
Effects of Pyrite Texture on Flotation Performance of Copper Sulfide Ores



Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
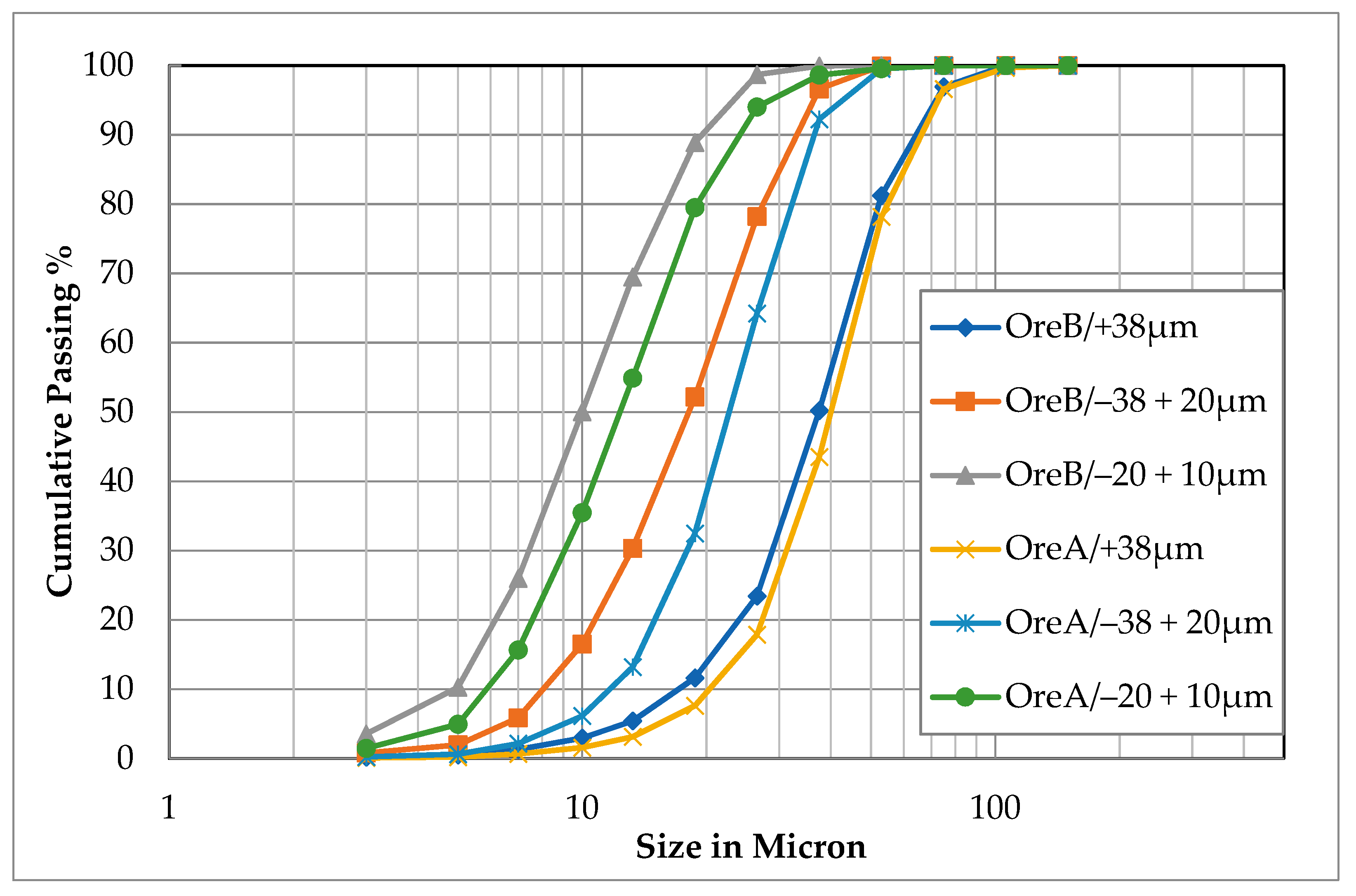
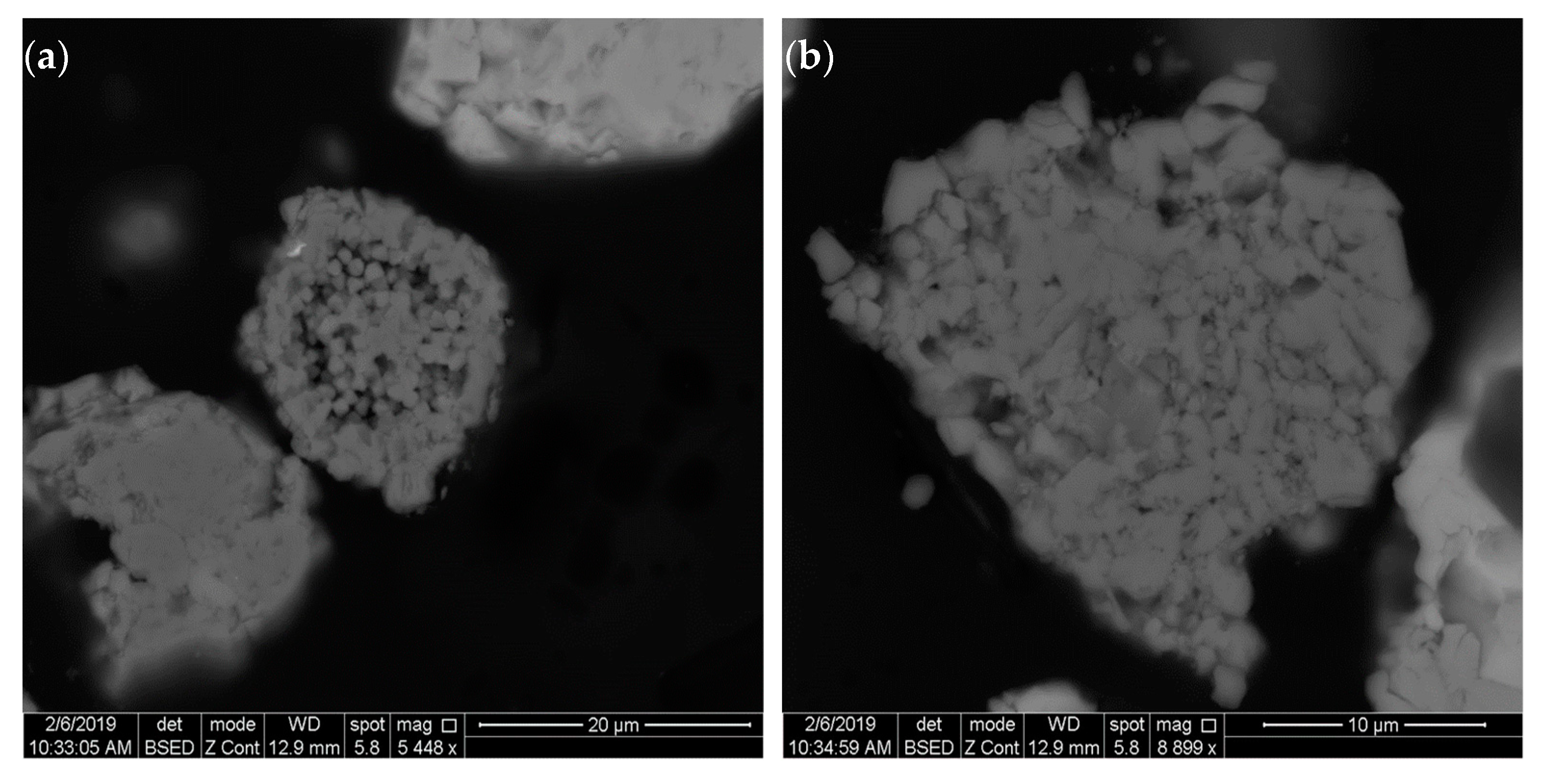
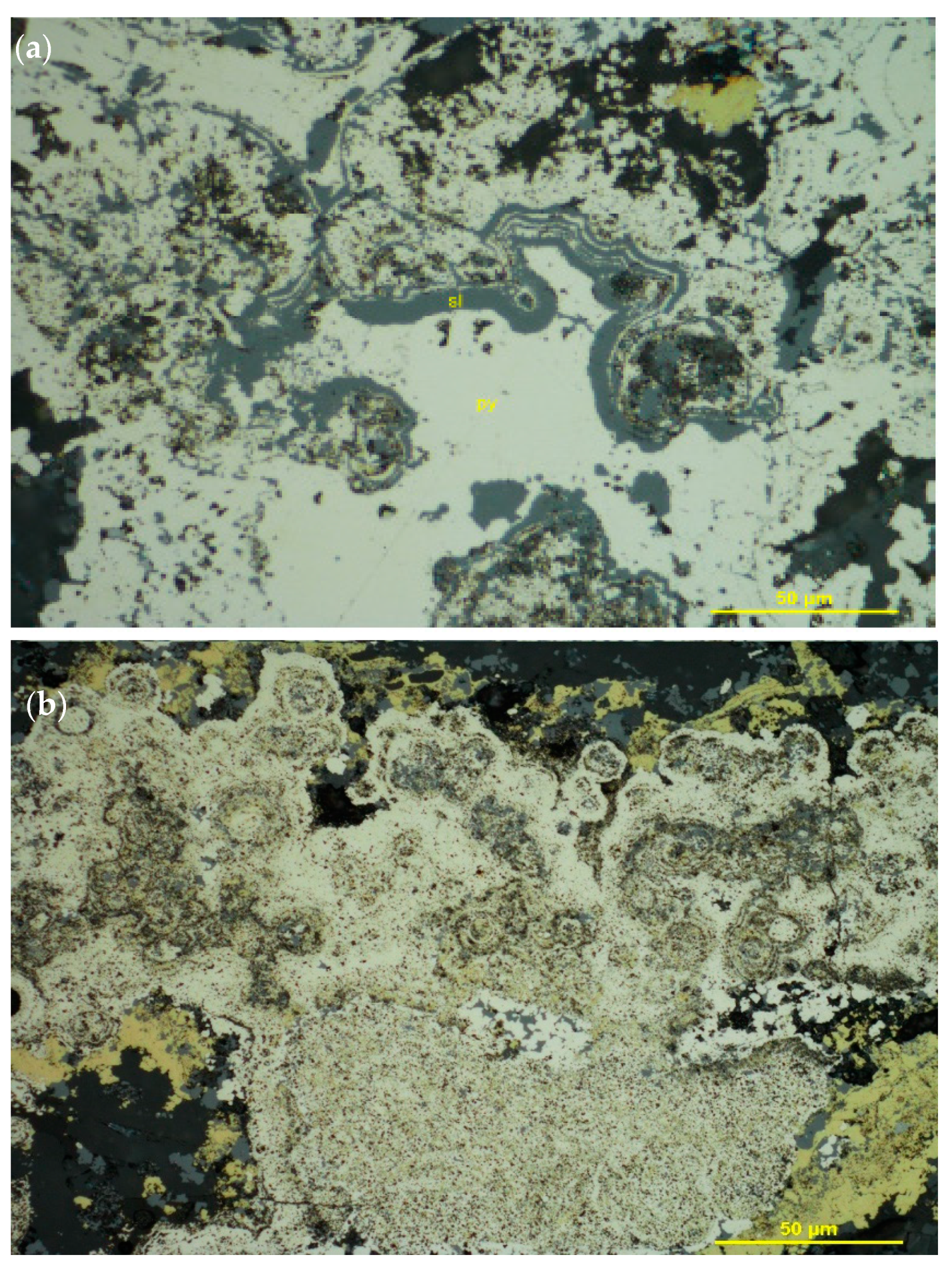
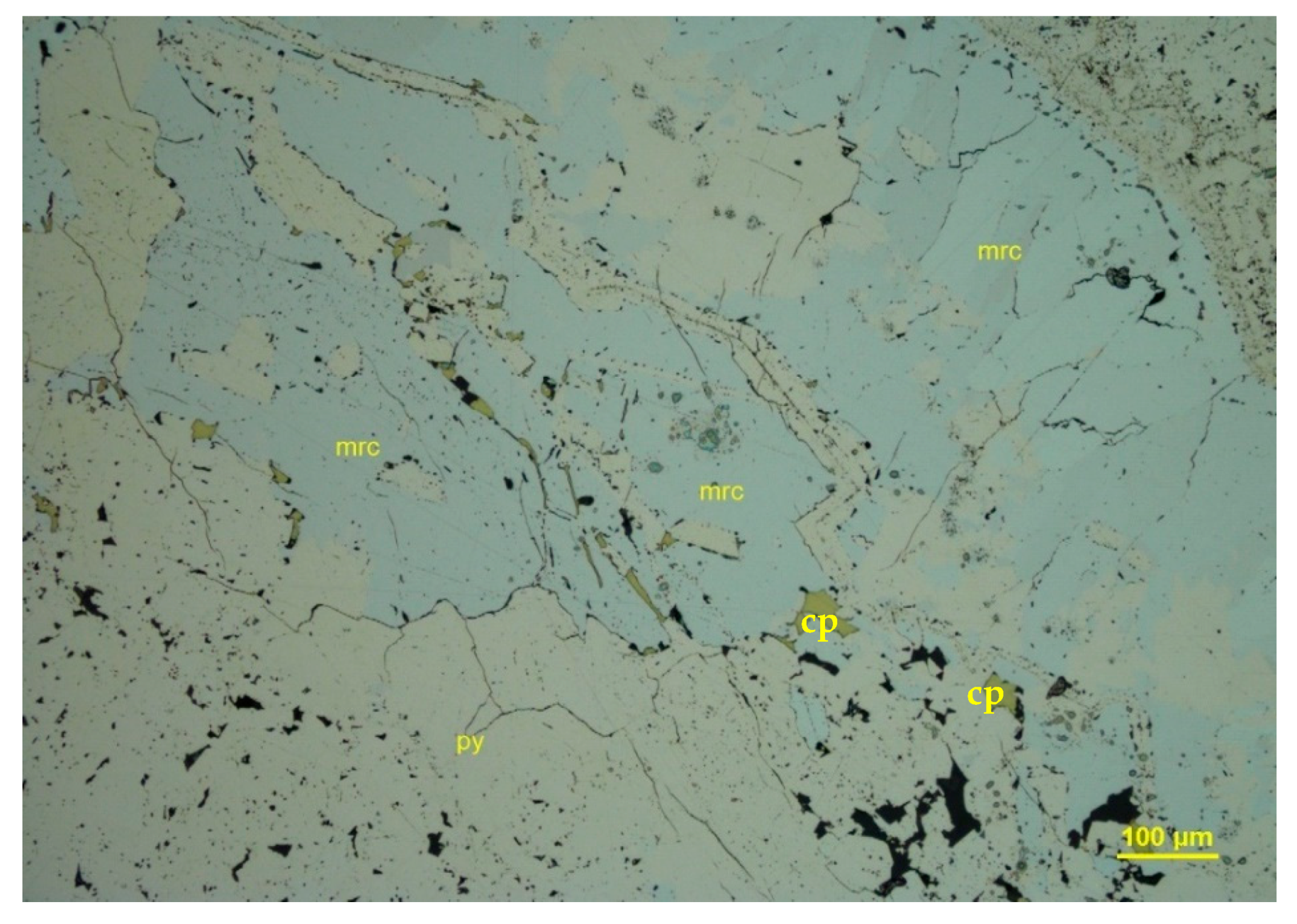
3.1. Modal/Particle Mineralogy and Fe Sulfide Identification
3.2. Flotation Behavior of Ore A
3.3. Flotation Behavior of Ore B
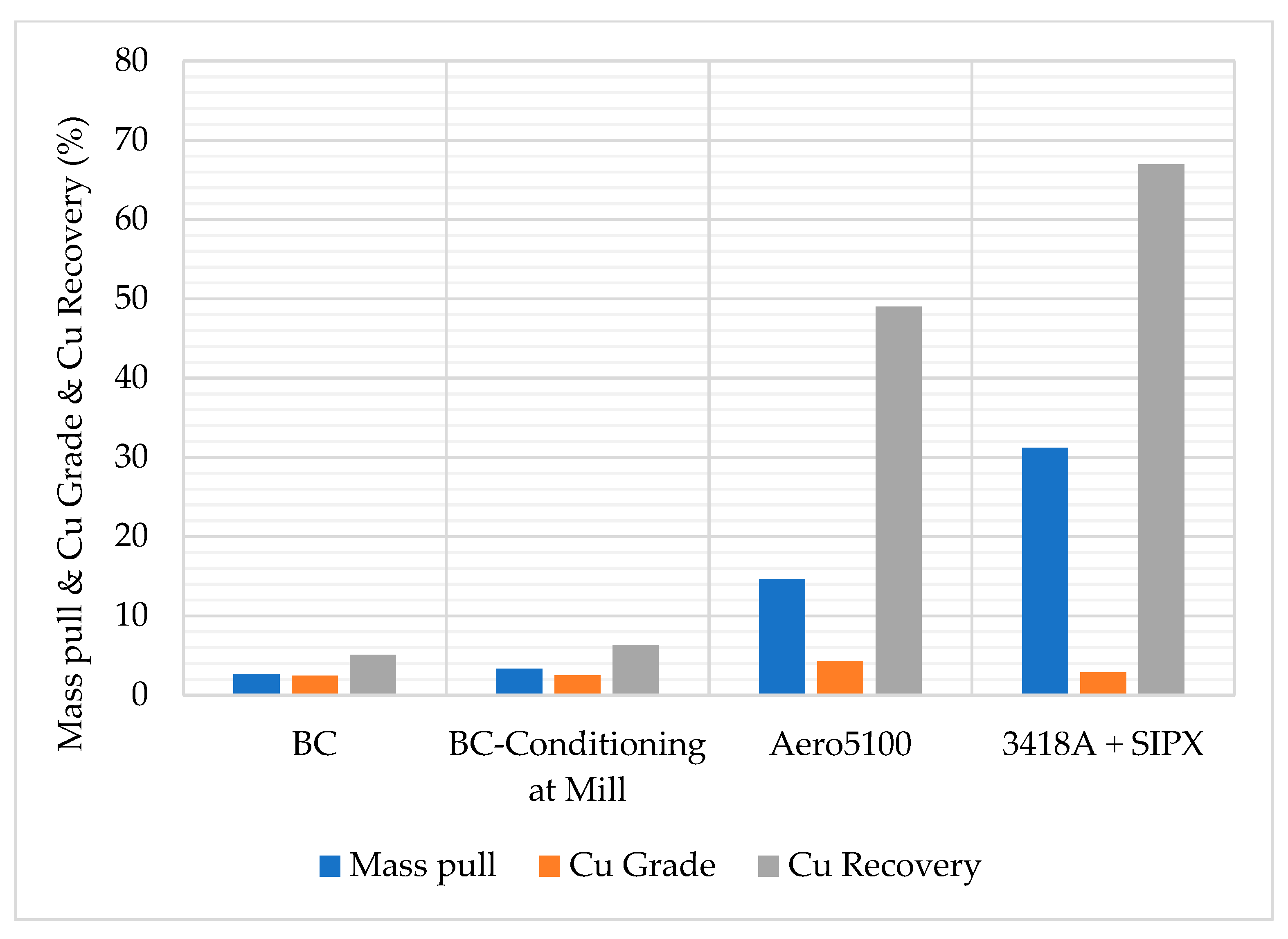
3.3.1. Effects of Surface Cleaning
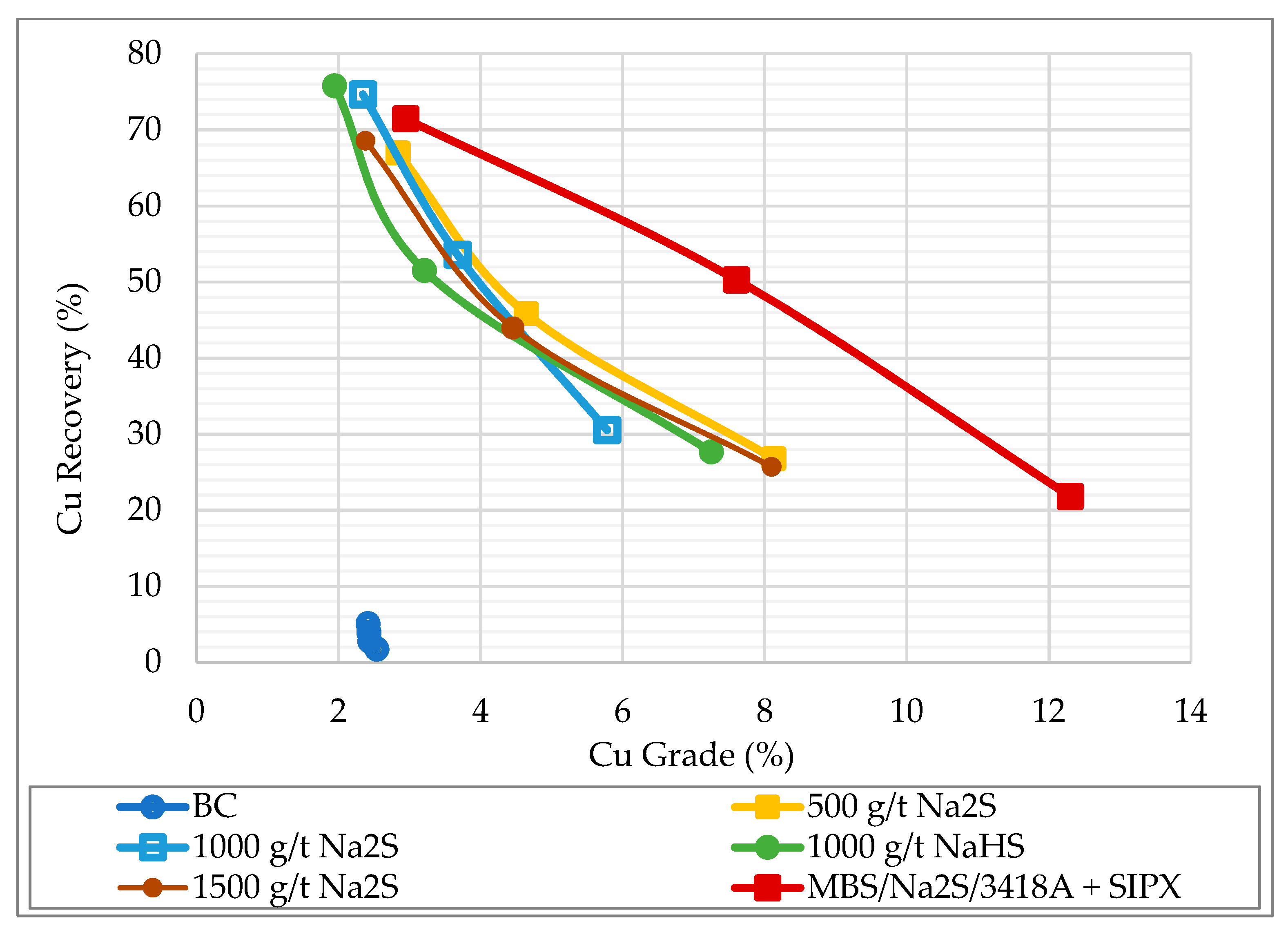
3.3.2. Effects of MBS Addition
3.4. Flotation Behavior of Mix Ore
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Chandra, A.P.; Gerson, A.R. The mechanisms of pyrite oxidation and leaching: A fundamental perspective. Surf. Sci. Rep. 2010, 65, 293–315. [Google Scholar] [CrossRef]
- Xian, Y.; Wen, S.; Chen, X.; Deng, J.; Liu, J. Effect of lattice defects on the electronic structures and floatability of pyrites. Int. J. Miner. Metall. Mater. 2012, 19, 1069. [Google Scholar] [CrossRef]
- Anthony, J.W.; Bideaux, R.A.; Bladh, K.W.; Nichols, M.C. Pyrite. In Handbook of Mineralogy; Elements, Sulfides, Sulfosalts; Mineralogical Society of America: Chantilly, VA, USA, 1990; Volume I, ISBN 978-0962209734. [Google Scholar]
