
Compressive Mechanical Behavior and Corresponding Failure Mechanism of Polymethacrylimide Foam Induced by Thermo-Mechanical Coupling

Abstract
:
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. Introduction
2. Materials and Methods
2.1. Experimental Methods
2.2. Numerical Simulation Methods
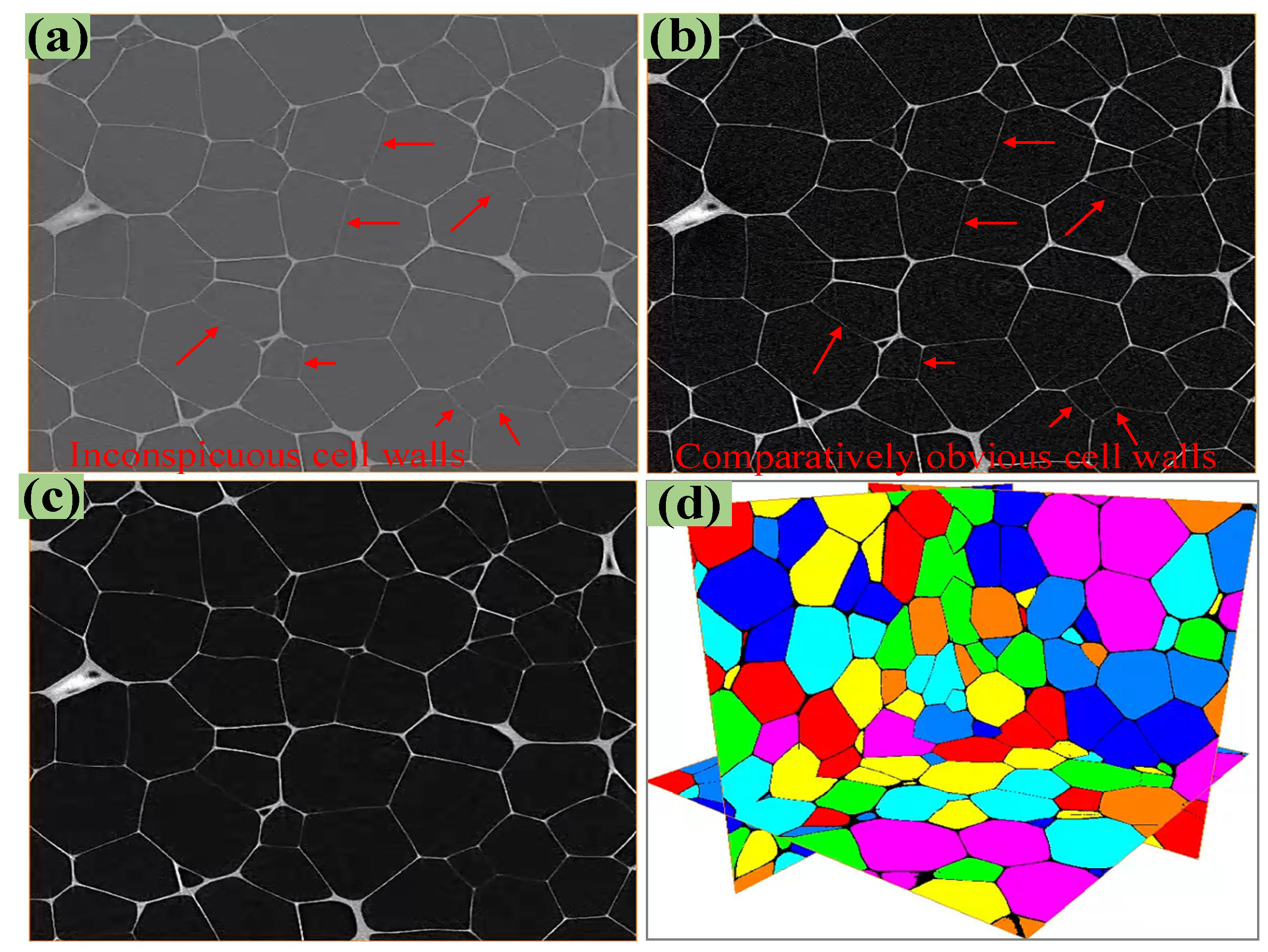
2.2.1. 3D Reconstruction of PMI Foam
2.2.2. Simulations Based on rRVE
3. Results and Discussion
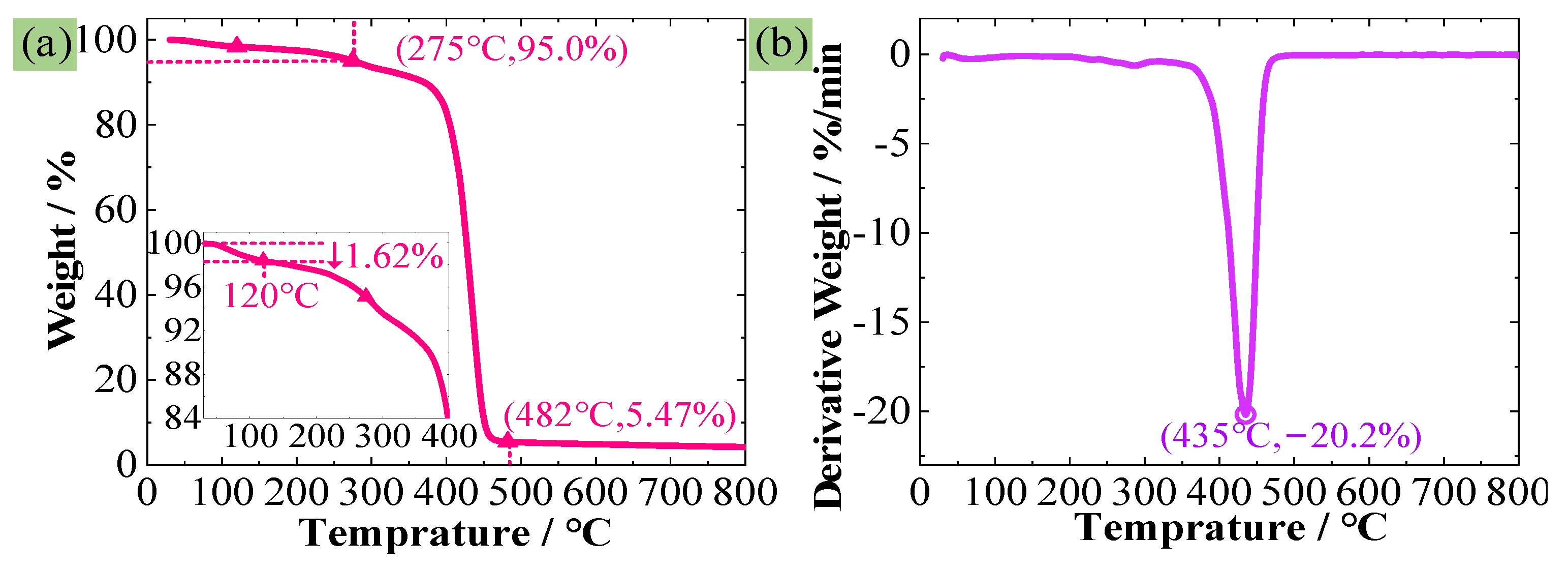
3.1. DMA and TGA Results
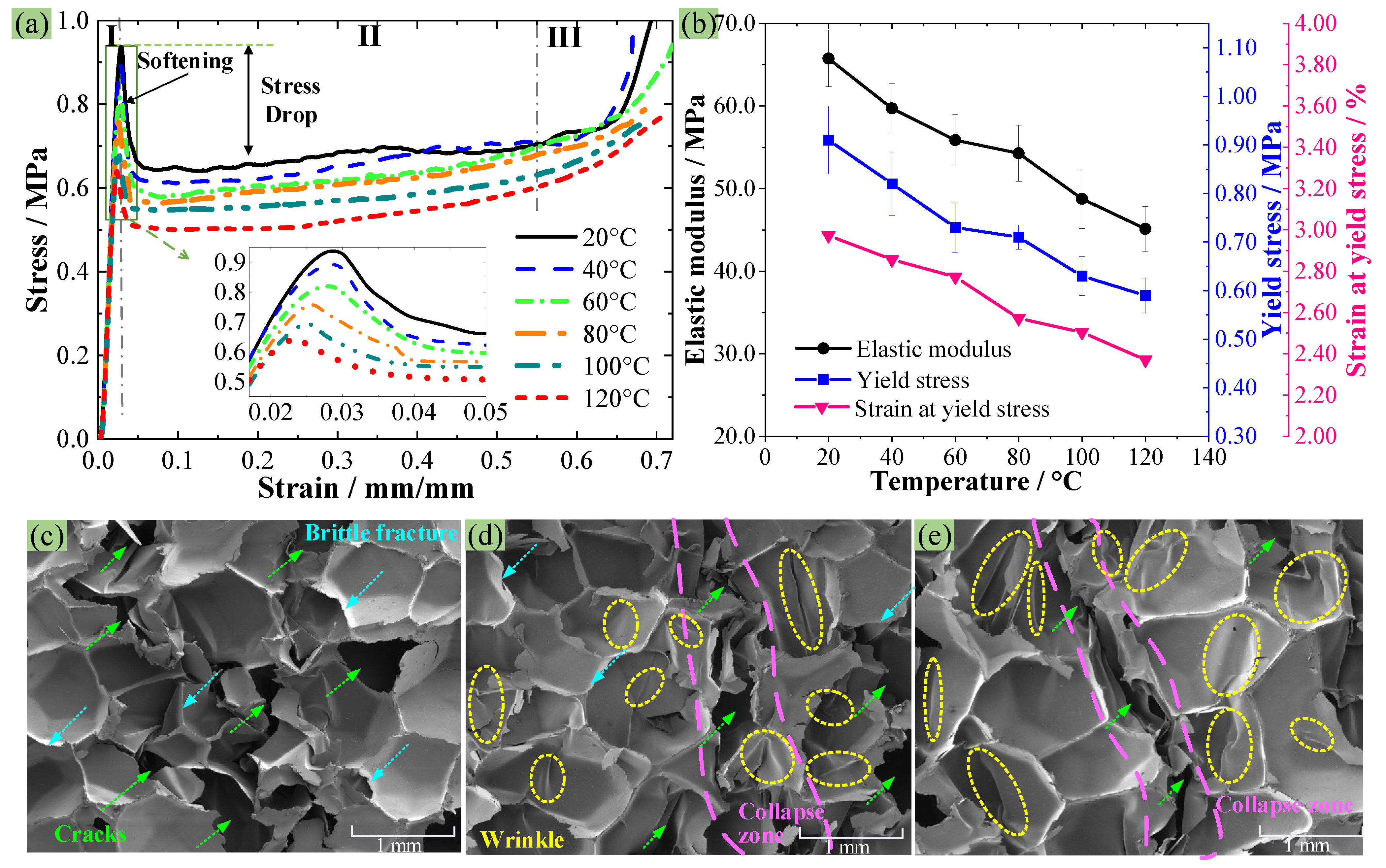
3.2. Compressive Mechanical Behavior of PMI Foam at 20–120 °C
3.3. Failure Mechanism of PMI Foam under Thermal–Mechanical Coupling
3.4. Influence of Air in Foam Cells on the Compressive Behavior
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Banhart, J. Manufacture, characterisation and application of cellular metals and metal foams. Prog. Mater. Sci. 2001, 46, 559–632. [Google Scholar] [CrossRef]
- Liu, Q.; Subhash, G. A phenomenological constitutive model for foams under large deformations. Polym. Eng. Sci. 2004, 44, 463–473. [Google Scholar] [CrossRef]
- Hwang, B.; Kim, S.; Kim, J.; Lee, J.-M. Dynamic compressive behavior of rigid polyurethane foam with various densities under different temperatures. Int. J. Mech. Sci. 2020, 180, 105657. [Google Scholar] [CrossRef]
- Avalle, M.; Belingardi, G.; Montanini, R. Characterization of polymeric structural foams under compressive impact loading by means of energy-absorption diagram. Int. J. Impact Eng. 2001, 25, 455–472. [Google Scholar] [CrossRef]
