

Self-Healing Poly(urea formaldehyde) Microcapsules: Synthesis and Characterization


Abstract
:1. Introduction
2. Experimental
2.1. Materials
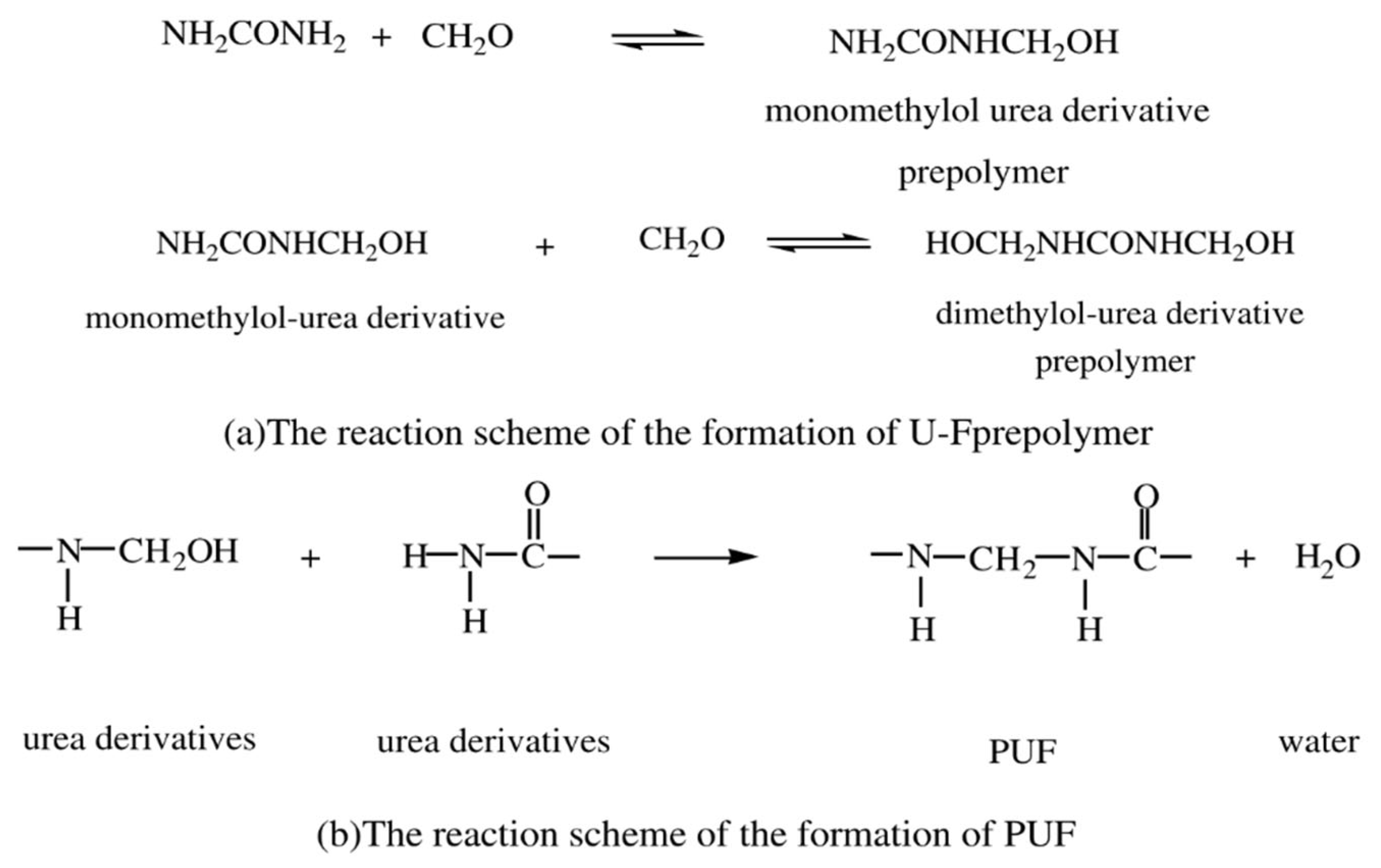
2.2. Synthesis of Urea Formaldehyde Prepolymer
2.3. Preparation of Microcapsules
2.4. Preparation of Epoxy Film Filled with Microcapsules
2.5. Characterization
3. Results and Discussion
