1. Introduction
It is undeniable that energy is one of the most important things that affect human survival. Over the years, the fulfilment of energy demand derives from fossil fuels, which are categorized as conventional or non-renewable energy [
1,
2]. Consequently, this kind of energy will reach its scarcity phase if people use this energy continuously. This condition forces researchers to develop various renewable energy technologies, such as rechargeable batteries [
3,
4,
5,
6,
7]. Rechargeable batteries are electrical batteries that can be recharged many times; they can be defined as an energy storage system. Various electronic devices, such as electric vehicles and portable electronics, apply this type of battery as a source of energy [
8,
9].
In rechargeable battery technology, electrode components have an essential role. This kind of battery uses metal-based compounds as electrodes. For example, nickel-based rechargeable batteries, like nickel-cadmium (NiCd), nickel-metal hydride (NiMH), and nickel-hydrogen (NiH
2), use nickel-based compounds, such as nickel oxide (NiO), nickel hydroxide (Ni(OH)
2) or nickel sulphide (NiS) as cathode material [
10,
11,
12]. The production of rechargeable batteries must use high purity compounds. The synthesis of these compounds undergoes various critical processes, and one of them is the hydrometallurgy process.
Hydrometallurgy, usually called the leaching process, is a process of extracting metal ions from the mineral resources, both primary and secondary resources, using a solvent [
13]. This process is one of the initial steps of producing rechargeable batteries. It provides a precursor solution as raw material for synthesizing high purity electrode materials. As a result, when the production of the batteries is accelerating, the supply of the precursor solution also rapidly increases, and it has to be developed on an industrial scale. The scale-up process from laboratory scale to industrial scale will also cause a change in process equipment dimensions, especially the extractor unit, which must follow its kinetics model. The process kinetics show the real process phenomenon happens in the extractor. Consequently, the extraction results at the industrial scale are the same as the results of the laboratory.
Based on previous studies, the shrinking core model is considered as the most suitable to describe the kinetics model for the leaching process of metal ions [
14,
15,
16,
17,
18,
19,
20,
21]. The leaching process is a heterogeneous process that involves several fundamental steps that are simultaneously involved and affect each other. Those steps are the diffusion step through the liquid film layer, the diffusion step in solid, and a chemical reaction step. However, in utilizing the shrinking core model in the leaching process, there is only one step that controls the process, namely the step at the slowest rate. This condition raises questions and doubts related to a process that can consist of several steps, but only one step is considered to control the process in the kinetics study of the process. As evidence and consideration, our other results indicate that the shrinking core model was not suitable for using an organic solvent in the leaching process [
22].
In this study, we devised a mathematical equation that is able to illustrate the real physical phenomena of the leaching process. This mathematical model is derived from the modification of the shrinking core model, where all steps of the leaching process involved are calculated. These steps are considered as resistance, which behave simultaneously in the leaching process. Therefore, we call this model a lump kinetics model. This model is evaluated using the experimental data from the leaching process of laterite ore using a solution of citric acid (C6H8O7) at low concentrations. The citric acid solutions at low concentrations are used as solvents because these solutions can be produced through the fermentation pathway of the fungi Aspergillus niger.
In the bioleaching process,
Aspergillus niger has been proven as a leaching media and is able to provide high metal ion recovery results. However, the citric acid produced through the fermentation process is relatively in low concentration. Citric acid is categorized as a weak acid. However, the ability of citric acid to dissociate is high when compared to other organic acids. Furthermore, in previous studies, citric acid showed a better ability to leach metal ions than inorganic acid (sulfuric acid, hydrochloric acid, or nitric acid) [
23].
In other words, the developed mathematical model can also be used for the leaching process of metal ions with the help of microorganisms, commonly referred to as the bioleaching process, specifically the bioleaching process using the help of fungi, such as Aspergillus niger. In addition, this model is also compared with the simulation results using the shrinking core model.
