
Effect of 3D Printing Process Parameters and Heat Treatment Conditions on the Mechanical Properties and Microstructure of PEEK Parts
Abstract
:1. Introduction
2. Experimental Preparation
2.1. Printing Parameter Settings
- Filling angle
- 2.
- Extrusion rate
- 3.
- Printing orientation
2.2. Heat Treatment Settings
2.3. Experimental Test Models and Test Method
3. Experimental Results and Discussion
3.1. The Impact of Printing Parameters on Performance
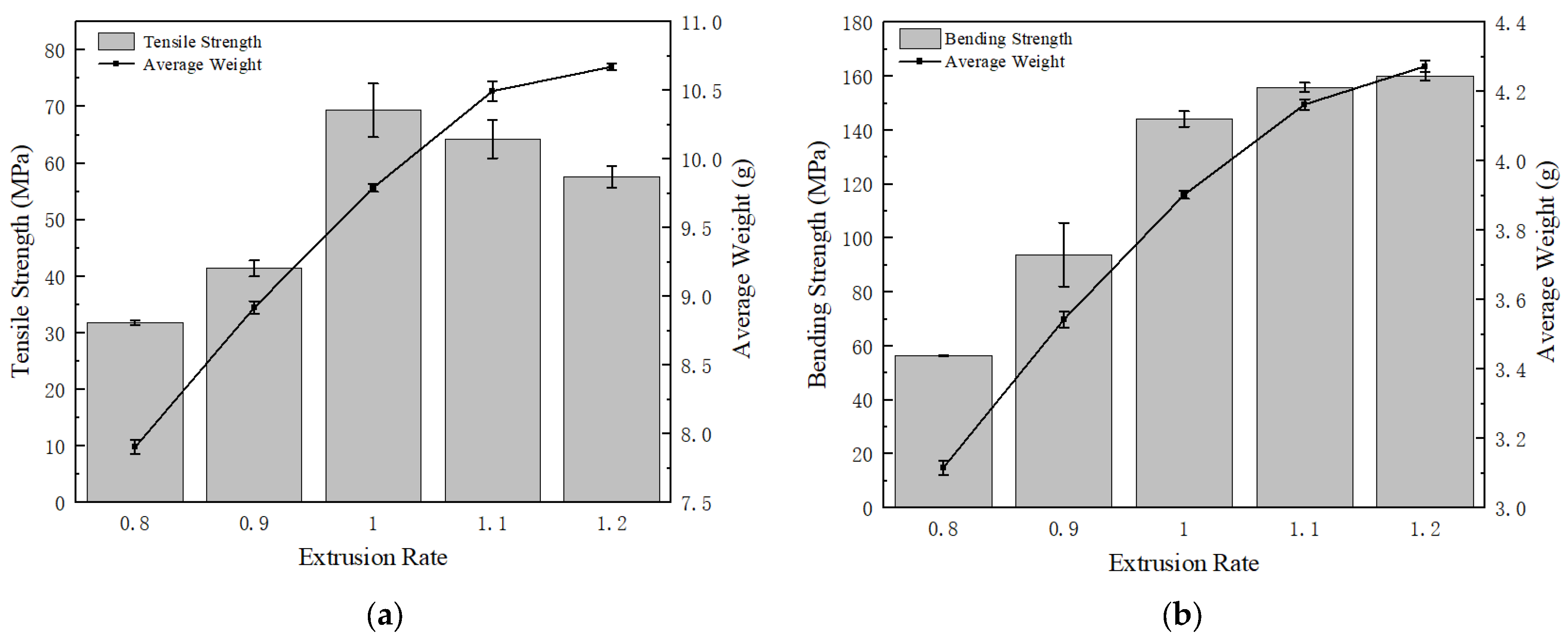
3.1.1. Effect of Extrusion Rate on Mechanical Properties
3.1.2. Influence of Filling Angle on Mechanical Properties
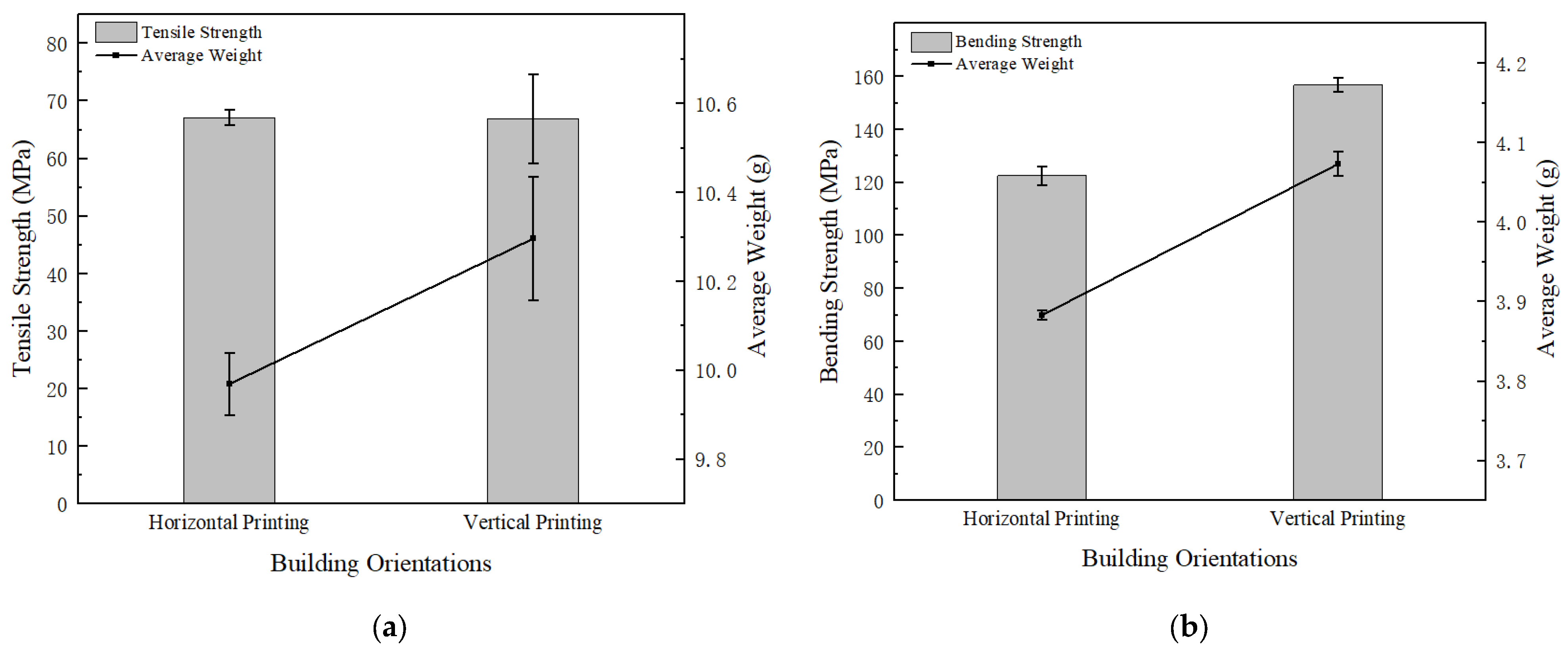
3.1.3. Effect of Print Orientation on Mechanical Properties
3.1.4. Discussion of the Printing Parameters
- (1)
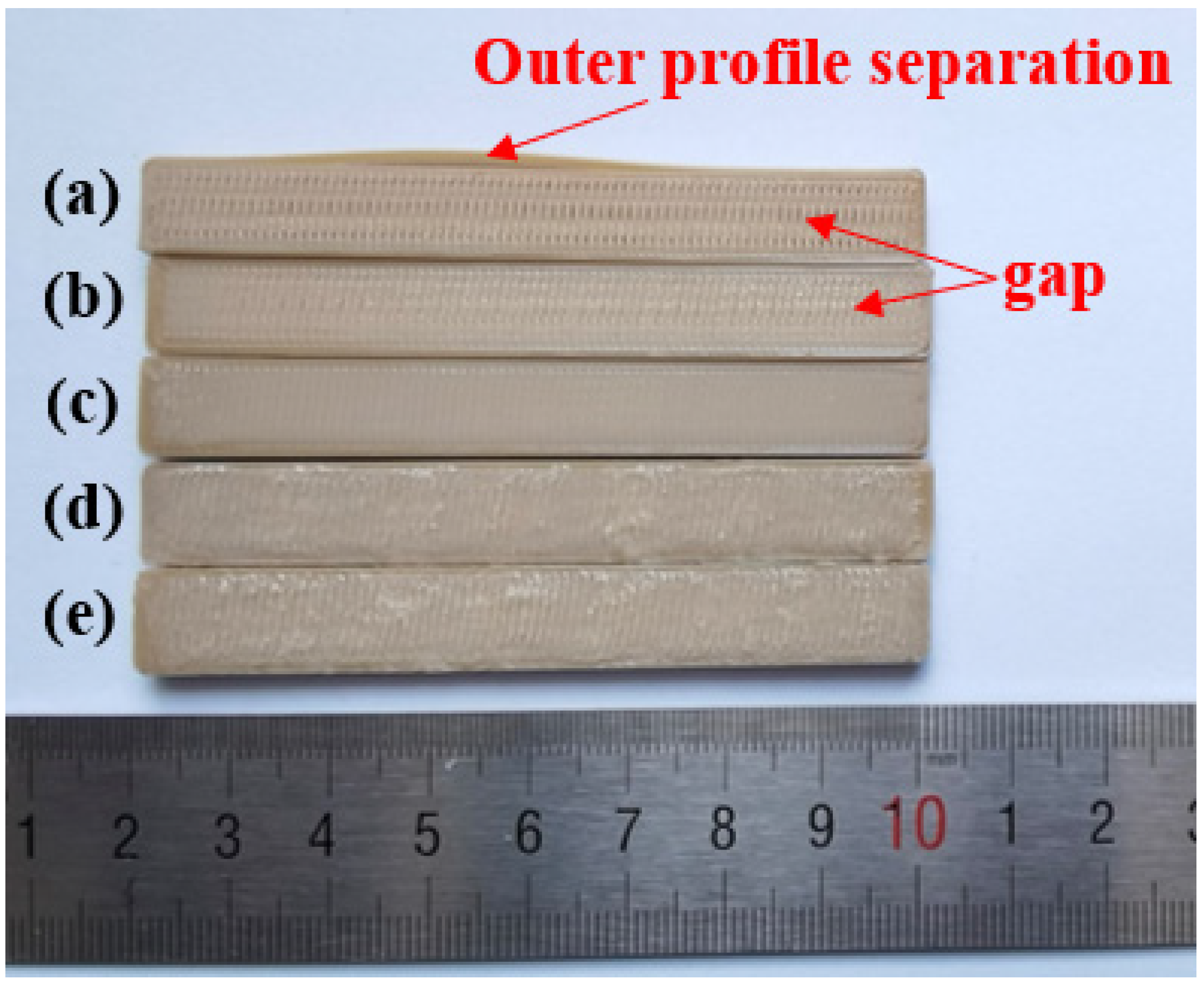
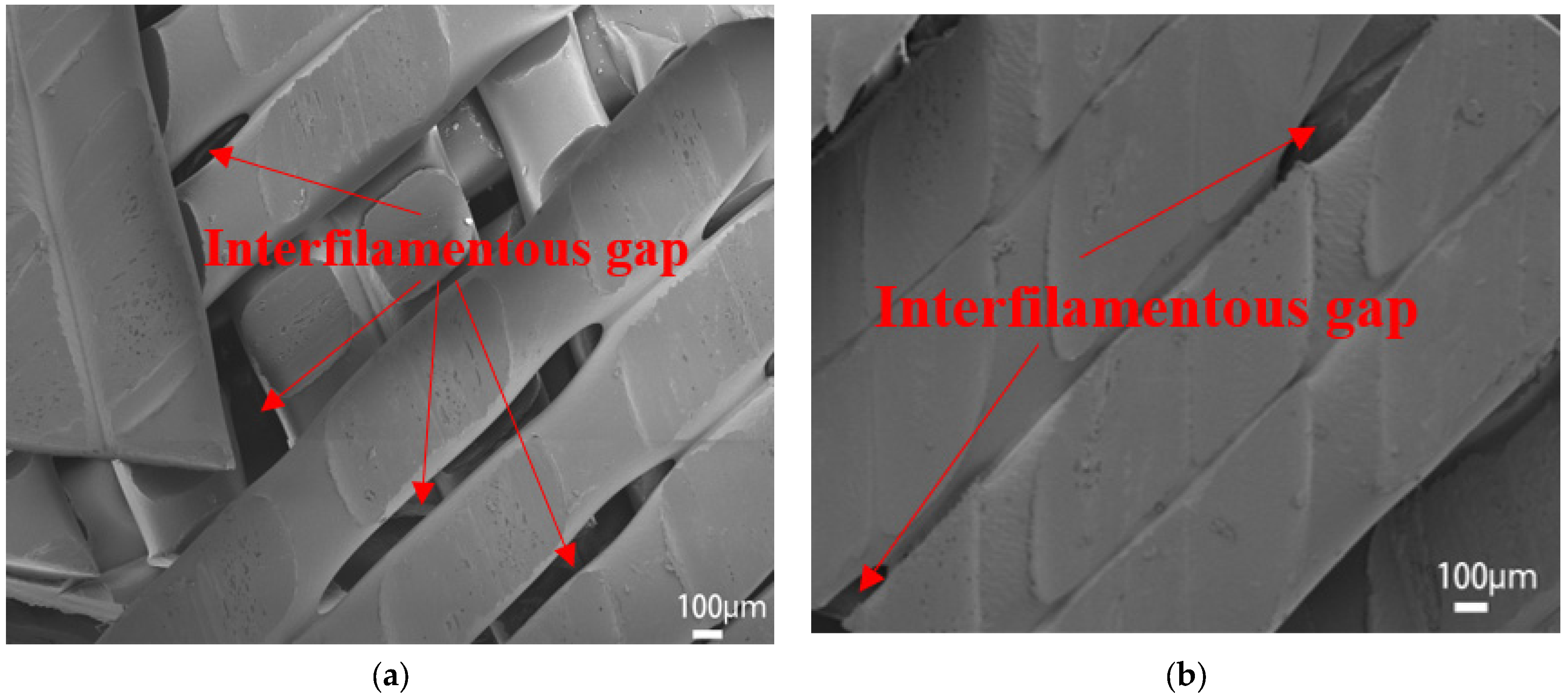
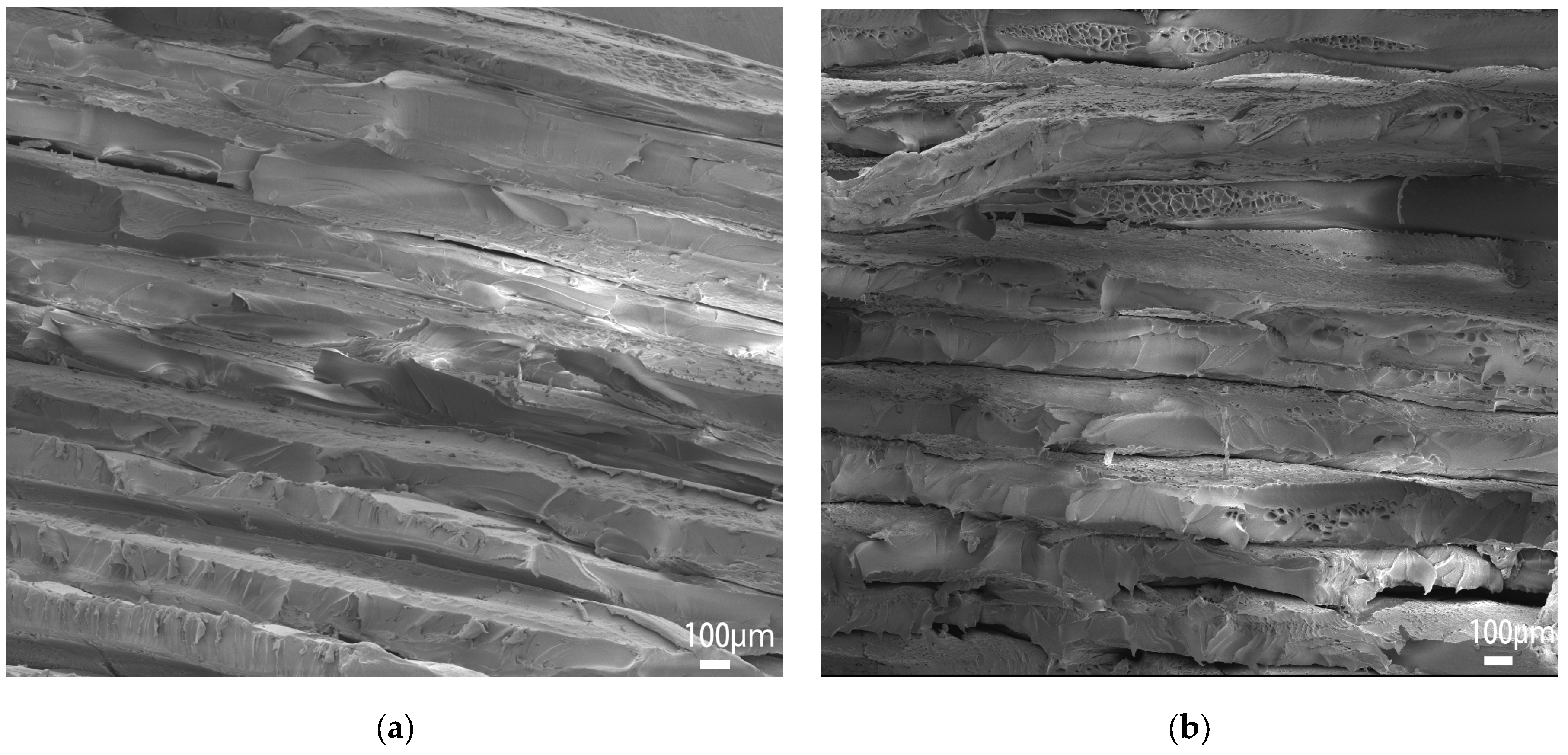
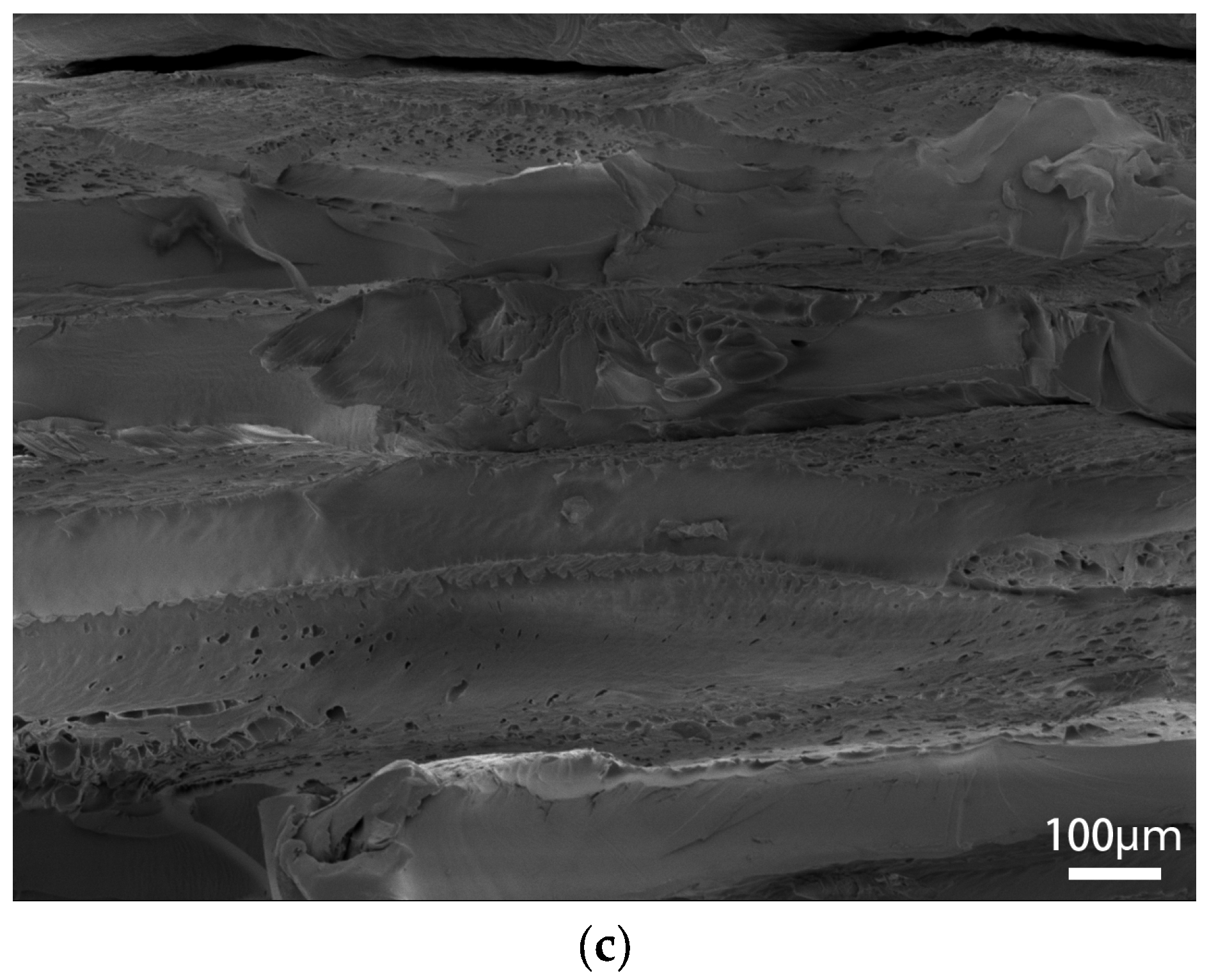
