
Numerical Simulation and Experimental Analysis of Thermal Cycles and Phase Transformation Behavior of Laser-Welded Advanced Multiphase Steel



Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
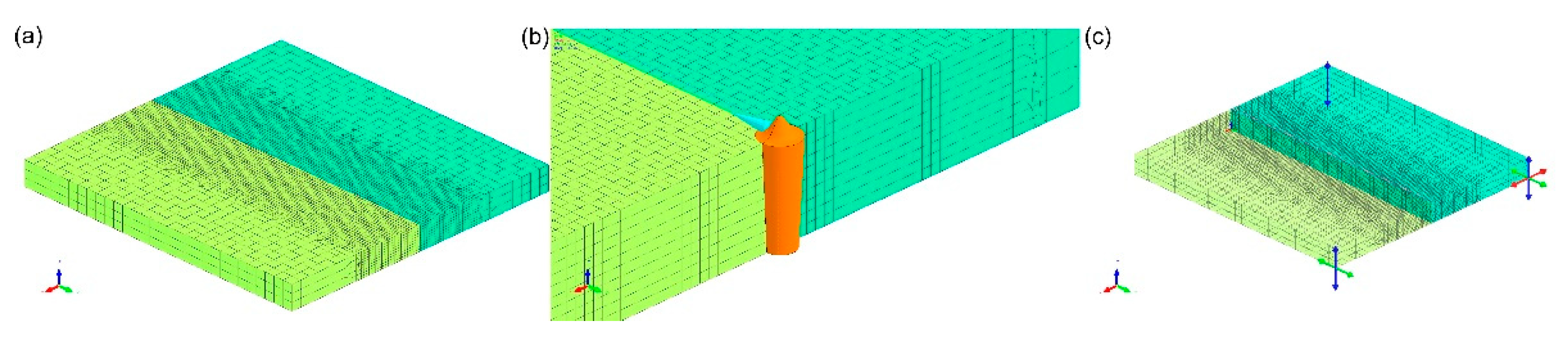
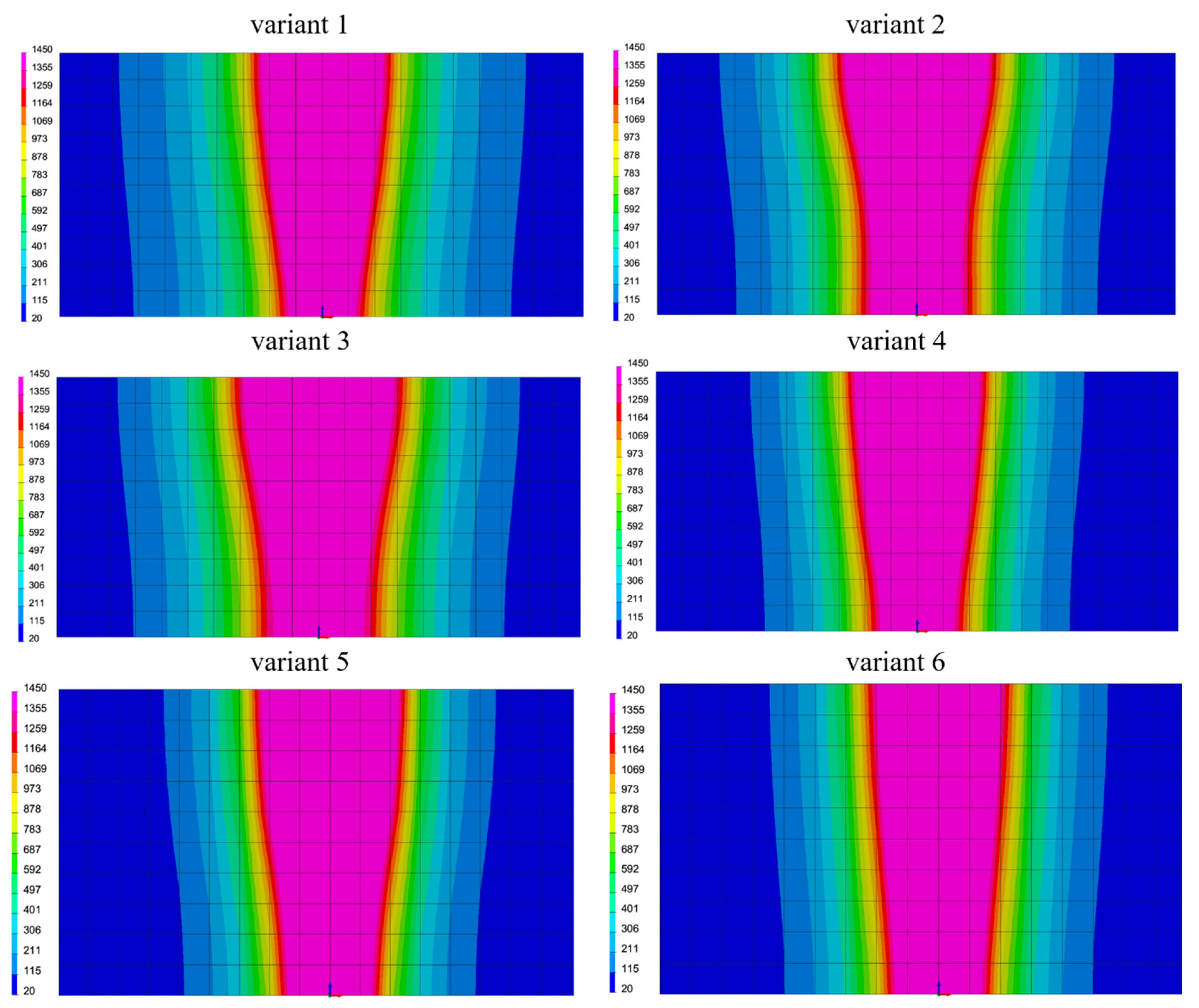
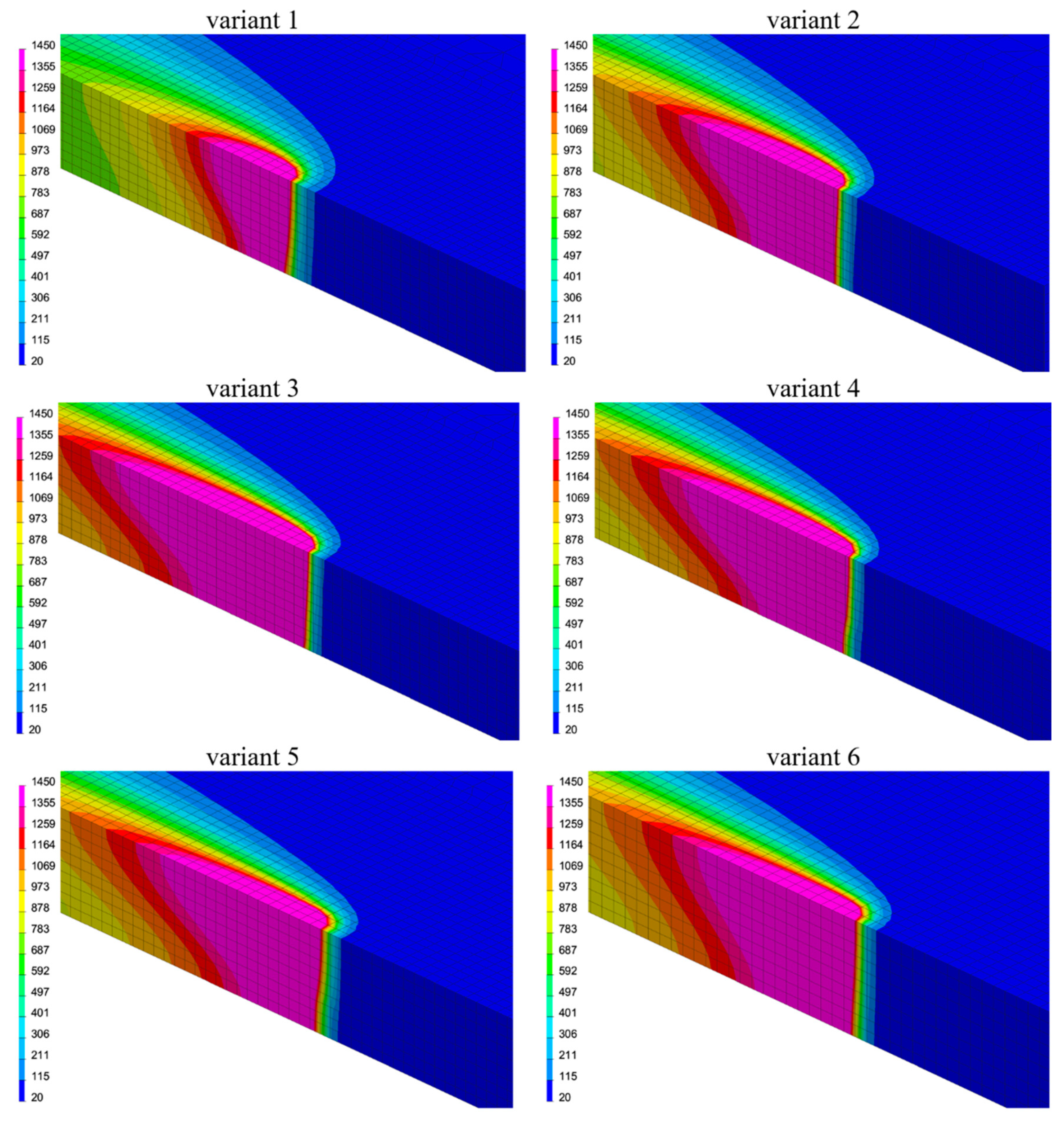
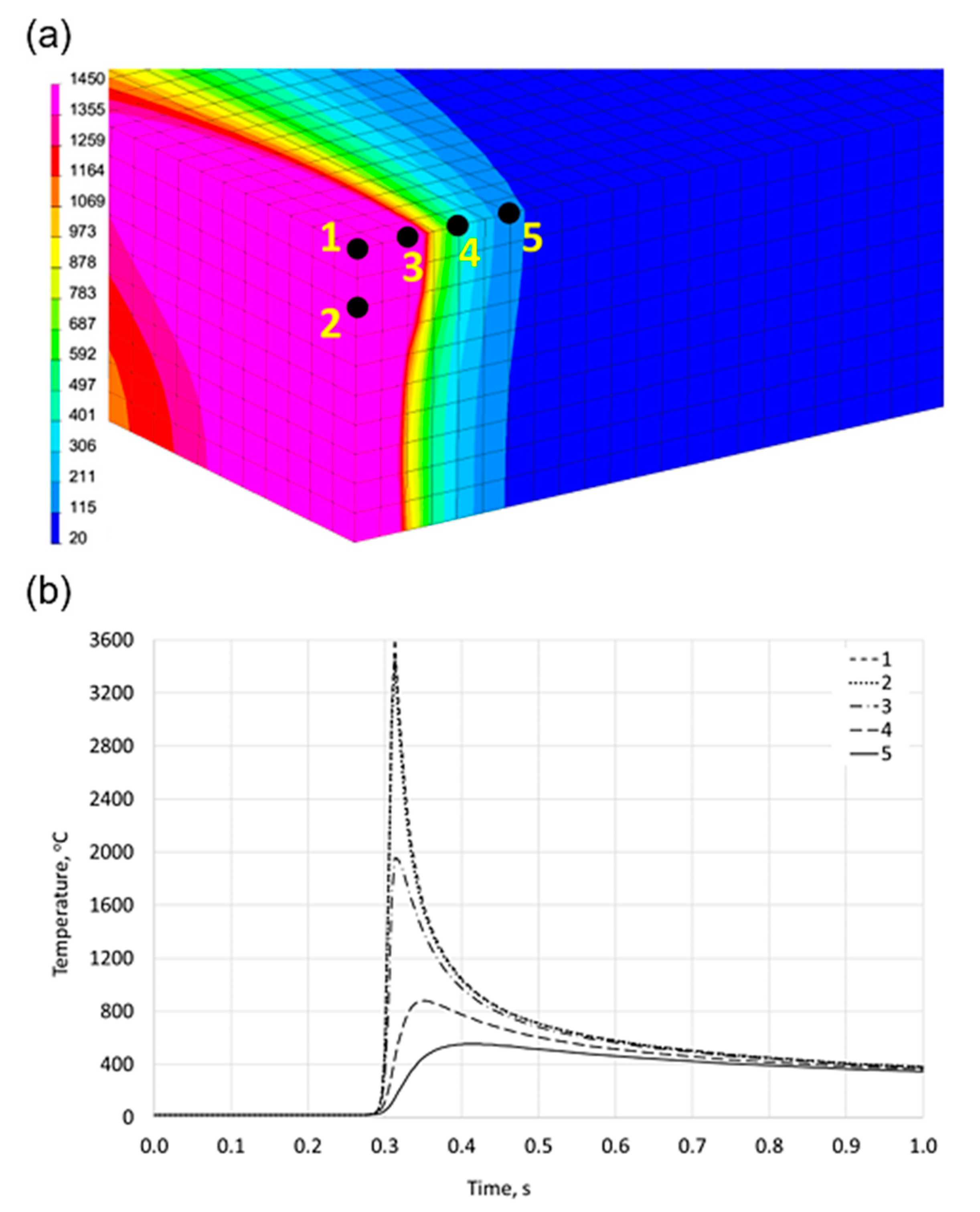
3.1. Simulation of the Laser Welding Cycles
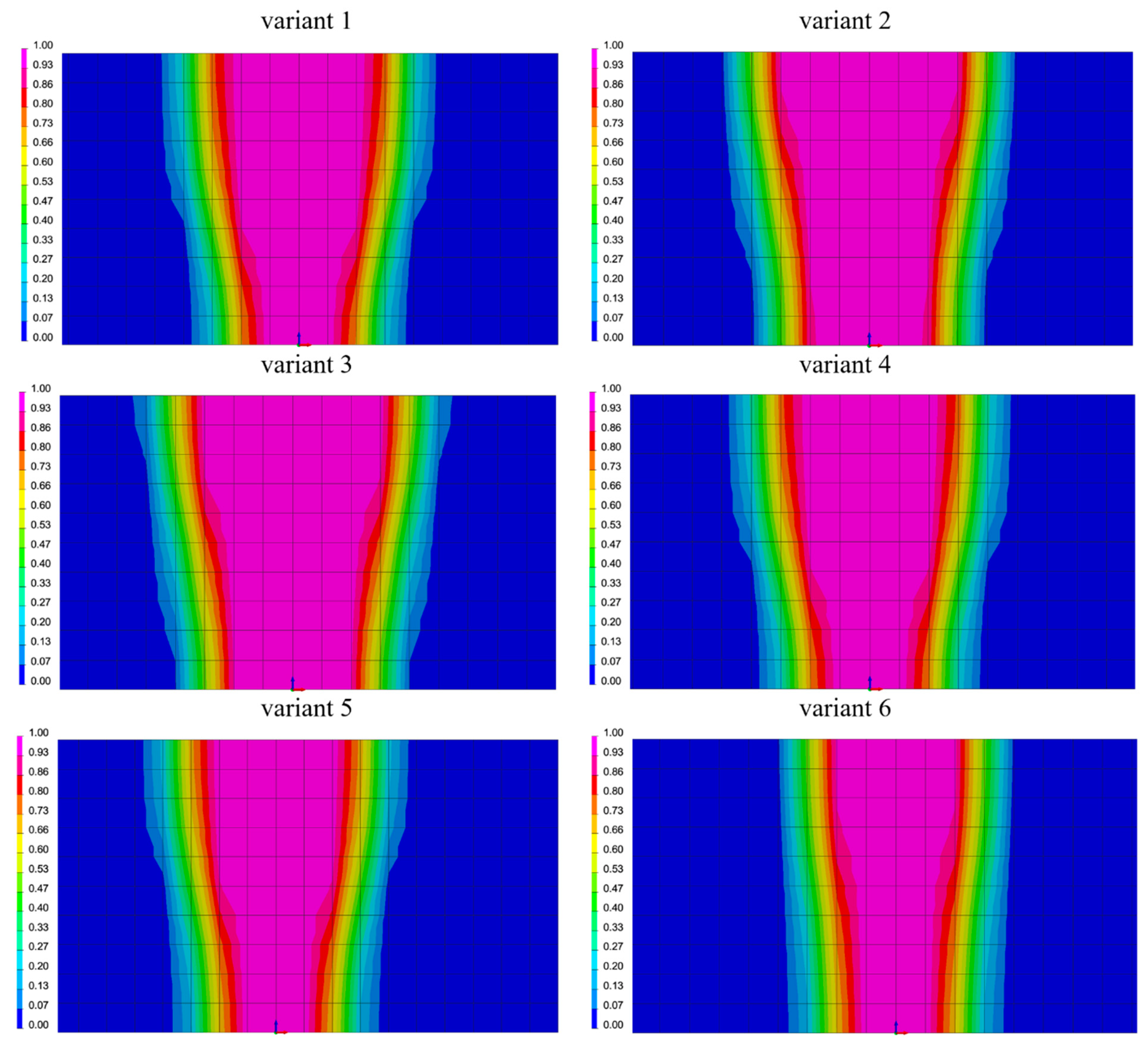
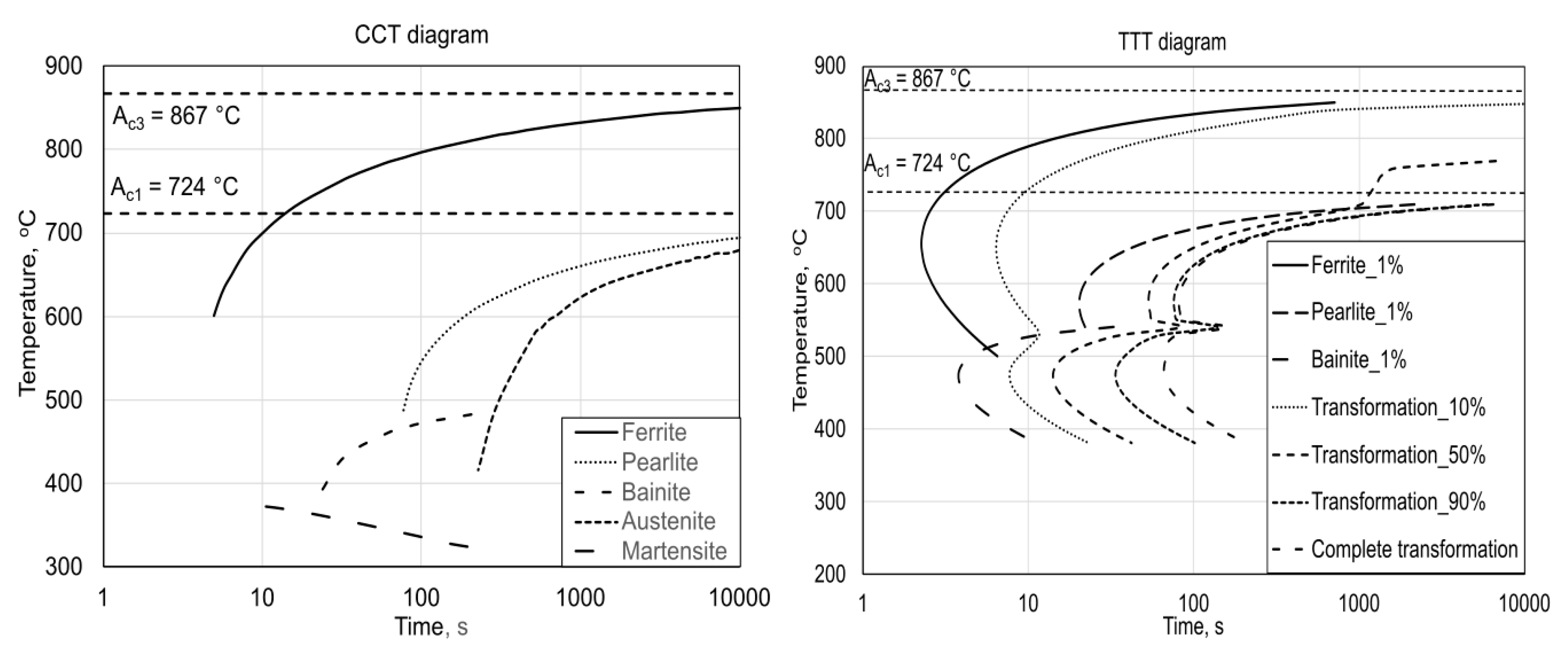
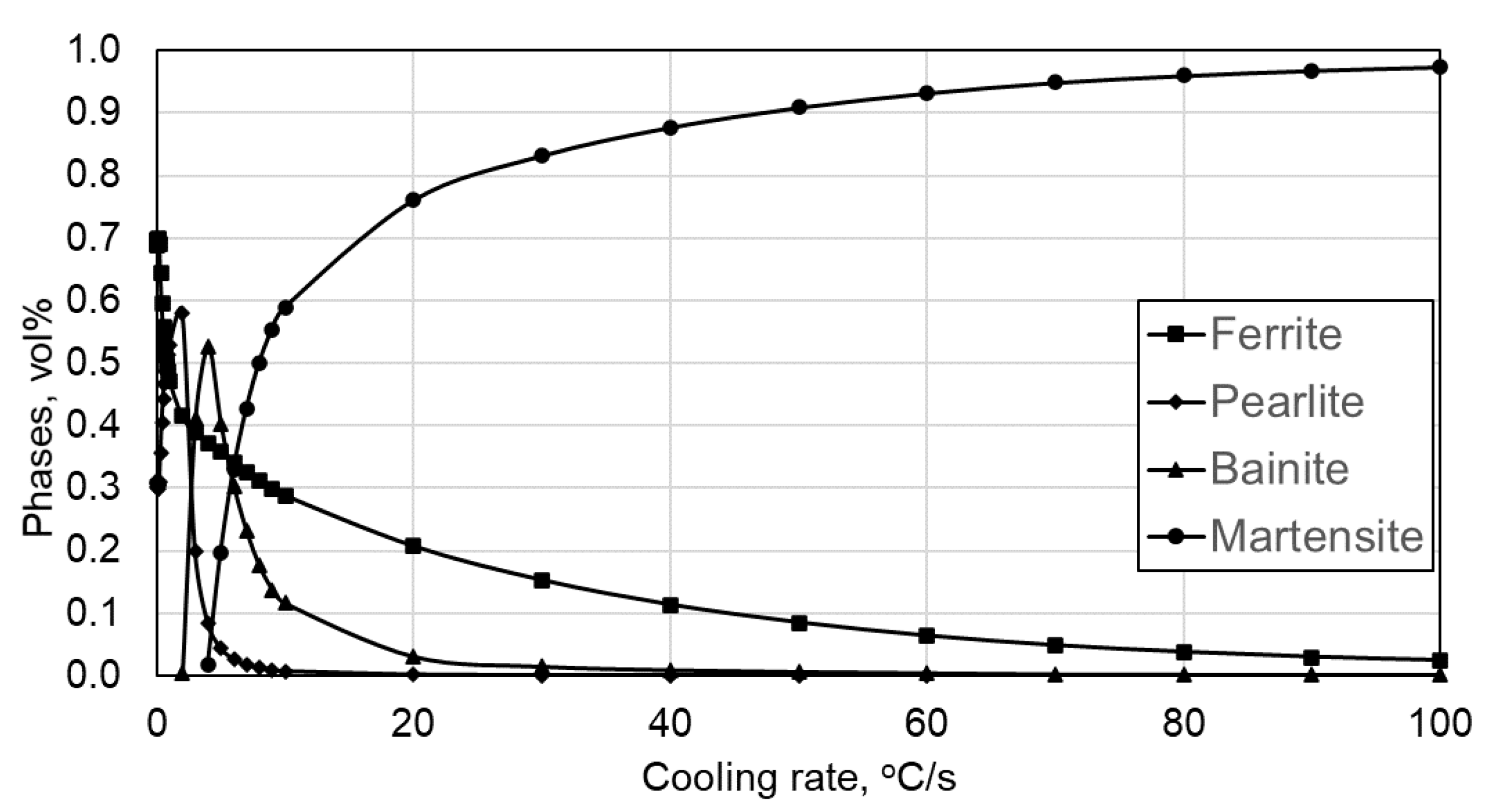
3.2. Phase Transformation Kinetics during Welding
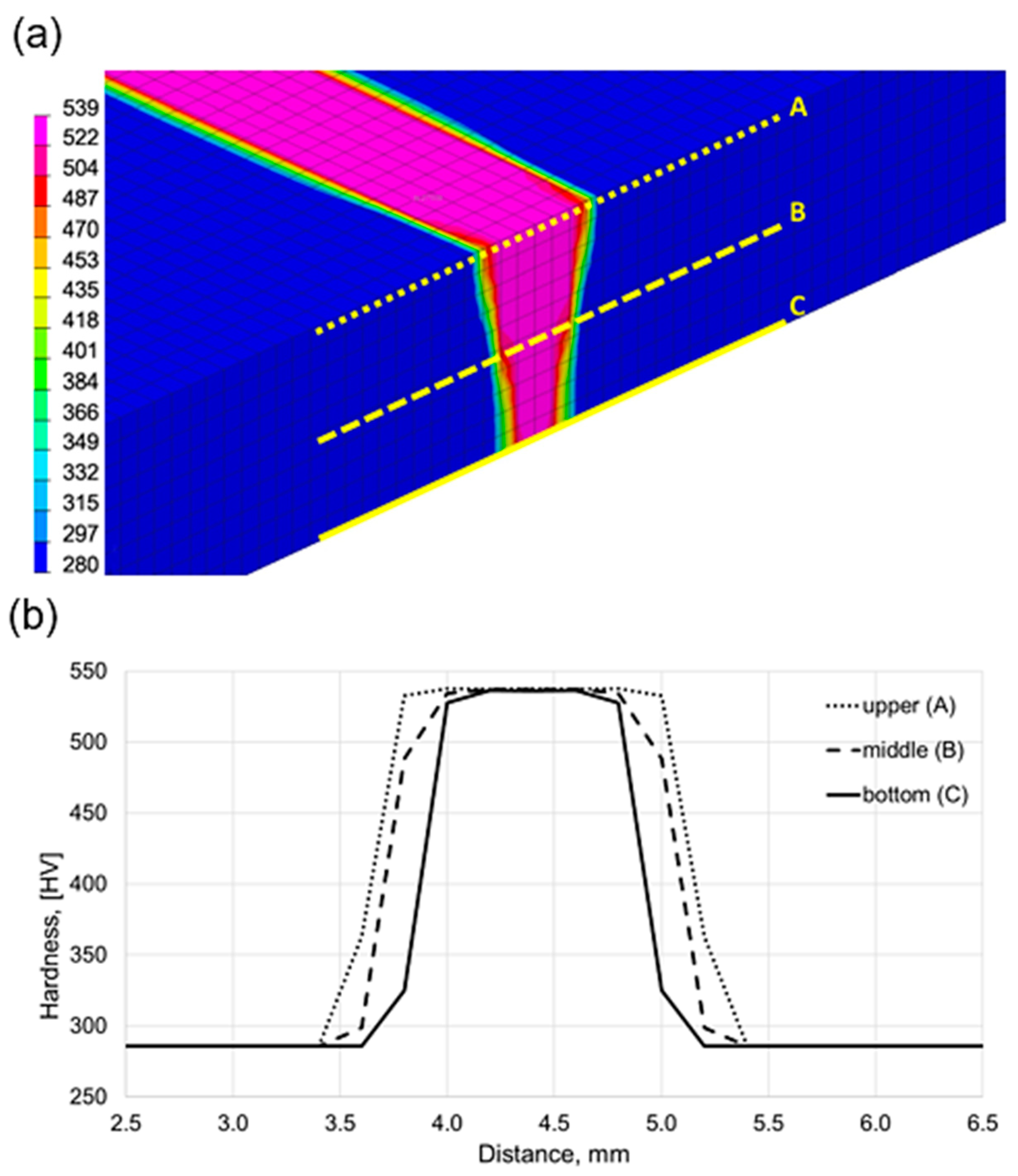
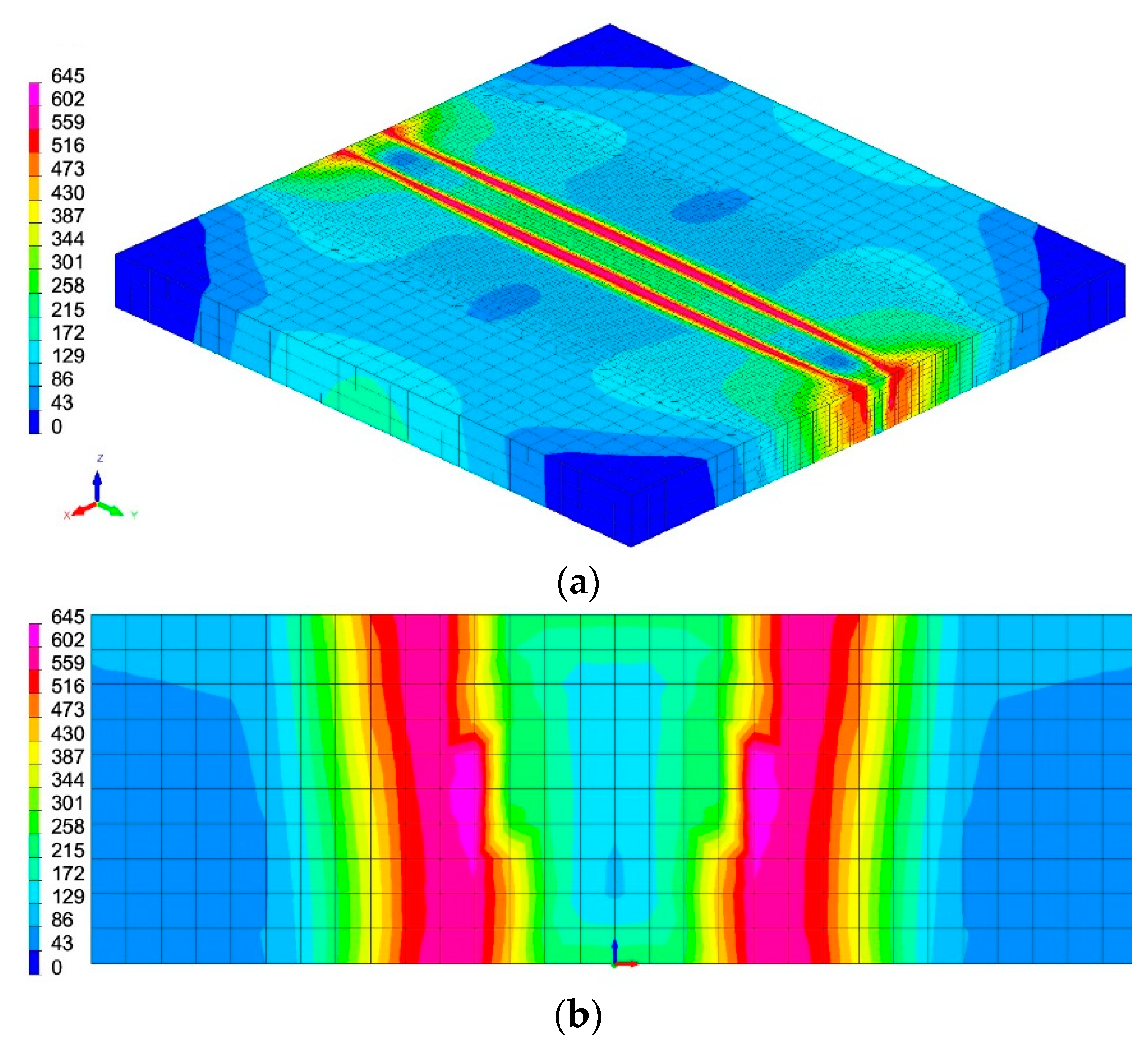
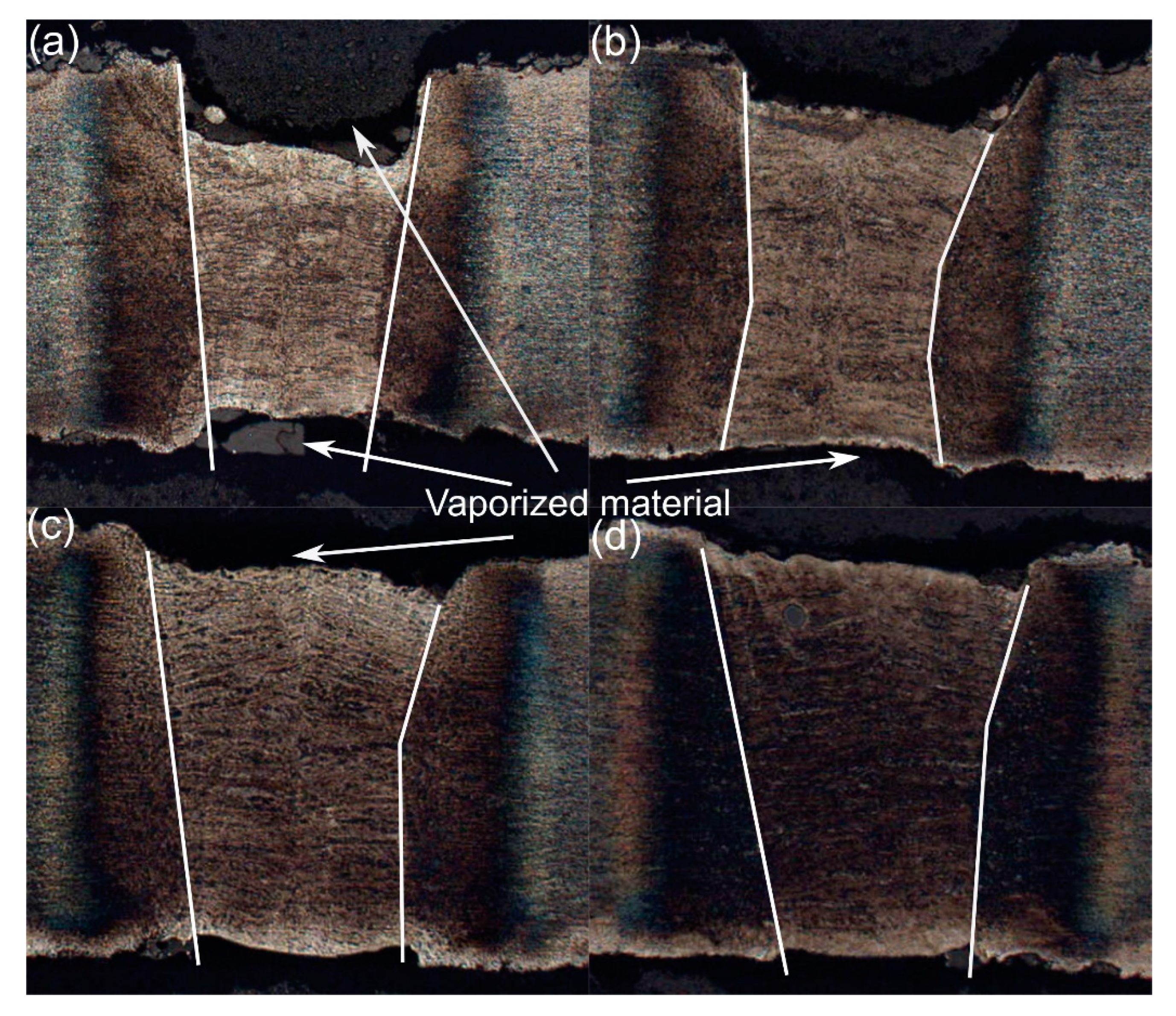
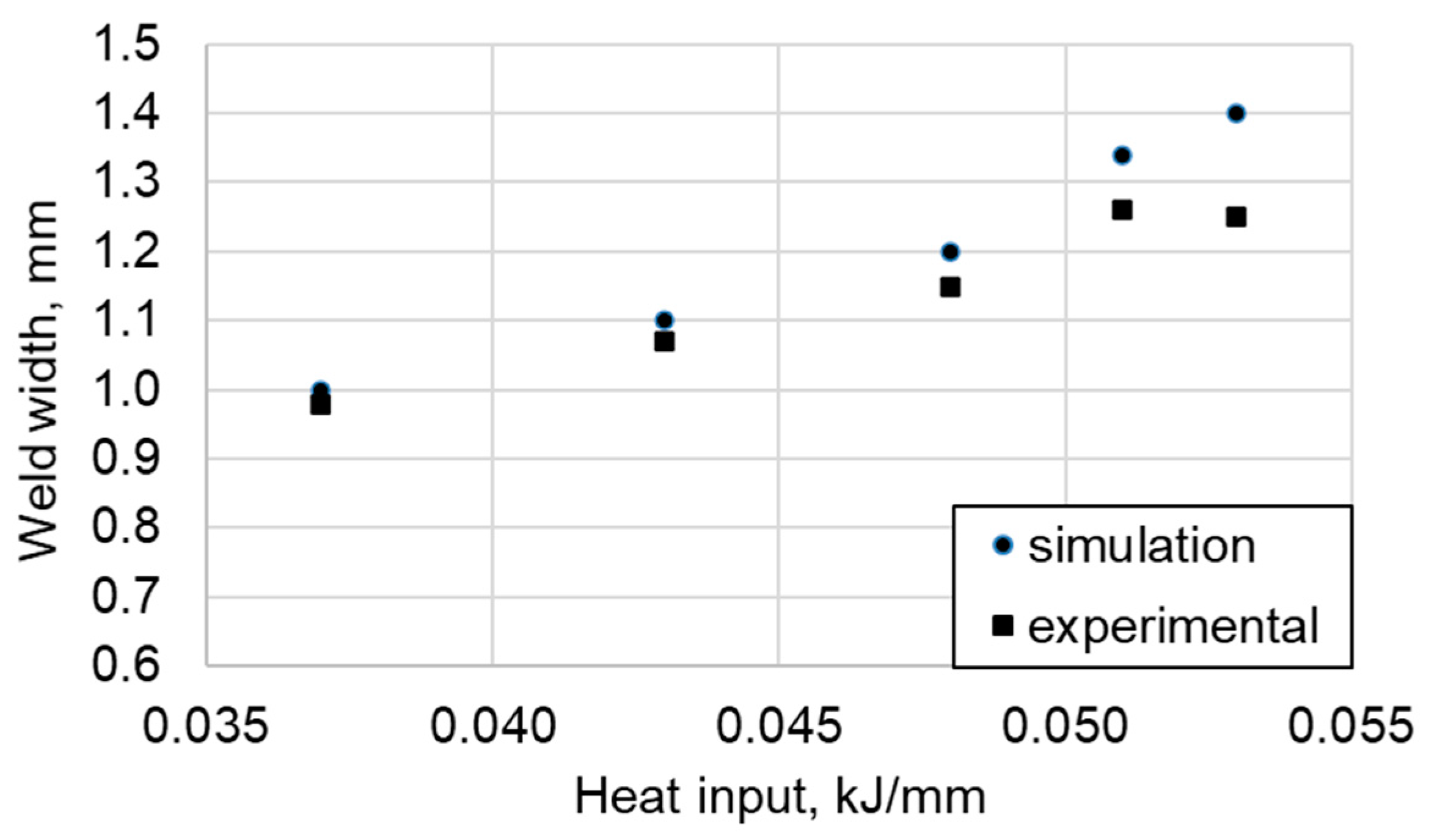
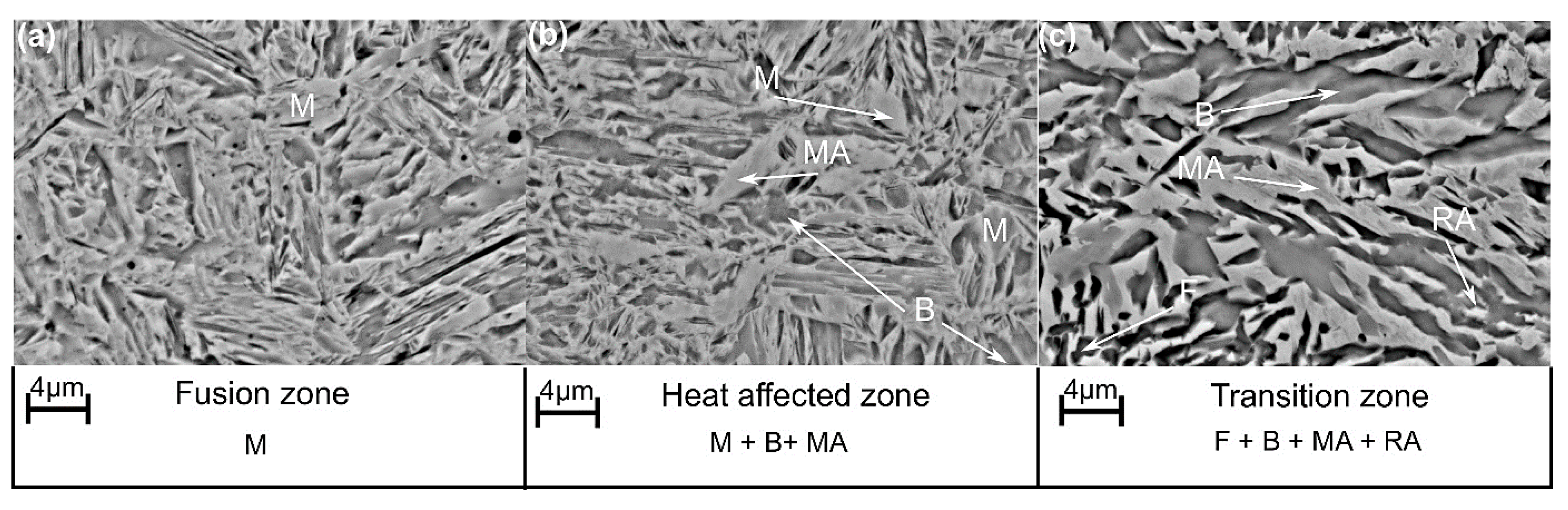
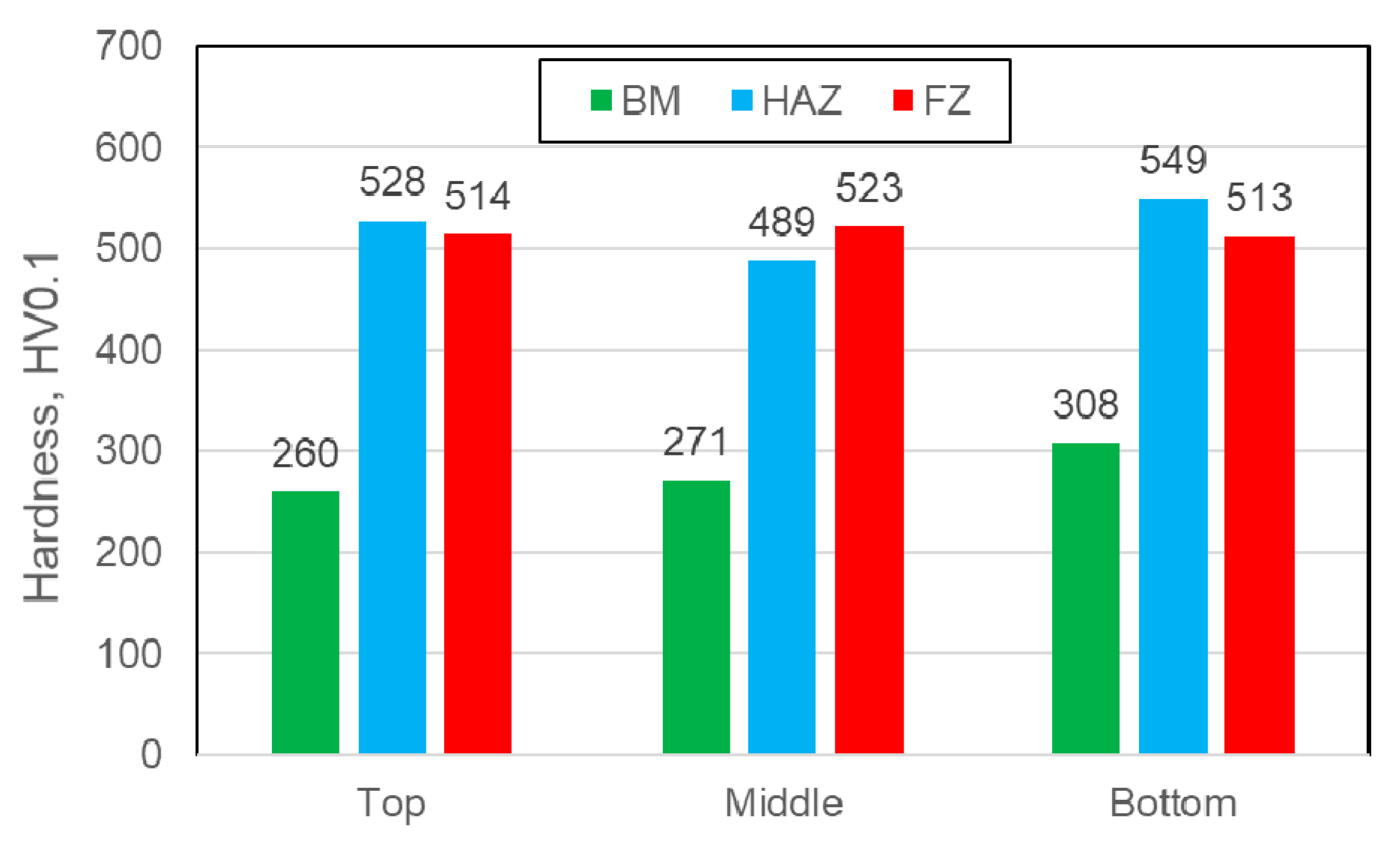
3.3. Experimental Results of Laser Welding
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Suh, W.D.; Kim, S.J. Medium Mn transformation-induced plasticity steels: Recent progress and challenges. Scr. Mater. 2017, 126, 63–67. [Google Scholar] [CrossRef]