The Description of the Lump Kinetic Model in the Leaching Process
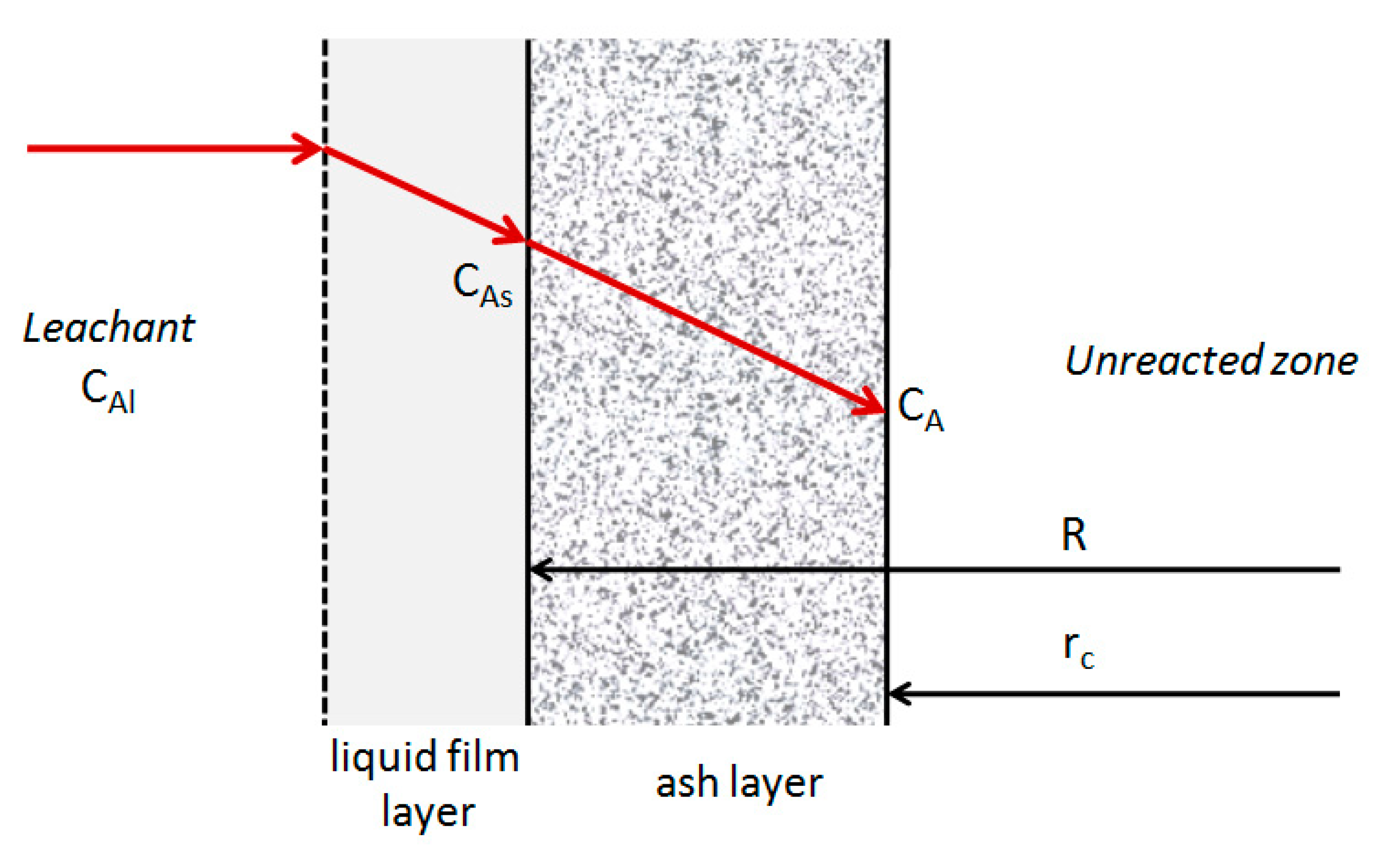
As mentioned before, the mechanism of the leaching process involves three main steps. Each step has a role as resistance. Consequently, when a solvent is transported from a bulk solution to the surface of an unreacted zone for a reactive extraction process, a decrease in the solvent concentration occurs. It is illustrated in
Figure 1. The effect of the number of steps involved in the process needs to be considered in the kinetic study of this process. It is very different from the concept of the shrinking core model, which only considers one step. When one step is involved, the shrinking core model will assume that the other steps take place at a rapid rate, so that the decrease of the solvent concentration can be ignored.