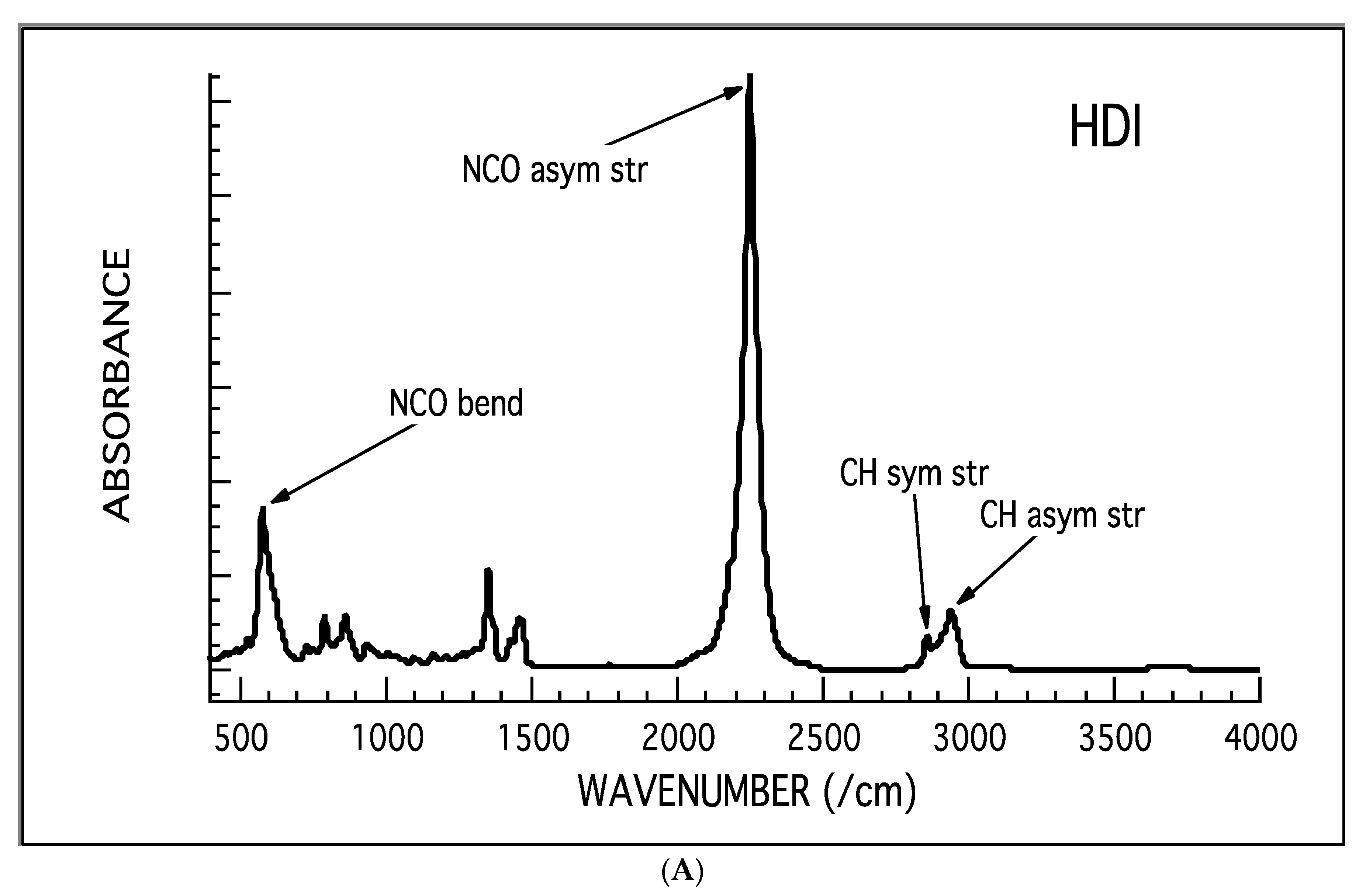
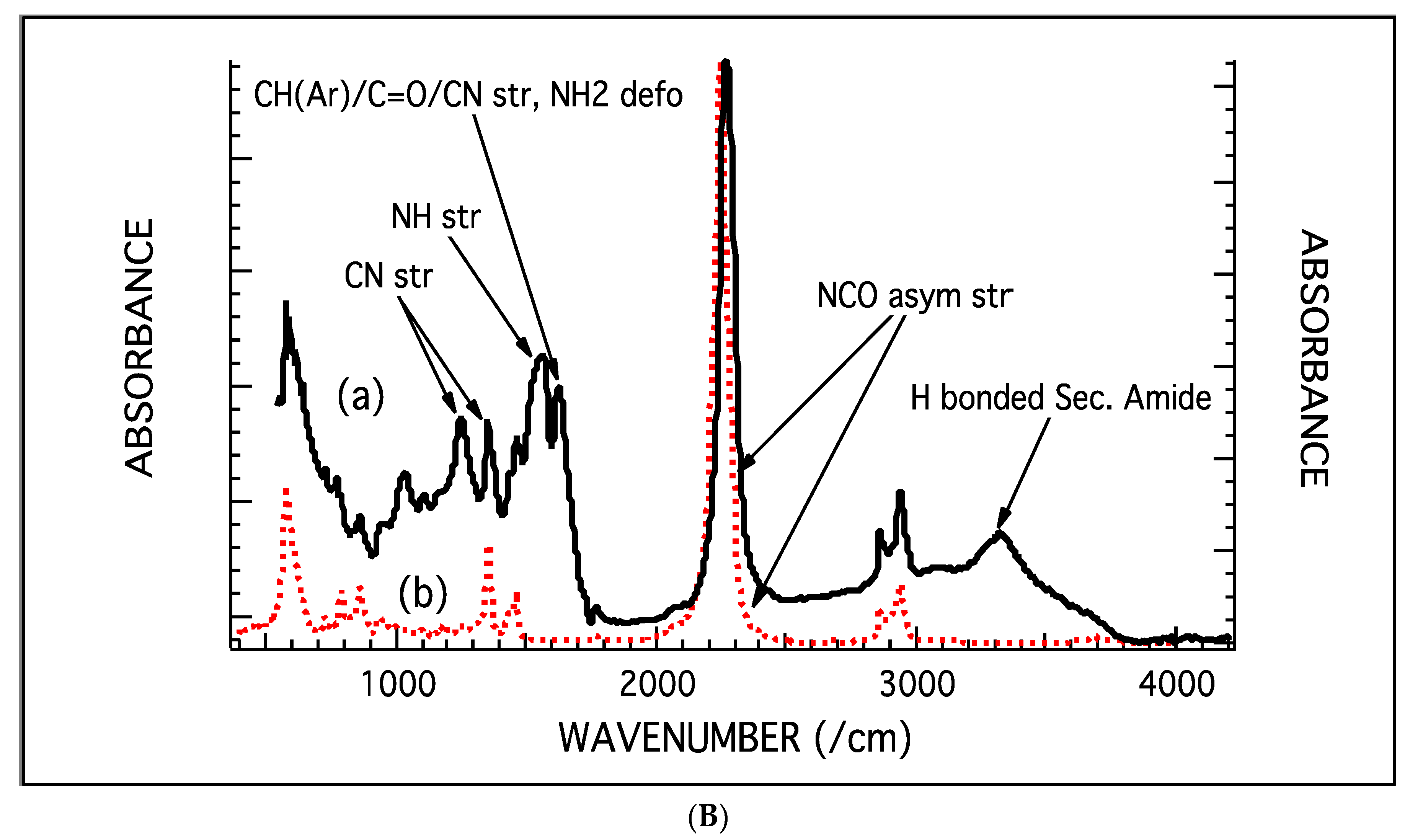
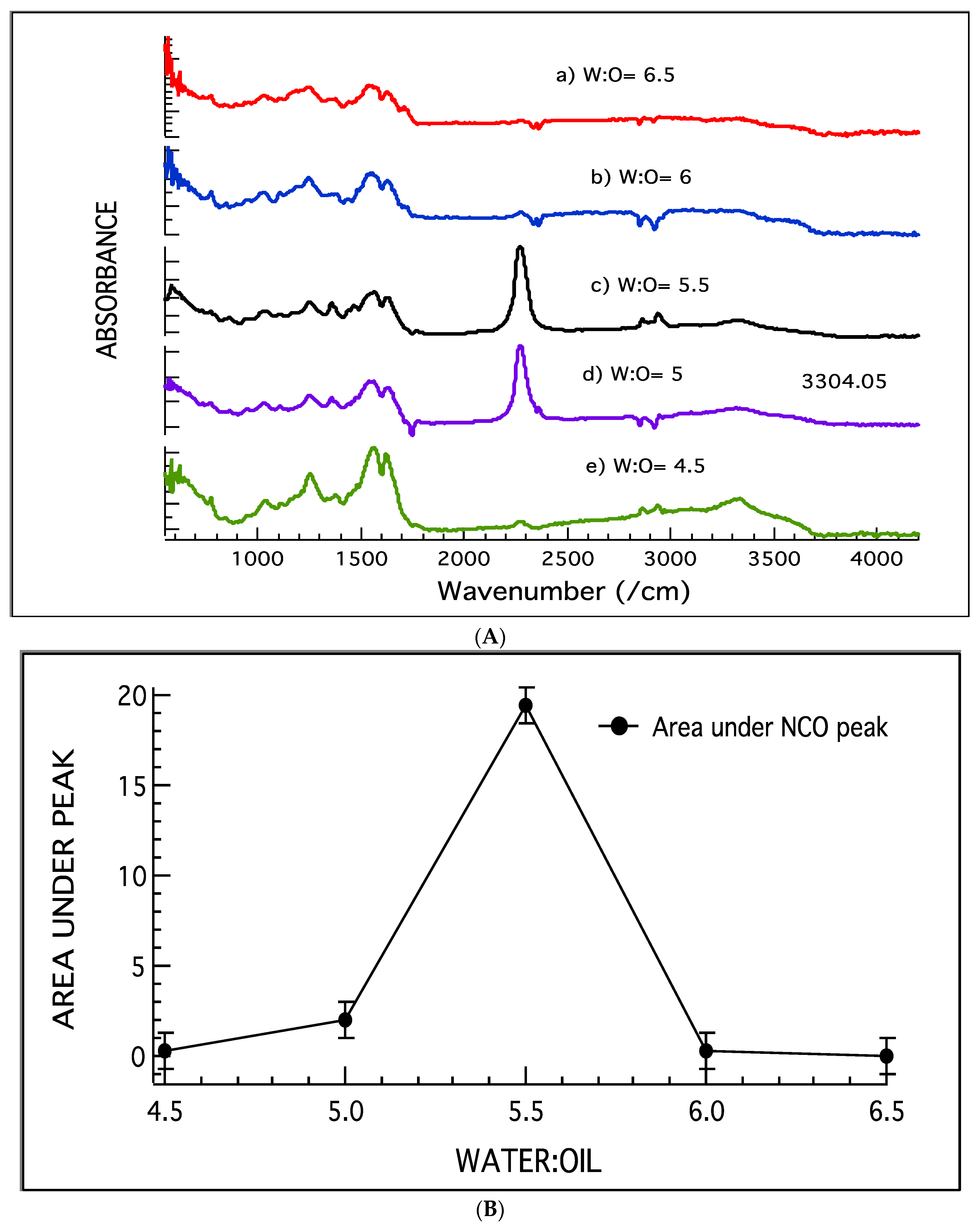
3.1. FTIR Analysis
Microcapsules with a Water-to-Oil Ratio of 6.5:1
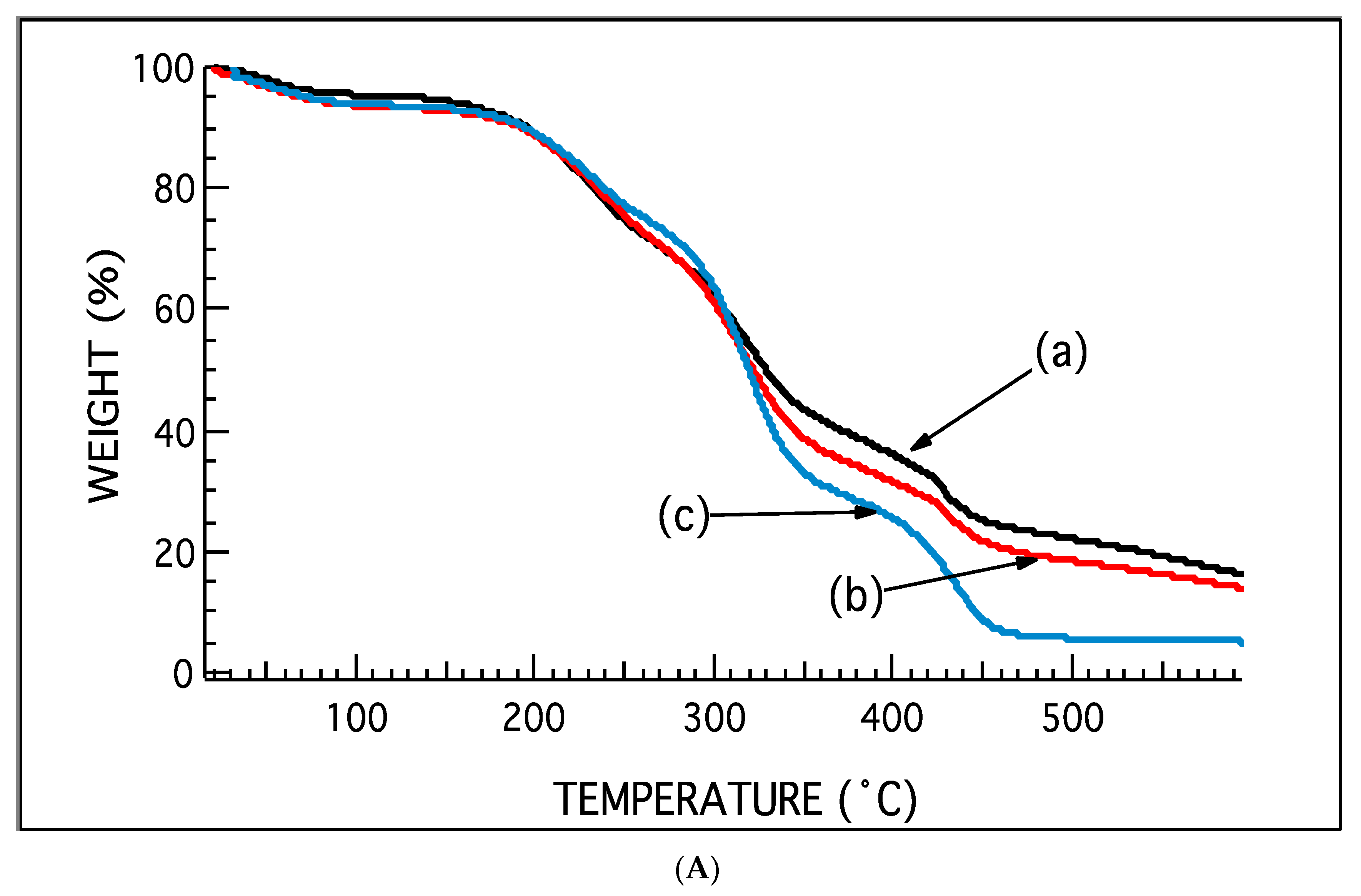
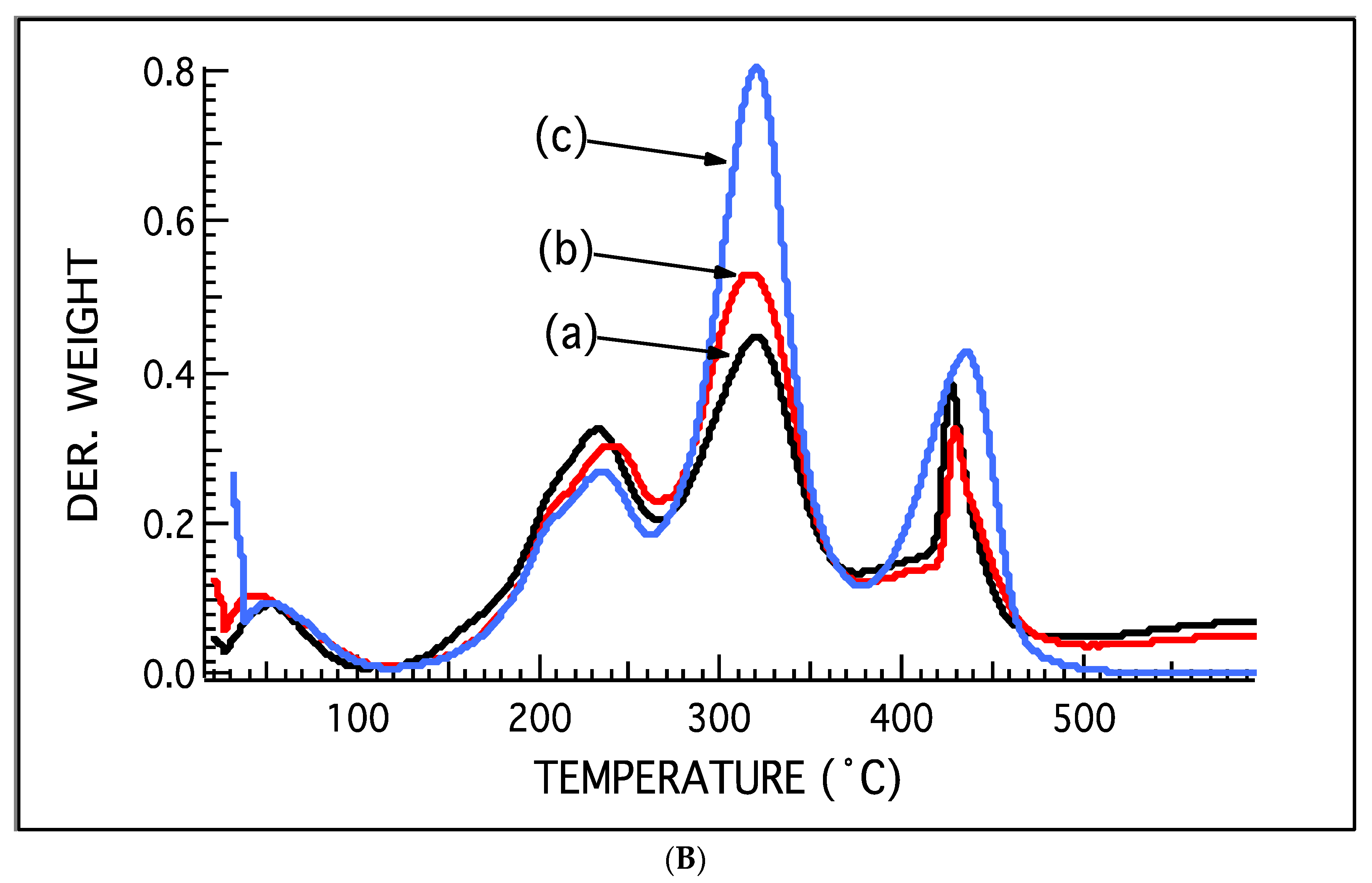
3.2. TGA Analysis
Yield
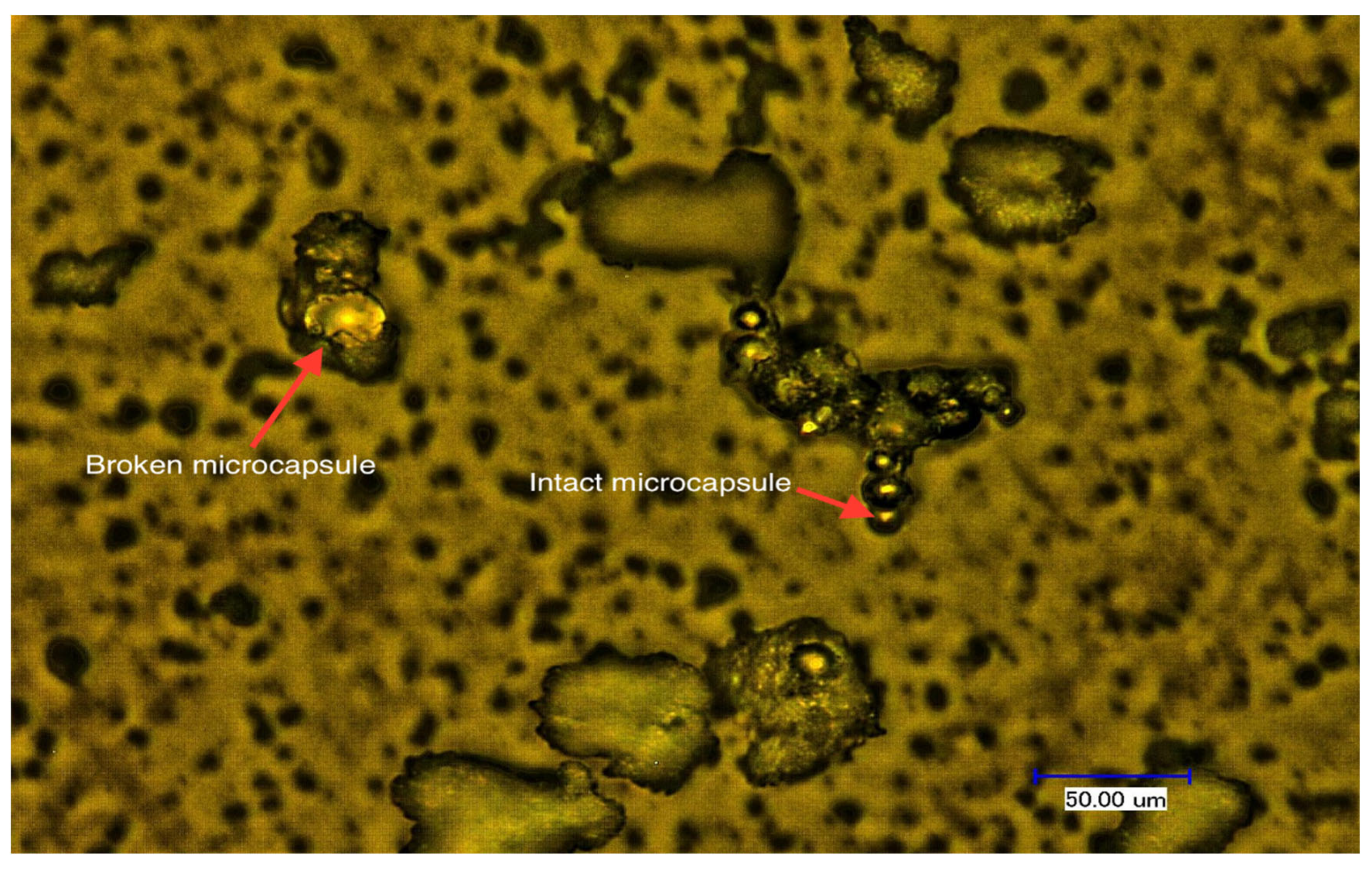
3.3. Optical Microscopy