- When the extrusion rate is lower than the normal extrusion rate, the filling in the filament is not full, and there is a large gap between filaments (shown in Figure 8), which makes PEEK parts fail easily due to poor bonding effects, resulting in a lower extrusion rate and worse strength. This is the main reason why the tensile strength is only 31.78 MPa, and the bending strength is only 56.48 MPa when the extrusion rate is 0.8 times. When the extrusion rate is higher than the normal extrusion rate, with the increasing extrusion rate, the layers are better blended with gradually added stacking signs, but printing defects (interlayer gaps, air pores, etc.) appear more frequently, making the filaments damaged in the tensile orientation and resulting in compromised tensile strength (shown in Figure 9). At 1.0 times extrusion, the tensile strength reached 69.35 MPa, which was 20.29% higher than that at 1.2 times extrusion. Bending strength is significantly affected by the interlayer bonding force. Because of the accumulation of the filament, the boundary between the layers is blurred, resulting in the following: The higher the extrusion rate, the greater the bonding force between layers, and the greater the bending strength, reaching a maximum of 160.88 MPa, which is 11.04% higher than that of the 1.0 times extrusion. Although the bending strength at 1.2 times extrusion is higher than that at 1.0 times extrusion, the increase in bending strength is less than the decrease in tensile strength; thus, 1.0 times is the best extrusion rate.
- (2)
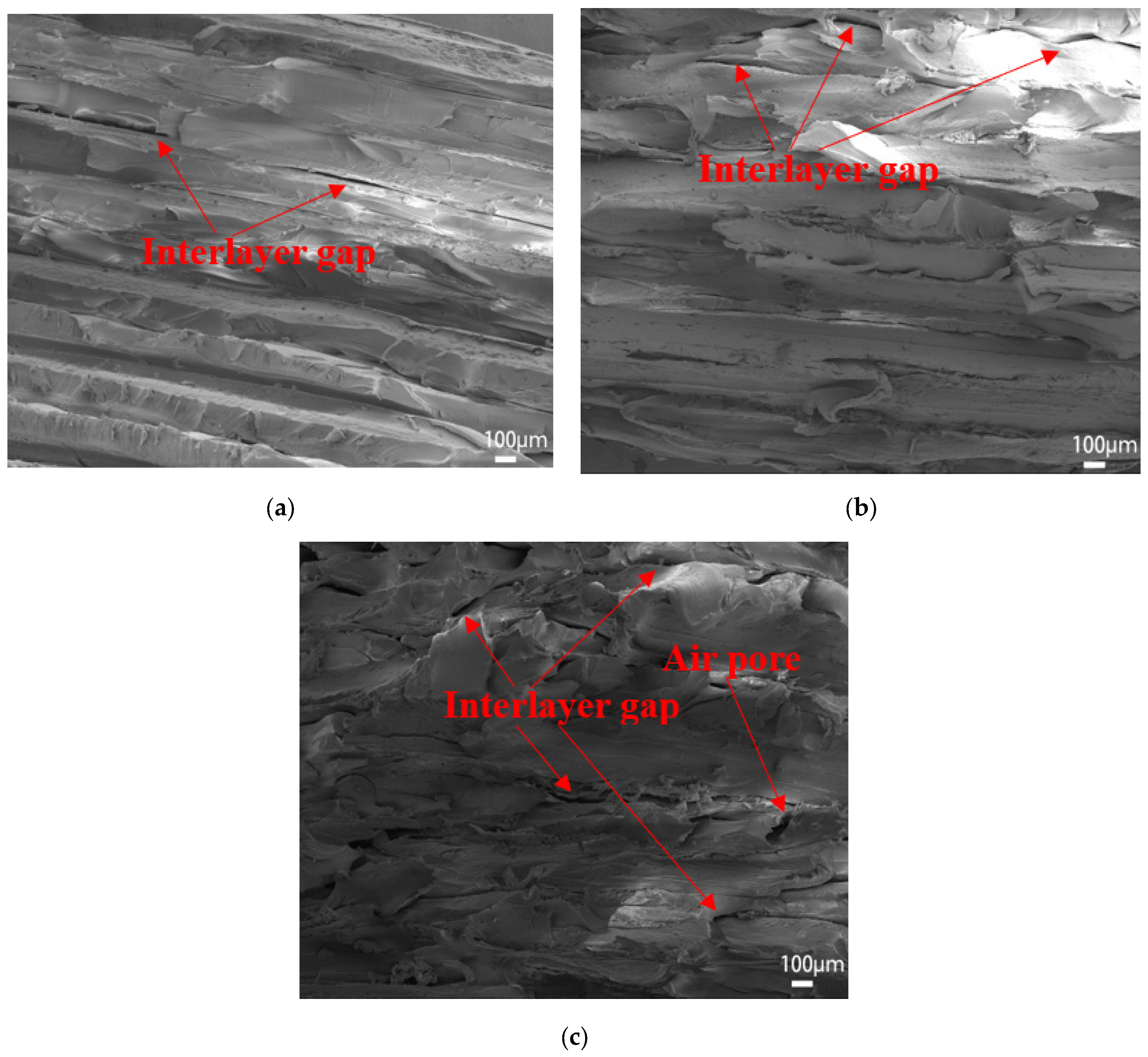
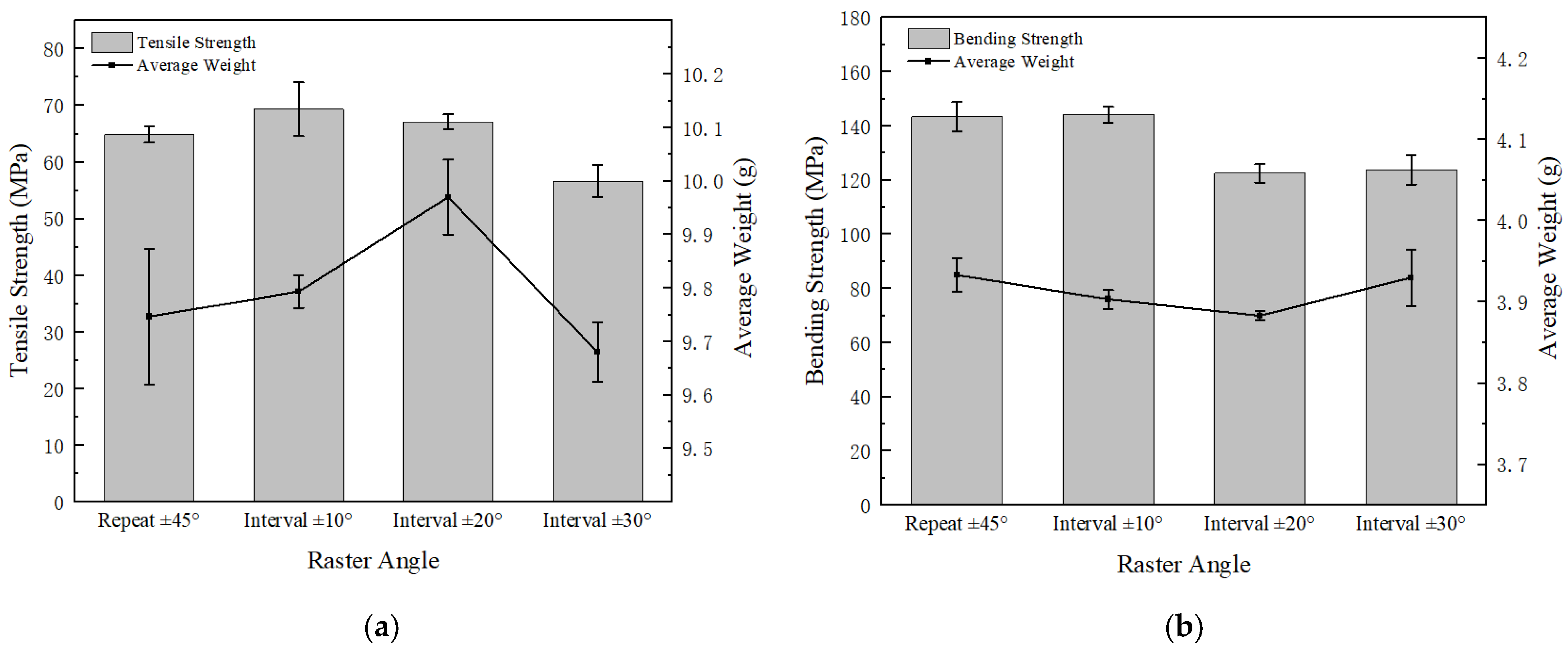
- When filled at intervals of ±10°, the sum of the angles between the filling angle of the PEEK filament and the tensile direction is smaller than the sum of the angles of other filling angles. The filaments were subjected to both tensile and shear stress: The greater the angle, the greater the shear