI) of the grains is calculated as a fraction of the mass of grains with a size ratio l/c greater than 3 to the total mass of grains tested, expressed as percentages.
For the estimation of the flakiness index of grains, PN-EN 933-3:2012, the method of sieving through a slotted sieve with a gap width dmax/2, can be used, where dmax is the upper limit of the tested grain class. From the ratio of the mass of grains passing through the sieve with a slot width dmax/2 to the total mass of grains with dimensions from dmin to dmax, the so-called flakiness index (FI) is calculated. To calculate the total content of irregular grains in the sample, FI indices are used, according to Formula (1):
where:
- FI—the percentage by weight of irregular grains in the grinding product;
- aiN—the percentage of irregular grains in the i-th grain fraction;
- γi—the percentage of the i-th fraction in the grain composition of the product.
2. Possibilities of Increasing the Share of Regular Particles in Mineral Aggregates
2.1. The Use of Appropriate Crushers
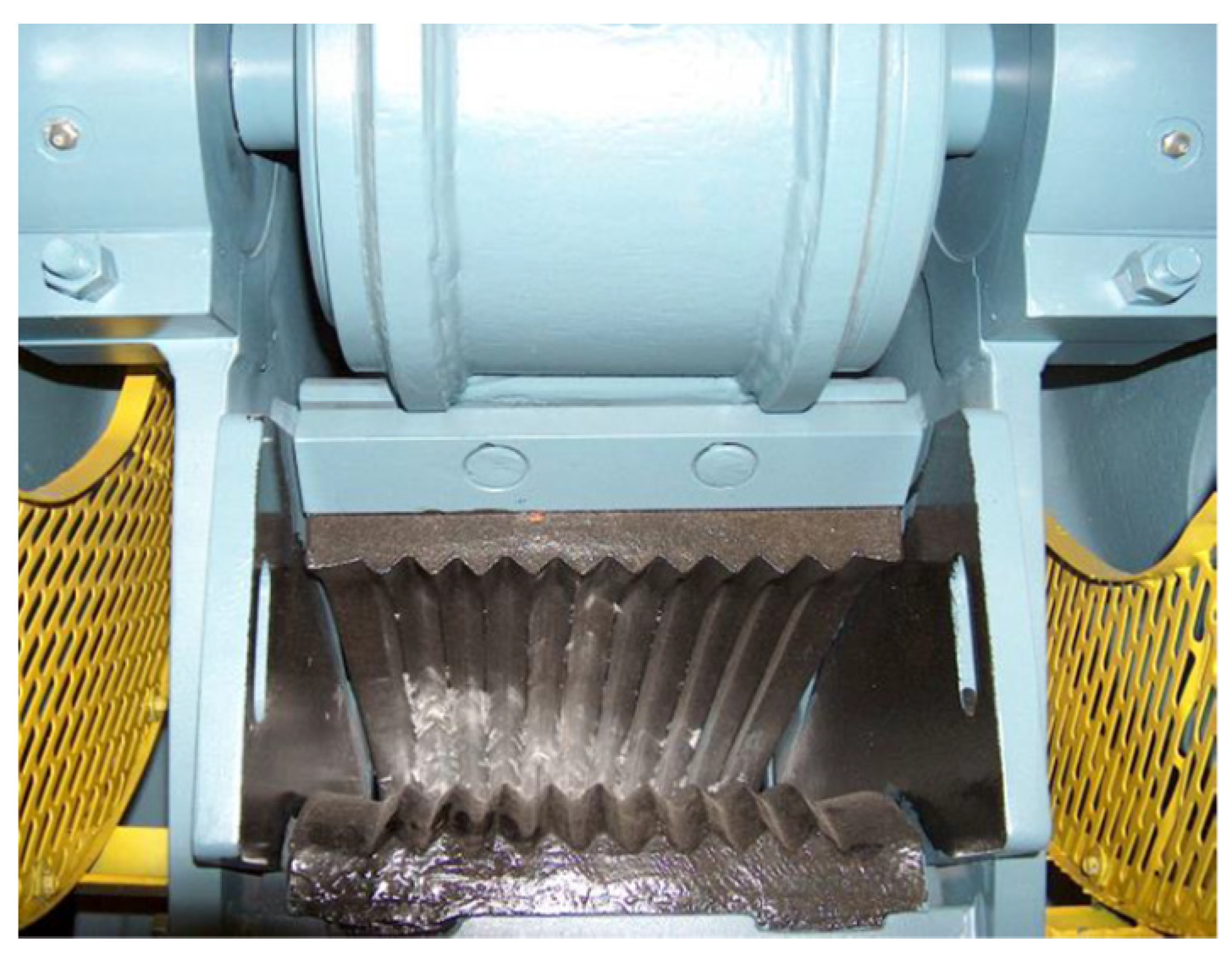
Undoubtedly, the appropriate choice of crushers with exploitive parameters (width of the outlet gap, shape, and linear speed of working elements) influences the possibilities of increasing the regular particles’ share. Other important features include the amount of comminution stages and the type of technological system. In aggregate processing plants, jaw, cone, and impact (with vertical or horizontal shaft) crushers are the most common ones. During the preliminary stages of crushing, jaw or cone (gyrator) crushers are used. The advantage of jaw crushers is their low sensitivity to changes of feed granulation (which is product of shot blasting), low exploitative costs, and relatively simple service. Modern jaw crushers are characterized by a deep crushing chamber and curvilinear profile of the jaw linings (Figure 1). This solution prevents blocking of the crusher, improves the homogeneity of material granulation, and raises the degree of comminution. It is assumed that crushers with complex jaw motion have a more favorable effect on the particle shape than crushers with simple jaw motion. However, in this case, the type of jaw lining is decisive; grooved jaws (especially high trapezoids) have a more favorable effect on the aggregate shape than smooth jaws. However, the content of irregular particles in the finest fractions below 8 mm exceeds 50% [22,23], which does not satisfy aggregate customers. Cone granulators and impact crushers are used to produce aggregates during secondary crushing stages to produce grains with favorable shapes. Compared to typical cone crushers, conical granulators are characterized by a special shape of the crushing chamber, which ensures multiple breakage of individual particles. Furthermore, these granulators are usually characterized by a slightly lower jump and higher rotation of the internal cone, which means the particles have a longer path to travel in the working chamber. In this way, optimum comminution is achieved, and the inner cone is protected from abrasion caused by falling material from a height.
Vertical shaft impact (VSI) crushers (also known as a cubizer) are especially interesting. Advances in materials science have made it possible to also use them for crushing very hard materials. In addition, the way the material is fed (stone-to-stone system) into such devices reduces wear and tear on the crusher’s working parts. VSI crushers are increasingly used in aggregate production, especially for limestone and dolomite. However, the products of impact crushers show a much higher content of the finest fractions (such as <2 mm) of up to 30% than those of jaw or cone crushers. It is noteworthy that improperly selected parameters of the equipment affect its operation, such as energy consumption and working parts, which affect the quality of products (shape and size of particles) [22,23,24,25,26].
Table 1 presents the irregular grains content data for the crushers discussed above. It is easy to see that the most regular particles are obtained in impact crushers, then cone crushers, and the least in jaw crushers.
2.2. Systems with Closed Material Circulation
Technological systems are of particular importance in the grinding and classification processes carried out in mineral processing plants. The quality of the products obtained depends not only on the proper choice of the grinding equipment, but also on the cooperating devices (classifiers), dependably on the type of processed material. When designing a specific technological process, the operating characteristics of individual devices are usually considered, which depend, among others, on the physicochemical properties of the feed and the values of the design and control parameters of the machines. Obtaining effective results also depends on how the process is run (number of grinding steps, process cycles, directing material streams to selected equipment, etc.).
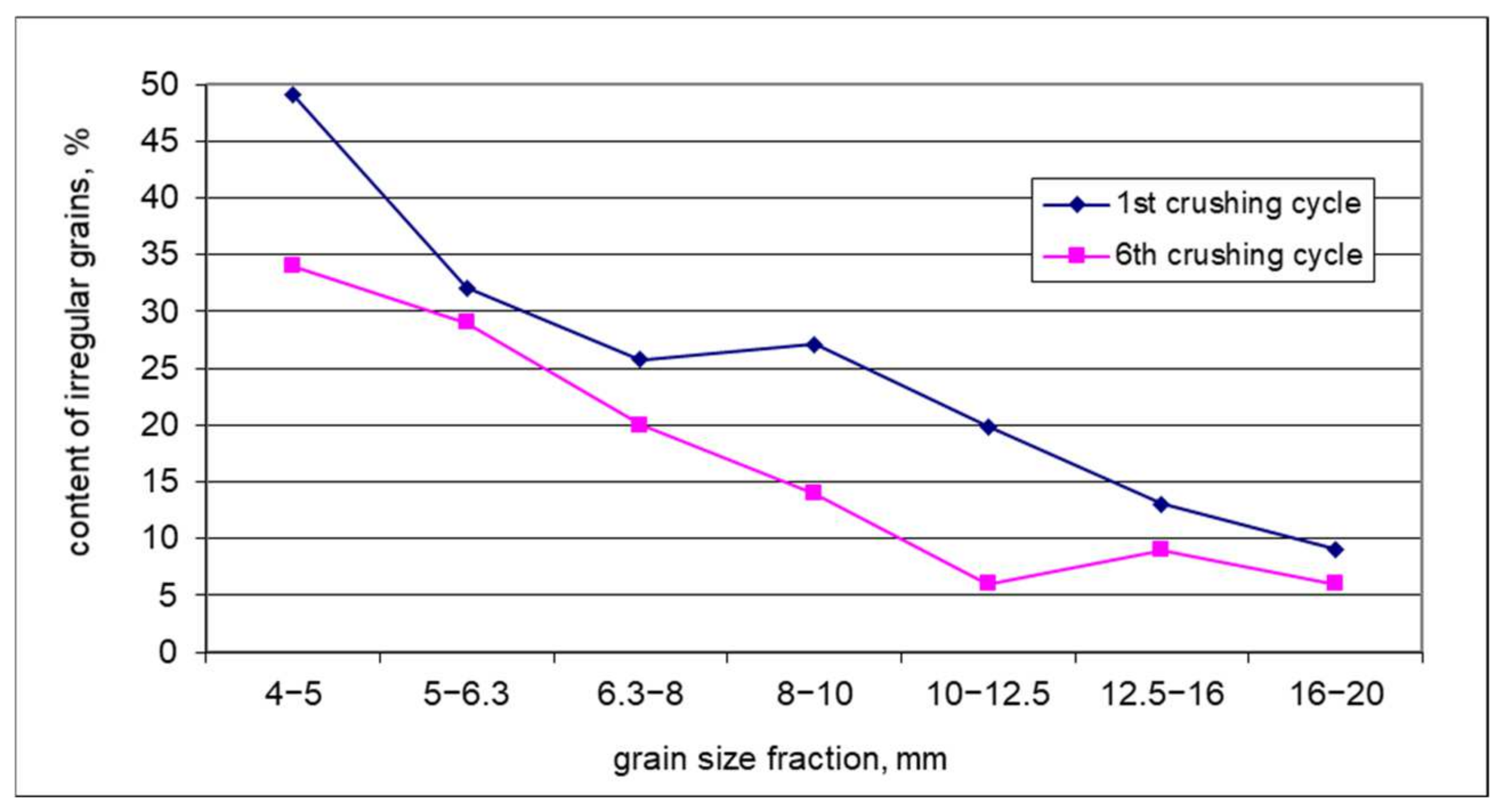
It turns out that crushing material in closed circuit crushers is more beneficial. During the return of the material, the crushing chamber filling is greater; therefore, flat naturally physically weaker particles are crushed more easily, which improves their shape. Properly designed closed circuit crushing systems allow control of the flow of material and also better-quality products to be obtained. According to the research [23] (Figure 2), the content of flat particles in the product after stabilization of the material flow in the closed circuit was, depending on the particle fraction, 4%–15% lower than in the product crushed in the open circuit (without return).
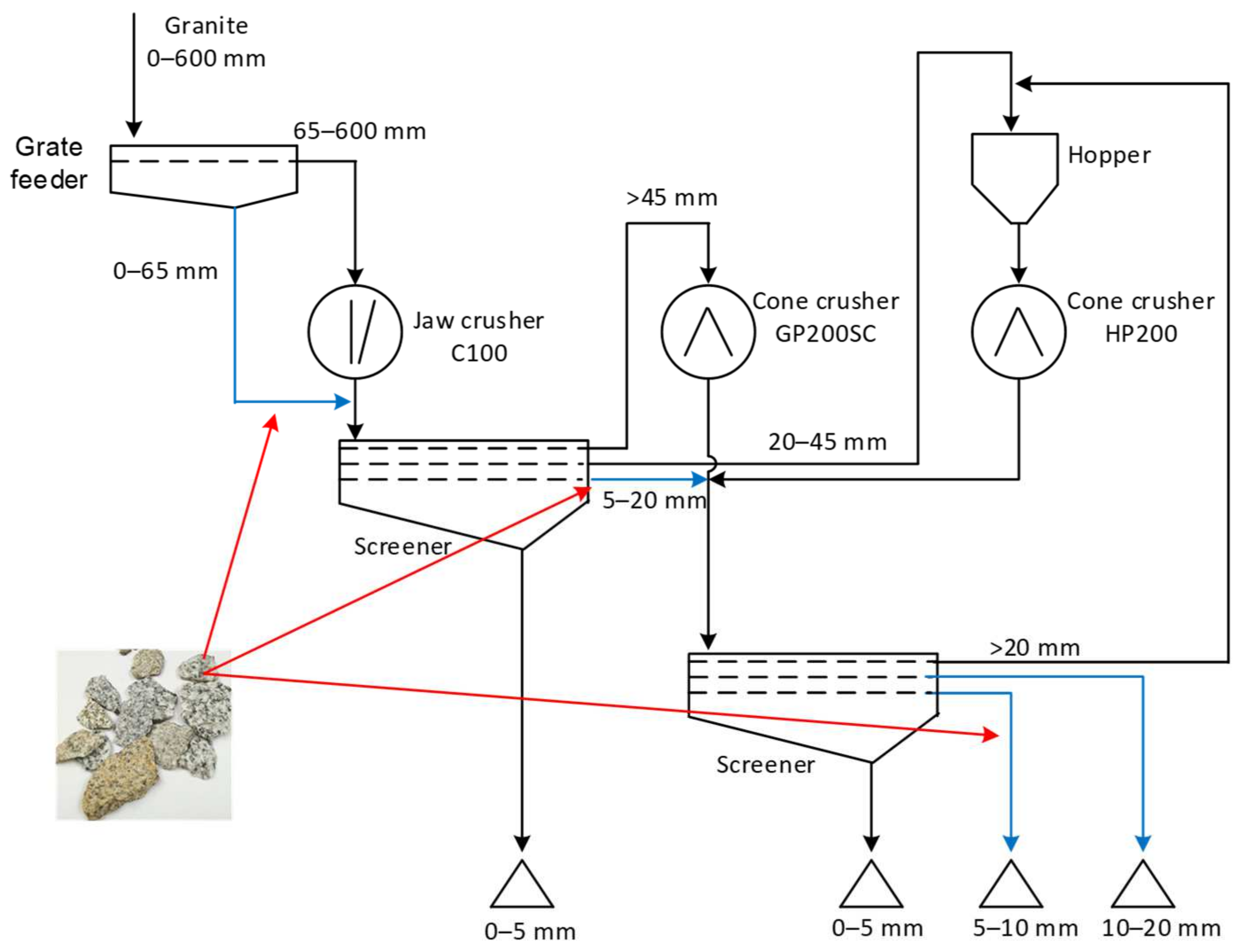
Sometimes crushing processes with oversized return and fine material (also called the bed) are used in mineral aggregate production to reduce the content of irregular grains. Such studies have been carried out by Metso Minerals in cone granulators producing grits [27]. Two three-stage systems were used for this purpose. In the first system (Figure 3), the first two stages of the crushers operate in open circuits. The cone granulator in the third stage works in a closed system with full feed. All units are connected to maximize the capacity, which was 262 t/h. As can be seen in Figure 3, the fine flat grains present in the feed will not be crushed in any of the crushers and a low-quality product will be obtained.
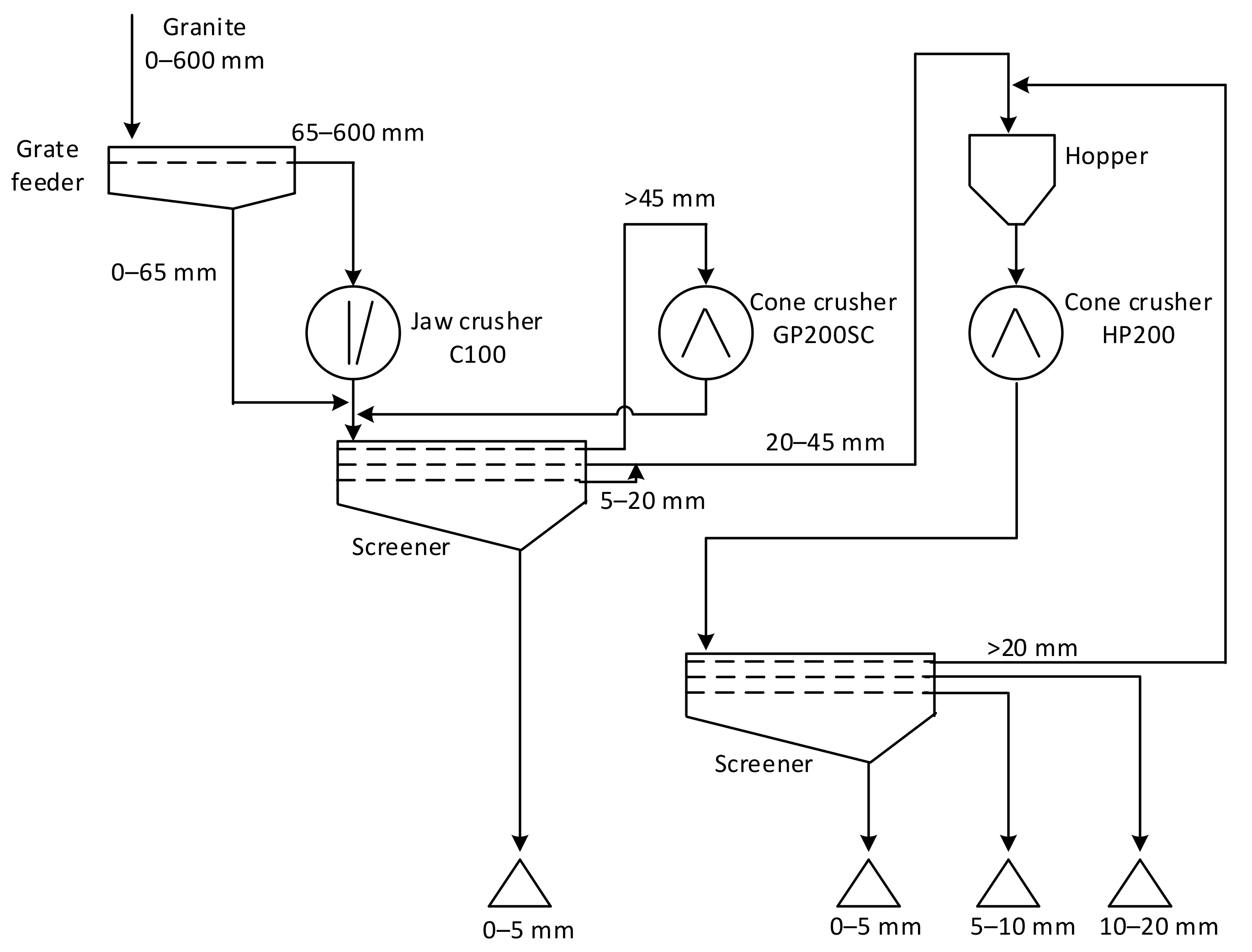