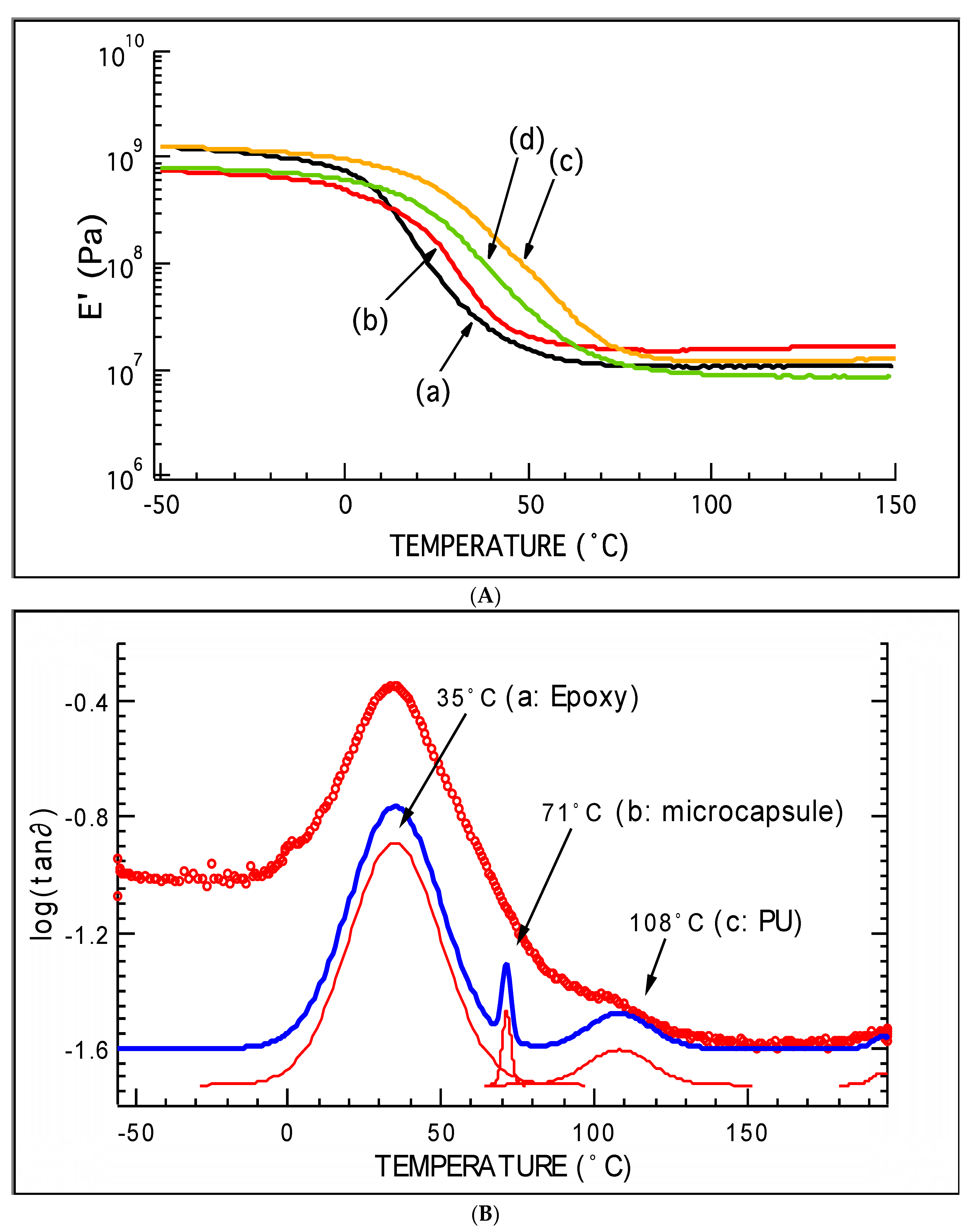
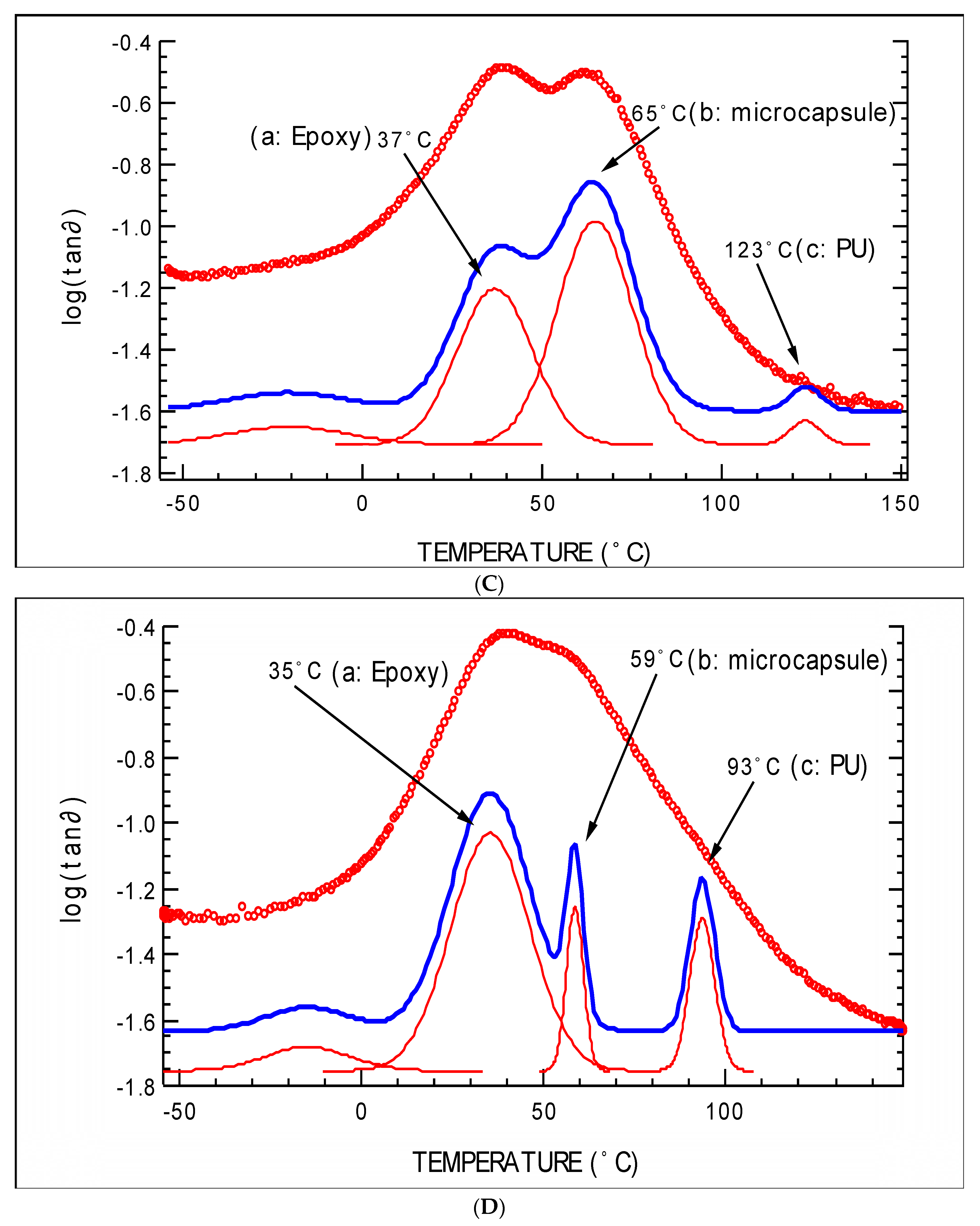
3.4. DMA Analysis
3.5. TGA Analysis
3.6. Analysis of Microcapsules after Aging
4. Conclusions
- HDI was successfully encapsulated in the PUF shell using a two-pot method. Water content was varied and different samples with water-to-oil ratios ranging from 4.5:1 to 6.5:1 were prepared.