stress. Therefore, tensile strength is the greatest when filled at intervals of ±10°, reaching 69.35 MPa. The strength of the bending sample is mainly affected by the interlayer bonding force, but by using test data, combined with Wang et al.’s [28] research on the filling angle, it was found that the filling angle also affects bending strength. Therefore, the bending strength of PEEK parts filled with interval ±10° is also the best, reaching 144.16 MPa.
- (3)
- Horizontally and vertically printed PEEK parts have the same filling angle, so their tensile strength is close. In the bending test, the interlayer bonding strength has little effect on the vertical printing sample. Therefore, the bending strength of the vertical printing sample can reach 156.84 MPa, which is 28.00% higher than that observed in horizontal printing.
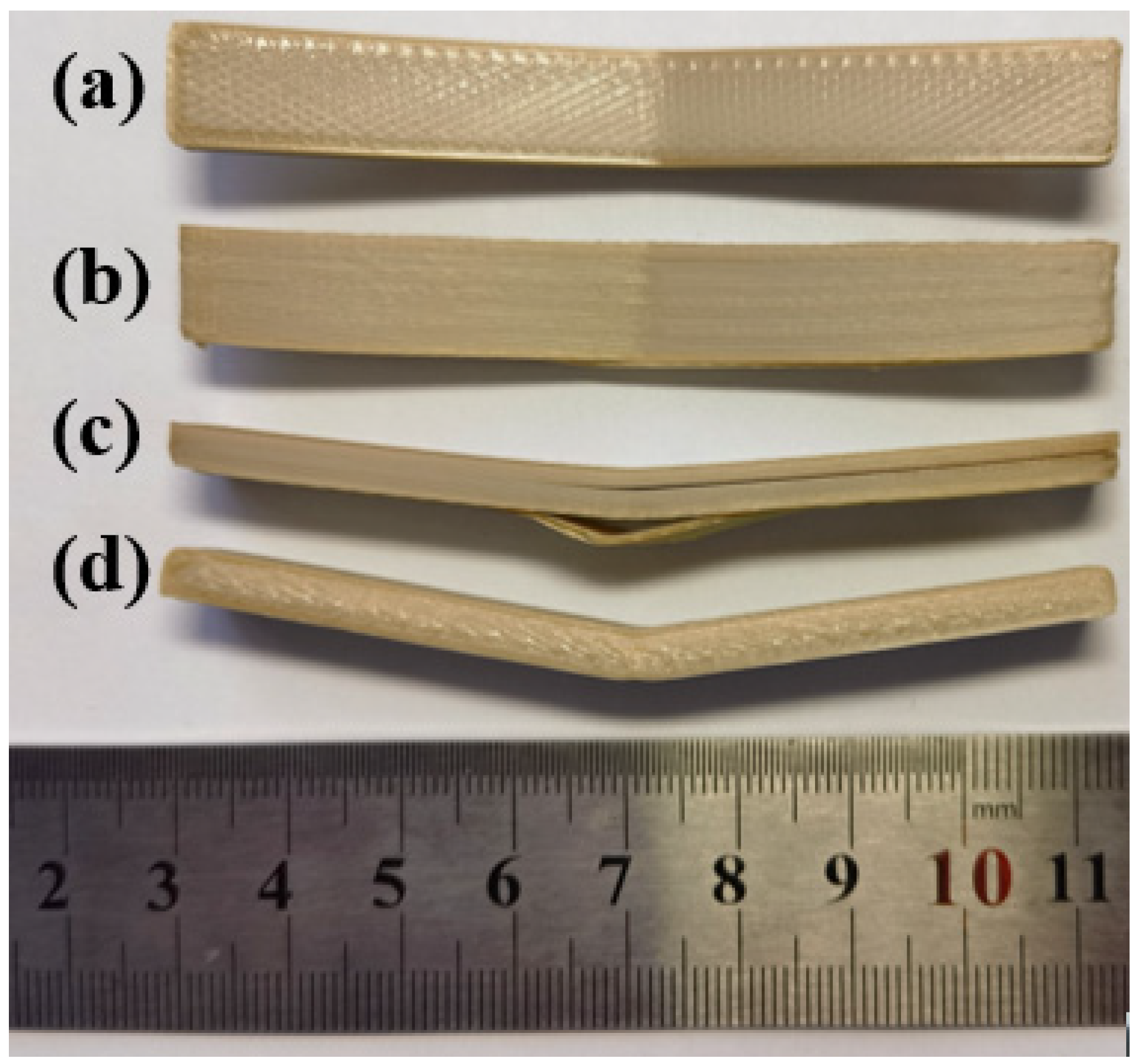
3.2. The Impact of Printing Parameters on Warpage Effects
3.3. Heat Treatment Effect
