

Preparation and Properties Study of Wood-Based Cushioning Materials

Abstract
:
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of the Cushion Materials
2.2.1. Preparation of the Elastic Wood
2.2.2. Preparation of MWCNT-Embedded Elastic Wood
2.3. Characterizations
2.3.1. Morphological and Chemical Properties
- (1)
- Microscopic morphology
- (2)
- Microscopic pore structure
- (3)
- FTIR
- (4)
- Wood component content testing
- (5)
- Raman Spectroscopy
2.3.2. Mechanical Properties at Different Temperatures
- e—energy absorption per unit volume
- C—cushioning coefficient
- ε—strain
- σ—stress
2.3.3. Finite Element Simulation
2.3.4. Electromagnetic Shielding Performance
- S21—S-parameter
- SET—shielding effectiveness
2.3.5. Drop Test
3. Results and Discussion
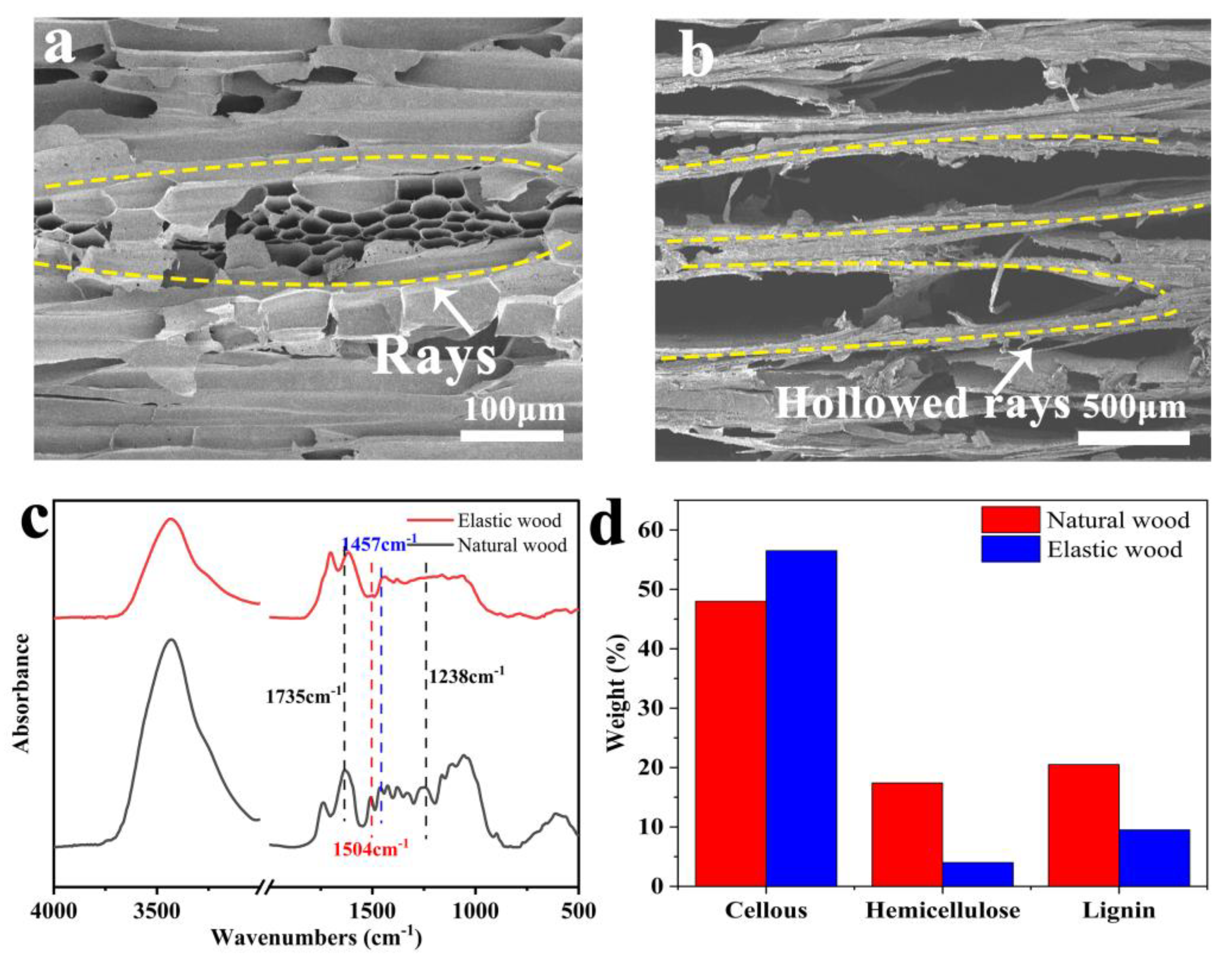
3.1. Morphology and Structure
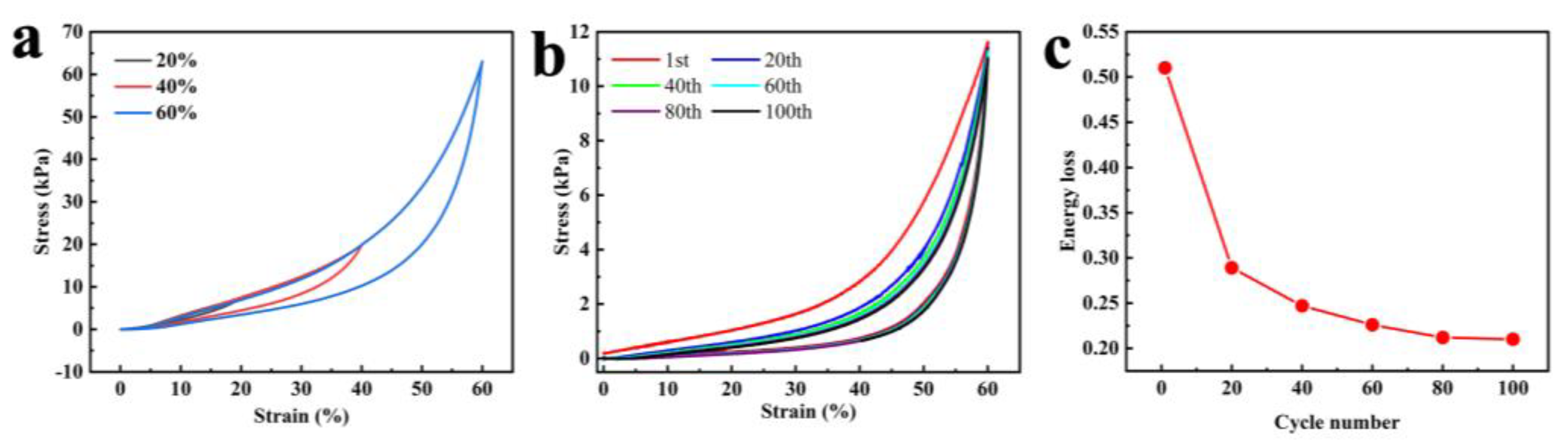
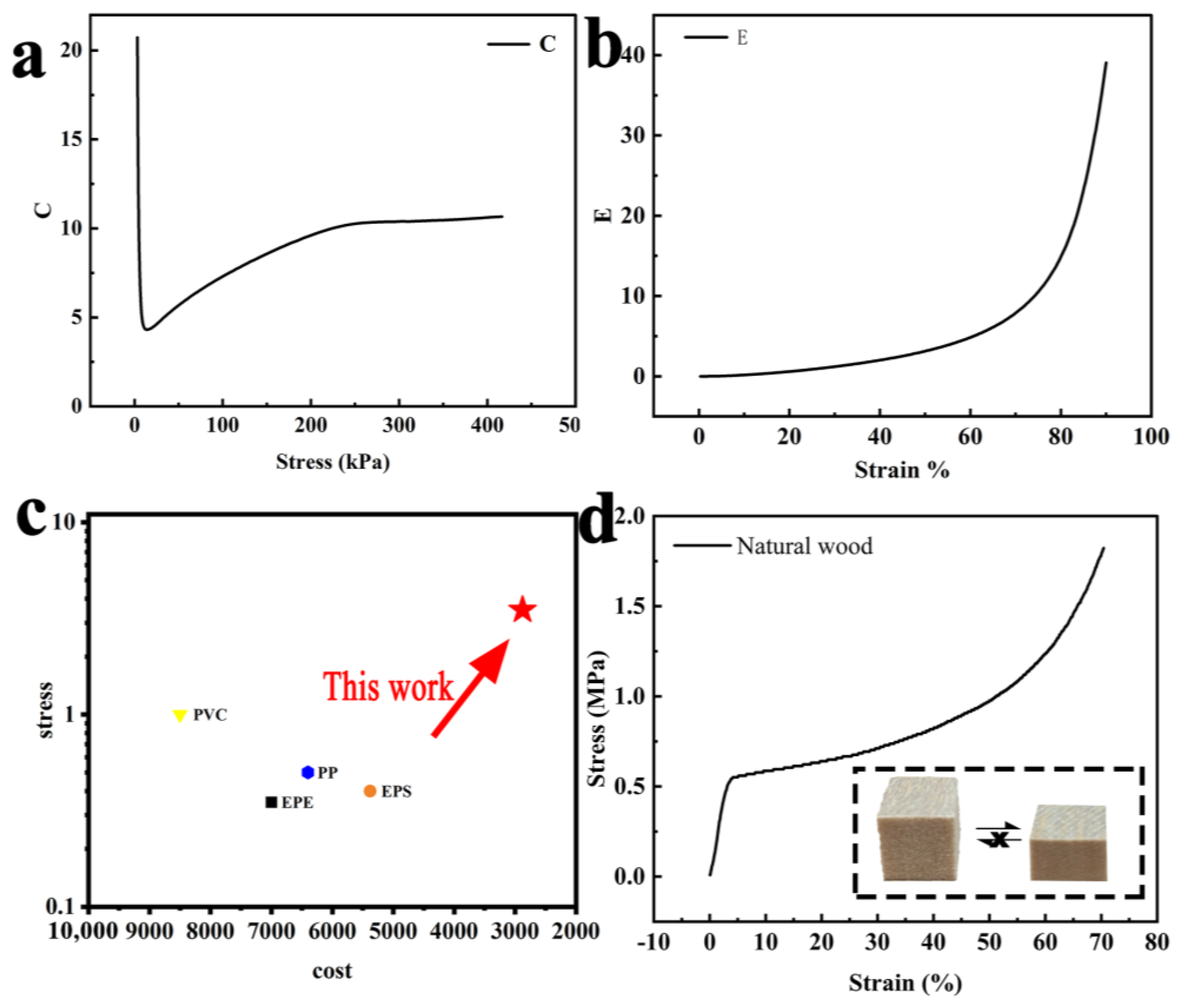
3.2. Mechanical Properties
3.3. Electromagnetic Shielding Performance
3.4. Temperature-Invariant Mechanical Properties and Impact Resistance
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Gao, Z.; Dong, W.; Xiaomin, J. Research on the Reduction Design of Fragile Product Cushion Packaging under the Green Development Concept. IOP Conf. Ser. Earth Environ. Sci. 2021, 657, 012057. [Google Scholar] [CrossRef]
- Chen, Q.; Du, X.; Chen, G. Preparation of Modified Montmorillonite—Plant Fiber Composite Foam Materials. Materials 2019, 12, 420. [Google Scholar] [CrossRef] [Green Version]
- Li, J.; Yang, X.; Xiu, H.; Dong, H.; Song, T.; Ma, F.; Feng, P.; Zhang, X.; Kozliak, E.; Ji, Y. Structure and performance control of plant fiber based foam material by fibrillation via refining treatment. Ind. Crops Prod. 2018, 128, 186–193. [Google Scholar] [CrossRef]
- Orbulov, I.N. Metal Matrix Composite Syntactic Foams for Light-Weight Structural Materials. In Encyclopedia of Materials: Composites; Elsevier: Amsterdam, The Netherlands, 2021; pp. 781–797. [Google Scholar]
