
Influence of Post-Processing on the Degree of Conversion and Mechanical Properties of 3D-Printed Polyurethane Aligners
 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Specimen Preparation
2.2. Post-Processing Protocols
2.3. Polymerization Process
- Ambient air: The specimens were left to cure in a controlled environment with regular atmospheric conditions;
- Oxygen-devoid environment: In this setting, the specimens were placed in a Tera Harz Cure THC2 (Graphy, Seoul, Republic of Korea) with a generator of nitrogen to inhibit oxygen, to facilitate a different polymerization process, potentially leading to variations in the material properties.
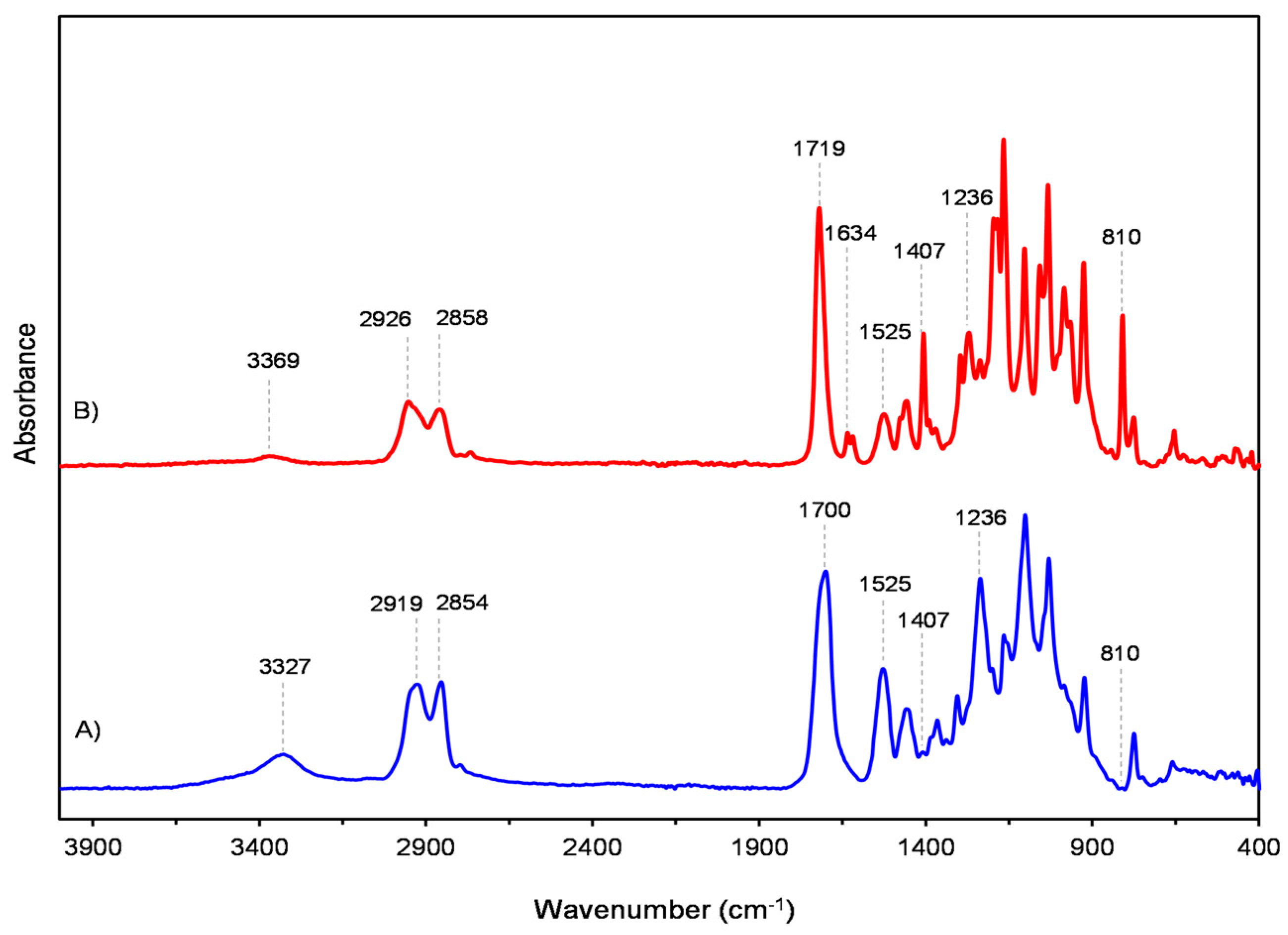
2.4. ATR-FTIR Analysis
2.5. Mechanical Testing
2.5.1. Flexural Modulus
2.5.2. Hardness Measurement
2.6. Statistical Analysis
3. Results
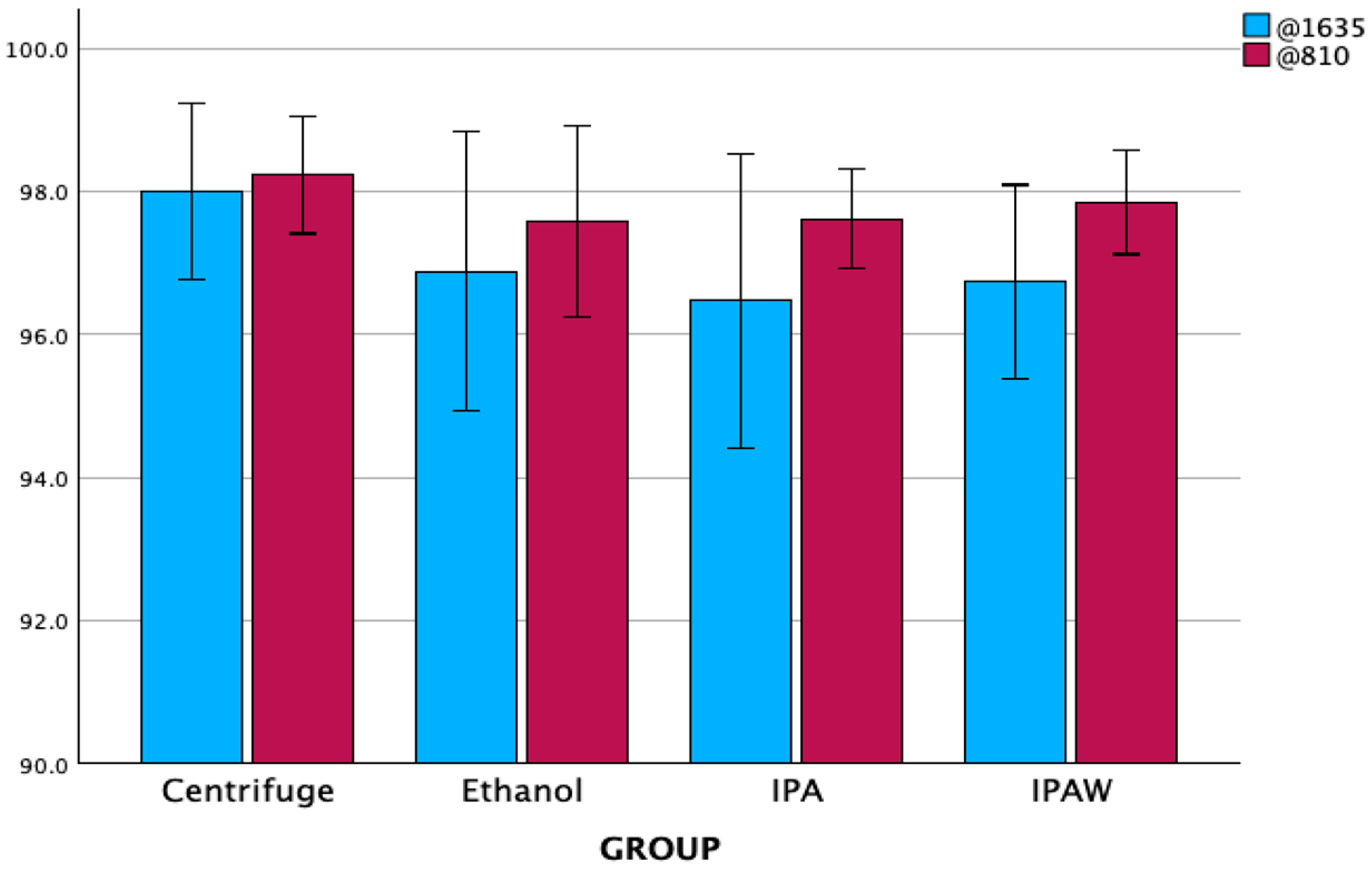
3.1. Degree of Conversion
3.2. Flexural Modulus
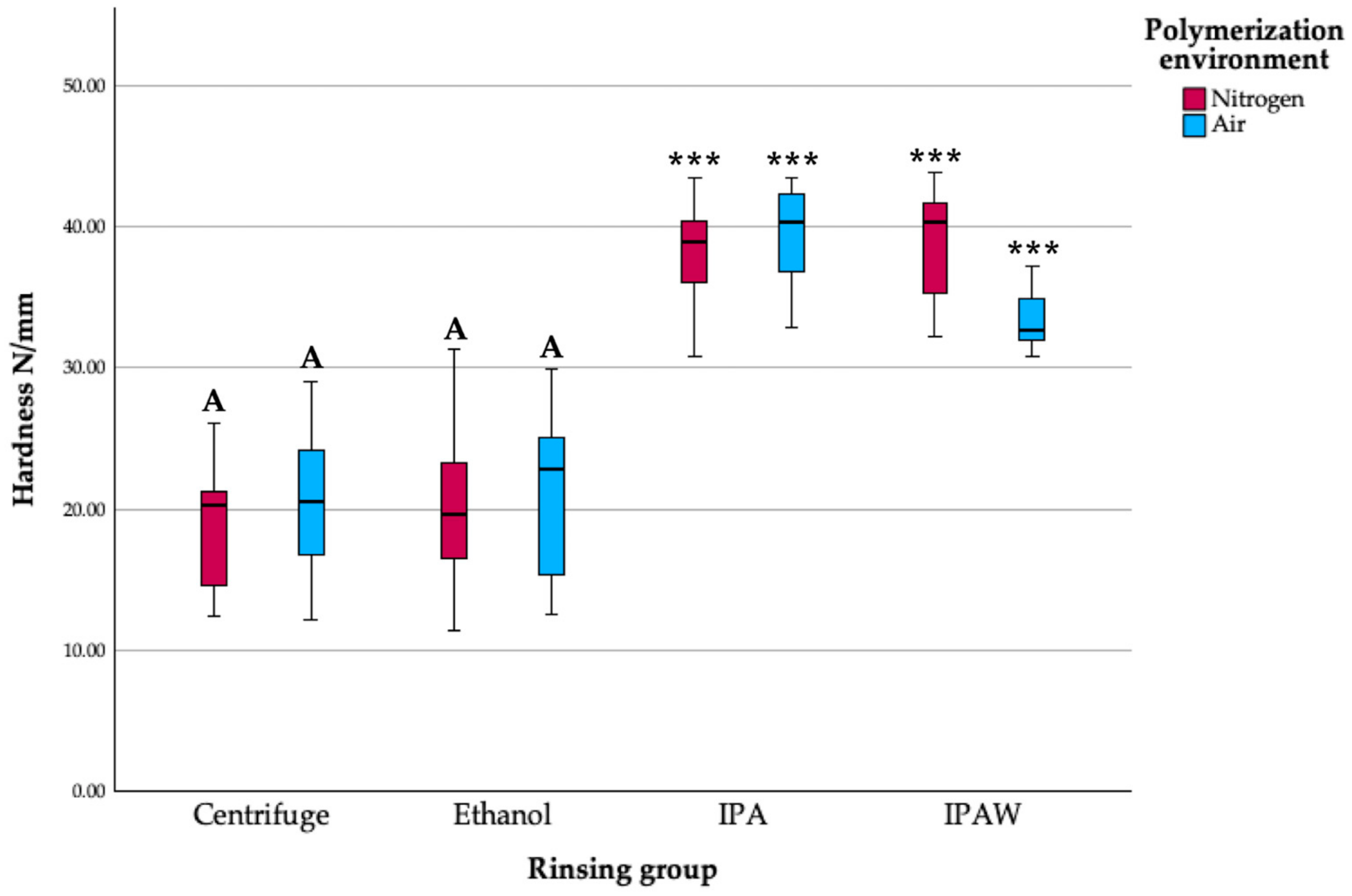
3.3. Hardness (Ball Identation Method)
4. Discussion
5. Conclusions
- The FTIR spectra indicated the presence of polyurethane and acrylate compounds in both liquid and polymerized Tera Harz TC-85 resin, with distinct changes in N–H, C=O, and C=C stretching vibrations due to polymerization;
- The highest degree of conversion was observed in the standard protocol (98.4%), with no significant differences across groups. However, the polymerization environment significantly influenced the degree of conversion (ηp2 = 0.240, p = 0.011);
- The rinsing protocols and polymerization environments substantially affected the flexural modulus (ηp2 = 0.638, p < 0.001), with the standard protocol showing the highest modulus and isopropanol rinsing with air polymerization yielding the lowest;
- Hardness measurements showed no significant difference among the control and centrifuge + air groups as well as the ethanol rinsing groups, while IPA treatments led to a significantly higher hardness compared to other groups.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Tian, Y.; Chen, C.; Xu, X.; Wang, J.; Hou, X.; Li, K.; Lu, X.; Shi, H.; Lee, E.-S.; Jiang, H.B. A Review of 3D Printing in Dentistry: Technologies, Affecting Factors, and Applications. Scanning 2021, 2021, 9950131. [Google Scholar] [CrossRef] [PubMed]