- Castanie, B.; Bouvet, C.; Ginot, M. Review of composite sandwich structure in aeronautic applications. Compos. Part C Open Access 2020, 1, 100004. [Google Scholar] [CrossRef]
- Gardner, N.; Wang, E.; Kumar, P.; Shukla, A. Blast mitigation in a sandwich composite using graded core and polyurea interlayer. Exp. Mech. 2012, 52, 119–133. [Google Scholar] [CrossRef]
- Seibert, H.F. PMI foam cores find further applications. Reinf. Plast. 2000, 44, 36–38. [Google Scholar]
- Gorbatkina, Y.A.; Ivanova-Mumjieva, V.G.; Kuperman, A.M.; Ponomarev, I.I.; Sidorenko, V.I. Adhesive ability of a heat-resistant double-chain polymer and the strength of CFRP based on it. Mech. Compos. Mater. 2008, 44, 371–378. [Google Scholar] [CrossRef]
- Rinker, M.; John, M.; Zahlen, P.C.; Schäuble, R. Face sheet debonding in CFRP/PMI sandwich structures under quasi-static and fatigue loading considering residual thermal stress. Eng. Fract. Mech. 2011, 78, 2835–2847. [Google Scholar] [CrossRef]
- Arezoo, S.; Tagarielli, V.L.; Siviour, C.R.; Schäuble, R. Compressive deformation of Rohacell foams: Effects of strain rate and temperature. Int. J. Impact Eng. 2013, 51, 50–57. [Google Scholar] [CrossRef]
- Seibert, H.F. Applications for PMI foams in aerospace sandwich structures. Reinf. Plast. 2006, 50, 44–48. [Google Scholar] [CrossRef]
- Duarte, A.; Mazzuca, P.; de Carvalho, J.L.; Tiago, C.; Firmo, J.; Correia, J. Determination of the temperature-dependent thermophysical properties of polymeric foams using numerical inverse analysis. Constr. Build. Mater. 2023, 394, 131980. [Google Scholar] [CrossRef]