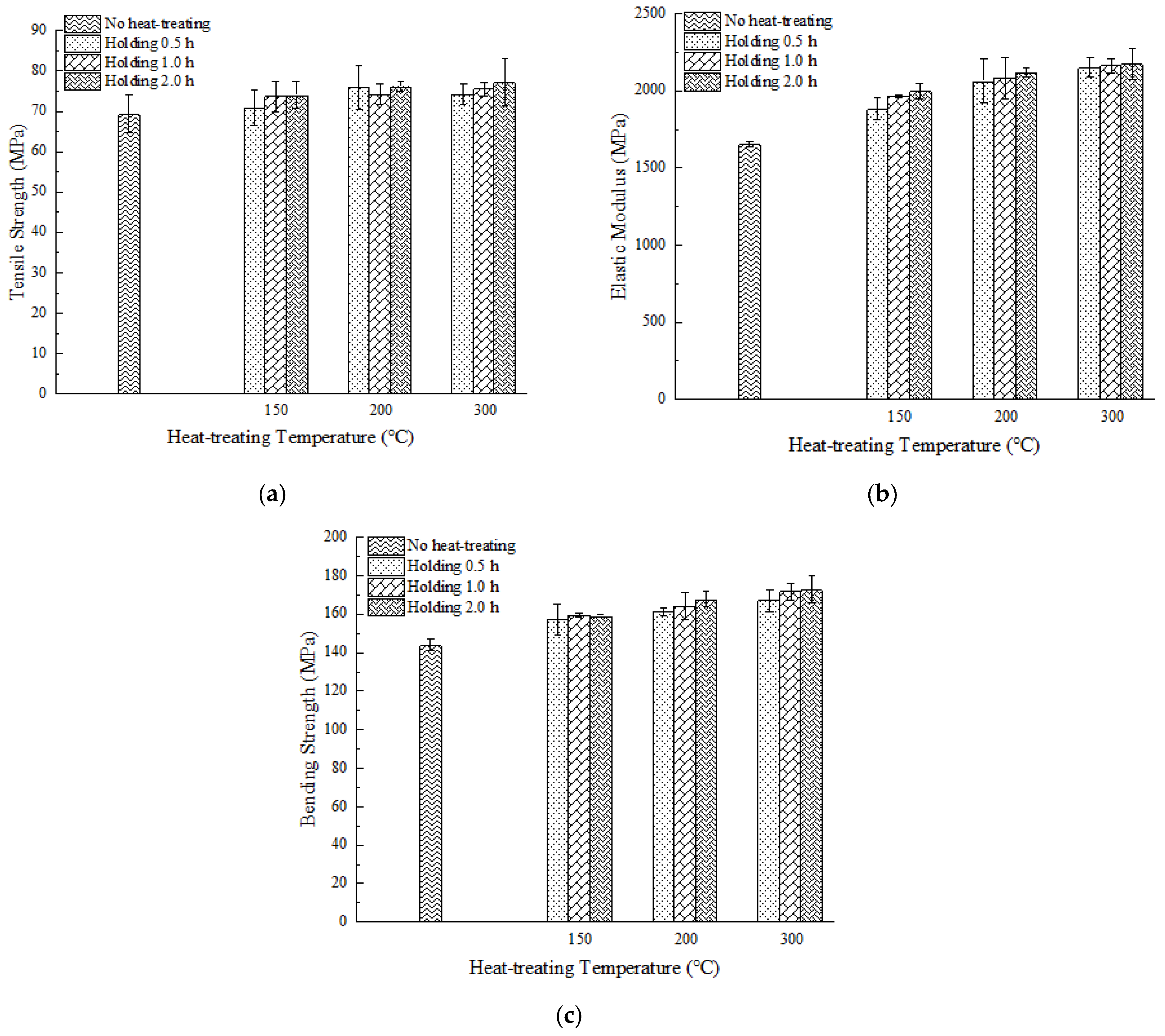
3.3.1. Heat Treatment Effect on Mechanical Properties
3.3.2. Crystallinity Testing of Samples Featuring Different Heat Treatment Conditions
4. Conclusions and Future Work
4.1. Conclusions
- (1)
- The best comprehensive mechanical properties of printed PEEK parts can be obtained at varied angle cross-fillings at ±10° filling intervals, using a 1.0 times extrusion rate and vertical printing. The heat treatment at 300 °C for 2 h is suggested for post-processing, since mechanical properties can be further improved with the tensile strength reaching 77.26 MPa and the bending strength exceeding 170 MPa.
- (2)
- The mechanical properties under different extrusion rates were tested, and the mesoscale structures of the printed parts were analyzed. The tensile strength reached 69.35 MPa when the extrusion rate is 1.0 times. Although the bending strength improved with the increase in extrusion rate, the improvement was not as substantial as the decrease in tensile strength. Therefore, a normal extrusion rate of 1.0 times is suggested.
- (3)
- Compared with other filling angles, the tensile strength with varied angle cross-fillings at ±10° intervals improved significantly, reaching 69.35 MPa.
- (4)
- Vertically printed PEEK parts have better mechanical properties than horizontally printed ones, and bending strength increased by 27.83%, reaching 156.84 MPa. However, vertical printing will result in poor part quality, such as excessive warpage. Therefore, Considering the forming difficulties and the mechanical properties comprehensively, horizontal printing is a better choice.
- (5)
- Heat treatment is an effective way to improve crystallinity, the highest crystallinity reached 28.70%, and it is a necessary post-processing procedure since PEEK parts printed at a low chamber temperature have poor crystallinity, which would not warrant sufficient mechanical properties.