- Gramlich, A.; Emmrich, R.; Bleck, W. Austenite Reversion Tempering-Annealing of 4 wt.% Manganese Steels for Automotive Forging Application. Metals 2019, 9, 575. [Google Scholar] [CrossRef] [Green Version]
- Li, Z.C.; Ding, H.; Misra, R.D.K.; Cai, Z.H. Microstructure-mechanical property relationship and austenite stability in medium-Mn TRIP steels: The effect of austenite-reverted transformation and quenching-tempering treatments. Mater. Sci. Eng. A 2017, 682, 211–219. [Google Scholar] [CrossRef] [Green Version]
- Jabłońska, M.B.; Kowalczyk, K. Microstructural aspects of energy absorption of high manganese steels. Procedia Manuf. 2019, 27, 91–97. [Google Scholar] [CrossRef]
- Korpała, G.; Hisker, F.; Hammer, B.; Heller, T.; Kawalla, R.; Prahl, U. The influence of hot-rolling conditions on the content and morphology of retained austenite in ultra-high strength bainitic steel and its mechanical properties. Steel Res. Int. 2019, 90, 1800386. [Google Scholar] [CrossRef]
- Chen, S.; Cao, Z.; Wang, C.; Huang, C.; Ponge, D.; Cao, W. Effect of volume fraction and mechanical stability of austenite on ductility of medium Mn steel. J. Iron Steel Res. Int. 2019, 26, 1209–1218. [Google Scholar] [CrossRef]
- Pereloma, E.V.; Gazder, A.A.; Timokhina, I.B. Addressing Retained Austenite Stability in Advanced High Strength Steels. Mater. Sci. Forum 2013, 738–739, 212–216. [Google Scholar] [CrossRef] [Green Version]
- Sun, B.; Fazeli, F.; Scott, C.; Guo, B.; Aranas, C., Jr.; Chu, X.; Jahazi, M.; Yue, S. Microstructural characteristics and tensile behavior of medium manganese steels with different manganese additions. Mater. Sci. Eng. A 2018, 729, 496–507. [Google Scholar] [CrossRef]
- Gronostajski, Z.; Pater, Z.; Madej, L.; Gontarz, A.; Lisiecki, L.; Lukaszek-Solek, A.; Łuksza, J.; Mróz, S.; Muskalski, Z.; Muzykiewicz, W.; et al. Recent development trends in metal forming. Arch. Civ. Mech. Eng. 2019, 19, 898–941. [Google Scholar] [CrossRef]