- Tartaglia, G.M.; Mapelli, A.; Maspero, C.; Santaniello, T.; Serafin, M.; Farronato, M.; Caprioglio, A. Direct 3D Printing of Clear Orthodontic Aligners: Current State and Future Possibilities. Materials 2021, 14, 1799. [Google Scholar] [CrossRef] [PubMed]
- Bruni, A.; Serra, F.G.; Deregibus, A.; Castroflorio, T. Shape-Memory Polymers in Dentistry: Systematic Review and Patent Landscape Report. Materials 2019, 12, 2216. [Google Scholar] [CrossRef] [PubMed]
- Bichu, Y.M.; Alwafi, A.; Liu, X.; Andrews, J.; Ludwig, B.; Bichu, A.Y.; Zou, B. Advances in Orthodontic Clear Aligner Materials. Bioact. Mater. 2023, 22, 384–403. [Google Scholar] [CrossRef] [PubMed]
- Park, S.Y.; Choi, S.H.; Yu, H.S.; Kim, S.J.; Kim, H.; Kim, K.B.; Cha, J.Y. Comparison of Translucency, Thickness, and Gap Width of Thermoformed and 3D-Printed Clear Aligners Using Micro-CT and Spectrophotometer. Sci. Rep. 2023, 13, 10921. [Google Scholar] [CrossRef] [PubMed]
- Goracci, C.; Juloski, J.; D’Amico, C.; Balestra, D.; Volpe, A.; Juloski, J.; Vichi, A. Clinically Relevant Properties of 3D Printable Materials for Intraoral Use in Orthodontics: A Critical Review of the Literature. Materials 2023, 16, 2166. [Google Scholar] [CrossRef] [PubMed]
- Lee, S.Y.; Kim, H.; Kim, H.-J.; Chung, C.J.; Choi, Y.J.; Kim, S.-J.; Cha, J.-Y. Thermo-Mechanical Properties of 3D Printed Photocurable Shape Memory Resin for Clear Aligners. Sci. Rep. 2022, 12, 6246. [Google Scholar] [CrossRef] [PubMed]
- Graf, I.; Puppe, C.; Schwarze, J.; Höfer, K.; Christ, H.; Braumann, B. Evaluation of Effectiveness and Stability of Aligner Treatments Using the Peer Assessment Rating Index. J. Orofac. Orthop. 2020, 82, 23–31. [Google Scholar] [CrossRef]