- Bayraktar, İ.; Can, N.M.; Ekmekçi, Z. Effect of genesis on wetting behaviour of pyrite surfaces. In Innovations in Mineral and Coal Processing; Balkema: Rotterdam, The Netherlands, 1998; pp. 119–124. [Google Scholar]
- Barker, G.J.; Gerson, A.R.; Menuge, J.F. The impact of iron sulfide on lead recovery at the giant Navan Zn–Pb orebody, Ireland. Int. J. Miner. Process. 2014, 128, 16–24. [Google Scholar] [CrossRef]
- Zhao, C.; Huang, D.; Chen, J.; Li, Y.; Chen, Y.; Li, W. The interaction of cyanide with pyrite, marcasite and pyrrhotite. Miner. Eng. 2016, 95, 131–137. [Google Scholar] [CrossRef]
- Wiersma, C.L.; Rimstidt, J.D. Rates of reaction of pyrite and marcasite with ferric iron at pH 2. Geochim. Cosmochim. Acta 1984, 48, 85–92. [Google Scholar] [CrossRef]
- Butler, I.B.; Rickard, D. Framboidal pyrite formation via the oxidation of iron (II) monosulfide by hydrogen sulphide. Geochim. Cosmochim. Acta 2000, 64, 2665–2672. [Google Scholar] [CrossRef]
- Bulatovic, S.M. Handbook of Flotation Reagents, Chemistry, Theory and Practice, Flotation of Sulphide Ores; Elsevier Science & Technology Books: Amsterdam, The Netherlands, 2007; p. 443. [Google Scholar]
- Wilkin, R.T.; Barnes, H.L. Formation processes of framboidal pyrite. Geochim. Cosmochim. Acta 1997, 61, 323–339. [Google Scholar] [CrossRef]