In the solvent diffusion step from the bulk solution to the surface of solids through the liquid film layer, the applicable mathematical equation is [
24]:
where
NA,1 is the rate of mass transfer of the solvent through the liquid film layer (mole of solvent/area/time);
kc is the mass transfer coefficient (length/time);
CAl is the solvent concentration in the bulk solution (mole of solvent/volume); and
CAs is the solvent concentration on the surface of solids (mole of solvent /volume). Fick’s law applies at the step of diffusion of solvents in solids, and the equation is [
25,
26,
27]:
where
NA,2 is the mass transfer rate of the solvent in the solid (mole of solvent/area/time);
De is an effective diffusivity coefficient (area/time);
is the change in the concentration of the solvent with respect to the change in the radius of the solid. Assuming that a chemical reaction runs in order 1, the equation that applies to the step of a chemical reaction is [
28]:
where (−
rA) is the reaction rate (mole of solvent/volume/time);
kr is the reaction constant (time
−1); and
CA is the solvent concentration (mole of solvent/volume).
In a steady-state at each step in which the unit is equalized into a mole of solvent/time of Equations (1)–(3), the equation expressing the overall process rate is:
where
NA,
rc, and
Rp are the overall process rate, the radius of the unreacted zone, and the radius of the particles, respectively. Equation (4) can be simplified for the calculation process using an assumption where the solvent diffusion step through the liquid film layer can be ignored. It can be applied in this process because the leaching process takes place using rapid stirring. This results in thinning of the film layer and the film layer can be considered missing. Thus, Equation (4) becomes:
The next step is to arrange the solvent mass balance equation in the batch reactor, and by substituting Equation (5) and the equation for the relationship between the extraction recovery fraction of the extracted metal ion (
x) to the ratio of the radius of the unreacted zone and the radius of the solid, the formed equation is:
with:
where
x is the fraction of metal ion recovery; a and b are stoichiometric constants;
ρB is solid density; and
MB is the molecular weight of the metal ions. Equations (6)–(8) is the equation that will be evaluated against the experimental data. Detailed explanation of the lump model is presented in the
Appendix A.
2. Materials and Methods
Limonite type laterite ores were used in this study. These ores were mined from a mining area in Pomalaa, Indonesia. First, the raw materials were analyzed for the metal content contained therein by S2 Ranger, Bruker X–ray fluorescence (XRF) (Bruker Corporation, Billerica, MA, USA). The results of the analysis are presented in
Table 1.
The leaching process of laterite ore is carried out using a solvent in the form of a solution of citric acid (C6H8O7) with a low concentration, which is 0.1 M. This study used a three-neck flask as an extractor, equipped with a water bath, condenser, stirrer, and thermometer. The 300 mL of solvent was poured into the flask and then was heated until it reached the desired temperature, i.e., 303, 333, and 358 K. This operating temperature is chosen to limit the amount of water evaporation and to make the flask easy to handle. Laterite ore powder with a size of 125–150 µm and a quantity up to 60 g was prepared. After the operating temperature was achieved, the powder was put into a flask. Samples to be analyzed were taken from the flask at 0, 1, 2, 5, 10, 15, 30, 60, and 120 min. Each sample was separated between solid and liquid phases using a centrifuge at 1000 rpm for 10 min. The liquid phase was then taken and the metal element concentration was analyzed using Optima 8300, Perkin Elmer inductively coupled plasma-optical emission spectroscopy (ICP-OES) (Perkin Elmer, Waltham, MA, USA). The concentration of metal elements contained in the liquid samples would be used to evaluate the shrinking core and lump models.