- Jindal, P.; Juneja, M.; Bajaj, D.; Siena, F.L.; Breedon, P. Effects of Post-Curing Conditions on Mechanical Properties of 3D Printed Clear Dental Aligners. Rapid Prototyp. J. 2020, 26, 1337–1344. [Google Scholar] [CrossRef]
- Bayarsaikhan, E.; Lim, J.-H.; Shin, S.-H.; Park, K.-H.; Park, Y.-B.; Lee, J.-H.; Kim, J.-E. Effects of Postcuring Temperature on the Mechanical Properties and Biocompatibility of Three-Dimensional Printed Dental Resin Material. Polymers 2021, 13, 1180. [Google Scholar] [CrossRef]
- Wienen, D.; Gries, T.; Cooper, S.L.; Heath, D.E. An Overview of Polyurethane Biomaterials and Their Use in Drug Delivery. J Control Release 2023, 363, 376–388. [Google Scholar] [CrossRef] [PubMed]
- Moon, J.; Kwak, S.B.; Lee, J.Y.; Oh, J.S. Recent Development in Polyurethanes for Automotives. Elastomers Compos. 2017, 52, 249–256. [Google Scholar] [CrossRef]
- Wu, Y.; An, C.; Guo, Y. 3D Printed Graphene and Graphene/Polymer Composites for Multifunctional Applications. Materials 2023, 16, 5681. [Google Scholar] [CrossRef] [PubMed]
- Tung, C.C.; Lin, Y.H.; Chen, Y.W.; Wang, F.M. Enhancing the Mechanical Properties and Aging Resistance of 3D-Printed Polyurethane through Polydopamine and Graphene Coating. Polymers 2023, 15, 3744. [Google Scholar] [CrossRef] [PubMed]
- Cojocaru, V.; Frunzaverde, D.; Miclosina, C.-O.; Marginean, G. The Influence of the Process Parameters on the Mechanical Properties of PLA Specimens Produced by Fused Filament Fabrication—A Review. Polymers 2022, 14, 886. [Google Scholar] [CrossRef]
- Schwartz, J.J. Additive Manufacturing: Frameworks for Chemical Understanding and Advancement in Vat Photopolymerization. MRS Bull. 2022, 47, 628–641. [Google Scholar] [CrossRef]
- Studer, K.; Decker, C.; Beck, E.; Schwalm, R. Overcoming Oxygen Inhibition in UV-Curing of Acrylate Coatings by Carbon Dioxide Inerting, Part I. Prog. Org. Coat. 2003, 48, 92–100. [Google Scholar] [CrossRef]
- Chockalingam, K.; Jawahar, N.; Chandrasekhar, U. Influence of layer thickness on mechanical properties in stereolithography. Rapid Prototyp. J. 2006, 12, 106–113. [Google Scholar] [CrossRef]