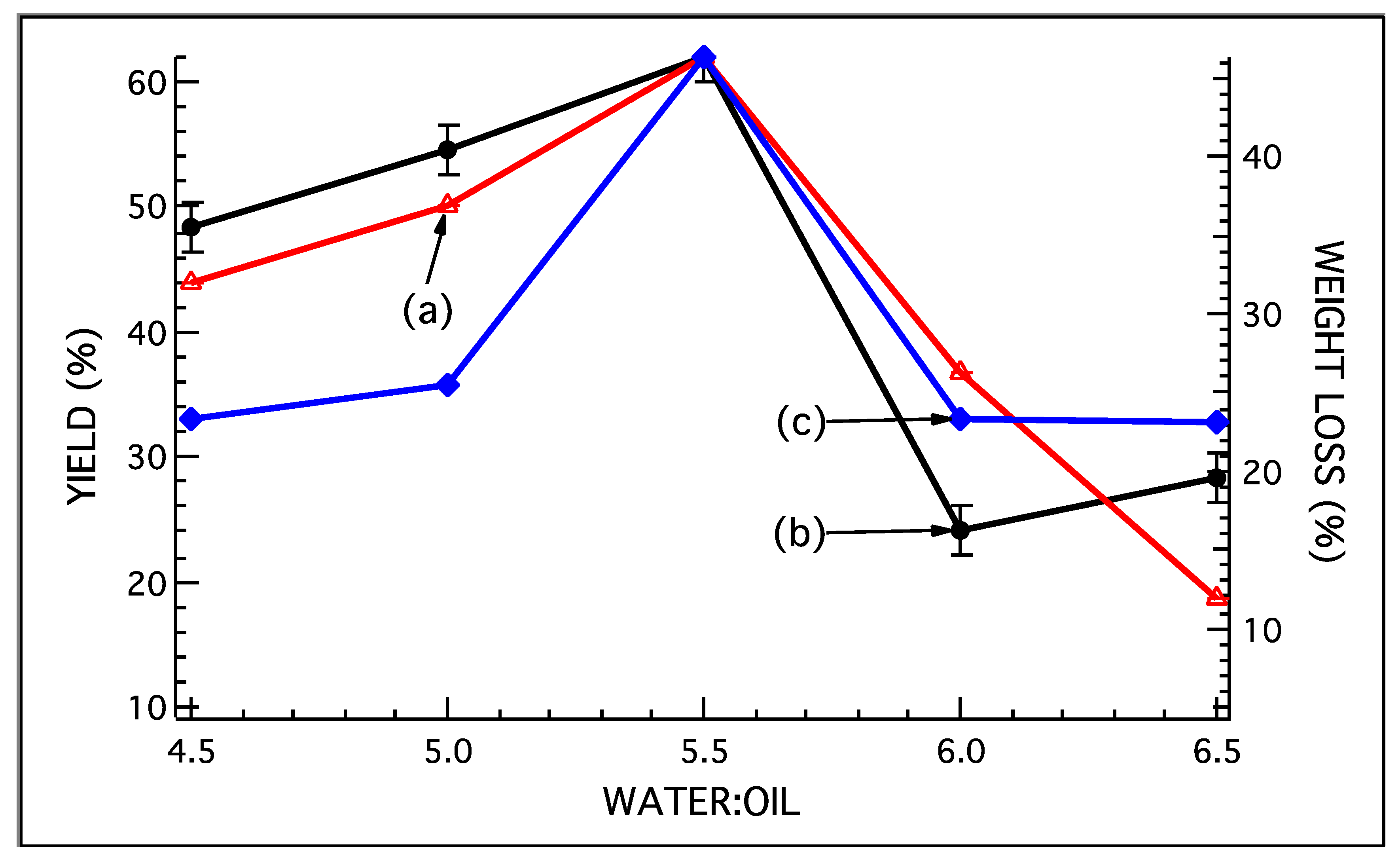
- The effect of increasing the water content in the oil-in-water emulsion was studied, and a maximum yield was obtained in the sample with a water-to-oil ratio of 5.5:1. The yield decreased as the water-to-oil ratio was decreased below a water-to-oil ratio of 5.5:1 and dropped drastically as the water-to-oil ratio was increased beyond 5.5:1.
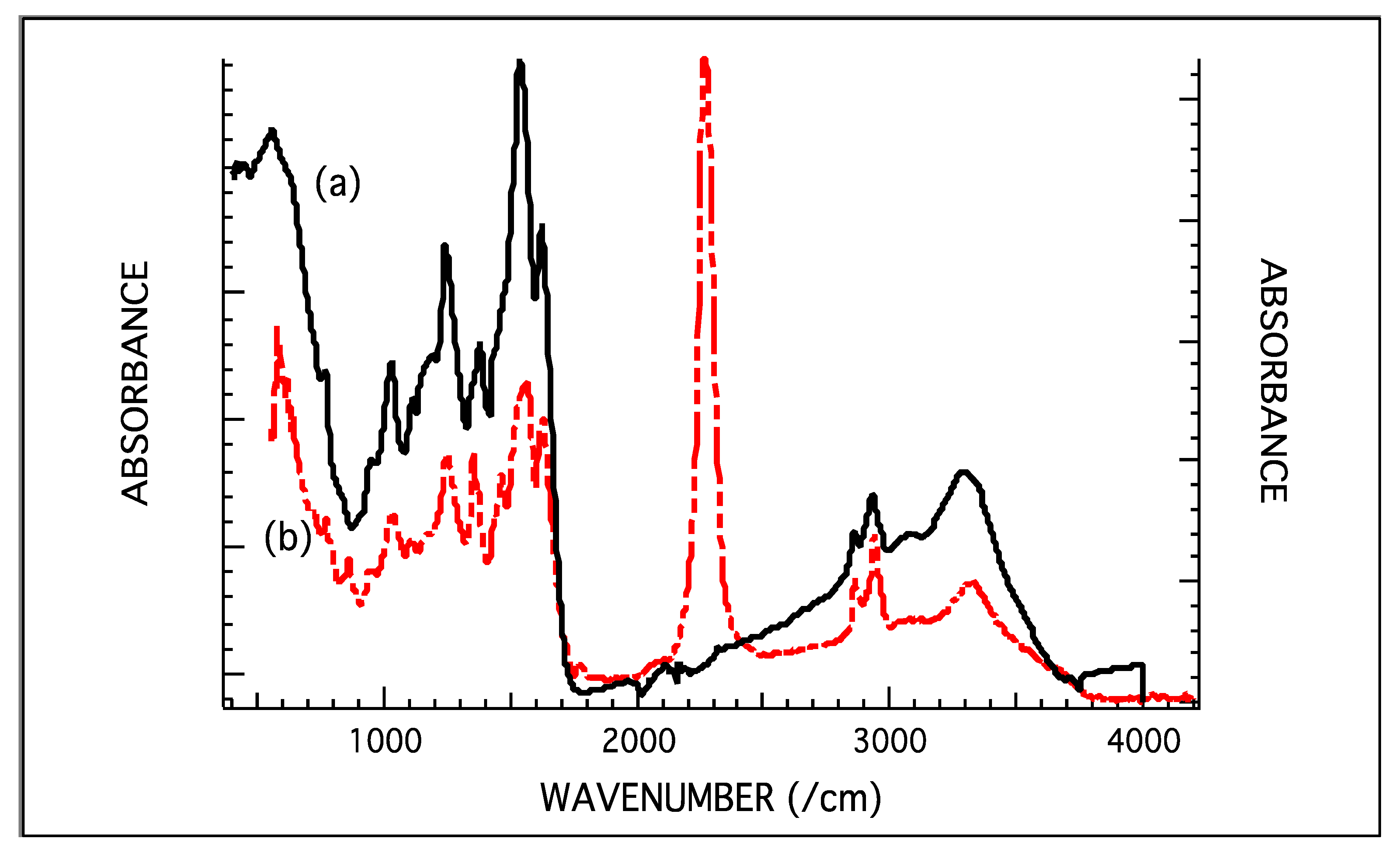
- Encapsulation of HDI was verified by optical microscopy and FTIR. The presence of diffraction rings in the optical images confirms the presence of a solid shell and liquid core. The presence of NCO at around 2200 cm−1 confirmed the presence of HDI in the system. The area under the NCO peak for all samples was measured using multipeak analysis from IGOR. The maximum area under the peak was found for a water-to-oil ratio of 5.5:1, and it decreased as the ratio decreased. The NCO peak was found to be absent in the sample with a water-to-oil ratio of 6.5:1.