- Hu, B.; Cheng, G.J.; Wei, H.; Ming, Y.; Huang, X.; Luo, H.W. Super-high-strength and formable medium Mn steel manufactured by warm rolling process. Acta Mater. 2019, 174, 131–141. [Google Scholar] [CrossRef]
- Zhang, W.; Tao, W.; Yang, S. Mechanical properties and fracture behaviors in remote laser spot welding of quenching and partitioning 980 steel. Opt. Laser Technol. 2021, 140, 107053. [Google Scholar] [CrossRef]
- He, X.; DebRoy, T.; Fuerschbach, P.W. Alloying element vaporization during laser spot welding of stainless steel. J. Phys. D Appl. Phys. 2003, 36, 3079–3088. [Google Scholar] [CrossRef]
- Górka, J. Assessment of the Effect of Laser Welding on the Properties and Structure of TMCP Steel Butt Joints. Materials 2020, 13, 1312. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lisiecki, A.; Ślizak, D. Hybrid Laser Deposition of Fe-Based Metallic Powder under Cryogenic Conditions. Metals 2020, 10, 190. [Google Scholar] [CrossRef] [Green Version]
- Rahul, K.S.; Venkateshwara, R.T.; Natu, H.; Girish, H.N.; Ishigaki, T.; Madhusudan, P. An investigation on laser welding parameters on the strength of TRIP steel. J. Mech. Eng. 2021, 67, 45–52. [Google Scholar] [CrossRef]
- Han, T.K.; Park, S.S.; Kim, K.H.; Kang, C.Y.; Woo, I.S.; Lee, J.B. CO2 Laser Welding Characteristics of 800 MPa Class TRIP Steel. ISIJ Int. 2005, 45, 60–65. [Google Scholar] [CrossRef] [Green Version]
- Xia, M.; Tian, Z.; Zhao, L.; Zhou, Y.N. Metallurgical and Mechanical Properties of Fusion Zones of TRIP Steels in Laser Welding. ISIJ Int. 2008, 48, 483–488. [Google Scholar] [CrossRef] [Green Version]
- Vaněk, M.; Slováček, M.; Tejc, J.; Moravec, J.; Kik, T. Numerical simulation of welding processes and their validation. In Proceedings of the 3rd Organizers South-East European Welding Congress “Welding and Joining Technologies for a Sustainable Development and Environment”, Timişoara, Romania, 3–4 June 2015. [Google Scholar]