- Movahedi, N.; Murch, G.E.; Belova, I.V.; Fiedler, T. Effect of Heat Treatment on the Compressive Behavior of Zinc Alloy ZA27 Syntactic Foam. Materials 2019, 12, 792. [Google Scholar] [CrossRef] [Green Version]
- Movahedi, N.; Linul, E.; Marsavina, L. The Temperature Effect on the Compressive Behavior of Closed-Cell Aluminum-Alloy Foams. J. Mater. Eng. Perform. 2017, 27, 99–108. [Google Scholar] [CrossRef]
- Duarte, I.; Banhart, J. A study of aluminium foam formation—Kinetics and microstructure. Acta Mater. 2000, 48, 2349–2362. [Google Scholar] [CrossRef]
- Liu, J.; Ren, B.; Zhang, S.; Lu, Y.; Chen, Y.; Wang, L.; Yang, J.; Huang, Y. Hierarchical Ceramic Foams with 3D Interconnected Network Architecture for Superior High-Temperature Particulate Matter Capture. ACS Appl. Mater. Interfaces 2019, 11, 40585–40591. [Google Scholar] [CrossRef]
- Semerci, T.; de Mello Innocentini, M.D.; Marsola, G.A.; Lasso, P.R.O.; Soraru, G.D.; Vakifahmetoglu, C. Hot Air Permeable Preceramic Polymer Derived Reticulated Ceramic Foams. ACS Appl. Polym. Mater. 2020, 2, 4118–4126. [Google Scholar] [CrossRef]
- Li, F.; Guan, K.; Liu, P.; Li, G.; Li, J. Ingredient of Biomass Packaging Material and Compare Study on Cushion Properties. Int. J. Polym. Sci. 2014, 2014, 1–7. [Google Scholar] [CrossRef] [Green Version]
- Kaisangsri, N.; Kerdchoechuen, O.; Laohakunjit, N. Characterization of cassava starch based foam blended with plant proteins, kraft fiber, and palm oil. Carbohydr. Polym. 2014, 110, 70–77. [Google Scholar] [CrossRef] [PubMed]
- Xingyun, Z.L.; Yuping, E.; Jiajun, W.P. Reparation of laminaria japonica foamed cushioning material and the research on its properties. J. Zhejiang Sci. Technol. Univ. 2015, 33, 781–787. [Google Scholar]