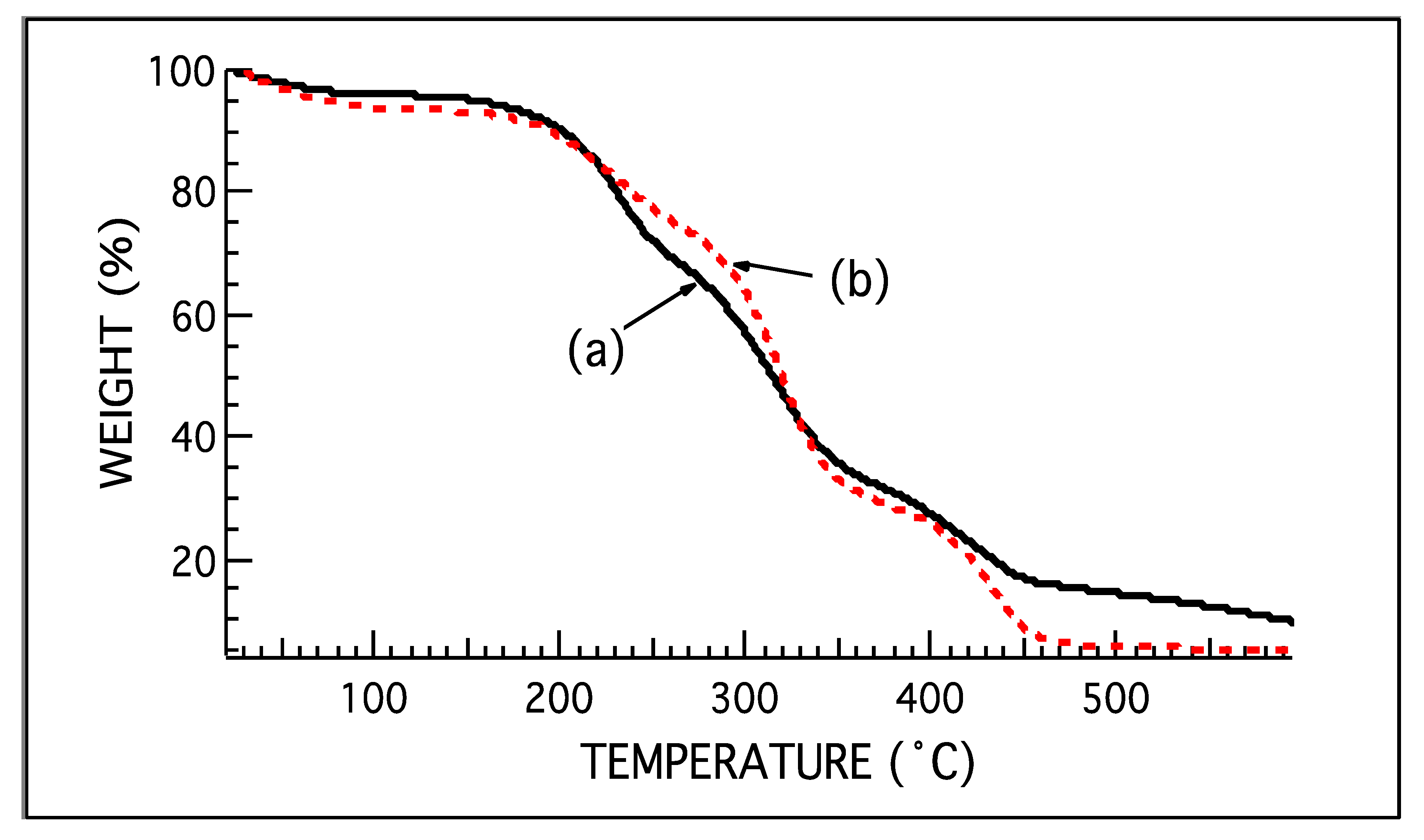
- Degradation characteristics of microcapsules were analyzed using TGA. The TGA graphs showed four distinct decomposition regions. The first decomposition region was attributed a low molecular weight species such as water and residual free formaldehyde, the second decomposition region was attributed to PUF, the third decomposition region was attributed to HDI evaporation, and the fourth decomposition region was attributed to polyurea degradation. Microcapsules with a water-to-oil ratio of 5.5:1 had the highest amount of weight loss in decomposition region 3. It was thus concluded that they had the highest encapsulation efficiency.
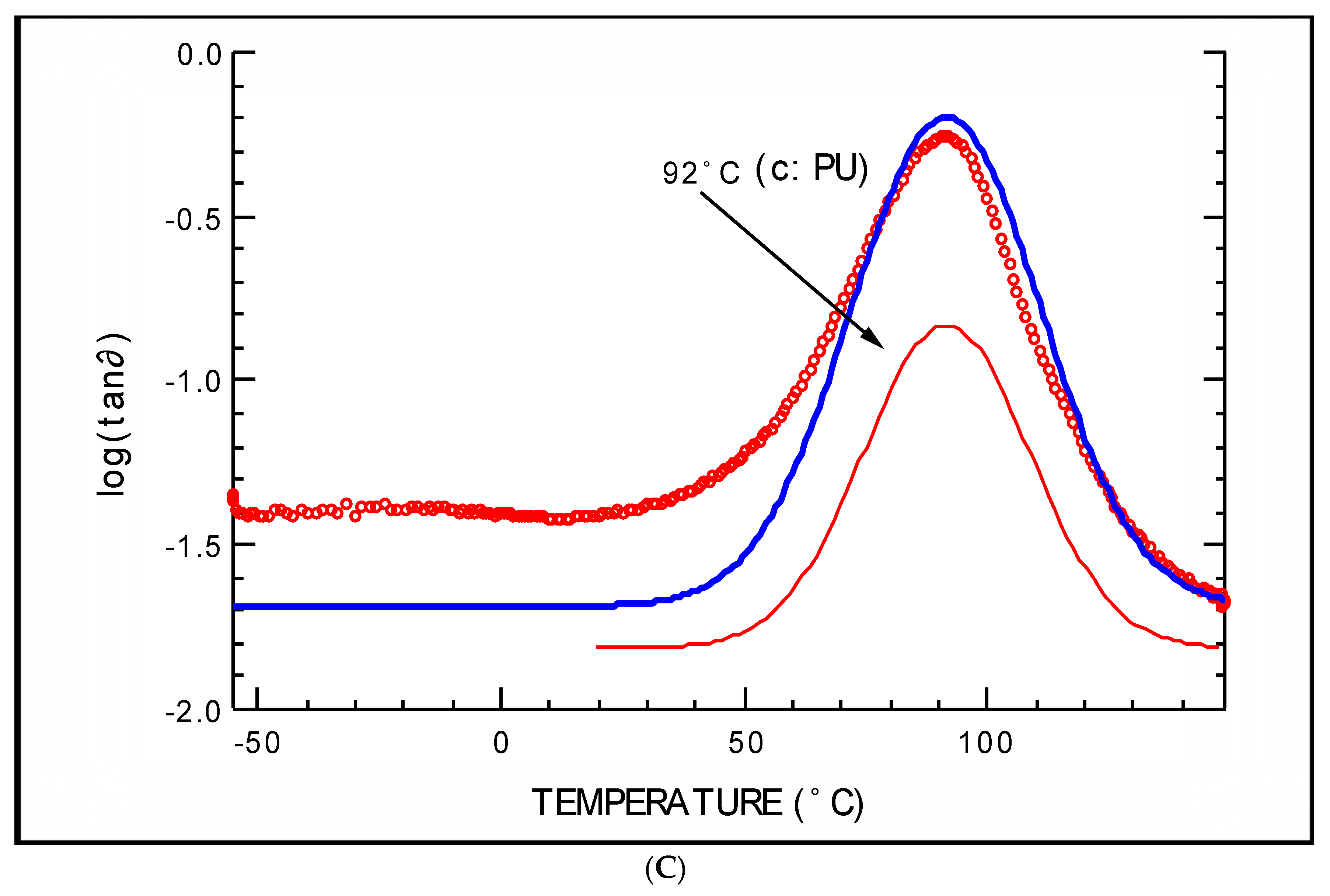
- DMA was carried out to understand thermo-mechanical properties. Epoxy films containing 10-wt% of microcapsules were successfully prepared and tested. Tg of the system was successfully evaluated. A broad and intense tan∂ peak containing three peaks was found. These peaks related to the Tg of epoxy, Tg of microcapsules, and Tg of polyurea/epoxy.