- Kong, F.; Ma, J.; Kovacevic, R. Numerical and experimental study of thermally induced residual stress in the hybrid laser-GMA welding process. J. Mater. Processing Technol. 2011, 211, 1102–1111. [Google Scholar] [CrossRef]
- Mičian, M.; Harmaniak, D.; Nový, F.; Winczek, J.; Moravec, J.; Trško, L. Effect of the t8/5 Cooling Time on the Properties of S960MC Steel in the HAZ of Welded Joints Evaluated by Thermal Physical Simulation. Metals 2020, 10, 229. [Google Scholar] [CrossRef] [Green Version]
- Kuppuswamy, N.; Schmidt, R.; Seeger, F.; Zhang, S. Finite element modeling of impact strength of laser welds for automotive applications. WIT Trans. Built Environ. 2007, 94, 10. [Google Scholar] [CrossRef] [Green Version]
- Youmin, R.; Jiajun, X.; Yu, H.; Guojun, Z. Review on finite element analysis of welding deformation and residual stress. Sci. Technol. Weld. Join. 2017, 23, 1–11. [Google Scholar]
- Kik, T.; Gorka, J.; Kotarska, A.; Poloczek, T. Numerical Verification of Tests on the Influence of the Imposed Thermal Cy-cles on the Structure and Properties of the S700MC Heat-Affected Zone. Metals 2020, 10, 974. [Google Scholar] [CrossRef]
- Sajek, A. Welding Thermal Cycles of Joints Made of S1100QL Steel by Saw and Hybrid Plasma-Mag Processes. Adv. Mater. Sci. 2020, 20, 75–86. [Google Scholar] [CrossRef]
- Sajek, A. Application of FEM simulation method in area of the dynamics of cooling AHSS steel with a complex hybrid welding process. Weld. World 2019, 63, 1065–1073. [Google Scholar] [CrossRef] [Green Version]
- He, X. Finite Element Analysis of Laser Welding: A State of Art Review. Mater. Manuf. Process. 2012, 27, 1354–1365. [Google Scholar] [CrossRef]
- Tuz, L. Determination of the causes of low service life of the air fan impeller made of high-strength steel. Eng. Fail. Anal. 2021, 127, 105502. [Google Scholar] [CrossRef]
- Sente Software Ltd. A Collection of Free Downloadable Papers on the Development and Application of JMatPro. 2005. Available online: http://www.sentesoftware.co.uk/biblio.html (accessed on 1 February 2022).