- Aboura, Z.; Talbi, N.; Allaoui, S.; Benzeggagh, M. Elastic behavior of corrugated cardboard: Experiments and modeling. Compos. Struct. 2004, 63, 53–62. [Google Scholar] [CrossRef] [Green Version]
- Allaoui, S.; Aboura, Z.; Benzeggagh, M. Effects of the environmental conditions on the mechanical behaviour of the corrugated cardboard. Compos. Sci. Technol. 2009, 69, 104–110. [Google Scholar] [CrossRef]
- Su, Y.; Yang, B.; Liu, J.; Sun, B.; Cao, C.; Zou, X.; Lutes, R.; He, Z. Prospects for Replacement of Some Plastics in Packaging with Lignocellulose Materials: A Brief Review. Bioresources 2018, 13, 4550–4576. [Google Scholar] [CrossRef] [Green Version]
- Chen, Q.; Jiang, Z.; Pei, X.; Liu, Y.; Du, R.; Zhao, G. Bio-inspired, epoxy-based lamellar composites with superior fracture toughness by delignified wood scaffold. Compos. Sci. Technol. 2021, 207, 108739. [Google Scholar] [CrossRef]
- Song, J.; Chen, C.; Yang, Z.; Kuang, Y.; Li, T.; Li, Y.; Huang, H.; Kierzewski, I.; Liu, B.; He, S.; et al. Highly Compressible, Anisotropic Aerogel with Aligned Cellulose Nanofibers. ACS Nano 2018, 12, 140–147. [Google Scholar] [CrossRef]
- Chen, C.; Song, J.; Zhu, S.; Li, Y.; Kuang, Y.; Wan, J.; Kirsch, D.; Xu, L.; Wang, Y.; Gao, T.; et al. Scalable and Sustainable Approach toward Highly Compressible, Anisotropic, Lamellar Carbon Sponge. Chem 2018, 4, 544–554. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Q.; Li, L.; Jiang, B.; Zhang, H.; He, N.; Yang, S.; Tang, D.; Song, Y. Flexible and Mildew-Resistant Wood-Derived Aerogel for Stable and Efficient Solar Desalination. ACS Appl. Mater. Interfaces 2020, 12, 28179–28187. [Google Scholar] [CrossRef]
- Jiao, M.; Yao, Y.; Chen, C.; Jiang, B.; Pastel, G.; Lin, Z.; Wu, Q.; Cui, M.; He, S.; Hu, L. Highly Efficient Water Treatment via a Wood-Based and Reusable Filter. ACS Mater. Lett. 2020, 2, 430–437. [Google Scholar] [CrossRef]