- Schittecatte, L.; Geertsen, V.; Bonamy, D.; Nguyen, T.T.; Guénoun, P. From Resin Formulation and Process Parameters to the Final Mechanical Properties of 3D Printed Acrylate Materials. MRS Commun. 2023, 13, 357–377. [Google Scholar] [CrossRef]
- Reymus, M.; Lümkemann, N.; Stawarczyk, B. 3D-printed material for temporary restorations: Impact of print layer thickness and post-curing method on degree of conversion. Int. J. Comput. Dent. 2019, 22, 231–237. [Google Scholar]
- Mortadi, N.A.; Eggbeer, D.; Lewis, J.; Williams, R.J. CAD/CAM/AM applications in the manufacture of dental appliances. Am. J. Orthod. Dentofacial. Orthop. 2012, 142, 727–733. [Google Scholar] [CrossRef] [PubMed]
- Li, P.; Lambart, A.-L.; Stawarczyk, B.; Reymus, M.; Spintzyk, S. Postpolymerization of a 3D-Printed Denture Base Polymer: Impact of Post-Curing Methods on Surface Characteristics, Flexural Strength, and Cytotoxicity. J. Dent. 2021, 115, 103856. [Google Scholar] [CrossRef] [PubMed]
- Aati, S.; Akram, Z.; Shrestha, B.; Patel, J.; Shih, B.; Shearston, K.; Ngo, H.; Fawzy, A. Effect of Post-Curing Light Exposure Time on the Physico-Mechanical Properties and Cytotoxicity of 3D-Printed Denture Base Material. Dent. Mater. J. 2022, 38, 57–67. [Google Scholar] [CrossRef] [PubMed]
- Soto-Montero, J.; de Castro, E.F.; Romano, B.C.; Nima, G.; Shimokawa, C.A.K.; Giannini, M. Color alterations, flexural strength, and microhardness of 3D printed resins for fixed provisional restoration using different post-curing times. Dent. Mater. 2022, 38, 1271–1282. [Google Scholar] [CrossRef] [PubMed]
- Song, G.; Son, J.-W.; Jang, J.-H.; Choi, S.-H.; Jang, W.-H.; Lee, B.-N.; Park, C. Comparing Volumetric and Biological Aspects of 3D-Printed Interim Restorations under Various Post-Curing Modes. J. Adv. Prosthodont. 2021, 13, 71. [Google Scholar] [CrossRef] [PubMed]
- Väyrynen, V.O.; Tanner, J.; Vallittu, P.K. The anisotropicity of the flexural properties of an occlusal device material processed by stereolithography. J. Prosthet. Dent. 2016, 116, 811–817. [Google Scholar] [CrossRef] [PubMed]