The second system (Figure 4) shows a situation where the jaw crusher on the first stage operates in an open system. The other crushers operate in a closed system while the cone granulator in the third stage also operates with a full charge, as shown in Figure 4. However, this configuration has a lower capacity, which was 171 t/h, but the maximum regular grain content is obtained. It is noteworthy that the lower product from the second sieve deck of the first screen machine is combined with the lower product from the first deck in this system and directed to the cone granulator. A comparison of the irregular grain content for both systems is shown in Table 2.
The process of selective comminution with the return of fine material (with bed) is advantageous for the production of mineral aggregates in cone granulators. However, it must be remembered that in such a case, excessive comminution (too many grinding steps) must be avoided, as this can lead to the formation of fine dust in the products. Additionally, the principles of selecting the feed particle size distribution must be followed in such crushers to avoid an excessive proportion of fine particles that are below the output gap size. Improperly selected operating parameters of the screen located upstream of the crusher may affect the improper particle size distribution of the feed to the crusher.
2.3. Multistage Crushing Systems
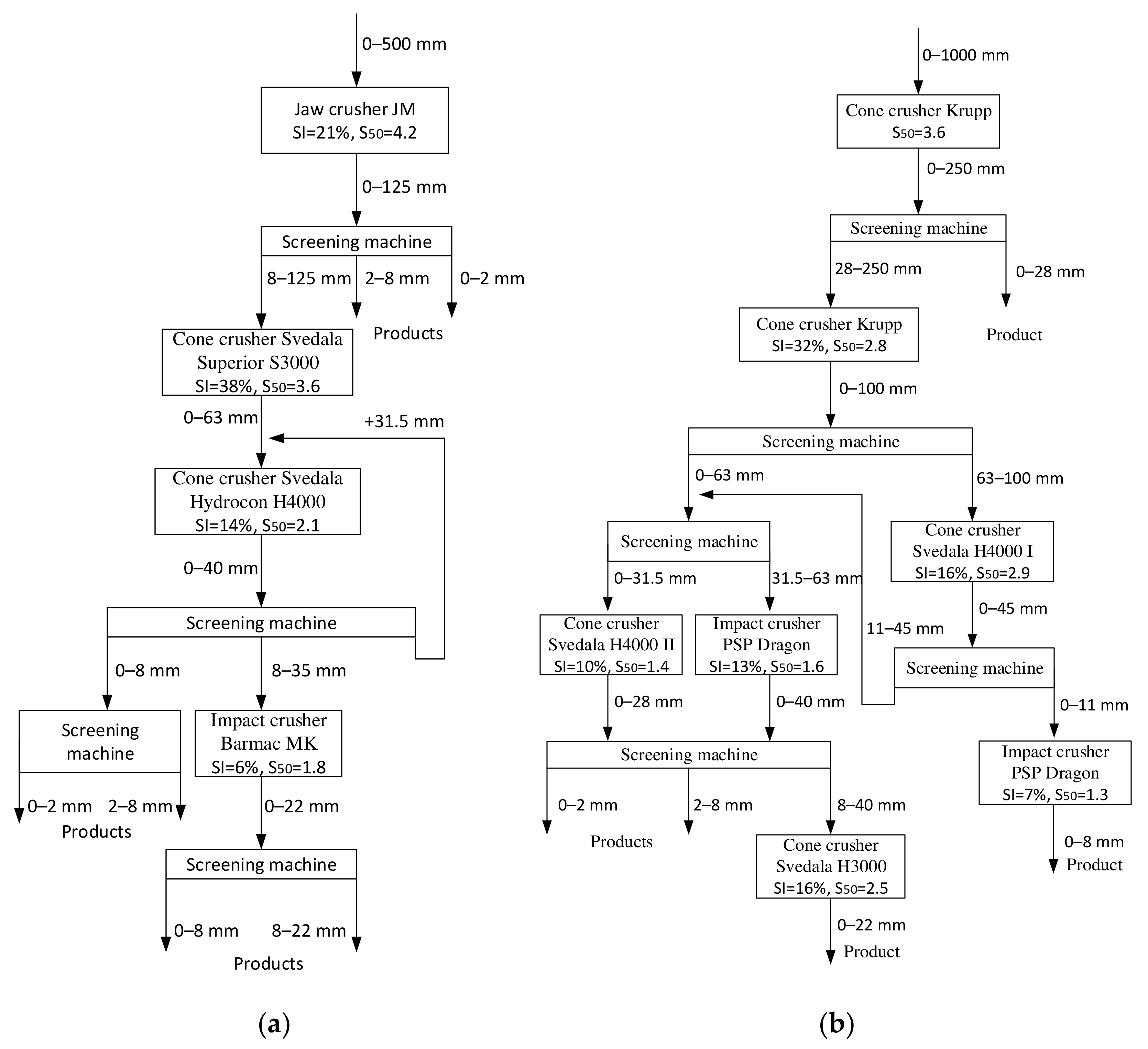
Another possibility of increasing the share of regular grains in the grinding products is the use of multistage grinding systems. The authors of [28] present the conditions and results of using four-stage grinding systems in two selected basalt aggregate production plants located in Lower Silesia (Poland). Simplified technological schemes of basalt aggregate production at plants A and B are shown in Figure 5. The types of crushers installed at each crushing stage at plants A and B, their crushing ratios (S50), and the shape factors SI (irregular particles) of the product were compared. The crushing ratio is a degree of comminution, defined as the fraction of the representative grain size of the feed to the representative grain size of the crushing product.
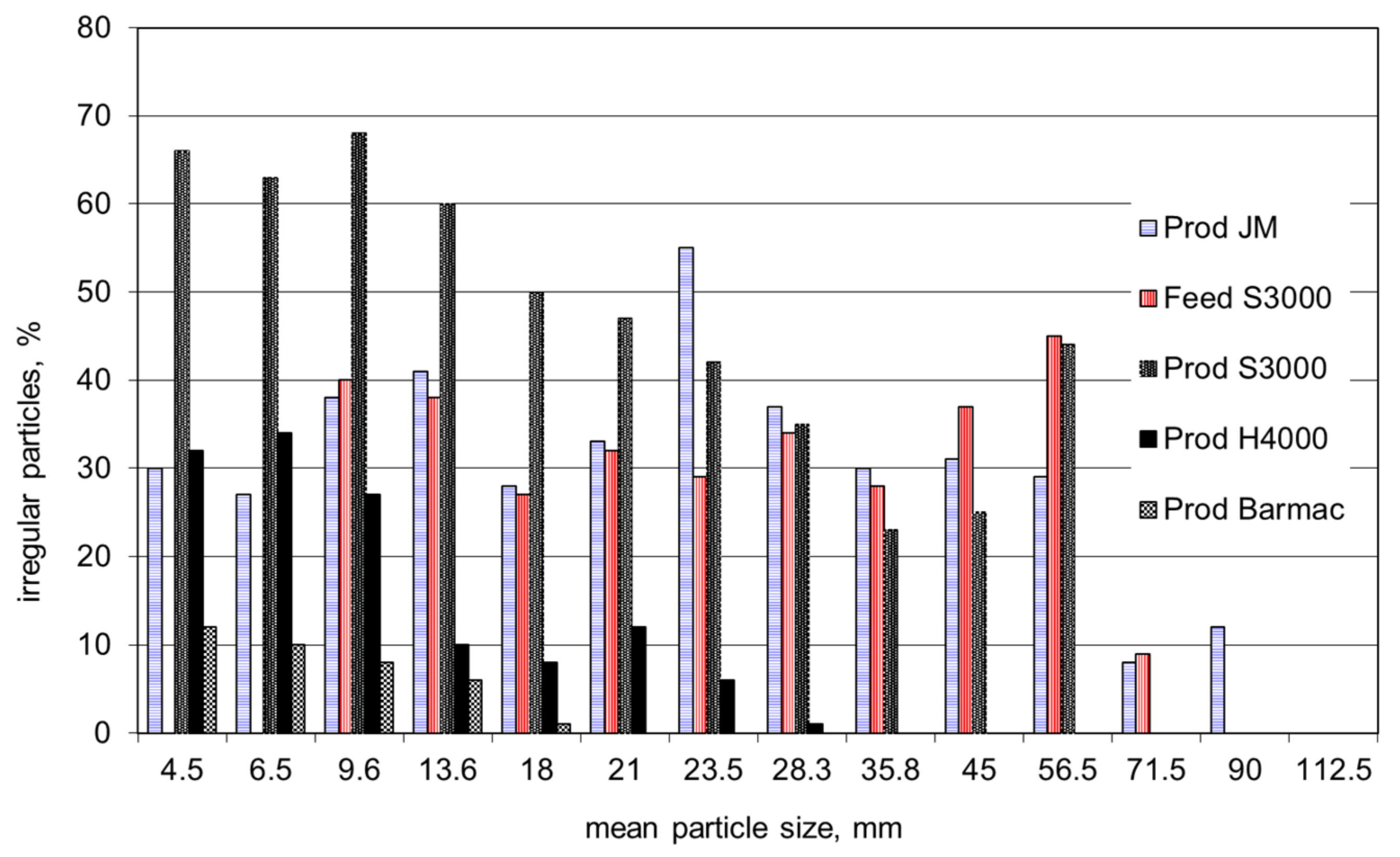
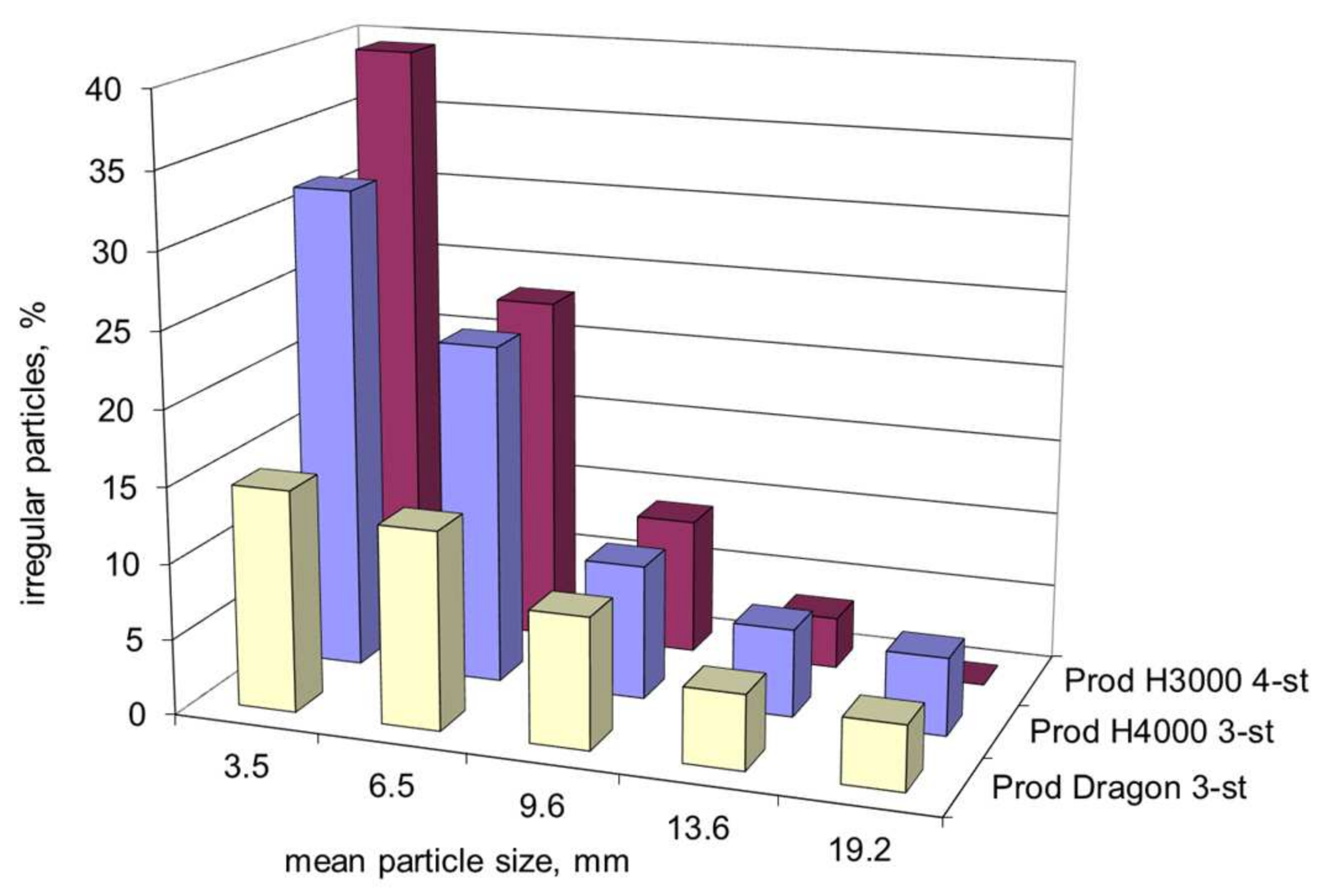
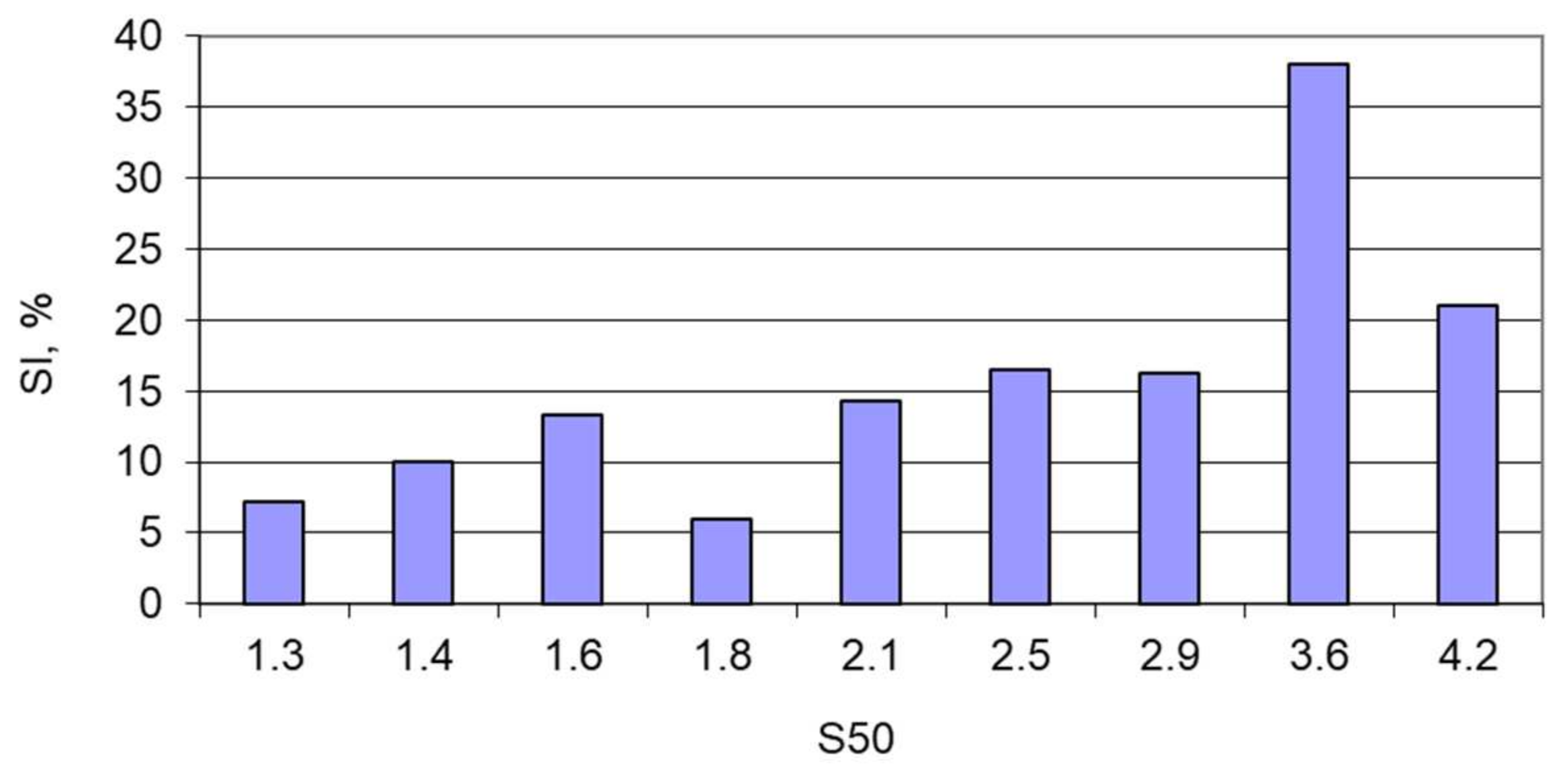
The proportion of irregular particles SI (PN-EN 933-4:2008) in each fraction of the crushing products is shown in Figure 6 (plant A) and Figure 7 (plant B). If there are 21% irregular grains in a given size fraction, this means there are 79% regular grains in this fraction. Figure 6 shows that after comminution in the S3000 cone crusher (second stage), there is a very high content of irregular grains (>60% for fractions <16 mm in size). This content is significantly reduced in subsequent crushing stages, especially after using the Barmac VSI (Metso Outotec, Helsinki, Finland). Analysis of the data presented in Figure 7 shows that the lowest content of irregular grains is obtained for the comminution product of the Dragon impact crusher (third stage). The proportion of irregular grains in the >16 mm fraction is the lowest after crushing in the H3000 crusher (fourth stage). The data presented in Figure 5 allow determination of the correlation between the shape coefficient SI and the degree of comminution. This relation is presented in Figure 8. As can be seen, the highest degrees of comminution are typical for crushers operating in the initial stages of the process. However, better shape ratios can be obtained for product particles obtained in subsequent stages at lower fineness grades. The very high SI value for S50 = 3.6 is due to the particularly high number of irregular particles in the <16 mm fraction after crushing in the S3000 cone crusher, as described above.
Analysis of the efficiency of multistage crushing for the example of basalt rocks allows us to make some important conclusions. The shape coefficient of particles in the impact crusher products is lower than the shape coefficient of the products of cone crushers. Similar conclusions were drawn based on research conducted by SMB Minerals Processing [29]. In cone crushers, however, it is possible to obtain a particle fraction with a low (even lower than in impact crushers) content of irregular particles but on the condition of proper selection of the outlet gap. The size of this gap is crucial in terms of not only granulation, but also the particle shape of the grinding products. For each aggregate fraction, there is an optimum outlet gap size to achieve the most suitable particle shape. This value is constant for the size of the required fraction. The shape coefficient in grinding products decreases with the reduction of the grinding degree, so it is possible to ensure the appropriate particle shape by using more comminution stages in aggregate production technology. This is particularly noticeable in the final comminution. Unfortunately, this involves the purchase of more equipment and more expensive processing. In addition, each successive crusher generates dust and very fine fractions.
3. Innovative Technological System to Produce Aggregates with Increased Contents of Regular Particles
3.1. Aggregate Production Circuit with a Closed Recirculation for Selective Screening and Crushing Operations
The most frequently used technological solutions for relatively small rock processing plants, as well as those producing aggregates from waste, are mobile and stationary plants equipped with one or two crushing stages. While stationary plants operate in closed systems, mobile plants usually operate in open systems with a single crusher, preferably a jaw crusher, or possibly a cone or impact one. This solution is mainly due to the economic reasons of small enterprises, which degrade the product quality. Although there are mobile plants on the market that can return material, such as SBM MP enterprise, which offers a Remax-type plant equipped with a rotary impact crusher, few plants have this type of installation [23,29].
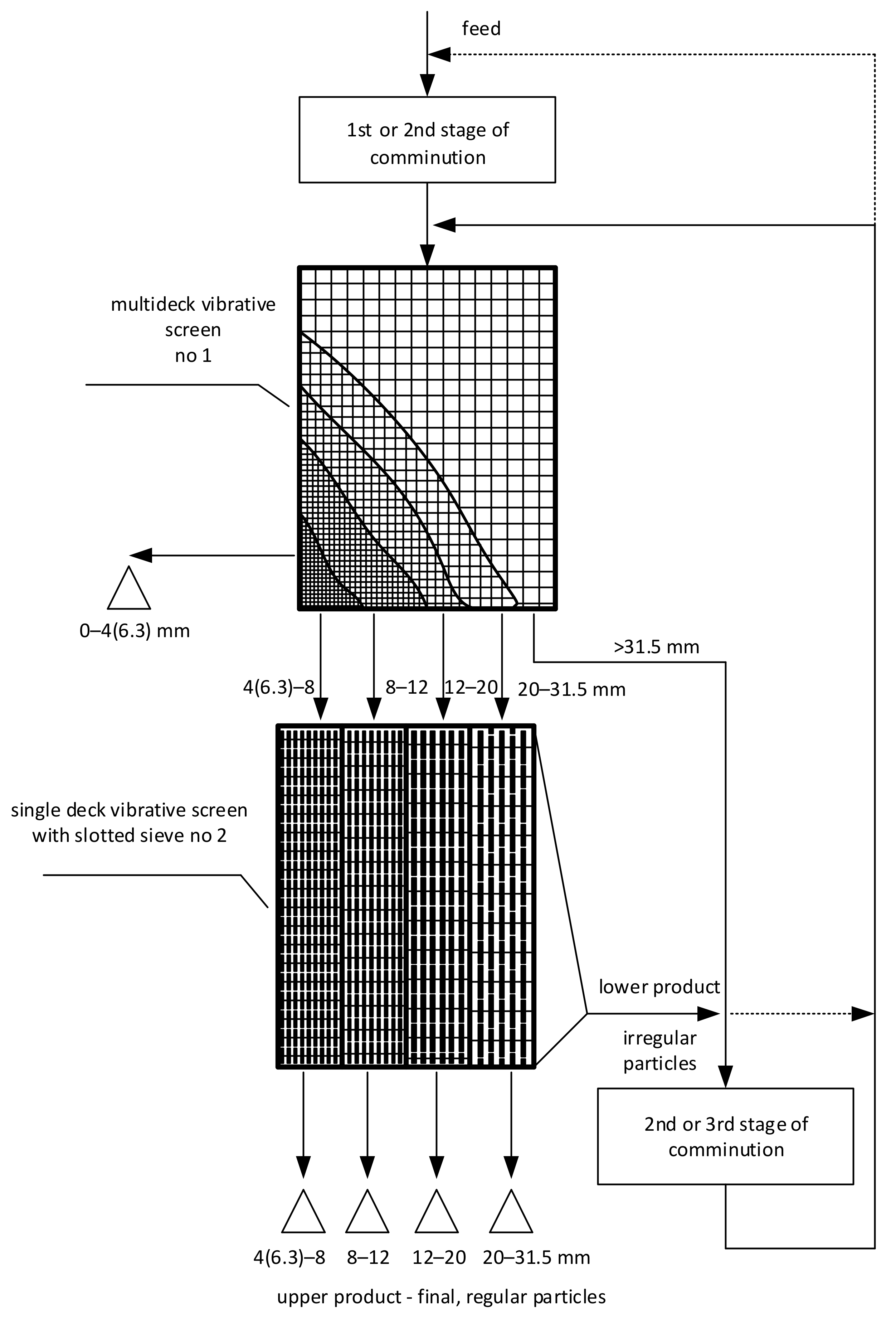
In order to increase the efficiency of the technological process of aggregate production in simple installations, it is possible to equip the system with an additional multi-product screen with a slotted screen and return the lower product for an additional crushing process. Figure 9 shows a scheme of innovative system that has been patented (PL 233689 B1). The invention is used for the production of aggregates with an increased amount of regular particles.