- Chao, W.; Wang, S.; Li, Y.; Cao, G.; Zhao, Y.; Sun, X.; Wang, C.; Ho, S.-H. Natural sponge-like wood-derived aerogel for solar-assisted adsorption and recovery of high-viscous crude oil. Chem. Eng. J. 2020, 400, 125865. [Google Scholar] [CrossRef]
- Guan, H.; Cheng, Z.; Wang, X. Highly Compressible Wood Sponges with a Spring-like Lamellar Structure as Effective and Reusable Oil Absorbents. ACS Nano 2018, 12, 10365–10373. [Google Scholar] [CrossRef]
- Sun, J.; Guo, H.; Ribera, J.; Wu, C.; Tu, K.; Binelli, M.; Panzarasa, G.; Schwarze, F.; Wang, Z.L.; Burgert, I. Sustainable and Biodegradable Wood Sponge Piezoelectric Nanogenerator for Sensing and Energy Harvesting Applications. ACS Nano 2020, 14, 14665–14674. [Google Scholar] [CrossRef]
- Guo, H.; Schdali, G.N.; Tu, K.; Schar, S.; Schwarze, F.; Panzarasa, G.; Ribera, J.; Burgert, I. Enhanced mechanical energy conversion with selectively decayed wood. Sci. Adv. 2021, 7, eabd9138. [Google Scholar]
- Guan, H.; Dai, X.; Ni, L.; Hu, J.; Wang, X. Highly Elastic and Fatigue-Resistant Graphene-Wrapped Lamellar Wood Sponges for High-Performance Piezoresistive Sensors. ACS Sustain. Chem. Eng. 2021, 9, 15267–15277. [Google Scholar] [CrossRef]
- Meng, T.; Jiang, B.; Li, Z.; Xu, X.; Li, D.; Henzie, J.; Nanjundan, A.K.; Yamauchi, Y.; Bando, Y. Programmed design of selectively-functionalized wood aerogel: Affordable and mildew-resistant solar-driven evaporator. Nano Energy 2021, 87, 106146. [Google Scholar] [CrossRef]
- Chen, H.; Zou, Y.; Li, J.; Zhang, K.; Xia, Y.; Hui, B.; Yang, D. Wood aerogel-derived sandwich-like layered nanoelectrodes for alkaline overall seawater electrosplitting. Appl. Catal. B Environ. 2021, 293, 120215. [Google Scholar] [CrossRef]
- Faria, M.; Björnmalm, M.; Crampin, E.J.; Caruso, F. A few clarifications on MIRIBEL. Nat. Nanotechnol. 2020, 15, 2–3. [Google Scholar] [CrossRef] [PubMed]
- Borrega, M.; Ahvenainen, P.; Serimaa, R.; Gibson, L. Composition and structure of balsa (Ochroma pyramidale) wood. Wood Sci. Technol. 2015, 49, 403–420. [Google Scholar] [CrossRef]