- Grajcar, A.; Rozanski, M.; Stano, S.; Kowalski, A.; Grzegorczyk, B. Effect of Heat Input on Microstructure and Hardness Distribution of Laser Welded Si-Al TRIP-Type Steel. Adv. Mater. Sci. Eng. 2014, 2014, 658947. [Google Scholar] [CrossRef] [Green Version]
- Song, Y.; Wang, Y.; Zhang, M. Experimental and Numerical Simulation on Laser welding of High Manganese TWIP980 Steel. Procedia Manuf. 2019, 37, 385–393. [Google Scholar] [CrossRef]
- Kik, T.; Moravec, J.; Švec, M. Experiments and Numerical Simulations of the Annealing Temperature Influence on the Residual Stresses Level in S700MC Steel Welded Elements. Materials 2020, 13, 5289. [Google Scholar] [CrossRef]
- Grajcar, A.; Różański, M.; Kamińska, M.; Grzegorczyk, B. Effect of gas atmosphere on the non-metallic inclusions in laser-welded TRIP steel with Al and Si additions. Mater. Technol. 2016, 50, 945–950. [Google Scholar] [CrossRef]
- Zhang, W.; Yang, S.; Lin, Z.; Tao, W. Weld morphology and mechanical properties in laser spot welding of quenching and partitioning 980 steel. J. Manuf. Process. 2020, 56, 1136–1145. [Google Scholar] [CrossRef]
- Li, L.; Chai, M.; Li, Y.; Bai, W.; Duan, Q. Effect of Welding Heat Input on Grain Size and Microstructure of 316L Stainless Steel Welded Joint. Appl. Mech. Mater. 2013, 331, 578–582. [Google Scholar] [CrossRef]
- Quazi, M.M.; Ishak, M.; Fazal, M.A.; Arslan, A.; Rubaiee, S.; Qaban, A.; Aiman, M.H.; Sultan, T.; Ali, M.M.; Manladan, S.M. Current research and developments status of dissimilar materials laser welding of titanium and its alloys. Opt. Laser Technol. 2020, 126, 106090. [Google Scholar] [CrossRef]
- Grajcar, A.; Grzegorczyk, B.; Rozanski, M.; Stano, S.; Morawiec, M. Microstructural Aspects of Bifocal Laser Welding of Trip Steels. Arch. Met. Mater. 2017, 62, 611–618. [Google Scholar] [CrossRef] [Green Version]
- Timokhina, I.B.; Hodghson, P.D.; Pereloma, E.V. Effect of alloying elements on the microstructure-property relationship in thermomechanically processed C-Mn-Si TRIP steels. Steel Res. 2002, 73, 274–279. [Google Scholar] [CrossRef]
- Traint, S.; Pichler, A.; Sierlinger, R.; Pauli, H.; Werner, E.A. Low-alloyed TRIP-Steels with Optimized Strength, Forming and Welding Properties. Steel Res. 2006, 77, 641–649. [Google Scholar] [CrossRef]
- Suzuki, H.; Kobayashi, T.; Takamura, K.; Nakata, T.; Kasugi, T. Effects of carbon on continuous cooling transformation behavior and heat treatment characteristic of flake graphite cast iron. J. Jpn. Foundry Eng. Soc. 2007, 79, 579–586. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Variant No. | 1 | 2 | 3 | 4 | 5 | 6 |
|---|---|---|---|---|---|---|
| Beam power, kW | 2 | 3 | 4 | 4 | 4 | 4 |
| Welding speed, mm/s | 41.7 | 58.3 | 75 | 83.3 | 91.7 | 100 |
| Heat input, kJ/mm | 0.048 | 0.051 | 0.053 | 0.048 | 0.043 | 0.037 |
| Measuring Point | Max. Temperature, °C | Higher than Ac1 | The Temperature after 1 s, °C | ΔT, °C | Cooling Rate, °C/s |
|---|---|---|---|---|---|
| 1 | 3600 | Yes | 400 | 3200 | 3200 |
| 2 | 3600 | Yes | 400 | 3200 | 3200 |
| 3 | 1950 | Yes | 400 | 1550 | 1550 |
| 4 | 880 | Yes | 400 | 480 | 480 |
| 5 | 550 | No | 400 | 150 | 150 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Morawiec, M.; Kik, T.; Stano, S.; Różański, M.; Grajcar, A. Numerical Simulation and Experimental Analysis of Thermal Cycles and Phase Transformation Behavior of Laser-Welded Advanced Multiphase Steel. Symmetry 2022, 14, 477. https://doi.org/10.3390/sym14030477
Morawiec M, Kik T, Stano S, Różański M, Grajcar A. Numerical Simulation and Experimental Analysis of Thermal Cycles and Phase Transformation Behavior of Laser-Welded Advanced Multiphase Steel. Symmetry. 2022; 14(3):477. https://doi.org/10.3390/sym14030477
Chicago/Turabian StyleMorawiec, Mateusz, Tomasz Kik, Sebastian Stano, Maciej Różański, and Adam Grajcar. 2022. "Numerical Simulation and Experimental Analysis of Thermal Cycles and Phase Transformation Behavior of Laser-Welded Advanced Multiphase Steel" Symmetry 14, no. 3: 477. https://doi.org/10.3390/sym14030477