The system is designed so that even with only one crusher (e.g., a jaw crusher), a final aggregate with no more than 2%–3% irregular particles can be obtained. The system requires only the use of vibrating screens with No. 1 square mesh and No. 2 slotted mesh screens (Figure 9) cooperating in a pelting way in return with the crusher located in the first or second stage. The purpose of the multi-deck screen is to classify the aggregate into narrow particle fractions, which go to a single-deck multi-product screen with a slotted screen, and then the irregular particles are screened out (lower product) and returned to the crusher again. The irregular grains can be comminuted in the same crusher or in a secondary crushing stage by impact, for example, in a VSI crusher, which will have a positive effect on the product quality. The content of irregular particles in the final product will depend on the efficiency of the slotted sieve and, in particular, on the proportion between the narrow range of particle fractions and the size of the slot in the sieve. The slotted sieve should be selected based on 50%–70% of the maximum grain size of the class.
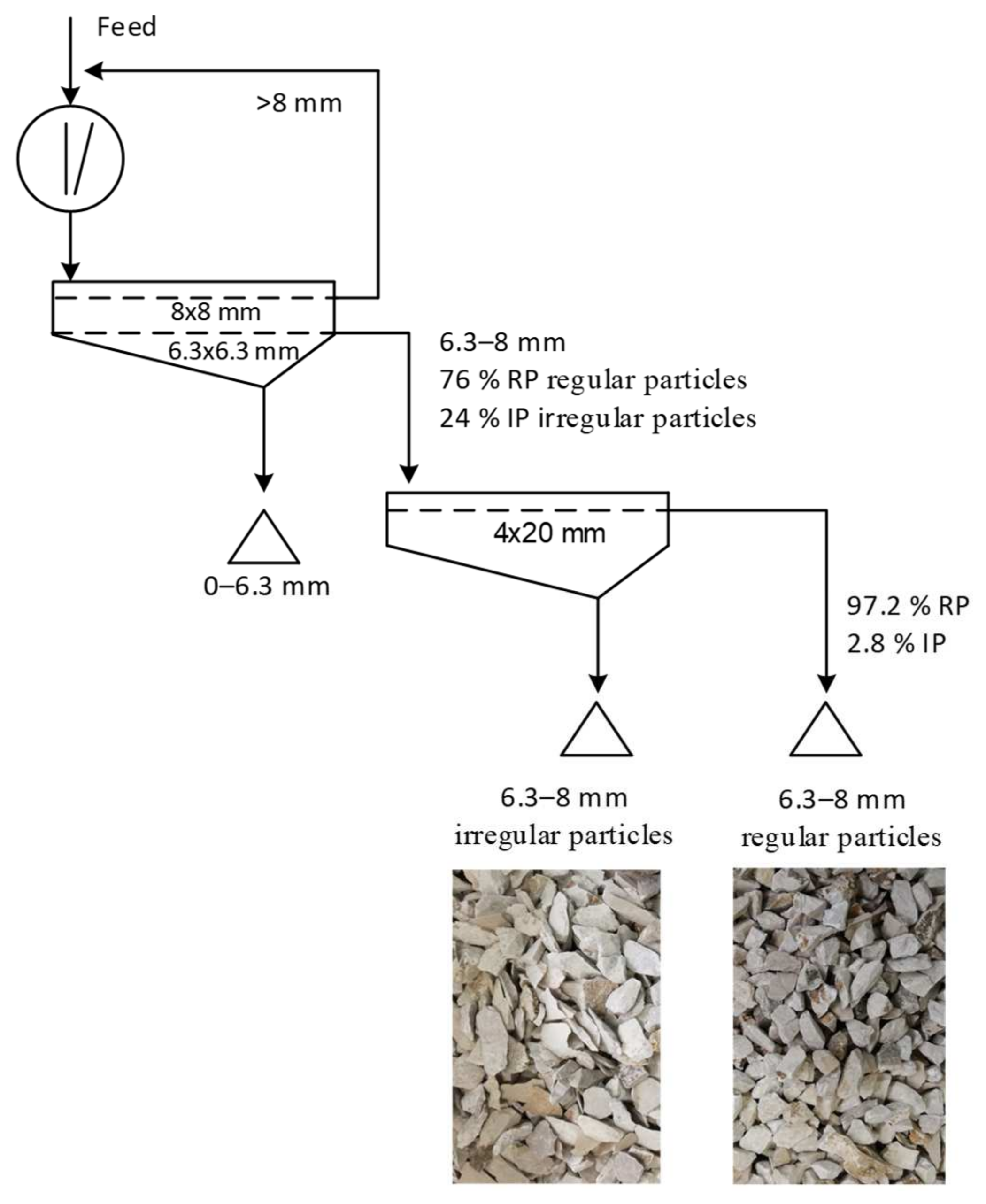
Since as the particle fraction increases, the proportion of irregular particles decreases and the screening efficiency increases for coarser particles, screening irregular particles in coarser fractions will be easier and more efficient. Therefore, the finest particle size fraction (6.3–8 mm) was tested in preliminary laboratory tests conducted according to the scheme shown in Figure 10 to verify the correctness of the concept and to determine the maximum irregular particle content that could occur in the final product.
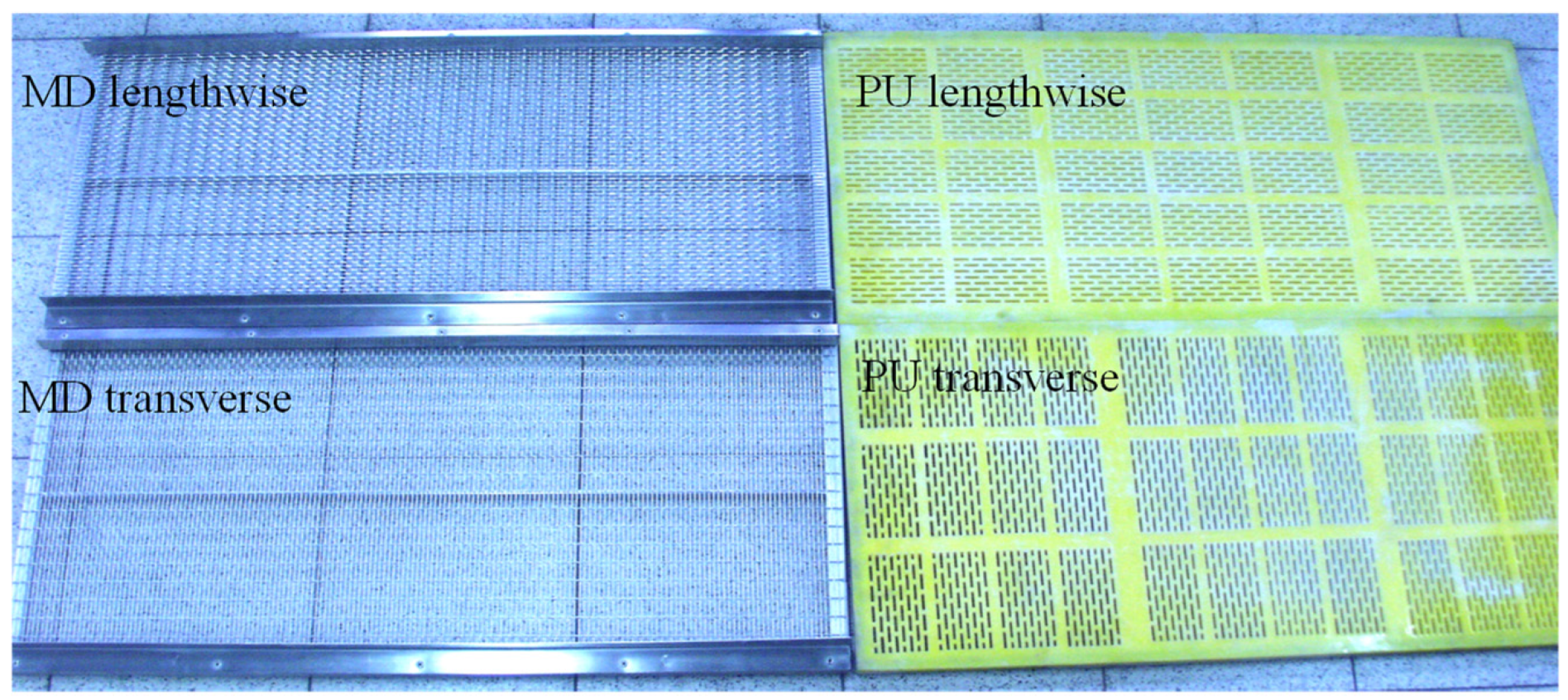
The material (limestone, 8–63 mm) comminuted in a Makrum L44.41 type jaw crusher was classified on a vibrating double-deck screen in such a way as to select a narrow particle fraction of 6.3–8 mm. This fraction contained approximately 76% regular and 24% irregular particles. Four types of the following slotted sieves were used in the combination of a square and slotted mesh screen granularity system to determine the screening efficiency of irregular particles (Figure 11, Table 3):
- -
- Metal wire of mesh 4 mm × 20 mm shaped lengthwise (MD lengthwise);
- -
- Metal wire of mesh 20 mm × 4 mm shaped transversely (MD transverse);
- -
- Polyurethane of mesh 4 mm × 20 mm shaped lengthwise (PU lengthwise);
- -
- Polyurethane of mesh 20 mm × 4 mm shaped transversely (PU transverse).
As a result of sieving the 6.3–8 mm fraction (Table 3), the content of regular particles (so-called favorable particle content) was increased from 76.1% to 97.2%. The best results were obtained for the sieve made of metal wire with meshes shaped longitudinally to the aggregate flow direction. This is an important principle that should be followed while designing and selecting screens for industrial applications. The worst results regarding irregular particle screening were obtained for the polyurethane screen with mesh shaped transversely, as about 18% of irregular particles will remain in the final product in the 6.3–8 mm fraction. According to the idea of producing aggregates with an increased regular particle content in a closed loop system of selective screening and crushing, the content of irregular particles can be reduced from several tens of % to at least 2–3% in each fraction. Even by increasing the sieve slots from 50% to 60%–70% of the maximum particle size of a given fraction, almost all irregular particles can be eliminated from the products, resulting in an increase in the amount of recycled material in the system. When narrow particle fractions are combined, aggregates with a wide range of granularity, such as 2–31.5 mm, can also be obtained. Results of tests on other aggregates that have been conducted can be found in the author’s article [23]. Comparing the grinding results obtained under industrial conditions in the selective system of Metso Minerals with cone granulators, where, according to Table 3, the content of irregular particles was 15% for the fraction of 5–10 mm, it should be noted that the results obtained are almost five times higher. Additionally, in the system for the production of basalt aggregates (Figure 7), in the Dragon VSI at the third grinding stage, 13% Ips (irregular particles) were obtained in the fraction 5–8 mm, and in cone granulators of the H3000 and H4000 Svedala type at the third and fourth stage even 23% Ips (irregular particles). Thus, these values are more than eight times higher.
3.2. Vibrating Multi-Deck Screening Machine
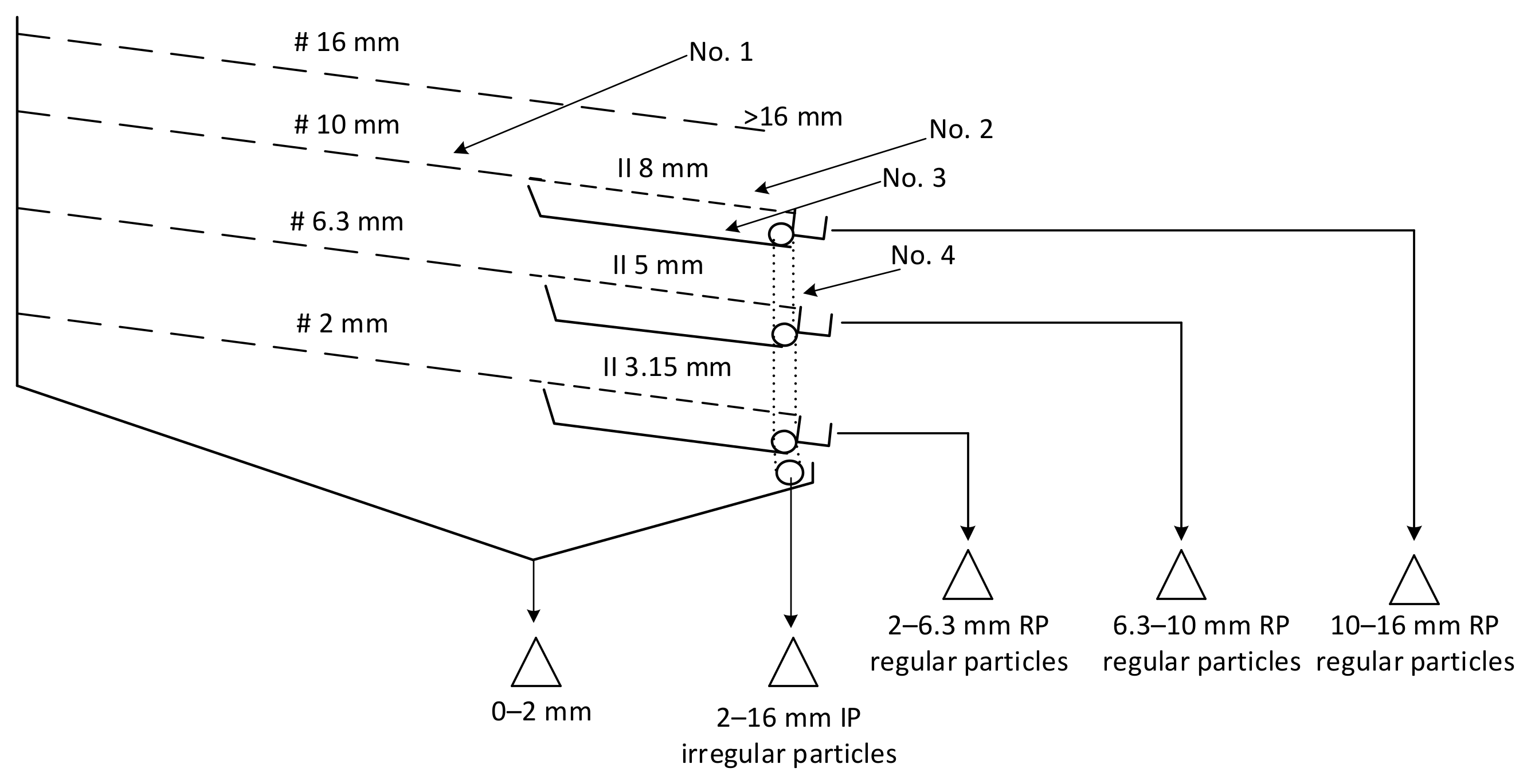
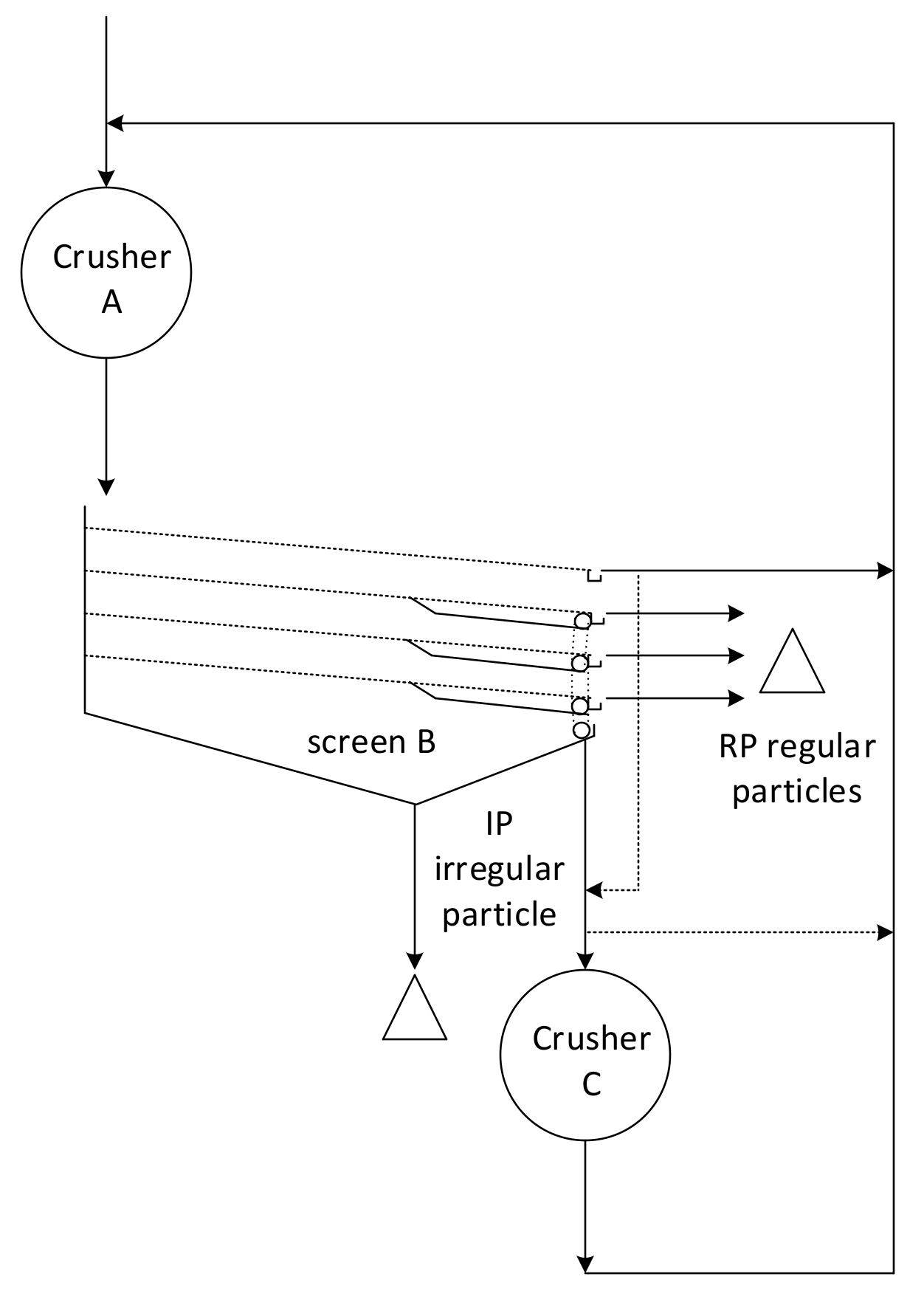
An alternative solution to the technological concept presented in Section 3.1 is a patented multi-deck vibrating screen for grain classification and selective separation of irregular aggregates (PL 231748B1). The device construction scheme is shown in Figure 12. Figure 13 shows an example of how the screen works in a system with crushers. The idea is that the aggregate comminuted in the crusher (A) is directed to a multi-deck screen (B) equipped with screens (No. 1) placed above each other to separate the appropriate narrow size classes. Each screen deck, which creates a specific fraction of aggregate, is finished with a screen deck (2) with slotted mesh to sift out irregular grains (IP). Such a deck (2) is equipped with a chute (3) located under the slotted mesh screen and a chute (4) for removing the screened grains (IP) from all such screen decks. It is important that an appropriate mesh size of the slotted screen is selected for the size of the narrow aggregate fraction. As before, it is advantageous that the mesh size of the slotted sieve is about 50% to about 70% of the maximum grain size obtained in the respective fraction. The products remaining on the slot screens are the final fractions containing regular grains (RP). The products containing the out-of-form grains from the individual screen decks are either discharged for further crushing in secondary stage crushers (C) or returned to the crusher (A) and returned to the combined screen (B). The screening system may also be constructed to screen out oversized grains as well, which may be combined with unshaped grains or directed separately to the secondary crushing stage to the crusher (C) or in a return to the crusher (A). Aggregates with irregular grains can also be produced in this technological system.