- Tranvan, L.; Legrand, V.; Jacquemin, F. Thermal decomposition kinetics of balsa wood: Kinetics and degradation mechanisms comparison between dry and moisturized materials. Polym. Degrad. Stab. 2014, 110, 208–215. [Google Scholar] [CrossRef]
- Wright, J.R.; Mathias, L.J. New lightweight materials: Balsa wood-polymer composites based on ethyl α-(hydroxymethyl)acrylate. J. Appl. Polym. Sci. 1993, 48, 2241–2247. [Google Scholar] [CrossRef]
- Kojiro, K.; Miki, T.; Sugimoto, H.; Nakajima, M.; Kanayama, K. Micropores and mesopores in the cell wall of dry wood. J. Wood Sci. 2009, 56, 107–111. [Google Scholar] [CrossRef]
- Ge, C.; Priyadarshini, L.; Cormier, D.; Pan, L.; Tuber, J. A preliminary study of cushion properties of a 3D printed thermoplastic polyurethane Kelvin foam. Packag. Technol. Sci. 2018, 31, 361–368. [Google Scholar] [CrossRef]
- Gao, R.; Huang, Y.; Gan, W.; Xiao, S.; Gao, Y.; Fang, B.; Zhang, X.; Lyu, B.; Huang, R.; Li, J.; et al. Superhydrophobic elastomer with leaf-spring microstructure made from natural wood without any modification chemicals. Chem. Eng. J. 2022, 442, 136338. [Google Scholar] [CrossRef]
- Liang, T.; Wang, L. Thermal Treatment of Poplar Hemicelluloses at 180 to 220 °C under Nitrogen Atmosphere. Bioresources 2016, 12, 1128–1135. [Google Scholar] [CrossRef] [Green Version]
- Shen, D.; Gu, S.; Luo, K.; Wang, S.; Fang, M. The pyrolytic degradation of wood-derived lignin from pulping process. Bioresour. Technol. 2010, 101, 6136–6146. [Google Scholar] [CrossRef]
- Cao, J.; Xiao, G.; Xu, X.; Shen, D.; Jin, B. Study on carbonization of lignin by TG-FTIR and high-temperature carbonization reactor. Fuel Process. Technol. 2013, 106, 41–47. [Google Scholar] [CrossRef]
- Monteil-Rivera, F.; Phuong, M.; Ye, M.; Halasz, A.; Hawari, J. Isolation and characterization of herbaceous lignins for applications in biomaterials. Ind. Crops Prod. 2013, 41, 356–364. [Google Scholar] [CrossRef]