- Xiang, W.; Wenfeng, H.; Guangping, G.; Xinwen, C. In Research On Mechanicals Properties of PMI foam. In Proceedings of the 2nd China International Conference on Composite Materials Technology (CCCM-2), Zhenjiang, China, 21–23 September 2015. [Google Scholar]
- Lv, Y. Uniaxial quasi-static compression performance of PMI foam at different temperatures and constitutive model establishment. Mech. Time-Depend. Mater. 2023; Under Review. [Google Scholar]
- Chen, X.; Zhang, M.; Lei, Y. Preparation and compression properties of PMI foam. Suliao Gongye 2011, 39, 60–63. [Google Scholar]
- Grace, I.; Pilipchuk, V.; Ibrahim, R.; Ayorinde, E. Temperature effect on non-stationary compressive loading response of polymethacrylimide solid foam. Compos. Struct. 2012, 94, 3052–3063. [Google Scholar] [CrossRef]
- Siivola, J.T.; Minakuchi, S.; Takeda, N. Effect of temperature and humidity conditions on polymethacrylimide (PMI) foam core material and indentation response of its sandwich structures. J. Sandw. Struct. Mater. 2015, 17, 335–358. [Google Scholar] [CrossRef]
- Grenestedt, J.L. Effective elastic behavior of some models for perfect cellular solids. Int. J. Solids Struct. 1999, 36, 1471–1501. [Google Scholar] [CrossRef]
- Rusch, K.C. Load-compression behavior of brittle foams. J. Appl. Polym. Sci. 1970, 14, 1263–1276. [Google Scholar] [CrossRef]