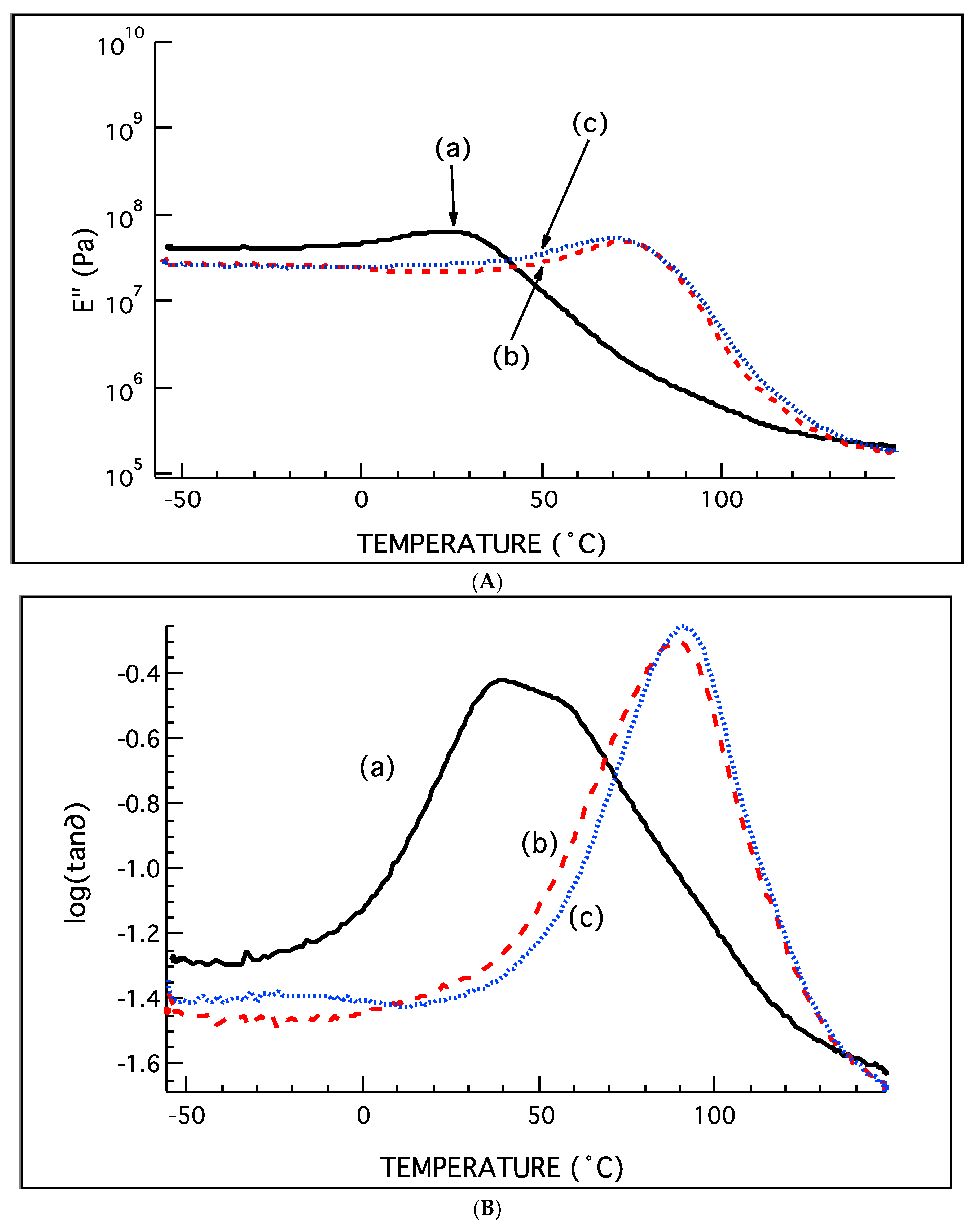
- Multi-run DMA analysis was performed on epoxy film containing microcapsules with a water-to-oil ratio of 5.5:1. The broad and intense tan∂ peak for the system disappears at the end of the third run, giving a single peak at 92 °C. By this, it was concluded that the rupture of the microcapsules with the epoxy coating caused a leakage of HDI within the film. This converted the heterogeneous epoxy/microcapsule system displaying three Tg into a homogeneous single-phase system displaying a single Tg.
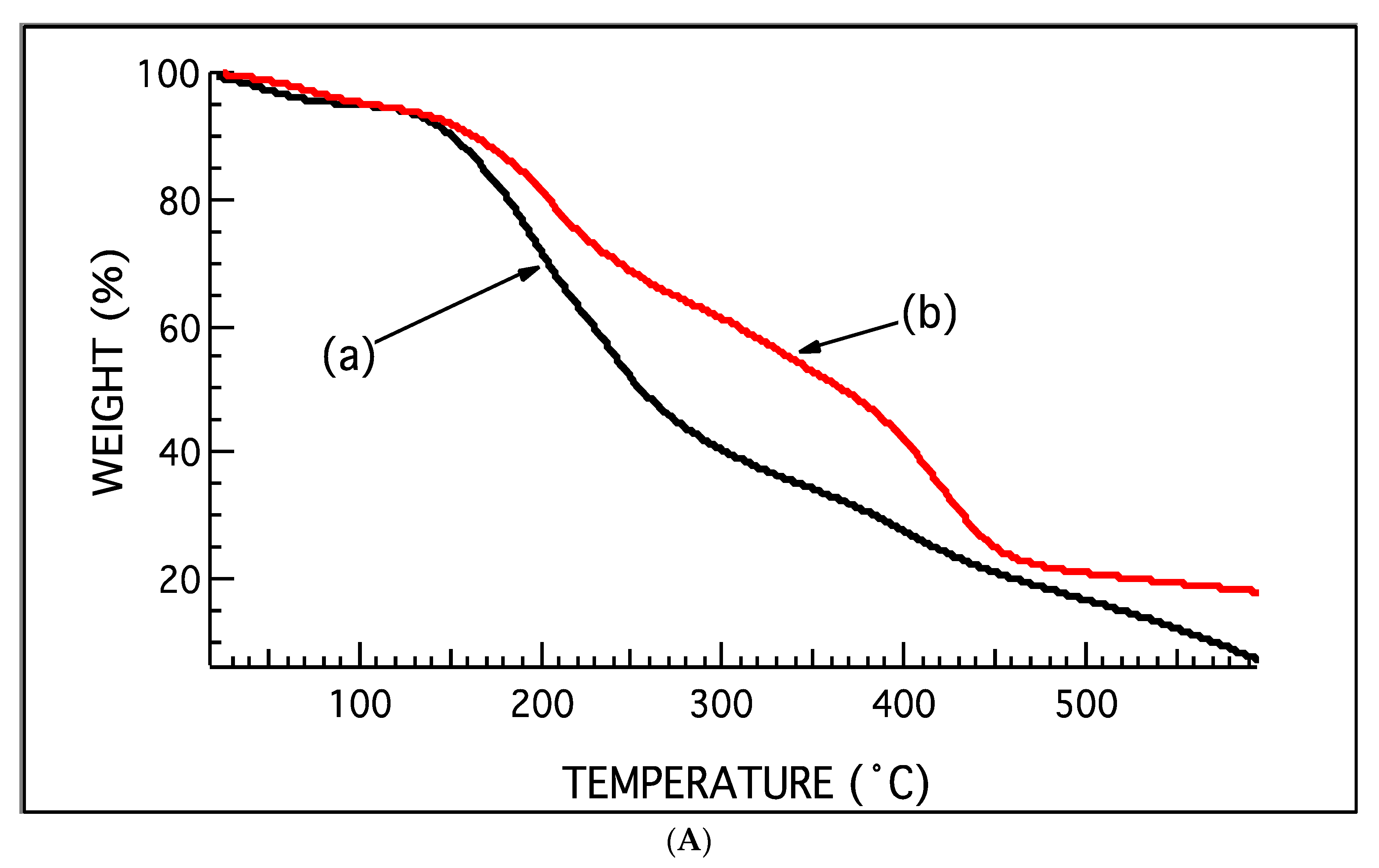
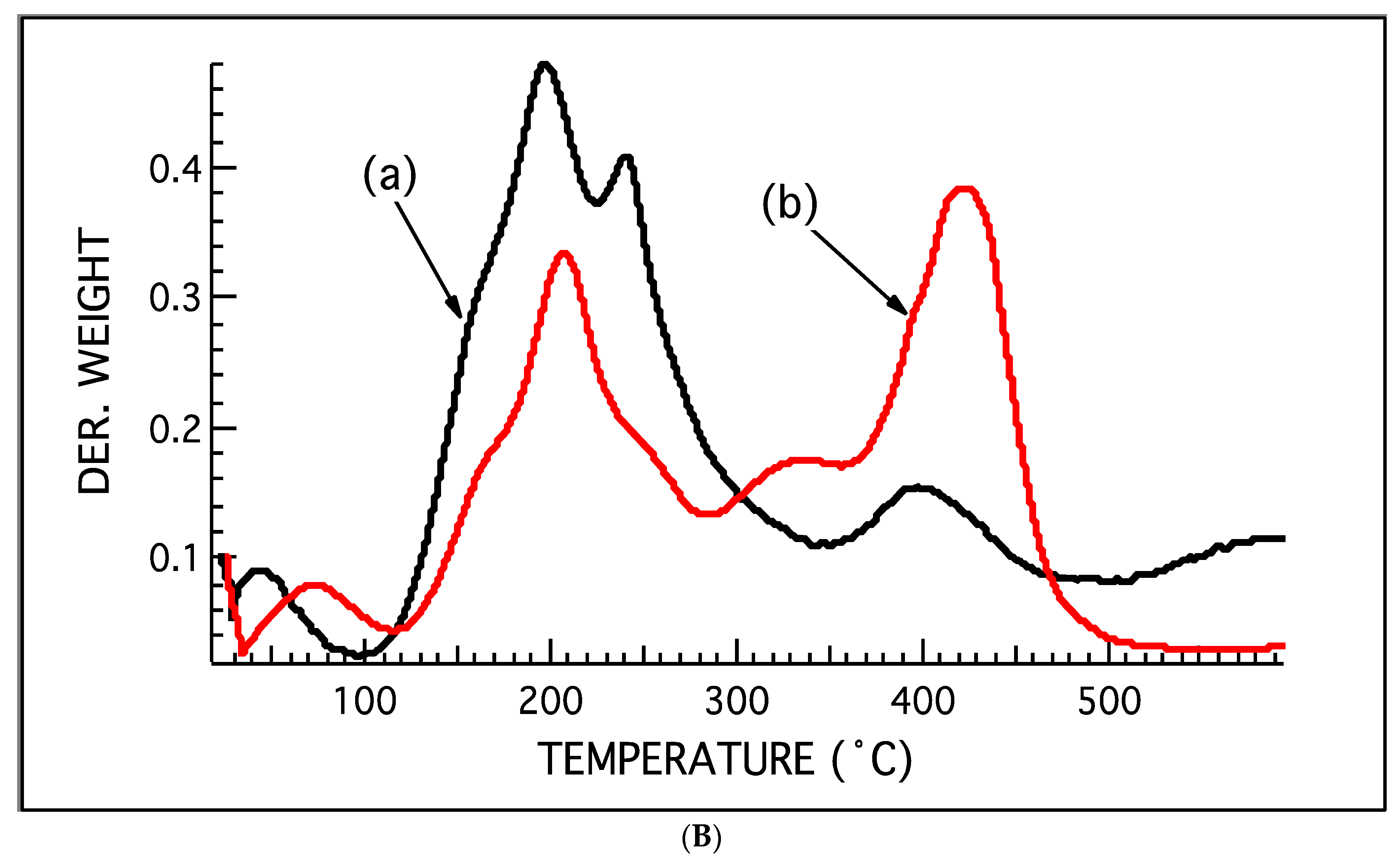
- TGA was performed on the epoxy composite after DMA and the thermographs from TGA before DMA and after DMA were compared. Neat epoxy and epoxy composite before DMA showed three decomposition peaks, while the TGA trace after DMA showed three transitions, which was taken as an indication of polyurea presence. Another indication of polyurea presence was the increase in the percentage residue of epoxy composite after DMA from the neat epoxy and epoxy composite before DMA.