Figure 14 shows a laboratory-scale six-product three-deck screening machine manufactured by Hydro–Tech–Sort, HTS (Gliwice, Poland). This is an unusual screen and the only one of its kind in the world, because typical triple-deck screens produce only four products. The innovation in this device is the riddle divided into two parts (Figure 15). The first part consists of typical screen decks. The second part of the riddle has a separate receiving chute (deck) for irregular grains under the slotted screen deck. The five separated products into narrow grain fractions with both regular and irregular grains move through the screen decks and chutes to the product receiving head (Figure 16). The sixth finest product with irregular grains accumulates under the screen itself.
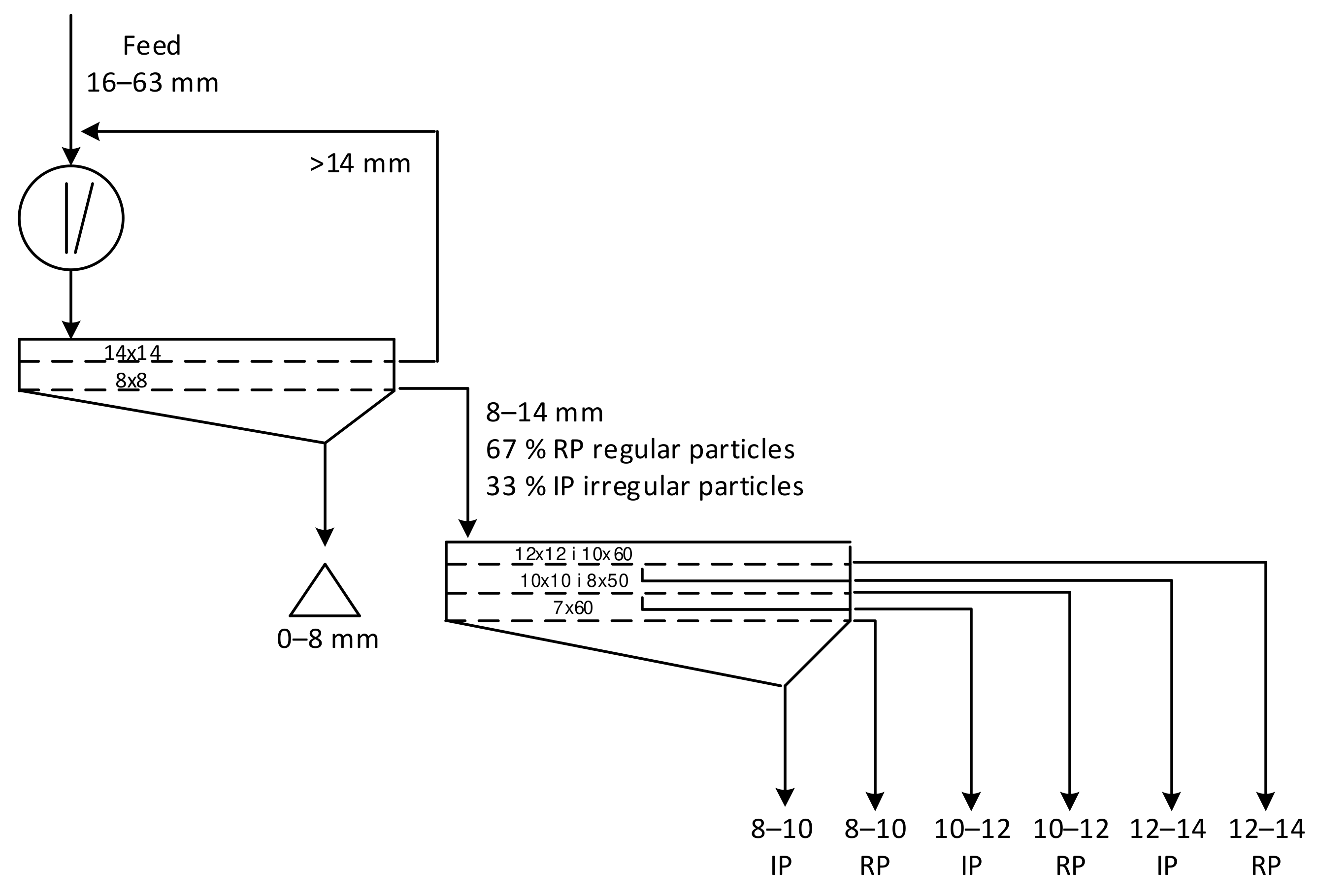
Laboratory tests were carried out for the production of regular limestone aggregates on a vibrating multi-deck screen (PL 231748B1), according to the scheme shown (Figure 17). The aim of this study was to produce a grain class of 8–14 mm with form grains using appropriate wire screens. The content of irregular grains and regular grains in the screening products and the feed was evaluated using analytical rod sieves according to PN-EN 933-3:2012. The flakiness index (FI) was also determined.
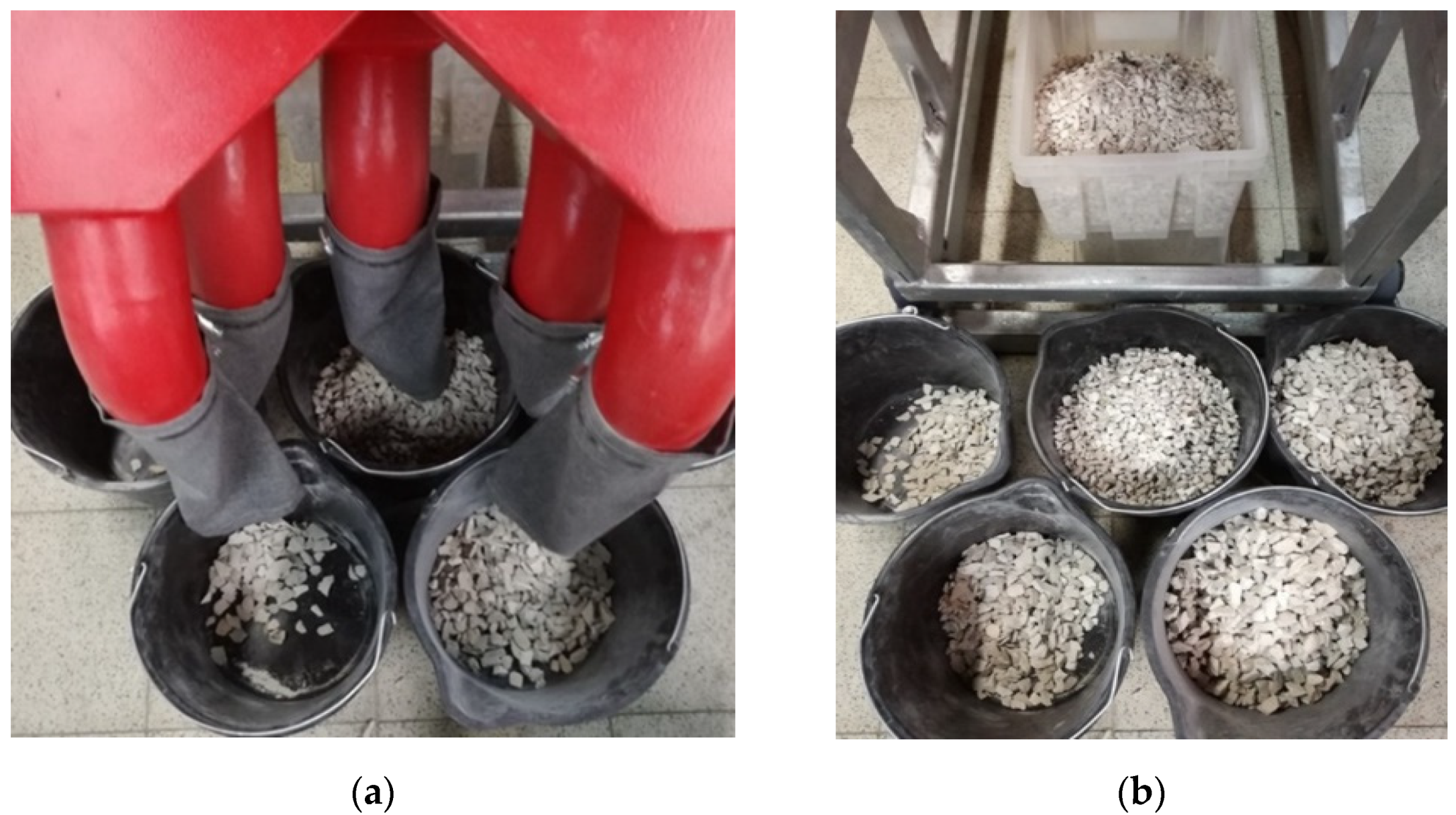
The feed with grain sizes of 16–63 mm was crushed in a Makrum L44.41 jaw crusher (Bydgoszcz, Poland), and the crushing product was screened on a double–deck vibrating screen to obtain a class of 8–14 mm. This material was then shape-separated into regular and irregular grains on the tested innovative screen (Figure 17). The photograph (Figure 18) shows the process of classifying the 8–14 mm feed with FI = 33%. Six products of the screening process in narrow fractions of 12–14, 10–12, and 8–10 mm separately in shaped and unshaped grains are shown in the photographs (Figure 19). From the technological point of view of the sieving process, the most important indicator is the content of irregular particles (Ips) in the top product (upper product) in each produced grain class. The lower the IP value, the better the product is purified from irregular grains; that is, it contains a higher content of regular particles (RPs). The mass shares of non-form grains in individual narrow fractions determine the FI flakiness index of the entire product.
Table 4 shows the results obtained from the tests. For these tests, slotted screens representing approximately 70% of the maximum grain class size were used.
Based on the conducted research, it can be stated that the innovative combined screen machine enables the production of 8–14 mm aggregate with a high content of formable grains (RP) up to 96.5%. Specifically, from the original feed, it can reduce the content of irregular grains from 33% to 3.5% (FI). The advantage of this equipment is the ability to produce shaped aggregates in any narrow fraction. The proportion of irregular grains in each narrow grain class depends on the relation between the width of the screen gap and the maximum size of the grain class. Further tests (Table 5) on the selection of the slotted sieve size for one narrow grain class of 12–14 mm showed that the wider the slotted sieve, the less irregular grains remaining in the fine product (upper product), i.e., there is a higher proportion of regular grains, even reaching 99.3%. It is also important to keep in mind that the more regular grains that remain in the top product (higher purity), the more cubic grains also in the bottom product. For example, by sieving 12–14 mm material on a 10 mm× 60 mm mesh, it is possible to obtain over 99% cubic grains in the final product, but over 40% of the form grains will contribute to the bottom product. Sieving the material on a 7 mm× 60 mm mesh, it is possible to obtain more than 88% RP in the final product, while very little fines (0.7%) will enter the bottom product (Figure 20). More information on screen parameters, test runs with different grain size ranges, and performance will be described in a future article.
4. Benefits of Using Innovative Solutions
4.1. Process Innovation
In industrial and laboratory studies [23,30,31], it has been noted that the harder (more compact) the rock material is, the more difficult it is to obtain a regular aggregate. Additionally, in the finer fractions of the crushing products, the largest amount of irregular particles is obtained, so it is advisable to use VSI crushers during the final stages of crushing. As the degree of comminution increases, the content of irregular particles also increases, so crushers should operate at degrees of comminution that are not too high. However, all these important factors influence the necessity of using multi–stage systems, which increase both the investment and operating costs. An alternative in this aspect may be the use of a closed-circuit aggregate production plant for selective screening and crushing based (depending on the size of the feed) on a single–, two–, or three-stage system. In this way, one of the grinding stages is eliminated. For these purposes, one of the two described inventions (PL 233689B1, PL 231748B1), which have innovative solutions in relation to products and processes, can be used. Based on the literature [32], it is a novelty not used so far in the world due to its new features and functionality compared to the solutions available on the domestic and foreign markets. The screening efficiency depends on the type of slot screen and the size of the slots in relation to the grain size range of the fraction to be screened, the dynamic parameters of the vibrating screen, and the type of crusher used. By applying vertical shaft impact crushers and reducing the number of crushing stages in the closed circuit, such as from four stages to three stages, certainly fewer irregular particles will circulate. This has a positive effect on the screening efficiency as well as the amount of finest <2 mm fraction and dust produced. Eliminating one crushing stage reduces energy consumption by up to about 1 kWh/t of aggregate and saves costs related to the operation of the crusher’s working parts by about 0.1–0.15 USD/t. On the other hand, the costs associated with the operation of an additional screen are not significant and will amount to about 3.7–8.6 USD/1000 t of screened aggregate, depending on the type of screen and the sieve decks used. By adjusting the appropriate dimensions of the screening device (or sieve decks, depending on the type of invention), it is possible to increase the efficiency of the technological system of comminution and screening by up to 30%. An increase in the efficiency depends on the content of regular grains, which can be moved out from the system as a final product, since there is no need for further regrinding of these particles [23].