- Timpano, C.; Abdoli, H.; Leung, S.N.; Melenka, G.W. Characterization of open-cellular polymeric foams using micro-computed tomography. Polymer 2020, 202, 122628. [Google Scholar] [CrossRef]
- Ni, Y.; Liao, H.; Zhao, Q.; Wu, W.; Shi, Y.; Wu, S. Investigations of the failure behaviors of open-cell copper foam based on in-situ X-ray tomography compression experiments and image reconstructed finite element modeling. Eng. Fract. Mech. 2022, 263, 108323. [Google Scholar] [CrossRef]
- Su, B.; Jang, W. The microstructure characterization and elastic properties of closed-cell foams. Int. J. Solids Struct. 2022, 257, 111700. [Google Scholar] [CrossRef]
- Zhou, Y.; Xue, B.; Zhang, W.; Wang, R. Prediction of bulk mechanical properties of PVC foam based on microscopic model: Part I-Microstructure characterization and generation algorithm. Polym. Test. 2023, 117, 107872. [Google Scholar] [CrossRef]
- Chai, H.W.; Xie, Z.L.; Xiao, X.H.; Huang, J.; Luo, S. Microstructural characterization and constitutive modeling of deformation of closed-cell foams based on in situ x-ray tomography. Int. J. Plast. 2020, 131, 102730. [Google Scholar] [CrossRef]
- Bastawros, A.F.; Bart-Smith, H.; Evans, A.G. Experimental analysis of deformation mechanisms in a closed-cell aluminum alloy foam. J Mech Phys Solids 2000, 48, 301–322. [Google Scholar] [CrossRef]
- ASTM D4065-20; Standard Practice for Plastics: Dynamic Mechanical Properties: Determination and Standard Practice for Plastics: Dynamic Mechanical Properties: Determination and Report of Procedures. ASTM International: West Conshohocken, PA, USA, 2020.