- Dana, J.D.; Hurlbut, C.S.; Klein, C. Manual of Mineralogy (After James D. Dana); Wiley: New York, NY, USA, 1977. [Google Scholar]
- Uhlig, I.; Szargan, R.; Nesbitt, H.W.; Laajalehto, K. Surface states and reactivity of pyrite and marcasite. Appl. Surf. Sci. 2001, 179, 222–229. [Google Scholar] [CrossRef]
- Pugh, C.E.; Hossner, L.R.; Dixon, J.B. Oxidation rate of iron sulfides as affected by surface area, morphology, oxygen concentration, and autotrophic bacteria. Soil Sci. 1984, 137, 309–314. [Google Scholar] [CrossRef]
- Simmons, G.L. Flotation of Auriferous Pyrite Using Santa Fe Pacific Gold’s N2Tec Flotation Process; SME Annual Meeting: Denver, CO, USA, 1997; Preprint 97-27. [Google Scholar]
- Miller, J.D.; Du Plessis, R.; Kotylar, D.G.; Zhu, X.; Simmons, G.L. The low-potential hydrophobic state of pyrite in amyl xanthate flotation with nitrogen. Int. J. Miner. Process. 2002, 67, 1–15. [Google Scholar] [CrossRef]
- Chandra, A.P.; Gerson, A.R. A review of the fundamental studies of the copper activation mechanisms for selective flotation of the sulfide minerals, sphalerite and pyrite. Adv. Colloid Interface Sci. 2009, 145, 97–110. [Google Scholar] [CrossRef] [PubMed]
- Peng, Y.; Grano, S.; Fornasiero, D.; Ralston, J. Control of grinding conditions in the flotation of galena and its separation from pyrite. Int. J. Miner. Process. 2003, 70, 67–82. [Google Scholar] [CrossRef]