- Wada, J.; Wada, K.; Gibreel, M.; Wakabayashi, N.; Iwamoto, T.; Vallittu, P.K.; Lassila, L. Effect of Nitrogen Gas Post-Curing and Printer Type on the Mechanical Properties of 3D-Printed Hard Occlusal Splint Material. Polymers 2022, 14, 3971. [Google Scholar] [CrossRef]
- Perea-Lowery, L.; Gibreel, M.; Vallittu, P.K.; Lassila, L. Evaluation of the Mechanical Properties and Degree of Conversion of 3D Printed Splint Material. J. Mech. Behav. Biomed. Mater. 2021, 115, 104254. [Google Scholar] [CrossRef]
- Zinelis, S.; Panayi, N.; Polychronis, G.; Papageorgiou, S.N.; Eliades, T. Comparative Analysis of Mechanical Properties of Orthodontic Aligners Produced by Different Contemporary 3D Printers. Orthod. Craniofac. Res. 2022, 25, 336–341. [Google Scholar] [CrossRef]
- Lutz, A.M.; Hampe, R.; Roos, M.; Lümkemann, N.; Eichberger, M.; Stawarczyk, B. Fracture resistance and 2-body wear of 3-dimensional-printed occlusal devices. J. Prosthet. Dent. 2019, 121, 166–172. [Google Scholar] [CrossRef]
- Prpic, V.; Spehar, F.; Stajdohar, D.; Bjelica, R.; Cimic, S.; Par, M. Mechanical Properties of 3D-Printed Occlusal Splint Materials. Dent. J. 2023, 11, 199. [Google Scholar] [CrossRef] [PubMed]
- Gomez, S. An Experimental Study on the Mechanical Properties and Chemical Composition of LCD 3D Printed Specimens. Electronic Theses and Dissertations, Georgia Southern University, Statesboro, GA, USA, 2023. [Google Scholar]
- Kavda, S.; Golfomitsou, S.; Richardson, E. Effects of Selected Solvents on PMMA after Prolonged Exposure: Unilateral NMR and ATR-FTIR Investigations. Herit. Sci. 2023, 11, 63. [Google Scholar] [CrossRef]
- Lim, J.-H.; Lee, S.-Y.; Gu, H.; Jin, G.; Kim, J.-E. Evaluating oxygen shielding effect using glycerin or vacuum with varying temperature on 3D printed photopolymer in post-polymerization. J. Mech. Behav. Biomed. Mater. 2022, 130, 105170. [Google Scholar] [CrossRef] [PubMed]
- HRN EN ISO 178:2019; Plastics—Determination of Flexural Properties. ISO: Geneva, Switzerland, 2019.