4.2. Future Work
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhang, C.; Wu, T.; Xu, S.; Liu, J. Multiscale topology optimization for solid–lattice–void hybrid structures through an ordered multi-phase interpolation. Comput.-Aided Des. 2023, 154, 103424. [Google Scholar] [CrossRef]
- Low, Z.X.; Chua, Y.T.; Ray, B.M.; Mattia, D.; Metcalfe, I.S.; Patterson, D.A. Perspective on 3D printing of separation membranes and comparison to related unconventional fabrication techniques. J. Membr. Sci. 2017, 523, 596–613. [Google Scholar] [CrossRef]
- Kumar, S.; Kruth, J.P. Composites by rapid prototyping technology. Mater. Des. 2010, 31, 850–856. [Google Scholar] [CrossRef]
- Bikas, H.; Porevopoulos, N.; Stavropoulos, P. A decision support method for knowledge-based additive manufacturing process selection. Procedia CIRP 2021, 104, 1650–1655. [Google Scholar] [CrossRef]
- Huang, J.Q.; Chen, Q.; Jiang, H.; Zou, B.; Li, L.; Liu, J.K.; Yu, H.C. A survey of design methods for material extrusion polymer 3D printing. Virtual Phys. Prototyp. 2020, 15, 148–162. [Google Scholar] [CrossRef]
- Castillo, M.; Monroy, R.; Ahmad, R. Scientometric analysis and systematic review of smart manufacturing technologies applied to the 3D printing polymer material extrusion system. J. Intell. Manuf. 2022, 1–31. [Google Scholar] [CrossRef]
- Wang, H.N.; Wu, Q.; Qin, X.W. Overview of 3D printing technology. Exam Wkly. 2016, 96, 126–127. [Google Scholar] [CrossRef]
- Ngo, S.T.; Lee, W.-F.; Wu, Y.-F.; Salamanca, E.; Aung, L.M.; Chao, Y.-Q.; Tsao, T.-C.; Hseuh, H.-W.; Lee, Y.-H.; Wang, C.-C. Fabrication of Solvent-Free PCL/β-TCP Composite Fiber for 3D Printing: Physiochemical and Biological Investigation. Polymers 2023, 15, 1391. [Google Scholar] [CrossRef]
- Trzaskowski, M.; Manka-Malara, K.; Szczesio-Wlodarczyk, A.; Sokolowski, J.; Kostrzewa-Janicka, J.; Mierzwinska-Nastalska, E. Evaluation of Mechanical Properties of 3D-Printed Polymeric Materials for Possible Application in Mouthguards. Polymers 2023, 15, 898. [Google Scholar] [CrossRef]
- Nguyen, N.; Park, J.G.; Zhang, S.L.; Liang, R. Recent Advances on 3D Printing Technique for Thermal-Related Applications. Adv. Eng. Mater. 2018, 20, 1700876. [Google Scholar] [CrossRef]
- Ratheesh, G.; Venugopal, J.R.; Chinappan, A.; Ezhilarasu, H.; Sadiq, A.; Ramakrishna, S. 3D Fabrication of Polymeric Scaffolds for Regenerative Therapy. ACS Biomater. Sci. Eng. 2017, 3, 1175–1194. [Google Scholar] [CrossRef] [PubMed]
- Bandinelli, F.; Peroni, L.; Morena, A. Elasto-Plastic Mechanical Modeling of Fused Deposition 3D Printing Materials. Polymer 2023, 15, 234. [Google Scholar] [CrossRef] [PubMed]
- Stavropoulos, P.; Foteinopoulos, P. Modelling of additive manufacturing processes: A review and classification. Manuf. Rev. 2018, 5, 2. [Google Scholar] [CrossRef]
- Masood, S.H. Advances in Fused Deposition Modeling. Compr. Mater. Process. 2014, 10, 69–91. [Google Scholar] [CrossRef]
- Liu, J.; Yan, J.; Yu, H. Stress-constrained topology optimization for material extrusion polymer additive manufacturing. J. Comput. Des. Eng. 2021, 8, 979–993. [Google Scholar] [CrossRef]
- Wang, P.; Zou, B.; Xiao, H.C.; Ding, S.L.; Huang, C.Z. Effects of printing parameters of fused deposition modeling on mechanical properties, surface quality, and microstructure of PEEK. J. Mater. Process. Technol. 2019, 271, 62–74. [Google Scholar] [CrossRef]
- Hsissou, R.; Seghiri, R.; Benzekri, Z.; Hilali, M.; Rafik, M.; Elharfi, A. Polymer composite materials: A comprehensive review. Compos. Struct. 2021, 262, 113640. [Google Scholar] [CrossRef]
- Mt, A.; Dbk, A.; Ds, B.; Mj, C. A review on PEEK composites—Manufacturing methods, properties and applications. Mater. Today Proc. 2020, 33, 1085–1092. [Google Scholar] [CrossRef]
- Oladapo, B.I.; Zahedi, S.A.; Ismail, S.O.; Omigbodun, F.T. 3D printing of PEEK and its composite to increase biointerfaces as a biomedical material—A review. Colloids Surf. B Biointerfaces 2021, 203, 111726. [Google Scholar] [CrossRef]
- Mohiuddin, M.; Hoa, S.V. Estimation of contact resistance and its effect on electrical conductivity of CNT/PEEK composites. Compos. Sci. Technol. 2013, 79, 42–48. [Google Scholar] [CrossRef]
- Liu, Z.; Wang, L.; Hou, X.; Wu, J. Investigation on dielectrical and space charge characteristics of peek insulation used in aerospace high-voltage system. IEEJ Trans. Electr. Electron. Eng. 2020, 15, 172–178. [Google Scholar] [CrossRef]
- Nikzad, M.; Masood, S.H.; Sbarski, I. Thermo-mechanical properties of a highly filled polymeric composites for Fused Deposition Modeling. Mater. Des. 2011, 32, 3448–3456. [Google Scholar] [CrossRef]
- Lee, J.; Huang, A. Fatigue analysis of FDM materials. Rapid Prototyp. J. 2013, 19, 291–299. [Google Scholar] [CrossRef]
- Croccolo, D.; De Agostinis, M.; Olmi, G. Experimental characterization and analytical modelling of the mechanical behaviour of fused deposition processed parts made of ABS-M30. Comput. Mater. Sci. 2013, 79, 506–518. [Google Scholar] [CrossRef]
- Vigliotti, A.; Pasini, D. Stiffness and strength of tridimensional periodic lattices. Comput. Methods Appl. Mech. Eng. 2012, 229, 27–43. [Google Scholar] [CrossRef]
- Baca Lopez, D.M.; Ahmad, R. Tensile Mechanical Behaviour of Multi-Polymer Sandwich Structures via Fused Deposition Modelling. Polymer 2020, 12, 651. [Google Scholar] [CrossRef]
- Fernandez-Vicente, M.; Calle, W.; Ferrandiz, S.; Conejero, A. Effect of Infill Parameters on Tensile Mechanical Behavior in Desktop 3D Printing. 3D Print. Addit. Manuf. 2016, 3, 183–192. [Google Scholar] [CrossRef]