The benefit of the discussed inventions, apart from energy saving, is the possibility of selective division of any grain fractions and regular and irregular fractions. Separated fractions can be combined into any final product (2–8, 8–16, 16–32, 2–16 mm, etc.) in appropriate proportions and maintain the stability of the aggregate mix (stabilization of the grain size curve, with or without the participation of oversize and undersize). Such refined aggregate is a valuable material used in the production of special concretes, concrete, or asphalt pavements. As an example, a Degamex company (Brzesko, Poland) [33] producing bituminous mixtures from 2–8 mm crushed aggregates, providing ready aggregates from mines to the plant. Unfortunately, this mixture often differs in the proportion of fine and coarse grains with each transport, which destabilizes the bitumen production process and its quality. The application of this invention will allow the production of shaped aggregates in narrow fractions of 2–4, 4–5.6, 5.6–6.3, and 6.3–8 mm and then combine them in appropriate proportions according to the developed recipe.
4.2. Product Innovation
Products obtained in innovative technological systems are characterized by higher cubicity, easily reaching 97% of regular grains (FI = 3%). By applying suitable screens, this content of regular grains can be increased to 100%. The regular shape of grains in comparison to irregular grains is beneficial for several reasons. Regular grains have higher strength and resistance to grinding and abrasion [23,34,35,36]. Tests carried out on various raw materials show that aggregates with regular grains obtained in the innovative installation may have better indicators by one or even two categories in comparison with typical aggregates produced in the same mine (Table 6). For example, 8–16 mm innovative gravel aggregates with a low content of irregular grains FI = 3% and typical aggregates FI = 24% were tested according to PN-EN 1097-2 and PN-EN 12620 standards relating to various aggregate applications [37,38]. Aggregate with a content of cubic grains 97% (FI = 3%) from Bobrowniki Skałka1 deposit had a significantly higher grinding resistance of 33% than the typical product with 76% shaped grains (FI = 24%), which had 36%. Thus, basically, the improved regular aggregate has an increased category by one level (lower % LA value is the higher “better” category). Regular aggregate obtains the highest category LA35, compared to typical aggregates, which has LA40 categories (Table 6). Other gravel aggregate 5–11 mm from Straszęcin deposit with regular grains (97%) had a significantly lower LA index (increased category by two levels) than the typical product with 80% regular grains. Additionally, a low LA25 index was obtained for the 4–8 mm innovation limestone aggregate compared to the typical LA30 aggregate (Table 6).
For aggregates used in concrete exposed to abrasion, it is recommended to use an aggregate with a high abrasion resistance and a low micro-Deval coefficient. Determination of the micro-Deval coefficient involves determining the wear of the aggregate due to friction between the aggregate and the abrasive in a rotating barrel. In this regard, another study was performed on micro-Deval abrasiveness according to EN 1097-1 (Table 7) [39]. On the basis of tests of gravel from Skałka1 deposit, it can be concluded that aggregate with form grains with lower abrasiveness of 23%, which corresponds to the MDE 25 category, while typical aggregate with non-form grains in the amount of 24% has a higher abrasiveness of 28%, which corresponds to the MDE 30 category according to the PN-EN 12620 standard. The results prove that the innovative aggregate from Skałka1 deposit has a better category by one level.
Very good abrasion resistance parameters were obtained for limestone from the Lipa1 deposit. The innovative 4–8 mm product showed a MDE 15 category with an abrasiveness of 13%, while the typical aggregate with non-formed grains in the amount of 23% showed a higher abrasiveness 19%, which corresponds to the MDE 20 category (Table 7).
Other factors related to the geometric characteristics of aggregates include the aggregate surface area, which determines the amount of water required to wet all solids; the relative volume occupied by the aggregate; the workability of the concrete mix; and the tendency to segregate. A compromise must be made between the workability and prevention of segregation, as they are opposing factors. Segregation can be defined as the splitting of the components of a homogeneous fresh concrete mixture in such a way that their distribution is no longer equal. The primary factors of segregation are differences in the size and shape of the grains and the specific gravity of the individual components of the mix. The higher viscosity of the fresh cement slurry opposes the downward movement of the heavier aggregate particles. The shape of the aggregate also has a significant effect on the homogeneity of the concrete mix. Cubic grains improve the rheology of the concrete mix, which is beneficial for transport (e.g., pumping). Non-cubic aggregate with a flat and elongated shape situates anisotropically in the mixture, which causes certain consequences in the formation of the physical characteristics of concrete. In addition, air voids form under the surface of this type of aggregate in concrete, which reduces the performance of the concrete [19,40,41,42]. Additionally, changes in the flow and hence the consistency of concrete were observed during the preparation of concrete mixes for testing. The spread was higher (175 mm) for the regular particle sample compared to the irregular particle sample (150 mm). The consistency of the mix was thinner, confirming that the mix required less water and cement [40]. From the strength test results, it could be observed that the way aggregate particles are arranged in the material and their shape significantly affects the mechanical strength of concrete. Knowing the direction of the compressive force on the specimen, it is possible to increase the strength value of concrete with the appropriate method of placing the concrete mixture, which depends on its purpose. Concrete with 100% regular grains obtained about 10% higher strength equal to 49.2 MPa compared to the other samples with irregular grains [43]. The study of the internal structure of concrete with the help of a tomograph showed that concrete with irregular particles is characterized by a significant detachment porosity and size of hydration gaps, as well as a much higher content of large spherical pores (with a size of more than several millimeters), which are located at the aggregate–cement interface. This fact has a direct impact on the strength of the specimens and an increased demand for batch water when using this type of aggregate [43]. The matrix–aggregate interfacial boundary in concrete has a higher strength for broken-form grains than for round-form grains [10]. The shape of aggregate grains can affect their saturation and the three-phase system of the concrete matrix. The findings clearly highlight the importance of studying the influence of the aggregate shape on ion migration in multiphase models [14].