- Kibet, J.; Khachatryan, L.; Dellinger, B. Molecular Products and Radicals from Pyrolysis of Lignin. Environ. Sci. Technol. 2012, 46, 12994–13001. [Google Scholar] [CrossRef]
- Qiu, L.; Liu, J.Z.; Chang, S.L.; Wu, Y.; Li, D. Biomimetic superelastic graphene-based cellular monoliths. Nat. Commun. 2012, 3, 1241. [Google Scholar] [CrossRef] [Green Version]
- Hu, H.; Zhao, Z.; Wan, W.; Gogotsi, Y.; Qiu, J. Ultralight and Highly Compressible Graphene Aerogels. Adv. Mater. 2013, 25, 2219–2223. [Google Scholar] [CrossRef]
- Xu, S.; Cui, S. Expanded Polyethylene Cushion Curve Based on Constitutive Model. Packag. Eng. 2019, 40, 11–15. [Google Scholar]
- Luo, Y.; Xiao, S.; Li, C. Relationships between Bubble paremeters and Mechanical Properties of Fiber Porous Cushioning Packaging Material. Sci. Silvae Sin. 2017, 53, 116–124. [Google Scholar]
- Lai, Y.; Chen, Y.; Zhao, J.; Tu, S.; Ye, L. Preparation and performance of coconut fiber based polyurethane packaging cushioning foam. CIESC J. 2021, 72, 3880–3889. [Google Scholar]
- Kim, D.-H.; Na, I.-Y.; Jang, H.-K.; Kim, H.D.; Kim, G.T. Anisotropic electrical and thermal characteristics of carbon nanotube-embedded wood. Cellulose 2019, 26, 5719–5730. [Google Scholar] [CrossRef]







Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pei, S.; Fu, Z.; Gou, J.; Lu, Y. Preparation and Properties Study of Wood-Based Cushioning Materials. Polymers 2023, 15, 1417. https://doi.org/10.3390/polym15061417
Pei S, Fu Z, Gou J, Lu Y. Preparation and Properties Study of Wood-Based Cushioning Materials. Polymers. 2023; 15(6):1417. https://doi.org/10.3390/polym15061417
Chicago/Turabian StylePei, Shuang, Zongying Fu, Jinsheng Gou, and Yun Lu. 2023. "Preparation and Properties Study of Wood-Based Cushioning Materials" Polymers 15, no. 6: 1417. https://doi.org/10.3390/polym15061417