- FTIR and TGA studies were carried out on the microcapsules after aging them for 4 months. It was found that the NCO peak in the microcapsules with a water-to-oil ratio of 5.5:1 completely disappeared. TGA analysis showed a decrease in the transition 3 region. It was thus concluded that HDI diffused out and formed a secondary shell layer, which increased its thickness. The increased shell made it difficult to detect the HDI core by ATR-FTIR.
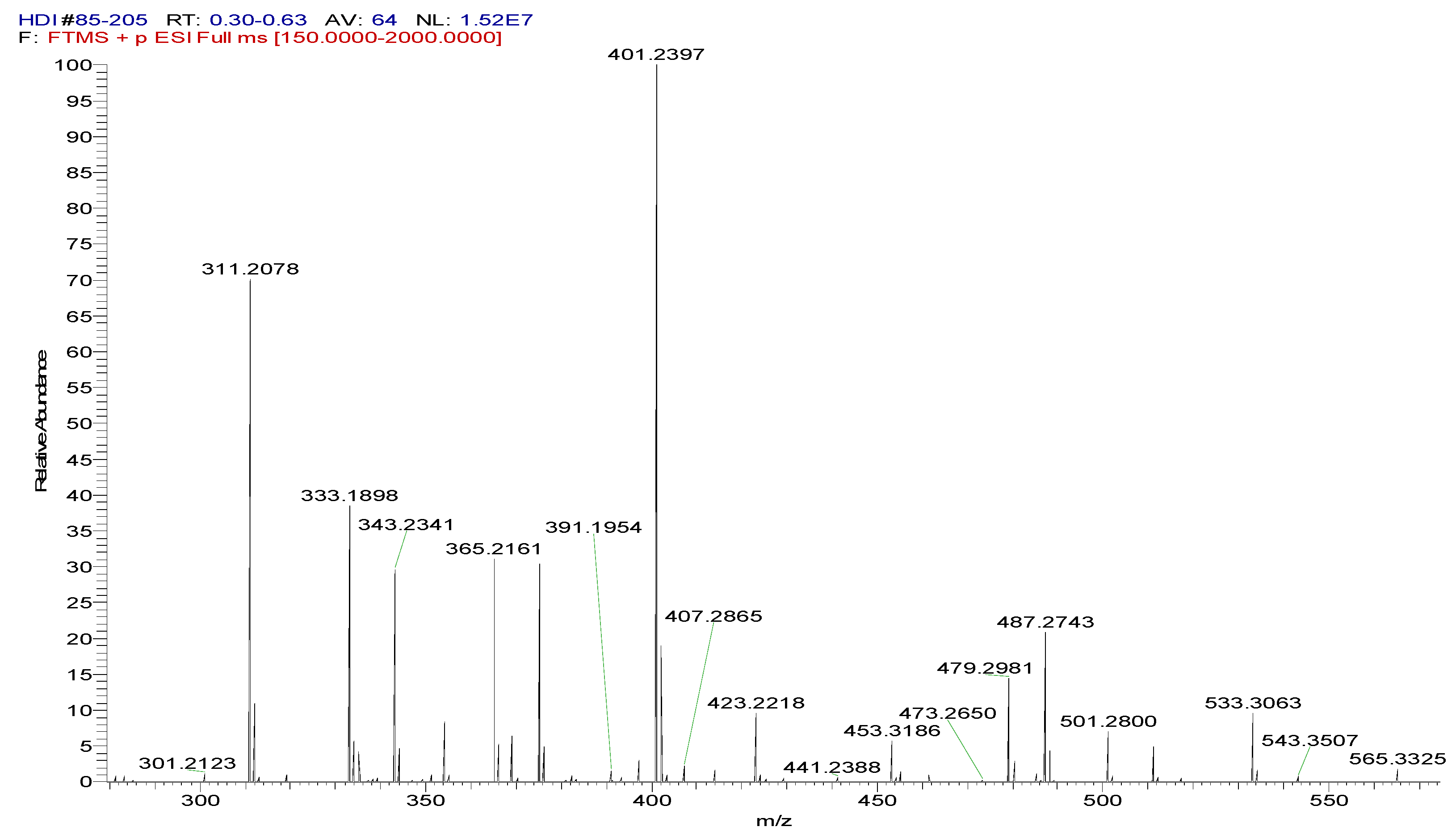
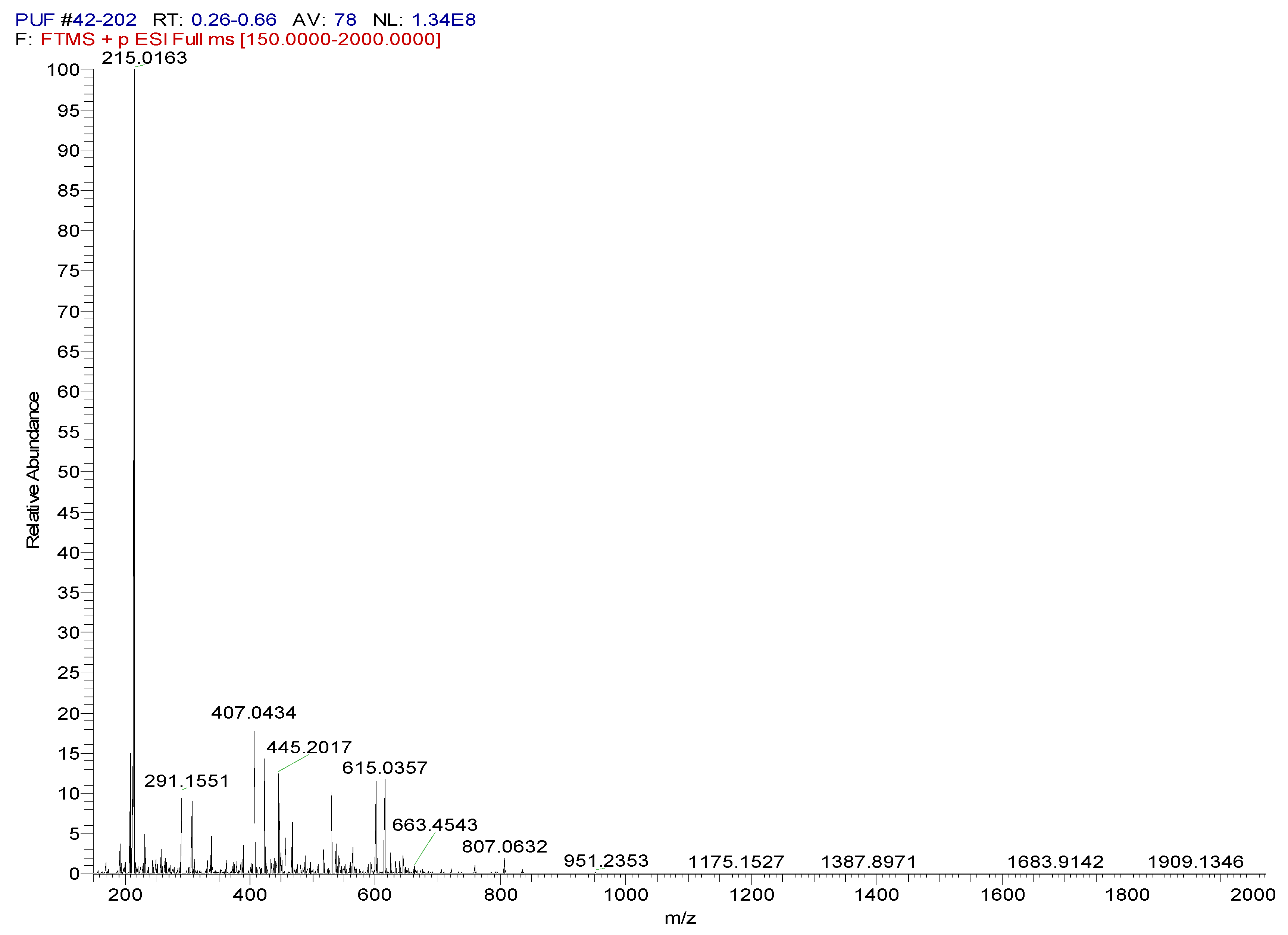
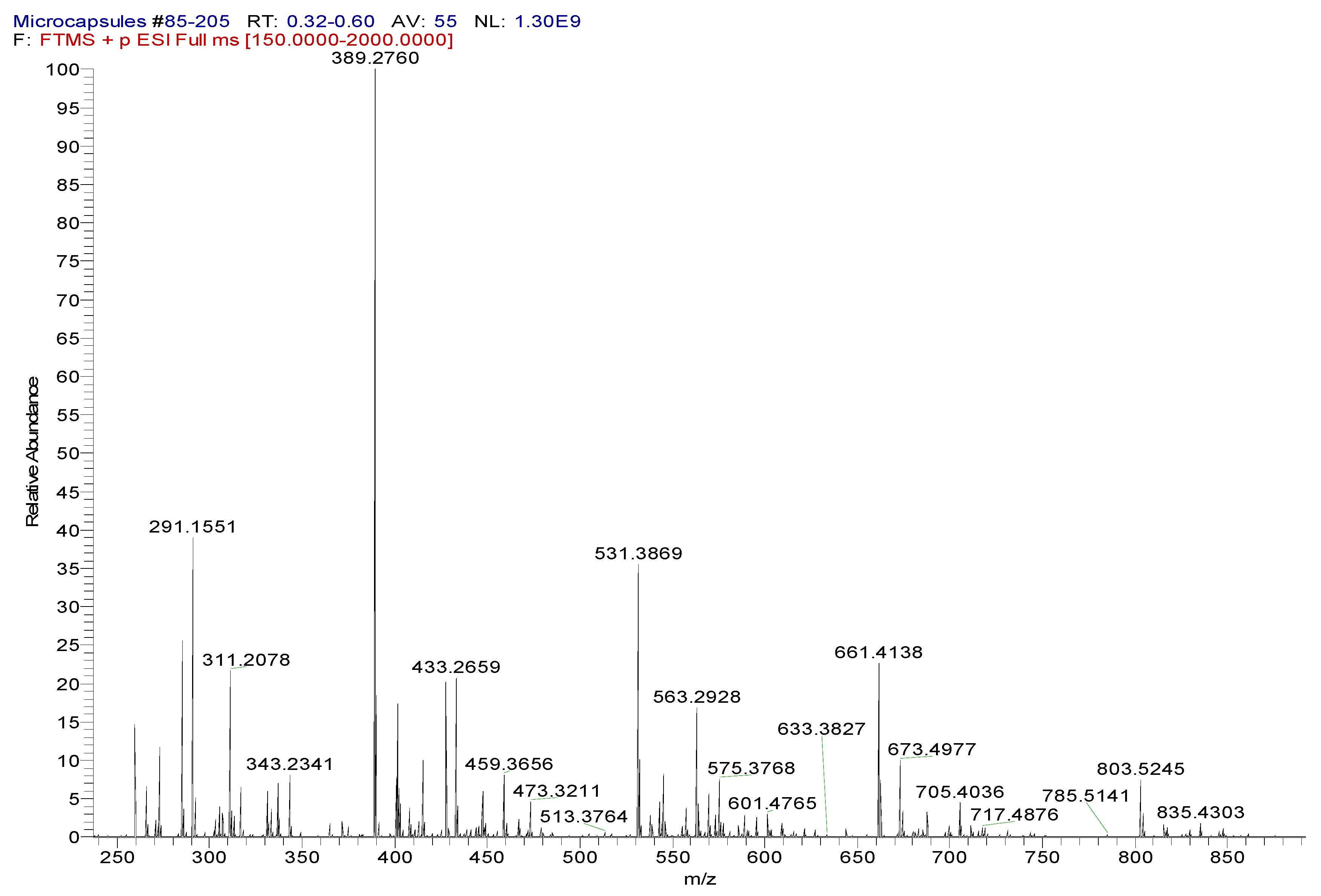
- ESI mass spectrometry was carried out on HDI, PUF, and microcapsules. The presence of peaks pertaining to HDI and PUF in the mass spectrometry of microcapsules confirmed the presence of PUF and HDI.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Jyothi, S.S.; Seethadevi, A.; Prabha, K.S.; Muthuprasanna, P.; Pavitra, P. Microencapsulation: A review. Int. J. Farma Bio Sci. 2012, 3, 509–531. [Google Scholar]
- Brown, E.N.; Sottos, N.; White, S. Fracture testing of a self-healing polymer composite. Exp. Mech. 2002, 42, 372–379. [Google Scholar] [CrossRef]
- Brown, E.; Kessler, M.; Sottos, N.R.; White, S. In Situ poly(urea-formaldehyde) microencapsulation of dicyclopentadiene. J. Microencapsul. 2003, 20, 719–730. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yuan, L.; Liang, G.; Xie, J.; Li, L.; Guo, J. Preparation and characterization of poly(urea-formaldehyde) microcapsules filled with epoxy resins. Polymer 2006, 47, 5338–5349. [Google Scholar] [CrossRef]
- Yuan, L.; Liang, G.; Xie, J.-Q.; Guo, J.; Li, L. Thermal stability of microencapsulated epoxy resins with poly(urea–formaldehyde). Polym. Degrad. Stab. 2006, 91, 2300–2306. [Google Scholar] [CrossRef]
- Yuan, L.; Gu, A.; Liang, G. Preparation and properties of poly(urea–formaldehyde) microcapsules filled with epoxy resins. Mater. Chem. Phys. 2008, 110, 417–425. [Google Scholar] [CrossRef]
- Yuan, Y.C.; Rong, M.Z.; Zhang, M.Q. Preparation and characterization of microencapsulated polythiol. Polymer 2008, 49, 2531–2541. [Google Scholar] [CrossRef]
- Wu, G.; An, J.; Sun, D.; Tang, X.; Xiang, Y.; Yang, J. Robust microcapsules with polyurea/silica hybrid shell for one-part self-healing anticorrosion coatings. J. Mater. Chem. A 2014, 2, 11614–11620. [Google Scholar] [CrossRef]
- Wu, G.; An, Y.; Tang, X.Z.; Xiang, Y.; Yang, J. A Versatile Approach towards Multifunctional Robust Microcapsules with Tunable, Restorable, and Sol-vent-Proof Superhydrophobicity for Self-Healing and Self-Cleaning Coatings. Adv. Funct. Mater. 2014, 24, 6751–6761. [Google Scholar] [CrossRef]
- Caruso, M.M.; Blaiszik, B.J.; Jin, H.; Schelkopf, S.R.; Stradley, D.S.; Sottos, N.R.; White, S.R.; Moore, J.S. Robust, Double-Walled Microcapsules for Self-Healing Polymeric Materials. ACS Appl. Mater. Interfaces 2010, 2, 1195–1199. [Google Scholar] [CrossRef]
- McIlroy, D.A.; Blaiszik, B.J.; Caruso, M.M.; White, S.R.; Moore, J.S.; Sottos, N.R. Microencapsulation of a Reactive Liquid-Phase Amine for Self-Healing Epoxy Composites. Macromolecules 2010, 43, 1855–1859. [Google Scholar] [CrossRef]
- Jin, H.; Mangun, C.L.; Griffin, A.S.; Moore, J.S.; Sottos, N.R.; White, S.R. Thermally stable autonomic healing in epoxy using a dual-microcapsule system. Adv. Mater. 2014, 26, 282–287. [Google Scholar] [CrossRef] [PubMed]
- Yeo, Y.; Park, K. Control of encapsulation efficiency and initial burst in polymeric microparticle systems. Arch. Pharmacal Res. 2004, 27, 1–12. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Jin, H.; Mangun, C.L.; Stradley, D.S.; Moore, J.S.; Sottos, N.R.; White, S.R. Self-healing thermoset using encapsulated epoxy-amine healing chemistry. Polymer 2012, 53, 581–587. [Google Scholar] [CrossRef]
- Rivero, G.; Nguyen, L.-T.T.; Hillewaere, X.K.D.; Du Prez, F.E. One-Pot Thermo-Remendable Shape Memory Polyurethanes. Macromolecules 2014, 47, 2010–2018. [Google Scholar] [CrossRef]