Theoretical numerical studies [15,16] on the effects of the aggregate size, shape, and volume fraction on capillary absorption have been conducted and have shown that the aggregate particle shape can have a significant effect on the water penetration profile, sorptivity, and diffusion. It would be reasonable to confirm these model studies empirically.
5. Summary
Conducted analyses of the production of crushed aggregates from various raw mineral materials show the principle that the shape of the aggregate grain is affected by the structure, texture, hardness, and splitability of the raw material, among other properties. These features depend on the lithology and origin of the raw materials. It is observed that the harder the raw material, the more irregular grains (flat, elongated) formed in the process of grinding. A greater share of irregular grains in finer grain classes is also noted while in coarser fractions, this share decreases. These factors are not beneficial from the point of view of the technological process of processing quality aggregates, especially when it comes to the production of fine grits, e.g., 2–16 mm for road and construction industry. Hard raw materials and coarse feed require multi-stage comminution systems to achieve these sizes. In order to reduce the proportion of non-cubic grains, a low comminution ratio (below 1.6) must be maintained, which often requires an additional grinding stage in an impact crusher (VSI) or cone granulator. Despite this (as industry analyses show), the final products contain several tens of percent of irregular grains. Thus, the use of additional crushers, especially for final crushing, is associated with higher investment outlays, more expensive operation, and an increased dust (waste) content.
An alternative in this respect is the applied inventions of AGH in the form of installations for the production of aggregates in a circuit with installations with a multi-deck and multi-fraction screen (PL 233689, PL 231748). The system allows for the production of improved aggregate with a regular grain content of up to 97%–100%, from all types of raw materials (rocks, artificial, and recycled aggregates). The principle of the functioning of these inventions is simple because it is based on the use of special screens to produce narrow fractions and then separating them into the same shape fractions into regular and irregular grains. In this way, a suitable mass of material in the form of final regular aggregates can be taken out of the technological system after the crusher and the remaining mass can be crushed again. Assuming that the aggregate mass with the required grain size contains 70% regular grains, this means that only about 30% of the grains need to be regrinded to improve the shape. These grains will be smaller fractions after grinding. As shown in this study, the mass fraction of the lower product containing irregular and regular grains depends on the ratio between the width of the slotted sieve and the size of the sieved fraction. The narrower the screened fraction size, the more advantageous it is for screening out irregular grains. In traditional technological solutions, the whole stream of material is comminuted again if the product does not fulfill the quality requirements in terms of shape. Four types of sieves were used to test the efficiency of the screening process for irregular particles. The best results were obtained for the sieve made of metal wire with meshes shaped longitudinally to the aggregate flow direction. It is an important principle, which should be followed while designing and selecting screens for industrial screens.
All evidence from scientific research confirms the benefit of using cubic/regular aggregates in various branches of the construction industry. The use of regular aggregates easily improves the quality of the construction material. The presented approach to the production of aggregates of various shapes allows aggregates of high quality to be obtained, characterized by the appropriate characteristics: strength, water absorption, frost resistance, resistance to grinding, abrasion, and specific surface, meeting the specific requirements for various applications in the construction, road, and engineering industries.
Aggregates with irregular grains obtained in these innovative installations also have their advantages and special applications. Research [44] showed that irregular granite grains used in special concretes might increase their elasticity. The obtained chalcedonite aggregates and gravel with irregular grains by additional enrichment with water-pulsed jigs allowed the production of aggregates with high porosity and water absorption [45,46,47]. Especially, chalcedonite aggregates with an increased specific surface and porosity are particularly suitable for the production of filters and as a component of raw materials supplied in the burning process (production of lightweight aggregates and cement clinker).
6. Patents
Two patents granted in Poland were utilized in this paper:
Author: Gawenda T.: Układ urządzeń do produkcji kruszyw foremnych, AGH w Krakowie. Patent No. PL233689B1 granted on 7 August 2019.
Author: Gawenda T.: Wibracyjny przesiewacz wielopokładowy, AGH w Krakowie. Patent No. PL 231748 B1 granted on 12 June 2018.
Funding
The paper is the effect of completing the NCBiR Project, contest no. 1 within the subaction 4.1.4 “Application projects” POIR in 2017, entitled “Elaboration and construction of the set of prototype technological devices to construct an innovative technological system for aggregate beneficiation along with tests conducted in conditions similar to real ones”. The Project is co-financed by the European Union from sources of the European Fund of Regional Development within the Action 4.1 of the Operation Program Intelligent Development 2014–2020.