- ASTM D1621-16; Standard Test Method for Compressive Properties of Rigid Cellular Plastics. ASTM International: West Conshohocken, PA, USA, 2023.
- Jeon, I.; Katou, K.; Sonoda, T.; Kang, K.J. Cell wall mechanical properties of closed-cell Al foam. Mech Mater 2009, 41, 60–73. [Google Scholar] [CrossRef]
- Fiedler, B.; Hojo, M.; Ochiai, S.; Ando, M. Failure behavior of an epoxy matrix under different kinds of static loading. Compos. Sci. Technol. 2001, 61, 1615–1624. [Google Scholar] [CrossRef]
- Rahimidehgolan, F.; Altenhof, W. Compressive behavior and deformation mechanisms of rigid polymeric foams: A review. Compos. Part B Eng. 2023, 253, 110513. [Google Scholar] [CrossRef]
- Gibson, L.J. Cellular solids. MRS Bull. 2003, 28, 270–274. [Google Scholar] [CrossRef]
- Fahlbusch, N.; Grenestedt, J.L.; Becker, W. Effective failure behavior of an analytical and a numerical model for closed-cell foams. Int. J. Solids Struct. 2016, 97, 417–430. [Google Scholar] [CrossRef]
- Mills, N.J.; Stämpfli, R.; Marone, F.; Brühwiler, P. Finite element micromechanics model of impact compression of closed-cell polymer foams. Int. J. Solids Struct. 2009, 46, 677–697. [Google Scholar] [CrossRef]
- Patterson, B.M.; Cordes, N.L.; Henderson, K.; Williams, J.J.; Stannard, T.; Singh, S.S.; Ovejero, A.R.; Xiao, X.; Robinson, M.; Chawla, N. In situ X-ray synchrotron tomographic imaging during the compression of hyper-elastic polymeric materials. J. Mater. Sci. 2016, 51, 171–187. [Google Scholar] [CrossRef]









Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xing, Z.; Cen, Q.; Wang, Q.; Li, L.; Wang, Z.; Liu, L. Compressive Mechanical Behavior and Corresponding Failure Mechanism of Polymethacrylimide Foam Induced by Thermo-Mechanical Coupling. Polymers 2024, 16, 1199. https://doi.org/10.3390/polym16091199
Xing Z, Cen Q, Wang Q, Li L, Wang Z, Liu L. Compressive Mechanical Behavior and Corresponding Failure Mechanism of Polymethacrylimide Foam Induced by Thermo-Mechanical Coupling. Polymers. 2024; 16(9):1199. https://doi.org/10.3390/polym16091199
Chicago/Turabian StyleXing, Zeyang, Qianying Cen, Qingyou Wang, Lili Li, Zhigang Wang, and Ling Liu. 2024. "Compressive Mechanical Behavior and Corresponding Failure Mechanism of Polymethacrylimide Foam Induced by Thermo-Mechanical Coupling" Polymers 16, no. 9: 1199. https://doi.org/10.3390/polym16091199