- Sui, C.C.; Brienne, S.H.R.; Xu, Z.; Finch, J.A. Xanthate adsorption on Pb contaminated pyrite. Int. J. Miner. Process. 1997, 49, 207–221. [Google Scholar] [CrossRef]
- Moslemi, H.; Gharabaghi, M. A review on electrochemical behavior of pyrite in the froth flotation process. J. Ind. Eng. Chem. 2017, 47, 1–18. [Google Scholar] [CrossRef]
- Owusu, C.; Abreu, S.B.; Skinner, W.; Addai-Mensah, J.; Zanin, M. The influence of pyrite content on the flotation of chalcopyrite/pyrite mixtures. Miner. Eng. 2014, 55, 87–95. [Google Scholar] [CrossRef]
- Petruk, W. Applied mineralogy to related gold. In Applied Mineralogy in the Mining Industry; Elsevier: Amsterdam, The Netherlands, 2000; Chapter 6; p. 287. [Google Scholar]
- Boon, M.; Brasser, H.J.; Hansford, G.S.; Heijnen, J.J. Comparison of the oxidation kinetics of different pyrites in the presence of Thiobacillus ferrooxidans or Leptospirillum ferrooxidans. Hydrometallurgy 1999, 53, 57–72. [Google Scholar] [CrossRef]
- Mu, Y.; Peng, Y.; Lauten, R.A. The depression of pyrite in selective flotation by different reagent systems—A Literature review. Miner. Eng. 2016, 96–97, 143–156. [Google Scholar] [CrossRef]