- ISO 2039-1:2001; Plastics—Determination of Hardness—Part 1: Ball Indentation Method. ISO: Geneva, Switzerland, 2001.
- Iftekar, S.F.; Aabid, A.; Amir, A.; Baig, M. Advancements and Limitations in 3D Printing Materials and Technologies: A Critical Review. Polymers 2023, 15, 2519. [Google Scholar] [CrossRef] [PubMed]
- Arefin, A.M.E.; Khatri, N.R.; Kulkarni, N.; Egan, P.F. Polymer 3D Printing Review: Materials, Process, and Design Strategies for Medical Applications. Polymers 2021, 13, 1499. [Google Scholar] [CrossRef] [PubMed]
- Amza, C.G.; Zapciu, A.; Constantin, G.; Baciu, F.; Vasile, M.I. Enhancing Mechanical Properties of Polymer 3D Printed Parts. Polymers 2021, 13, 562. [Google Scholar] [CrossRef] [PubMed]
- Hwangbo, N.-K.; Nam, N.-E.; Choi, J.-H.; Kim, J.-E. Effects of the Washing Time and Washing Solution on the Biocompatibility and Mechanical Properties of 3D Printed Dental Resin Materials. Polymers 2021, 13, 4410. [Google Scholar] [CrossRef] [PubMed]
- Portoaca, A.I.; Ripeanu, R.G.; Diniță, A.; Tănase, M. Optimization of 3D Printing Parameters for Enhanced Surface Quality and Wear Resistance. Polymers 2023, 15, 3419. [Google Scholar] [CrossRef]
- Ji, A.; Zhang, S.; Bhagia, S.; Yoo, C.G.; Ragauskas, A.J.A. 3D Printing of Biomass-Derived Composites: Application and Characterization Approaches. RSC Adv. 2020, 10, 21698–21723. [Google Scholar] [CrossRef]
- Vadillo, J.; Larraza, I.; Calvo-Correas, T.; Gabilondo, N.; Derail, C.; Eceiza, A. Design of a Waterborne Polyurethane–Urea Ink for Direct Ink Writing 3D Printing. Materials 2021, 14, 3287. [Google Scholar] [CrossRef]
- Joo, H.-S.; Park, Y.-J.; Do, H.-S.; Kim, H.-J.; Song, S.-Y.; Choi, K.-Y. The Curing Performance of UV-Curable Semi-Interpenetrating Polymer Network Structured Acrylic Pressure-Sensitive Adhesives. J. Adhes. Sci. Technol. 2007, 21, 575–588. [Google Scholar] [CrossRef]
- Mashouf, G.; Ebrahimi, M.; Bastani, S. UV Curable Urethane Acrylate Coatings Formulation: Experimental Design Approach. Pigment Resin Technol. 2014, 43, 61–68. [Google Scholar] [CrossRef]
- Oprea, S.; Vlad, S.; Stanciu, A. Poly(urethane-methacrylate)s. Synthesis and characterization. Polymer 2001, 42, 7257–7266. [Google Scholar] [CrossRef]
- Park, Y.-J.; Lim, D.-H.; Kim, H.-J.; Park, D.-S.; Sung, I.-K. UV- and Thermal-Curing Behaviors of Dual-Curable Adhesives Based on Epoxy Acrylate Oligomers. Int. J. Adhes. Adhes. 2009, 29, 710–717. [Google Scholar] [CrossRef]
- Agha, A.; Parker, S.; Patel, M. Polymerization Shrinkage Kinetics and Degree of Conversion of Commercial and Experimental Resin Modified Glass Ionomer Luting Cements (RMGICs). Dent. Mater. 2020, 36, 893–904. [Google Scholar] [CrossRef] [PubMed]
- Kunwong, D.; Sumanochitraporn, N.; Kaewpirom, S. Curing Behavior of a UV-Curable Coating Based on Urethane Acrylate Oligomer: The Influence of Reactive Monomers. Songklanakarin J. Sci. Technol. 2011, 33, 201–207. [Google Scholar]
- Smith, B.C. Infrared Spectroscopy of Polymers XIII: Polyurethanes. Spectroscopy 2023, 38, 14–18. [Google Scholar] [CrossRef]
- Ravi, P.; Chepelev, L.L.; Lawera, N.; Haque, K.M.A.; Chen, V.C.P.; Ali, A.; Rybicki, F.J. A Systematic Evaluation of Medical 3D Printing Accuracy of Multi-Pathological Anatomical Models for Surgical Planning Manufactured in Elastic and Rigid Material Using Desktop Inverted Vat Photopolymerization. Med. Phys. 2021, 48, 3223–3233. [Google Scholar] [CrossRef]
- Bao, Y. Recent Trends in Advanced Photoinitiators for Vat Photopolymerization 3D Printing. Macromol. Rapid Commun. 2022, 43, e2200202. [Google Scholar] [CrossRef] [PubMed]