- Wu, W.; Geng, P.; Li, G.; Zhao, D.; Zhang, H.; Zhao, J. Influence of Layer Thickness and Raster Angle on the Mechanical Properties of 3D-Printed PEEK and a Comparative Mechanical Study between PEEK and ABS. Materials 2015, 8, 5834–5846. [Google Scholar] [CrossRef]
- Ziemian, C.; Sharma, M.; Ziemian, S. Anisotropic Mechanical Properties of ABS Parts Fabricated by Fused Deposition Modelling. In Mechanical Engineering; IntechOpen: London, UK, 2012; pp. 160–180. [Google Scholar] [CrossRef]
- Ahn, S.H.; Montero, M.; Odell, D.; Roundy, S.; Wright, P.K. Anisotropic material properties of fused deposition modeling ABS. Rapid Prototyp. J. 2002, 8, 248–257. [Google Scholar] [CrossRef]
- Liu, J.; Huang, J.; Yan, J.; Li, L.; Li, S. Full sensitivity-driven gap/overlap free design of carbon fiber-reinforced composites for 3D printing. Appl. Math. Model. 2022, 103, 308–326. [Google Scholar] [CrossRef]
- Liu, J.; Yu, H. Concurrent deposition path planning and structural topology optimization for additive manufacturing. Rapid Prototyp. J. 2017, 23, 930–942. [Google Scholar] [CrossRef]
- Valentan, B.; Kadivnik, Z.; Brajlih, T.; Anderson, A.; Drstvensek, I. Processing Poly(Ether Etherketone) on a 3d Printer for Thermoplastic Modelling. Mater. Technol. 2013, 47, 715–721. [Google Scholar]
- Yang, C.; Tian, X.; Li, D.; Cao, Y.; Zhao, F.; Shi, C. Influence of thermal processing conditions in 3D printing on the crystallinity and mechanical properties of PEEK material. J. Mater. Process. Technol. 2017, 248, 1–7. [Google Scholar] [CrossRef]
- Hua, Z. Effect of Temperature on Shape Memory Properties in Poly(ether-ether-ketone) Additive Manufacturing. Master’s Thesis, Huazhong University of Science and Technology, Wuhan, China, 2020. [Google Scholar]
- Yang, D.; Cao, Y.; Zhang, Z.; Yin, Y.; Li, D. Effects of crystallinity control on mechanical properties of 3D-printed short-carbon-fiber-reinforced polyether ether ketone composites. Polym. Test. 2021, 97, 107149. [Google Scholar] [CrossRef]
- Zanjanijam, A.R.; Major, I.; Lyons, J.G.; Lafont, U.; Devine, D.M. Fused Filament Fabrication of PEEK: A Review of Process-Structure-Property Relationships. Polymer 2020, 12, 1665. [Google Scholar] [CrossRef]
- Rey, P.; Prieto, C.; González, C.; Tzimanis, K.; Souflas, T.; Stavropoulos, P.; Rathore, J.S.; Bergeaud, V.; Vienne, C.; Bredif, P. Data analysis to assess part quality in DED-LB/M based on in-situ process monitoring. Procedia CIRP 2022, 111, 345–350. [Google Scholar] [CrossRef]
- Ding, S.L.; Zou, B.; Wang, P.; Ding, H.J. Effects of nozzle temperature and building orientation on mechanical properties and microstructure of PEEK and PEI printed by 3D-FDM. Polym. Test. 2019, 78, 105948. [Google Scholar] [CrossRef]
- Gautam, R. Performance of Additively Manufactured Kagome Unit Cells and Its Sandwich Structures. Ph.D. Thesis, Nanyang Technological University, Singapore, 2019. [Google Scholar]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Print Parameters | Fill Angle | Extrusion Rate | Print Orientation |
|---|---|---|---|
| Printing temperature: 430 °C Printing speed: 2400 mm/min Nozzle diameter: 0.4 mm Layer thickness: 0.2 mm No auxiliary heat source | Interval ±10° | 0.8 times | Horizontal printing |
| 0.9 times | |||
| 1.0 times | |||
| 1.1 times | |||
| 1.2 times | |||
| Interval ±20° | 1.0 times | Horizontal printing | |
| Vertical printing | |||
| Interval ±30° | 1.0 times | Horizontal printing |
| Heat Treatment Parameters | Temperature/°C | Time/h |
|---|---|---|
| After the oven is heated to the specified temperature, the PEEK parts are placed in the oven and left to cool in the air for a predetermined time. | 150 | 0.5 1 2 |
| 200 | 0.5 1 2 | |
| 300 | 0.5 1 2 |
| Test Result | Tensile Strength | Improvement | Bending Strength | Improvement | |||
|---|---|---|---|---|---|---|---|
| Printing Parameters | Worst | Best | Worst | Best | |||
| Extrusion rate | 0.8 times /31.78 MPa | 1.0 times /69.35 MPa | 118.22% | 0.8 times /56.48 MPa | 1.2 times /160.88 MPa | 183.43% | |
| Filling angle | ±30°/56.65 MPa | ±10°/69.35 MPa | 22.42% | ±20° /122.53 MPa | ±10° /144.16 MPa | 17.65% | |
| Print orientation | Vertical /66.97 MPa | Horizontal /67.14 MPa | 0.25% | Horizontal /122.53 MPa | Vertical /156.84 MPa | 28.00% | |
| Test Result | Tensile Strength | Improvement | Bending Strength | Improvement | |||
|---|---|---|---|---|---|---|---|
| Printing Parameters | Worst | Best | Worst | Best | |||
| Temperature (0.5 h) | 150 °C /70.84 MPa | 300 °C /74.24 MPa | 4.80% | 150 °C /157.37 MPa | 300 °C /167.13 MPa | 6.20% | |
| Time (300 °C) | 0.5 h/74.24 MPa | 2 h/77.26 MPa | 4.07% | 0.5 h /167.13 MPa | 2 h/172.98 MPa | 3.50% | |
| Parameters | ||
|---|---|---|
| Temperature/°C | Time/h | Crystallinity |
| 150 | 0.5 | 18.03% |
| 1.0 | 22.98% | |
| 2.0 | 23.77% | |
| 200 | 0.5 | 23.49% |
| 1.0 | 23.75% | |
| 2.0 | 24.64% | |
| 300 | 0.5 | 22.14% |
| 1.0 | 26.45% | |
| 2.0 | 28.70% | |
| Without heat treatment | 16.10% | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhen, H.; Zhao, B.; Quan, L.; Fu, J. Effect of 3D Printing Process Parameters and Heat Treatment Conditions on the Mechanical Properties and Microstructure of PEEK Parts. Polymers 2023, 15, 2209. https://doi.org/10.3390/polym15092209
Zhen H, Zhao B, Quan L, Fu J. Effect of 3D Printing Process Parameters and Heat Treatment Conditions on the Mechanical Properties and Microstructure of PEEK Parts. Polymers. 2023; 15(9):2209. https://doi.org/10.3390/polym15092209
Chicago/Turabian StyleZhen, Honglei, Bin Zhao, Long Quan, and Junyu Fu. 2023. "Effect of 3D Printing Process Parameters and Heat Treatment Conditions on the Mechanical Properties and Microstructure of PEEK Parts" Polymers 15, no. 9: 2209. https://doi.org/10.3390/polym15092209