
Bio-Based Adhesives Formulated from Tannic Acid, Chitosan, and Shellac for Packaging Materials


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.1.1. Materials for Bio-Based Adhesives
- Tannic acid
- Tannic acid was dissolved in 0.1 M acetic acid (Merck KGaA, Germany) at a concentration of 2% and room temperature.
- Chitosan
Shellac
2.1.2. Packaging Paper Used for the Adhesive Testing
- Commercial, non-coated paper, with a specified grammage of 200 g/m2 and thickness of 0.3 mm *.
- Commercial, two-sided coated paper, with a specified grammage of 200 g/m2 and thickness of 0.4 mm *.
- Papers produced from European invasive plant species such as Japanese knotweed and Canadian Goldenrod (properties of each paper are presented in the following chapters and Table 2).
Papers Produced from Invasive Plant Species (IAPS)
2.2. Methods
2.2.1. Grammage, Thickness, Density, and Specific Surface Volume of Paper Samples
2.2.2. Viscosity, Drying, and Application of Adhesives to the Paper Samples
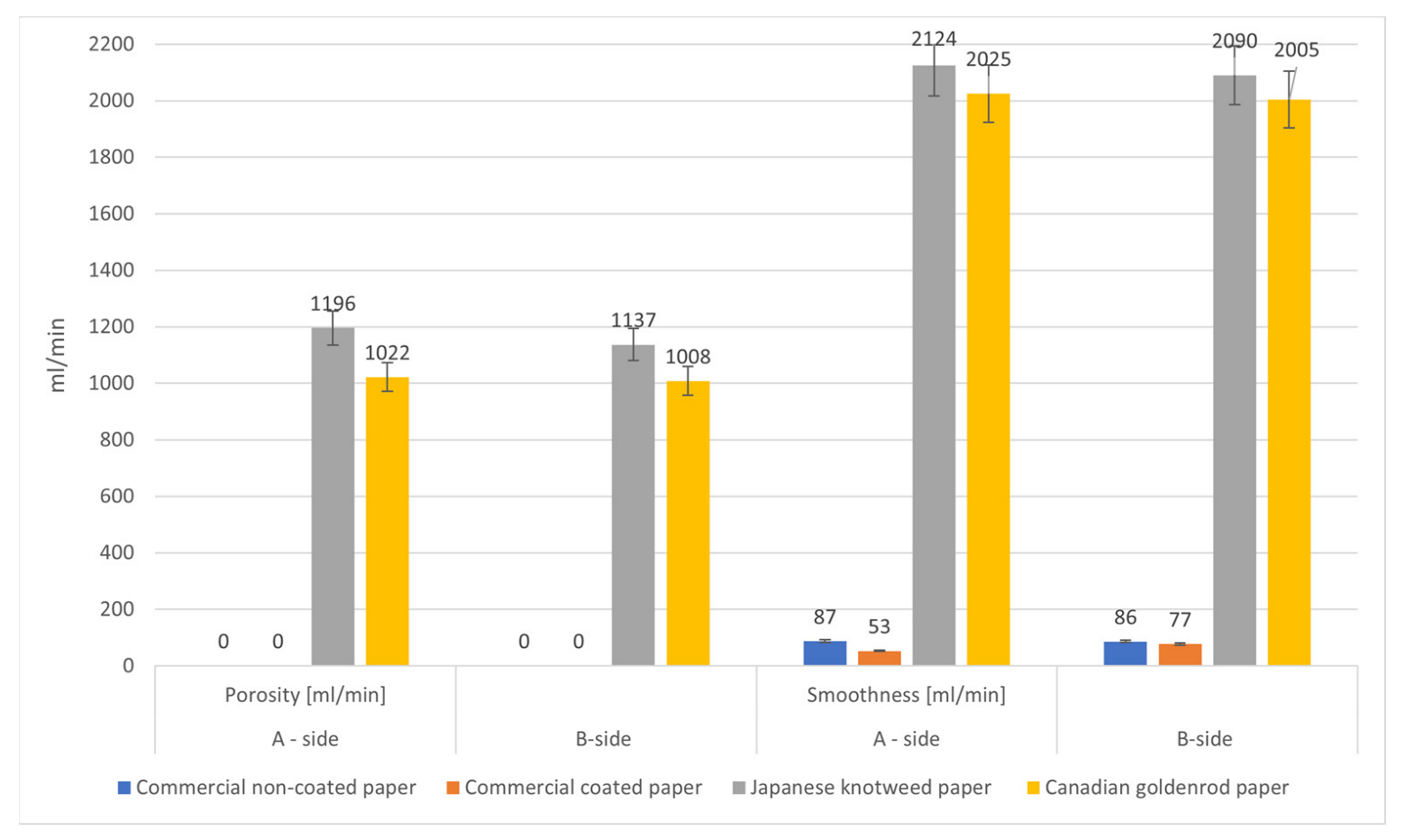
2.2.3. Paper Smoothness and Porosity
2.2.4. Tensile Tests
- Butt joint: edges of two butt joints, the same paper samples were immersed 2 mm into the adhesive solution and their wetted edges were then joined. All adhesives for butt joints were dried at 30 °C; for shellac, 55 °C for 180 min.