3. Results and Discussion
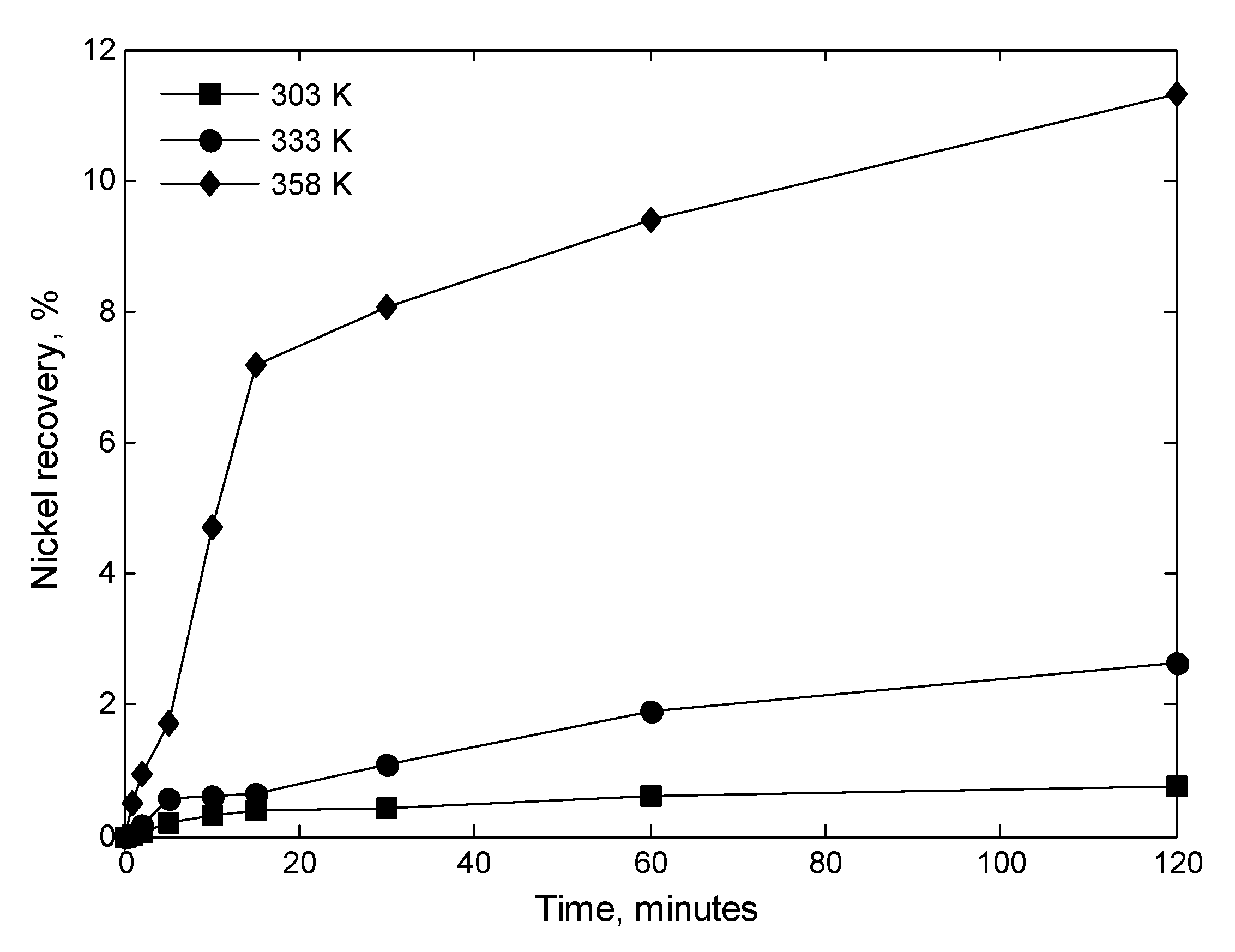
The evaluation of the kinetics model in this study was carried out using experimental data from the leaching process of laterite ores, where the temperature parameters were varied. The temperature has an essential role in the leaching process because it affects the rate of the leaching process, both the diffusion rate and the reaction rate. The results of this experiment are presented in
Figure 2.
Based on
Figure 2, the trend of the percentage of nickel recovery during the extraction time experienced a significant increase, especially at a temperature of 358 K. This shows that the leaching process is strongly influenced by temperature. The increase in temperature causes kinetic energy also to increase so that the probability of collision between molecules will become more frequent. As a result, the diffusion rate of each molecule and the reaction rate will also be faster. In addition, the leaching time also shows an effect where the longer the leaching time was used, the higher the percentage of nickel recovery was reached. This phenomenon is caused by collision factors that often occur along with the length of time leaching.