- Bulut, G.; Ceylan, A.; Soylu, B.; Goktepe, F. Role of starch and metabisulphite on pure pyrite and pyritic copper ore flotation. Physicochem. Probl. Miner. Process. 2011, 48, 39–48. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Weight, % | Cu, % | Zn, % | Pb, % | Fe, % | S, % | ||
|---|---|---|---|---|---|---|---|
| Ore A | +38 µm | 22.30 | 2.09 | 0.10 | 0.04 | 45.44 | 51.24 |
| −38 + 20 µm | 25.90 | 2.39 | 0.10 | 0.07 | 45.75 | 50.63 | |
| −20 + 10 µm | 49.02 | 2.99 | 0.19 | 0.10 | 44.98 | 47.20 | |
| −10 µm | 2.78 | 3.45 | 0.38 | 0.27 | 40.10 | 39.90 | |
| Head assays | 100.00 | 2.94 | 0.20 | 0.08 | 44.47 | 50.31 | |
| Ore B | +38 µm | 20.89 | 0.84 | 2.75 | 0.60 | 33.27 | 38.54 |
| −38 + 20 µm | 21.86 | 0.82 | 2.71 | 0.83 | 33.04 | 35.36 | |
| −20 + 10 µm | 51.26 | 1.60 | 3.97 | 1.20 | 26.94 | 31.20 | |
| −10 µm | 5.99 | 1.88 | 4.43 | 1.35 | 23.56 | 27.40 | |
| Head assays | 100.00 | 1.34 | 3.66 | 1.08 | 28.03 | 33.90 |
| Extractable Metal/Total Metal (%) | ||||
|---|---|---|---|---|
| Cu | Fe | Pb | Zn | |
| Ore A | 1.67 | 0.11 | 44.90 | 4.51 |
| Ore B | 3.69 | 0.09 | 72.70 | 0.86 |
| Collectors for copper flotation | Kimfloat900 (used as base condition, BC) Aero5100 Aerophine 3418A SIPX |
| Collectors for pyrite flotation | TomAmine (used as base condition, BC) KAX |
| Frother | MIBC |
| Sulphidization agents for surface cleaning | NaHS, Na2S |
| Depressant | Na-MBS |