- Yuan, C.E.; Rong, M.Z.; Zhang, M.Q. Self-healing polyurethane elastomer with thermalluy reversible alkoxyamines as crosslinkages. Polymer 2014, 55, 1782–1791. [Google Scholar] [CrossRef]
- Lin, X.; Zhang, H.; Wang, Z.; Wang, S. Preparation of epoxy microcapsule based self-healing coatings and their behavior. Surf. Coat. Technol. 2012, 206, 4976–4980. [Google Scholar]
- Kunst, S.R.; Cardoso, H.R.P.; Oliveira, C.T.; Santana, J.A.; Sarmento, V.H.V.; Muller, I.L.; Malfatti, C.F. Corrosion re-sistance of siloxane–poly(methyl methacrylate) hybrid films modified with acetic acid on tin plate substrates: Influence of tet-raethoxysilane addition. Appl. Surfaces Sci. 2014, 298, 1–11. [Google Scholar] [CrossRef]
- Feng, L.; Iroh, J.O. Corrosion resistance and lifetime of polyimide-b-polyurea novel copolymer coatings. Prog. Org. Coat. 2014, 77, 590–599. [Google Scholar] [CrossRef]
- Kong, D.; Li, J.; Guo, A.; Zhang, X.; Xiao, X. Self-healing high temperature shape memory polymer. Eur. Polym. J. 2019, 120, 109279. [Google Scholar] [CrossRef]
- Dorman, G.; Reid, S.E.; Hoff, T.A.; Henning, B.K.; Collins, D.H. The effect of corrosion inhibitors on environmental fatigue crack growth in Al–Zn–Mg–Cu. Eng. Fract. Mech. 2015, 137, 56–63. [Google Scholar] [CrossRef]
- Kopeć, M.; Szczepanowicz, K.; Mordarski, G.; Podgórna, K.; Socha, R.; Nowak, P.; Warszyński, P.; Hack, T. Self-healing epoxy coatings loaded with inhibitor-containing polyelectrolyte nanocapsules. Prog. Org. Coat. 2015, 84, 97–106. [Google Scholar] [CrossRef]
- Cao, K.; Yu, Z.; Yin, D. Preparation of Ce-MOF@TEOS to enhance the anti-corrosion properties of epoxy coatings. Prog. Org. Coat. 2019, 135, 613–621. [Google Scholar] [CrossRef]
- Ubaid, F.; Radwan, A.B.; Naeem, N.; Shakoor, R.; Ahmad, Z.; Montemor, F.; Kahraman, R.; Abdullah, A.M.; Soliman, A. Multifunctional self-healing polymeric nanocomposite coatings for corrosion inhibition of steel. Surf. Coat. Technol. 2019, 372, 121–133. [Google Scholar] [CrossRef]
- Blaiszik, B.; Sottos, N.; White, S. Nanocapsules for self-healing materials. Compos. Sci. Technol. 2008, 68, 978–986. [Google Scholar] [CrossRef]
- Shojaei, A.; Li, G.; Voyiadjis, G.Z. Cyclic viscoplastic-viscodamage analysis of shape memory polymers fibers with ap-plication to self-healing smart materials. J. Appl. Mech. Trans. ASME 2013, 80, 11014–11015. [Google Scholar] [CrossRef]
- Fan, W.; Li, W.; Zhang, Y.; Wang, W.; Zhang, X.; Song, L.; Liu, X. Cooperative self-healing performance of shape memory polyurethane and Alodine-containing microcapsules. RSC Adv. 2017, 7, 46778–46787. [Google Scholar] [CrossRef] [Green Version]
- Kanu, N.J.; Gupta, E.; Vates, U.K.; Singh, G.K. Self-healing composites: A state-of-the-art review. Compos. Part A Appl. Sci. Manuf. 2019, 121, 474–486. [Google Scholar] [CrossRef]
- Jacobson, N.D.; Iroh, J. Shape Memory Corrosion-Resistant Polymeric Materials. Int. J. Polym. Sci. 2021, 2021, 6637584. [Google Scholar] [CrossRef]
- Choi, H.; Kim, K.Y.; Park, J.M. Encapsulation of aliphatic amines into nanoparticles for self-healing corrosion protection of steel sheets. Prog. Org. Coat. 2013, 76, 1316–1324. [Google Scholar] [CrossRef]


























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| S/N | Material | Transition Temperature, Tg (°C) |
|---|---|---|
| 1 | Epoxy | 35–37 |
| 2 | Microcapsule | 59 |
| 3 | Polyurea | 92–93 |
| 4 | Crosslinked epoxy/polyurea networks | 123 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kothari, J.; Iroh, J.O. Self-Healing Poly(urea formaldehyde) Microcapsules: Synthesis and Characterization. Polymers 2023, 15, 1668. https://doi.org/10.3390/polym15071668
Kothari J, Iroh JO. Self-Healing Poly(urea formaldehyde) Microcapsules: Synthesis and Characterization. Polymers. 2023; 15(7):1668. https://doi.org/10.3390/polym15071668
Chicago/Turabian StyleKothari, Jehan, and Jude O. Iroh. 2023. "Self-Healing Poly(urea formaldehyde) Microcapsules: Synthesis and Characterization" Polymers 15, no. 7: 1668. https://doi.org/10.3390/polym15071668