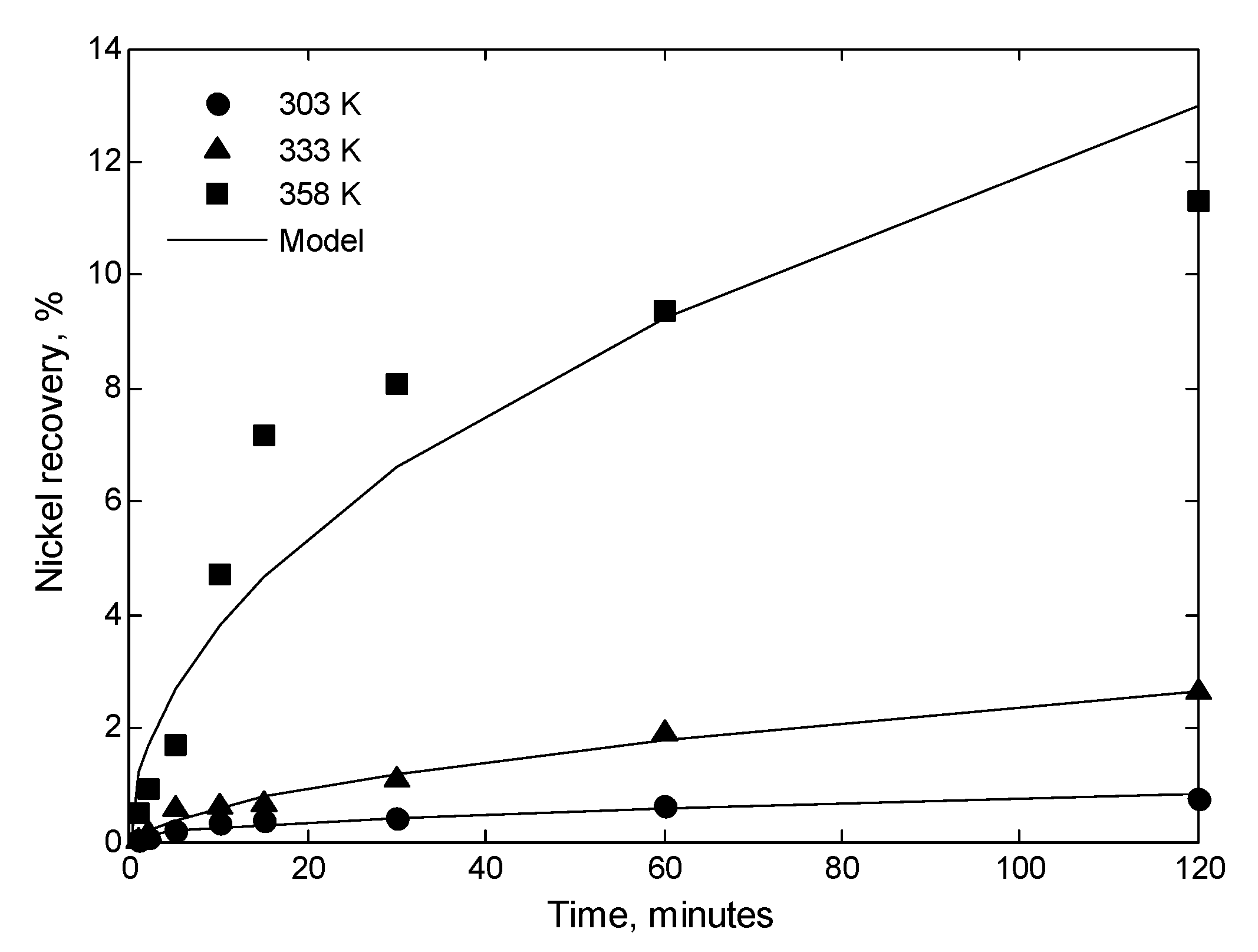
In this present work, the experimental results, which are shown in
Figure 2, will be evaluated using the lump kinetic model. Equations (6)–(8) was applied to simulate that experimental data and the simulation result is presented in
Figure 3.