| Minerals | Ore A (%) | Ore B (%) | ||||
|---|---|---|---|---|---|---|
| +38 µm | −38 + 20 µm | −20 + 10 µm | +38 µm | −38 + 20 µm | −20 + 10 µm | |
| Chalcopyrite | 5.96 | 6.54 | 7.33 | 1.29 | 1.16 | 1.68 |
| Sphalerite | 0.08 | 0.07 | 0.19 | 3.99 | 3.96 | 4.35 |
| Pyrite/Marcasite | 90.72 | 89.59 | 85.52 | 66.83 | 56.71 | 40.75 |
| Galena | <0.01 | <0.01 | <0.01 | 0.67 | 0.94 | 0.37 |
| Barite | 0.05 | 0.04 | 0.10 | 22.17 | 25.62 | 18.06 |
| Quartz | 0.03 | 0.06 | 0.07 | 0.02 | 0.07 | 0.03 |
| Biotite | 0.07 | 0.01 | <0.01 | 0.09 | 0.03 | <0.01 |
| Pyrite-Altered/Aggregate | 2.85 | 3.45 | 6.43 | 2.59 | 7.46 | 17.47 |
| Sulfide-Clay Mixed | 0.09 | 0.04 | 0.05 | 0.03 | 0.07 | 0.21 |
| Sulfides-Barite Aggregates | 0.01 | 0.01 | 0.04 | 2.13 | 3.64 | 16.14 |
| Others | 0.13 | 0.18 | 0.27 | 0.19 | 0.34 | 0.94 |
| Total | 100.00 | 100.00 | 100.00 | 100.00 | 100.00 | 100.00 |
| Chalcopyrite | Binary Association | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| Free | Pyrite | Sphalerite | Barite | Galena | Quartz | Aggregates | Other | Total | |
| Ore A/+38 µm | 80.53 | 17.80 | 0.21 | 0.17 | 0.00 | 0.00 | 0.07 | 1.23 | 100.00 |
| Ore A/−38 + 20 µm | 82.81 | 15.63 | 0.17 | 0.23 | 0.00 | 0.00 | 0.19 | 0.97 | 100.00 |
| Ore A/−20 + 10 µm | 56.21 | 38.05 | 0.25 | 0.27 | 0.01 | 0.00 | 3.96 | 1.25 | 100.00 |