Data Availability Statement
The data presented in this study are available on request from the corresponding author.
Conflicts of Interest
The author declares no conflict of interest.
References
- Adessina, A.; Fraj, A.B.; Barthélémy, J.-F.; Chateau, C.; Garnier, D. Experimental and micromechanical investigation on the mechanical and durability properties of recycled aggregates concrete. Cem. Concr. Res. 2019, 126, 105900. [Google Scholar] [CrossRef]
- Piasta, W.; Budzyński, W.; Góra, J. Wpływ rodzaju kruszywa grubego na odkształcalność betonów zwykłych. Przegląd Bud. 2012, 7–8, 35–38. [Google Scholar]
- Ostrowski, K.; Sadowski, Ł.; Stefaniuk, D.; Wałach, D.; Gawenda, T.; Oleksik, K.; Usydus, I. The effect of the morphology of coarse aggregate on the properties of self-compacting high-performance fibre-reinforced concreto. Materials 2018, 11, 1372. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Barreto Santos, M.; De Brito, J.; Santos Silva, A. A Review on Alkali-Silica Reaction Evolution in Recycled Aggregate Concrete. Materials 2020, 13, 2625. [Google Scholar] [CrossRef] [PubMed]
- Molugaram, K.; Shanker, J.S.; Ramesh, A. A study on influence of shape of aggregate on strength and quality of concrete for buildings and pavements. Adv. Mater. Res. 2014, 941–944, 776–779. [Google Scholar] [CrossRef]
- Ganapati Naidu, P.; Adiseshu, S. Influence of coarse aggregate shape factors on bituminous mixtures. Int. J. Eng. Res. Appl. 2011, 1, 2013–2024. [Google Scholar]
- Akçaoğlu, T. Determining aggregate size & shape effect on concrete microcracking under compression by means of a degree of reversibility method. Constr. Build. Mater. 2017, 143, 376–386. [Google Scholar] [CrossRef]
- Zieliński, Z. Korelacja Parametrów Technologicznych Mechanicznego Kruszenia i Przesiewania Materiałów Skalnych Stosowanych w Budownictwie Drogowym; Wyd. Uczelniane Politechniki Szczecińskiej: Szczecin, Poland, 1983; p. 228. [Google Scholar]
- Adams, M.P.; Ideker, J.H. Influence of aggregate type on conversion and strength in calcium aluminate cement concrete. Cem. Concr. Res. 2017, 100, 284–296. [Google Scholar] [CrossRef]
- Rocco, C.; Elices, M. Effect of aggregate shape on the mechanical properties of a simple concrete. Eng. Fract. Mech. 2009, 76, 286–298. [Google Scholar] [CrossRef]
- Kurdowski, W. Chemia Cementu i Betonu; Wydawnictwo Naukowe PWN: Kraków, Poland, 2010. [Google Scholar]
- Mora, C.F.; Kwan, A.K.H. Sphericity, shape factor and convexity measurement of coarse aggregate for concerete using Digital image processing. Cem. Concr. Res. 2000, 30, 351–358. [Google Scholar] [CrossRef]
- Stempkowska, A.; Wójcik, Ł.; Izak, P.; Staszewska, M.; Mastalska-Popławska, J. Investigation of post-industrial pollutions’ immobilization in a hydraulic self-solidifying clay-cement binder. In 2018 IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2018; Volume 427, pp. 1–10. [Google Scholar] [CrossRef] [Green Version]
- Liu, Q.-F.; Feng, G.-L.; Xia, J.; Yang, J.; Li, L.-Y. Ionic transport features in concrete composites containing various shaped aggregates: A numerical study. Compos. Struct. 2018, 183, 371–380. [Google Scholar] [CrossRef] [Green Version]
- Abyaneh, S.D.; Wong, H.S.; Buenfeld, N.R. Computational investigation of capillary absorption in concrete using a three-dimensional mesoscale approach. Comput. Mater. Sci. 2014, 87, 54–64. [Google Scholar] [CrossRef] [Green Version]
- Abyaneh, S.D.; Wong, H.S.; Buenfeld, N.R. Modelling the diffusivity of mortar and concrete using a three-dimensional mesostructure with several aggregate shapes. Comput. Mater. Sci. 2013, 78, 63–73. [Google Scholar] [CrossRef] [Green Version]
- Marzouk, H.; Langdon, S. The effect of alkali-aggregate reactivity on the mechanical properties of high and normal strength concrete. Cem. Concr. Compos. 2003, 25, 549–556. [Google Scholar] [CrossRef]
- Ahmed, T.; Burley, E.; Rigden, S.; Abu-Tair, A.I. The Effect of Alkali Reactivity on the Mechanical Properties of Concrete. Constr. Build. Mater. 2003, 17, 123–144. [Google Scholar] [CrossRef]
- Neville, A.M. Właściwości Betonu; Polski Cement: Kraków, Poland, 2000. [Google Scholar]
- PN-EN 933-4:2008. Badania Geometrycznych Właściwości Kruszyw—Część 4: Oznaczanie Kształtu Ziaren—Wskaźnik Kształtu; Polski Komitet Normalizacyjny: Warszawa, Poland, 2008. [Google Scholar]
- PN-EN 933-3:2012. Badania Geometrycznych Właściwości Kruszyw—Część 3: Oznaczanie Kształtu Ziaren za Pomocą Wskaźnika Płaskości; Polski Komitet Normalizacyjny: Warszawa, Poland, 2012. [Google Scholar]
- Tumidajski, T.; Naziemiec, Z. Wpływ warunków procesu kruszenia na kształt ziaren kruszyw mineralnych. In Proceedings of the IV Konferencja Kruszywa Mineralne—Surowce—Rynek—Technologie—Jakość, Szklarska Poręba, Poland, 14–16 April 2004; Wydawnictwo Politechnika Wrocławska: Wrocław, Poland, 2004. [Google Scholar]
- Gawenda, T. Principles for selection of crushers and technological crushing circuits in crushed-stone aggregate production. In Dissertations Monographs 304; Press. AGH: Kraków, Poland, 2015. [Google Scholar]
- Katalog Reklamowy Firmy Makrum. Available online: www.makrum.pl (accessed on 7 October 2021).
- Katalog Reklamowy Firmy PSP Engineering a.s.: Systemy Kruszenia i Przesiewania Surowców Mineralnych i Recyklingu. Available online: www.hard.com.pl/kruszarki (accessed on 3 October 2021).
- Katalog Reklamowy Firmy Magotteaux. Available online: www.magotteaux.com (accessed on 22 October 2021).
- Eloranta, J. Sposoby wpływania na jakość kruszyw. Prezentacja badań firmy Metso Minerals na nośniku CD. In Proceedings of the 2006 VI Konferencja, „Kruszywa Mineralne—Surowce—Rynek—Technologie—Jakość”, Szklarska Poręba, Poland, 26–28 April 2006; OWPW: Wrocław, Poland, 2006. [Google Scholar]
- Nowak, A.; Gawenda, T. Analiza porównawcza kruszarek w wielostadialnych układach rozdrabniania skał bazaltowych. Górnictwo Geoinżynieria 2006, 30, 267–278. [Google Scholar]
- Katalog Reklamowamy Frmy SBM. Available online: www.sbm-mp.at (accessed on 2 October 2021).
- Gawenda, T. The influence of rock raw materials comminution in various crushers and crushing stages on the quality of mineral aggregates. Miner. Resour. Manag. 2013, 29, 53–65. [Google Scholar] [CrossRef]
- Gawenda, T. Comparative analysis of mobile and stationary technological sets for screening and grinding. Annu. Set Environ. Prot. 2013, 15, 1318–1335. [Google Scholar]
- Ministerstwo Nauki i Szkolnictwa Wyższego, Departament Strategii i Rozwoju Nauki. Podręcznik Oslo. Zasady Gromadzenia i Interpretacji Danych Dotyczących Innowacji, 3rd ed.; wydanie polskie; Organizacja Współpracy Gospodarczej i Rozwoju Urząd Statystyczny Wspólnot Europejskich: Warszawa, Poland, 2006.
- Europejski Fundusz Rozwoju Regionalnego. Available online: https://www.degamex.pl/europejski-fundusz-rozwoju-regionalnego (accessed on 24 October 2021).
- Saramak, D. Analiza Możliwości Produkcji Kruszyw Żwirowych Łamanych o Ziarnach Foremnych w Klasach 5–8 mm i 8–11 mm Pochodzących z Kopalni w Straszęcinie za Pomocą Przeróbki Mechanicznej; Praca B+R zlecona 11.02.2019 r przez Kopalnie Kruszywa „Jarosz” Piotr i Adam Jarosz s.c.; Akademia Górniczo-Hutnicza w Krakowie: Kraków, Poland, 2019. [Google Scholar]
- ICiMB Sieć Badawcza Łukasiewicz. Wykonanie Badań Dostarczonych 4 Prób Kruszywa w Zakresie Oznaczenia Odporności na Rozdrabnianie (Los Angeles) i Odporności na Ścieranie (Mikro-Deval); Sprawozdanie z badań nr SB/185/19/K dnia 20.05.2019; ICiMB Sieć Badawcza Łukasiewicz: Kraków, Poland, 2019. [Google Scholar]
- ICiMB Sieć Badawcza Łukasiewicz. Badania Odporności na Rozdrabnianie LA wg Normy PN-EN 1097-2 i Odporności na Ścieranie Mikro Deval wg Normy PN-EN 1097-1 dla Innowacyjnego Kruszywa Foremnego i Typowego Kruszywa w Granulacji 8–16 mm - Złoże Bobrowniki Skałka 1; Sprawozdanie nr SB/444/19 oraz nr SB/445/19; Zlecenie nr 787/3L 179 B19 przez firmę Jaka Sp. z o.o. Sp. k.; ICiMB Sieć Badawcza Łukasiewicz: Kraków, Poland, 2019. [Google Scholar]
- PN-EN 12620. Kruszywa do Betonu; Polski Komitet Normalizacyjny: Warszawa, Poland, 2010. [Google Scholar]
- PN-EN 1097-2. Badania Mechanicznych i Fuzycznych Właściwosci Kruszyw. Oznaczanie Odporności na Rozdrabnianie (Los Angeles); Polski Komitet Normalizacyjny: Warszawa, Poland, 2010. [Google Scholar]
- PN-EN 1097-1. Badania Mechanicznych i Fuzycznych Wlaściwosci Kruszyw. Oznaczanie Odporności na Ścieranie (Mikro-Deval); Polski Komitet Normalizacyjny: Warszawa, Poland.
- Ostrowski, K.; Sadowski, Ł.; Wałach, D.; Gawenda, T. The influence of coarse aggregate shape on the properties of self-compacting high-performance fibre-reinforced concrete. In Proceedings of the W: EAC-02 International RILEM/COST Conference on Early Age Cracking and Serviceability in Cement-Based Materials and Structures, Brussels, Belgium, 12–14 September 2017. [Google Scholar]
- Ostrowski, K. The influence of coarse aggregate shape on the properties of high-performance, self-compacting concrete. Tech. Trans. Civ. Eng. 2017, 5, 25–33. [Google Scholar] [CrossRef] [Green Version]
- Ostrowski, K.; Oleksik, K. Comparative analysis of the coarse aggregate shapes used to manufacturing high performance self-compacting concrete. Tech. Trans. 2018, 115, 75–86. [Google Scholar] [CrossRef] [Green Version]
- Stempkowska, A.; Gawenda, T.; Naziemiec, Z.; Adam Ostrowski, K.; Saramak, D.; Surowiak, A. Impact of the Geometrical Parameters of Dolomite Coarse Aggregate on the Thermal and Mechanic Properties of Preplaced Aggregate Concrete. Materials 2020, 13, 4358. [Google Scholar] [CrossRef] [PubMed]
- Ostrowski, K.; Stefaniuk, D.; Sadowski, Ł.; Krzywiński, K.; Gicala, M.; Różańska, M. Potential use of granite waste sourced from rock processing for the application as coarse aggregate in high-performance self-compacting concreto. Construction and Building. Constr. Build. Mater. 2020, 238, 117794. [Google Scholar] [CrossRef]
- Naziemiec, Z.; Saramak, D. Effective methods of chalcedonite processing. Min. Sci. 2021, 28, 7–18. [Google Scholar] [CrossRef]
- Surowiak, A.; Gawenda, T.; Stempkowska, A.; Niedoba, T.; Nad, A. The Influence of Selected Properties of Particles in the Jigging Process of Aggregates on an Example of Chalcedonite. Minerals 2020, 10, 600. [Google Scholar] [CrossRef]
- Gawenda, T.; Saramak, D.; Stempkowska, A.; Naziemiec, Z. Assessment of Selected Characteristics of Enrichment Products for Regular and Irregular Aggregates Beneficiation in Pulsating Jig. Minerals 2021, 11, 777. [Google Scholar] [CrossRef]
Figure 1.
Jaw crusher to improve the grain shape.