Figure 3 shows that there is a relevant result to describe the physical phenomenon, which is happening in the leaching process of nickel laterite using citric acid as a solvent.
To compare this simulation, the reactant diffusion-controlled shrinking core model was simulated using the same experimental data, as shown in
Figure 2. This model was used because, based on the previous study by [
29,
30,
31], the most suitable of the shrinking core model was applied when a diffusion reactant through the ash layer controls the leaching process. The simulation of the shrinking core model follows the equation [
22,
30,
32]:
where
x is the fraction of metal ion recovery, and
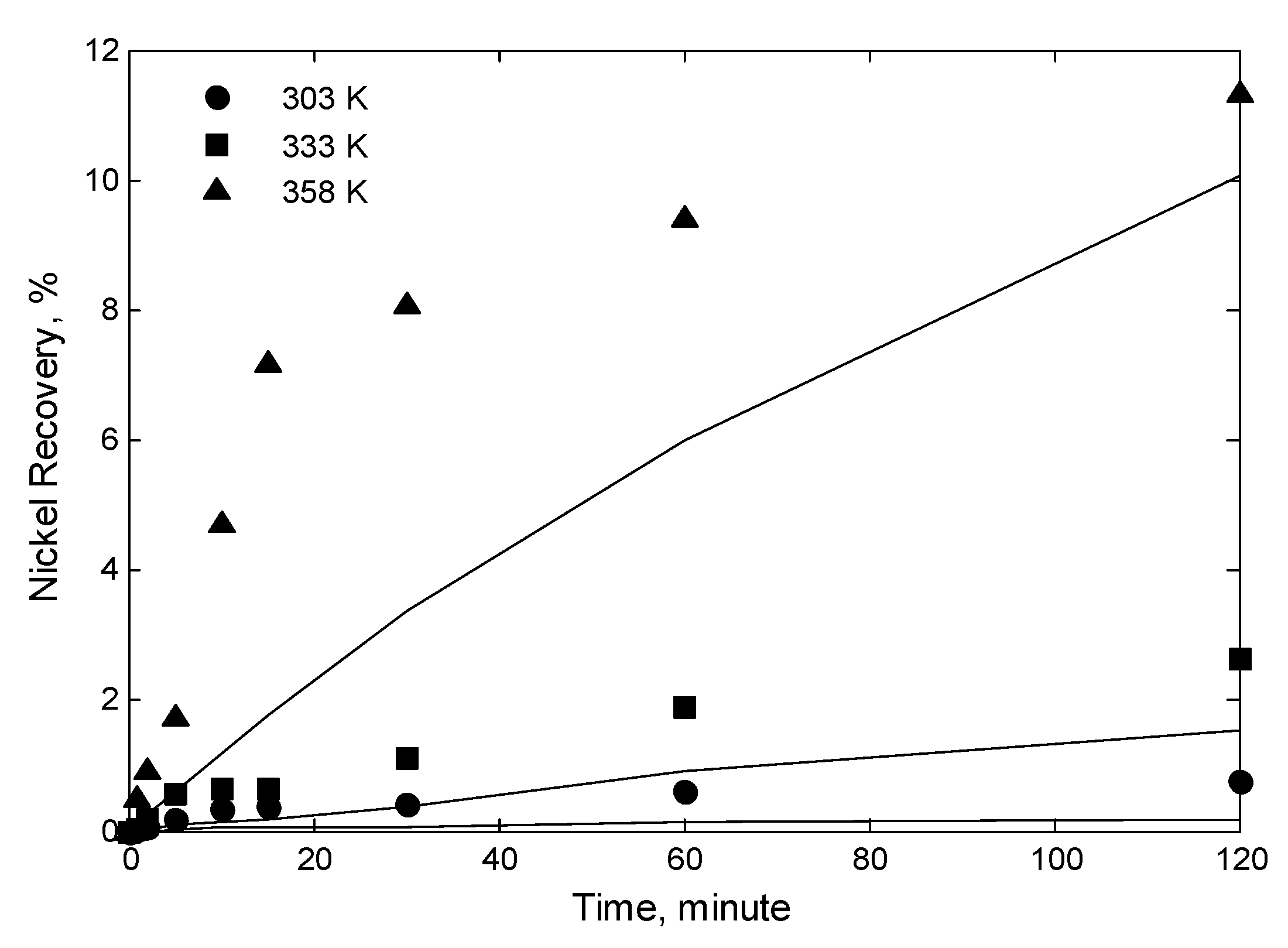
kd is the rate constant of the leaching process. The simulation results using the shrinking core model are presented in
Figure 4.