| Ore B/+38 µm | 5.72 | 50.37 | 7.52 | 7.34 | 0.21 | 0.00 | 0.08 | 28.76 | 100.00 |
| Ore B/−38 + 20 µm | 15.13 | 39.33 | 8.18 | 16.62 | 0.11 | 0.00 | 0.82 | 19.82 | 100.00 |
| Ore B/−20 + 10 µm | 13.89 | 34.49 | 6.56 | 9.28 | 0.08 | 0.06 | 7.00 | 28.63 | 100.00 |
| Pyrite | Binary Association | ||||||||
| Free | Sphalerite | Barite | Galena | Chalcopyite | Quartz | Aggregates | Other | Total | |
| Ore A/+38 µm | 92.05 | 0.43 | 0.06 | 0.01 | 5.28 | 0.00 | 1.99 | 0.18 | 100.00 |
| Ore A/−38 + 20 µm | 91.18 | 0.40 | 0.03 | 0.00 | 5.25 | 0.01 | 2.79 | 0.34 | 100.00 |
| Ore A/−20 + 10 µm | 81.74 | 0.49 | 0.25 | 0.01 | 11.59 | 0.00 | 5.14 | 0.77 | 100.00 |
| Ore B/+38 µm | 77.01 | 10.67 | 7.30 | 0.18 | 2.07 | 0.00 | 2.03 | 0.75 | 100.00 |
| Ore B/−38 + 20 µm | 51.09 | 7.55 | 6.45 | 0.10 | 2.27 | 0.00 | 31.44 | 1.09 | 100.00 |
| Ore B/−20 + 10 µm | 44.39 | 8.48 | 14.37 | 0.24 | 2.94 | 0.01 | 15.87 | 13.71 | 100.00 |
| Cu Rougher Concentrate | Pyrite Concentrate | ||||||
|---|---|---|---|---|---|---|---|
| Cu Rougher Concentrate | Mass Pull, % | Grade (%) | Recovery (%) | Grade (%) | Recovery (%) | ||
| Cu | Zn | Cu | Zn | S | S | ||
| Base Condition | 13.69 | 13.99 | 0.74 | 70.98 | 48.93 | 50.31 | 68.22 |
| Stream | Mass Pull, % | Grade, % | Recovery, % | ||