- Tessanan, W.; Daniel, P.; Phinyocheep, P. Mechanical Properties’ Strengthening of Photosensitive 3D Resin in Lithography Technology Using Acrylated Natural Rubber. Polymers 2023, 15, 4110. [Google Scholar] [CrossRef]
- Xie, Y.; Zhang, Y.; Zhuang, C.; Hu, X.; Zhao, Y.; Huang, H.; Dong, Z. Experimental Study on Flammability Limits Behavior of Methane, Ethane, and Propane with Dilution of Nitrogen. ACS Omega 2023, 8, 28758–28768. [Google Scholar] [CrossRef] [PubMed]
- Höllig, A.; Schug, A.; Fahlenkamp, A.; Rossaint, R.; Coburn, M.; Argon Organo-Protective Network (AON). Argon: Systematic Review on Neuro- and Organoprotective Properties of an “Inert” Gas. Int. J. Mol. Sci. 2014, 15, 18175–18196. [Google Scholar] [CrossRef] [PubMed]
- Zhao, Z.; Mu, X.; Wu, J.; Hu, Q.; Fang, D. Effects of Oxygen on Interfacial Strength of Incremental Forming of Materials by Photopolymerization. Extreme Mech. Lett. 2016, 9, 108–118. [Google Scholar] [CrossRef]
- Sarabia-Vallejos, M.A.; Rodríguez-Umanzor, F.E.; González-Henríquez, C.M.; Rodríguez-Hernández, J. Innovation in Additive Manufacturing Using Polymers: A Survey on the Technological and Material Developments. Polymers 2022, 14, 1351. [Google Scholar] [CrossRef] [PubMed]
- Bednarczyk, P.; Mozelewska, K.; Nowak, M.; Czech, Z. Photocurable Epoxy Acrylate Coatings Preparation by Dual Cationic and Radical Photocrosslinking. Materials 2021, 14, 4150. [Google Scholar] [CrossRef] [PubMed]
- Wu, B.; Chen, X.; Liu, Z.; Jiang, L.; Yuan, Y.; Yan, P.; Zhou, C.; Lei, J. Room Temperature Curing of Acrylate-Functionalized Polyurethanes Based on the Solvent-Free Redox Polymerization. Prog. Org. Coat. 2018, 124, 16–24. [Google Scholar] [CrossRef]
- Ge, X.; Ye, Q.; Song, L.; Misra, A.; Spencer, P. Visible-Light Initiated Free-Radical/Cationic Ring-Opening Hybrid Photopolymerization of Methacrylate/Epoxy: Polymerization Kinetics, Crosslinking Structure, and Dynamic Mechanical Properties. Macromol. Chem. Phys. 2015, 216, 856–872. [Google Scholar] [CrossRef] [PubMed]
- O’Brien, A.K.; Bowman, C.N. Impact of Oxygen on Photopolymerization Kinetics and Polymer Structure. Macromolecules 2006, 39, 2501–2506. [Google Scholar] [CrossRef]
- Ligon, S.C.; Husár, B.; Wutzel, H.; Holman, R.J.; Liska, R. Strategies to Reduce Oxygen Inhibition in Photoinduced Polymerization. Chem. Rev. 2013, 114, 557–589. [Google Scholar] [CrossRef]
- Husar, B.; Ligon, S.C.; Wutzel, H.; Hoffmann, H.; Liska, R. Experimental Comparison of Various Anti-Oxygen Inhibition Strategies in LED Curing. In Proceedings of the Radtech UV & EB Technical Conference, Bethesda, MD, USA, 12–14 May 2014. [Google Scholar]
- Mat, M.A.C.; Ramli, F.R.; Sudin, M.N.; Herawan, S.G.; Alkahari, M.R. The Effect of Tensile Strength and Surface Roughness by Varying Oxygen Level in 3D Printer Chamber. J. Tribol. 2022, 33, 80–96. [Google Scholar]
- Mazlan, S.N.; Alkahari, M.R.; Maidin, N.A.; Ramli, F.R.; Sudin, M.N.; Dong, L.G.; Mohamad, I.S. Influence of inert gas assisted 3D printing machine on the surface roughness and strength of printed component. In Proceedings of the Mechanical Engineering Research Day, Melaka, Malaysia, 3 May 2018. [Google Scholar]
- Adetunji, C.O.; Olaniyan, O.T.; Anani, O.A.; Inobeme, A.; Mathew, J.T. Environmental Impact of Polyurethane Chemistry. ACS Symp. Ser. 2021, 393–411. [Google Scholar] [CrossRef]
- Golling, F.E.; Pires, R.; Hecking, A.; Weikard, J.; Richter, F.; Danielmeier, K.; Dijkstra, D. Polyurethanes for Coatings and Adhesives—Chemistry and Applications. Polym. Int. 2018, 68, 848–855. [Google Scholar] [CrossRef]