Figure 2.
Comparison of irregular grains contents for the chalcedony crushing in open (1st crushing cycle) and closed (6th crushing cycle) systems [23].
Figure 2.
Comparison of irregular grains contents for the chalcedony crushing in open (1st crushing cycle) and closed (6th crushing cycle) systems [23].

Figure 3.
Triple-stage system with non-selective material flow. Adapted from [27].
Figure 3.
Triple-stage system with non-selective material flow. Adapted from [27].

Figure 4.
Triple-stage system with selective material flow. Adapted from [27].
Figure 4.
Triple-stage system with selective material flow. Adapted from [27].

Figure 5.
Simplified technological scheme of basalt aggregate production: plant A (a) and plant B (b) [28].
Figure 5.
Simplified technological scheme of basalt aggregate production: plant A (a) and plant B (b) [28].

Figure 6.
Content of irregular grains in narrow mean fractions: plant A [28].
Figure 6.
Content of irregular grains in narrow mean fractions: plant A [28].

Figure 7.
Share of irregular grains in different mean fractions depending on the crusher type: plant B [28].
Figure 7.
Share of irregular grains in different mean fractions depending on the crusher type: plant B [28].

Figure 8.
Influence of the shape index (SI) on the comminution degree S50 [28].
Figure 8.
Influence of the shape index (SI) on the comminution degree S50 [28].

Figure 9.
Idea of the aggregate production circuit with a closed recirculation for selective screening and crushing operations (PL 233689 B1).
Figure 9.
Idea of the aggregate production circuit with a closed recirculation for selective screening and crushing operations (PL 233689 B1).

Figure 10.
Scheme of the conducted preliminary research.

Figure 11.
Sieves used for tests.

Figure 12.
Simplified scheme of the vibrating multi–deck screen (PL 231748B1).

Figure 13.
Circuit for the separation of regular and irregular particles according to patent PL 231748B1.
Figure 13.
Circuit for the separation of regular and irregular particles according to patent PL 231748B1.

Figure 14.
Six-product three-deck vibrating screen made by HTS Gliwice.

Figure 15.
Three-deck vibrating screen with a separate receiving system for irregular particles.

Figure 16.
Screen decks and chutes after opening the screen head.

Figure 17.
Scheme of the conducted tests for the production of 8–14 mm regular aggregates.

Figure 18.
Screening process and production of regular particles on the three-deck vibrating screen.
Figure 18.
Screening process and production of regular particles on the three-deck vibrating screen.

Figure 19.
Products (a,b) of the screening process in narrow fractions of 12–14, 10–12, and 8–10 mm separately in regular and irregular particles.
Figure 19.
Products (a,b) of the screening process in narrow fractions of 12–14, 10–12, and 8–10 mm separately in regular and irregular particles.

Figure 20.
Limestone 12–14 mm, upper product, 99.3% regular particles, 10 mm× 60 mm screen (a), limestone 12–14 mm, lower product, 99.3% irregular particles, 7 mm× 60 mm screen (b).
Figure 20.
Limestone 12–14 mm, upper product, 99.3% regular particles, 10 mm× 60 mm screen (a), limestone 12–14 mm, lower product, 99.3% irregular particles, 7 mm× 60 mm screen (b).


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Irregular grains content (flakiness index FI) in products obtained in various crushers [23].
Table 1.
Irregular grains content (flakiness index FI) in products obtained in various crushers [23].
| Aggregate’s Fraction [mm] | Mean Irregular Particles Contents [%] | ||||||
|---|---|---|---|---|---|---|---|
| Impact Crushers | Cone Crushers | Jaw Crushers | |||||
| Makrum Type 40.77 Type 40.76 | Makrum Type 44.51 VSI | Nordberg VSI | Makrum LJ Simple Jaw Motion | Makrum L 44.41 Complex Jaw Motion | |||
| Triangular Grooves | Traphesoidal Grooves | Triangular Grooves | Traphesoidal Grooves | ||||
| 6.3–12.5 | 5.9 | 8.7 | 15.2 | 33.0 | 26.2 | 27.5 | 27.9 |
| 12.5–16 | 4.5 | 8.1 | 9.0 | 20.8 | 15.5 | 31.4 | 24.7 |
| Averagely 6.3–16 | 5.2 | 8.4 | 12.1 | 26.9 | 20.9 | 29.5 | 26.5 |
Table 2.
Irregular particle content for products after different crushing stages for different circuit configurations.
Table 2.
Irregular particle content for products after different crushing stages for different circuit configurations.
| Crushing Stage | Percentage of Irregular Particle Contents in Fractions | |||
|---|---|---|---|---|
| Non-Selective System | Selective System | |||
| 5–10 [mm] | 10–20 [mm] | 5–10 [mm] | 10–20 [mm] | |
| II | 50 | 30 | n/a | n/a |
| III | 20 | 15 | 15 | 10 |
| final product | 34 | 22 | 15 | 10 |
Table 3.
Distribution of regular (RP) and irregular (IP) particles in 6.3–8 mm particle size fraction depending on the type of the sieve.
Table 3.
Distribution of regular (RP) and irregular (IP) particles in 6.3–8 mm particle size fraction depending on the type of the sieve.
| Type of Sieve | Yield [%] | RP and IP Content in Yield [%] | Contents in Final Product [%] | |||||
|---|---|---|---|---|---|---|---|---|
| γg Upper | γd Lower | γg RP Upper | γd RP Lower | γg IP Upper | γd IP Lower | RP Regular Particles | IP Irregular Particles | |
| MD lengthwise 4 mm × 20 mm | 78.3 | 21.7 | 76.1 | 0.4 | 2.2 | 21.3 | 97.2 | 2.8 |
| MD transverse 20 mm × 4 mm | 77.5 | 22.5 | 75.0 | 0.5 | 2.5 | 21.4 | 96.7 | 3.3 |
| PU lengthwise 4 mm × 20 mm | 91.2 | 8.8 | 75.7 | 0.5 | 15.4 | 8.3 | 83.1 | 16.9 |
| PU transverse 20 mm × 4 mm | 91.7 | 8.3 | 75.3 | 0.9 | 16.4 | 7.4 | 82.1 | 17.9 |
Table 4.
Percentage distribution of irregular particles (IPs) in feed, regular particles (RPs), and irregular particles (IPs) in products obtained on slot screens.
Table 4.
Percentage distribution of irregular particles (IPs) in feed, regular particles (RPs), and irregular particles (IPs) in products obtained on slot screens.
| Fraction [mm] | Feed [%] | Sieve Mesh Size [mm] | Lower Product [%] | Upper Product [%] | ||
|---|---|---|---|---|---|---|
| IP | IP | RP | IP | RP | ||
| 12–14 | 32.0 | 10 × 60 | 56.5 | 43.5 | 0.7 | 99.3 |
| 10–12 | 35.6 | 8 × 50 | 57.6 | 42.4 | 6.6 | 93.4 |
| 8–10 | 31.5 | 7 × 60 | 46.3 | 53.7 | 0.5 | 99.5 |
| 8–14 | FI = 33.4 | FI = 3.5 | 96.5 | |||
Table 5.
Percentage distribution of irregular particles (IPs) in 12–14 mm feed, regular particles (RPs), and irregular particles (IPs) in products obtained on slot sieves with different slot widths.
Table 5.
Percentage distribution of irregular particles (IPs) in 12–14 mm feed, regular particles (RPs), and irregular particles (IPs) in products obtained on slot sieves with different slot widths.
| Fraction [mm] | Feed [%] | Sieve Mesh Size [mm] | Lower Product [%] | Upper Product [%] | ||
|---|---|---|---|---|---|---|
| IP | IP | RP | IP | RP | ||
| 12–14 | 31.9 | 7 × 60 | 99.3 | 0.7 | 11.6 | 88.4 |
| 12–14 | 44.4 | 8 × 50 | 84.0 | 16.0 | 8.2 | 91.8 |
| 12–14 | 45.0 | 8 × 50 | 81.2 | 18.8 | 6.2 | 93.8 |
| 12–14 | 32.0 | 10 × 60 | 56.5 | 43.5 | 0.7 | 99.3 |
Table 6.
Results of LA (Los Angeles test) crushing resistance determinations for various innovative and typical aggregates [34,35].
| Tested Aggregate | Flakiness Index [%] | Grinding Resistance Index LA [%] | Category |
|---|---|---|---|
| gravel deposit Skałka1 8–16 mm (innovative product) | FI = 3 | 33 | LA35 |
| gravel deposit Skałka1 8–16 mm (typical product) | FI = 24 | 36 | LA40 |
| gravel deposit Straszęcin 5–11 mm (innovative product) | FI = 3 | 24 | LA25 |
| gravel deposit Straszęcin 5–11 mm (typical product) | FI = 20 | 31 | LA35 |
| Limestone deposit Lipa1 4–8 mm (innovative product) | FI = 3 | 23 | LA25 |
| Limestone deposit Lipa1 4–8 mm (typical product) | FI = 23 | 26 | LA30 |
Table 7.
Results of micro-Deval abrasion determinations for various innovative and typical aggregates [34,35].
| Tested Aggregate | Flat Index [%] | Micro Deval Abrasion Test MDE [%] | Category |
|---|---|---|---|
| gravel deposit Skałka1 8–16 mm (innovative product) | FI = 3 | 23 | MDE 25 |
| gravel deposit Skałka1 8–16 mm (typical product) | FI = 24 | 28 | MDE 30 |
| Limestone deposit Lipa1 4–8 mm (innovative product) | FI = 3 | 13 | MDE 15 |
| Limestone deposit Lipa1 4–8 mm (typical product) | FI = 23 | 19 | MDE 20 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Gawenda, T. Production Methods for Regular Aggregates and Innovative Developments in Poland. Minerals 2021, 11, 1429. https://doi.org/10.3390/min11121429
AMA Style
Gawenda T. Production Methods for Regular Aggregates and Innovative Developments in Poland. Minerals. 2021; 11(12):1429. https://doi.org/10.3390/min11121429
Chicago/Turabian StyleGawenda, Tomasz. 2021. "Production Methods for Regular Aggregates and Innovative Developments in Poland" Minerals 11, no. 12: 1429. https://doi.org/10.3390/min11121429
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.