Based on
Figure 4, the reactant diffusion-controlled shrinking core model has not been able to describe a physical phenomenon that happens in the leaching process of laterite ore using a low concentration of a citric acid solution as a solvent. This simulation result also proves that the lump kinetic model (
Figure 3) is a model which can give better simulation results. Quantitatively, the compatibility of the two models can be compared through the percentage of errors from both models. This value shows how big the error of the simulation data is against the experimental data. The error value is calculated using this following equation:
where %
E is the percentage of errors;
Cd is the concentration of experimental data; and
Cs is the concentration of simulation data. The calculation results are presented in
Table 2.
The results of calculations that have been carried out and presented in
Table 2 show that the simulation process using the shrinking core model gives an average percentage error 3.5 times larger than that from the simulation process using the lumped model. This condition proves that the assumption of the shrinking core model that only involves one controlling step does not apply in the leaching process of laterite ore using a low concentration of the citric acid solution. The reactant diffusion in a solid step is not the only step that controls the leaching process; the chemical reaction step in the unreacted core also has a significant role in this process.
Figure 2 reinforces the presence of more than one factor that controls the leaching process: the trend graphs show that during the leaching process there are two trends that indicate the diffusion step and the chemical reaction step affect each other, primarily when the leaching process was carried out at 358 K. In the first 10 min of the leaching process the percentage increase in nickel recovery was quite sharp. This phenomenon indicates that the leaching process is affected by the step of chemical reactions in the surface particles. Citric acid solvents will react first with nickel oxide (NiO) compounds that are on the surface of solids, and it can be said that there has not yet been a diffusion step in solids or is usually called internal diffusion. However, after the leaching process has been running for more than 10 min, the profile of the increased nickel recovery percentage is not too sharp; this indicates that the internal diffusion step has begun to affect the leaching process.
Therefore, this simulation process indicates that the shrinking core model is not very suitable for modeling the metal leaching process. In addition, the leaching process is done using organic acids, such as citric acid and acetic acid. The use of organic acids will produce products containing complex metals (ligands), which have a large enough molecule diameter. This condition will affect the rate of internal diffusion, which slows down due to the jostling between the reactant molecules and the product molecules (the reactant molecules enter the solid while the product molecules exit the reactants). Another study conducted by [
33] supports the results of this simulated study. In its study, the conventional shrinking core model was also unable to match experimental data from the cobalt leaching process from a spent battery using an acetic acid solution. Another condition that causes a mismatch of the shrinking core model is reversible chemical reactions. The reversible chemical reaction conditions will occur in the reaction of the metal compounds with an organic acid solution.
In this study, the lumped model was evaluated under certain conditions where acid concentration, operating temperature, and percentage of metal ion recovery were low. However, the use of this model can still be applied to different leaching process conditions, for example, high acid concentrations, high operating temperatures, or a high percentage of metal ion recovery. This can occur because the development of the lumped model is based on the mechanism that occurs in the leaching process using organic acids. The basis for developing a lumped model is more complex than the shrinking core model, therefore the lumped model is more versatile at all conditions of the leaching process.
Although the lump kinetic model is a better model than the shrinking core model,
Figure 3 and
Table 2 also show that the lump kinetic model still can be improved. It indicates that there is another step that controls the leaching process using a citric acid solution. For example, product diffusion control through the ash layer is predicted to have a role in this process. It can be considered because nickel citrate, which is a complex compound (ligand) is formed. This compound has a large molecule size and will obstruct the diffusion path. Therefore, another study is needed to prove that allegation.






{kind=link}
{kind=link}
{kind=link}
{kind=link}