- Ferracane, J.L. Hygroscopic and Hydrolytic Effects in Dental Polymer Networks. Dent. Mater. J. 2006, 22, 211–222. [Google Scholar] [CrossRef] [PubMed]
- Par, M.; Marovic, D.; Attin, T.; Tarle, Z.; Tauböck, T. The effect of rapid high-intensity light-curing on micromechanical properties of bulk-fill and conventional resin composites. Sci Rep. 2020, 10, 10560. [Google Scholar] [CrossRef] [PubMed]
- Shin, E.J.; Choi, S.M. Advances in Waterborne Polyurethane-Based Biomaterials for Biomedical Applications. Adv. Exp. Med. Biol. 2018, 1077, 251–283. [Google Scholar] [CrossRef] [PubMed]
- Kohda, N.; Iijima, M.; Muguruma, T.; Brantley, W.A.; Ahluwalia, K.S.; Mizoguchi, I. Effects of Mechanical Properties of Thermoplastic Materials on the Initial Force of Thermoplastic Appliances. Angle Orthod. 2012, 83, 476–483. [Google Scholar] [CrossRef] [PubMed]
- Dalaie, K.; Fatemi, S.M.; Ghaffari, S. Dynamic Mechanical and Thermal Properties of Clear Aligners after Thermoforming and Aging. Prog. Orthod. 2021, 22, 15. [Google Scholar] [CrossRef]
- Basavarajappa, S.; Al-Kheraif, A.A.A.; ElSharawy, M.; Vallittu, P.K. Effect of Solvent/Disinfectant Ethanol on the Micro-Surface Structure and Properties of Multiphase Denture Base Polymers. J. Mech. Behav. Biomed. Mater. 2016, 54, 1–7. [Google Scholar] [CrossRef]
- Macrì, M.; Murmura, G.; Varvara, G.; Traini, T.; Festa, F. Clinical Performances and Biological Features of Clear Aligners Materials in Orthodontics. Front. Mater. 2022, 9, 819121. [Google Scholar] [CrossRef]
- AlMogbel, A.A. Clear Aligner Therapy: Up to Date Review Article. J. Orthod. Sci. 2023, 12, 37. [Google Scholar] [CrossRef]
- Castroflorio, T.; Sedran, A.; Parrini, S.; Garino, F.; Reverdito, M.; Capuozzo, R.; Mutinelli, S.; Grybauskas, S.; Vaitiekūnas, M.; Deregibus, A. Predictability of Orthodontic Tooth Movement with Aligners: Effect of Treatment Design. Prog. Orthod. 2023, 24, 2. [Google Scholar] [CrossRef] [PubMed]
- Panayi, N.C. Directly Printed Aligner: Aligning with the Future. Turk. J. Orthod. 2023, 36, 62–69. [Google Scholar] [CrossRef] [PubMed]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mean | 95.0% Lower CL for Mean | 95.0% Upper CL for Mean | Standard Deviation | ||
|---|---|---|---|---|---|
| Centrifuge | Nitrogen | 98.40 | 98.14 | 98.66 | 0.16 |
| Air | 98.05 | 96.13 | 99.96 | 1.21 | |
| Ethanol | Nitrogen | 98.62 | 97.93 | 99.31 | 0.43 |
| Air | 96.54 | 94.86 | 98.22 | 1.06 | |
| IPA | Nitrogen | 97.78 | 96.50 | 99.07 | 0.81 |
| Air | 97.45 | 96.43 | 98.46 | 0.64 | |
| IPAW | Nitrogen | 98.00 | 96.67 | 99.33 | 0.84 |
| Air | 97.69 | 96.59 | 98.78 | 0.69 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Šimunović, L.; Jurela, A.; Sudarević, K.; Bačić, I.; Haramina, T.; Meštrović, S. Influence of Post-Processing on the Degree of Conversion and Mechanical Properties of 3D-Printed Polyurethane Aligners. Polymers 2024, 16, 17. https://doi.org/10.3390/polym16010017
Šimunović L, Jurela A, Sudarević K, Bačić I, Haramina T, Meštrović S. Influence of Post-Processing on the Degree of Conversion and Mechanical Properties of 3D-Printed Polyurethane Aligners. Polymers. 2024; 16(1):17. https://doi.org/10.3390/polym16010017
Chicago/Turabian StyleŠimunović, Luka, Antonija Jurela, Karlo Sudarević, Ivana Bačić, Tatjana Haramina, and Senka Meštrović. 2024. "Influence of Post-Processing on the Degree of Conversion and Mechanical Properties of 3D-Printed Polyurethane Aligners" Polymers 16, no. 1: 17. https://doi.org/10.3390/polym16010017