|---|---|---|---|---|---|
| Cu | S | Cu | S | ||
| Cu Rougher Concentrate | 12.88 | 11.04 | 37.67 | 72.28 | 12.24 |
| Cu Concentrate | 2.11 | 32.59 | 28.38 | 34.94 | 1.51 |
| Pyrite Rougher Concentrate | 73.63 | 0.71 | 45.84 | 26.56 | 85.16 |
| Pyrite Concentrate | 59.82 | 0.65 | 48.51 | 19.76 | 73.22 |
| Tail | 13.49 | 0.17 | 7.63 | 1.16 | 2.60 |
| Feed | 100.00 | 100.00 | |||
| Copper Concentrate | Pyrite Concentrate | |||||
|---|---|---|---|---|---|---|
| Mass Pull (%) | Cu % | Cu Recovery (%) | Mass Pull (%) | S % | S Recovery (%) | |
| Ore A | 7.42 | 27.74 | 76.42 | 92.58 | 50.79 | 95.05 |
| Ore B | 2.93 | 21.62 | 52.36 | 63.98 | 44.26 | 92.78 |
| Mix | 4.02 | 31.49 | 65.46 | 77.93 | 49.17 | 93.06 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Can, İ.B.; Özçelik, S.; Ekmekçi, Z. Effects of Pyrite Texture on Flotation Performance of Copper Sulfide Ores. Minerals 2021, 11, 1218. https://doi.org/10.3390/min11111218
Can İB, Özçelik S, Ekmekçi Z. Effects of Pyrite Texture on Flotation Performance of Copper Sulfide Ores. Minerals. 2021; 11(11):1218. https://doi.org/10.3390/min11111218
Chicago/Turabian StyleCan, İlkay B., Seda Özçelik, and Zafir Ekmekçi. 2021. "Effects of Pyrite Texture on Flotation Performance of Copper Sulfide Ores" Minerals 11, no. 11: 1218. https://doi.org/10.3390/min11111218