- Lap joint: 50 mg of each adhesive solution was spread over the length of 12 cm. Each strip was joined with 700 mN of compression force for 10 s, at 30 °C; for shellac, 55 °C.
2.2.5. Peel Strength
2.2.6. Thermogravimetric Analysis (TGA)
2.2.7. SEM Analysis
2.2.8. Statistics
3. Results and Discussion
3.1. Basic Properties
3.2. Viscosity and Drying Properties of Adhesives
3.3. Paper Smoothness and Porosity
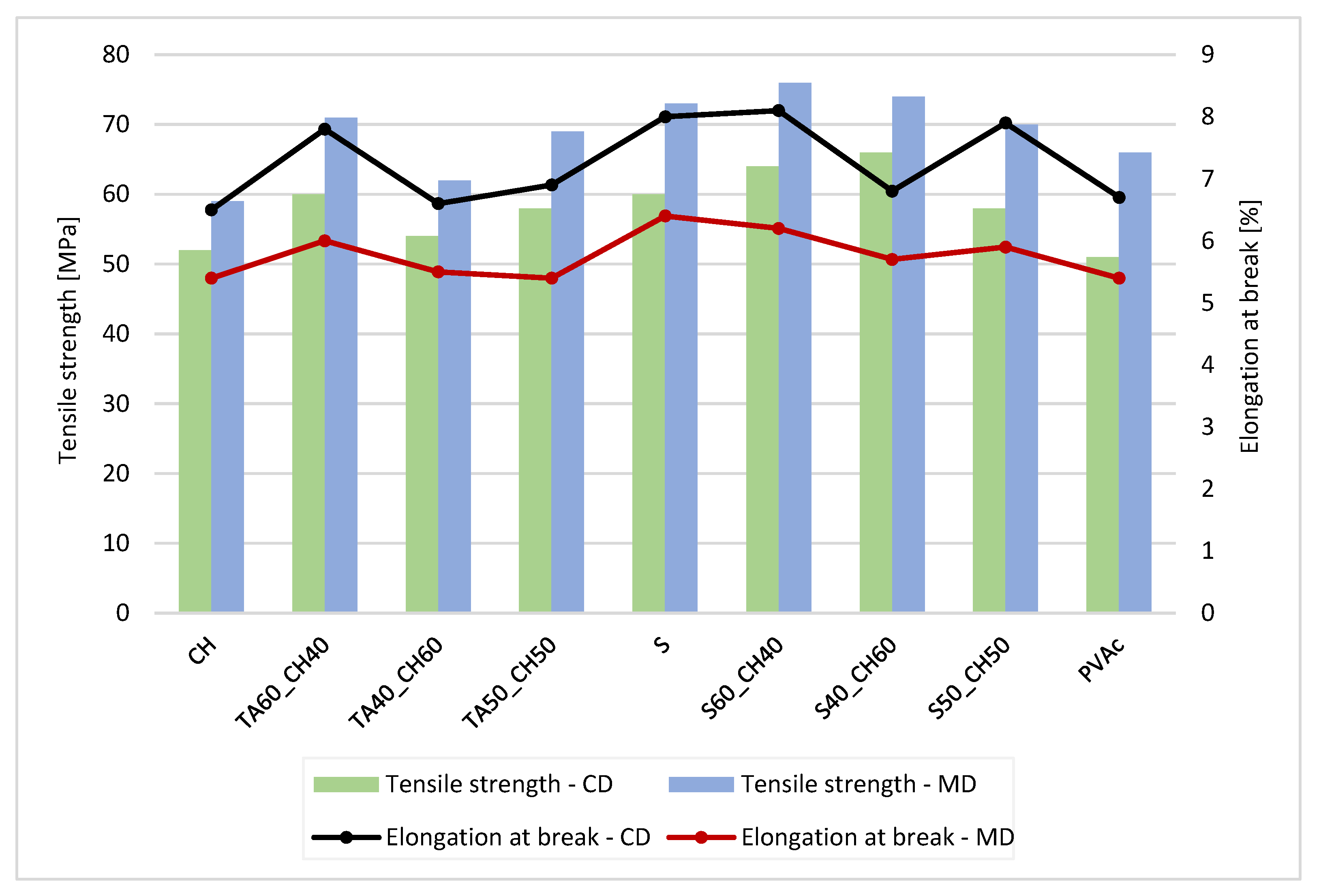
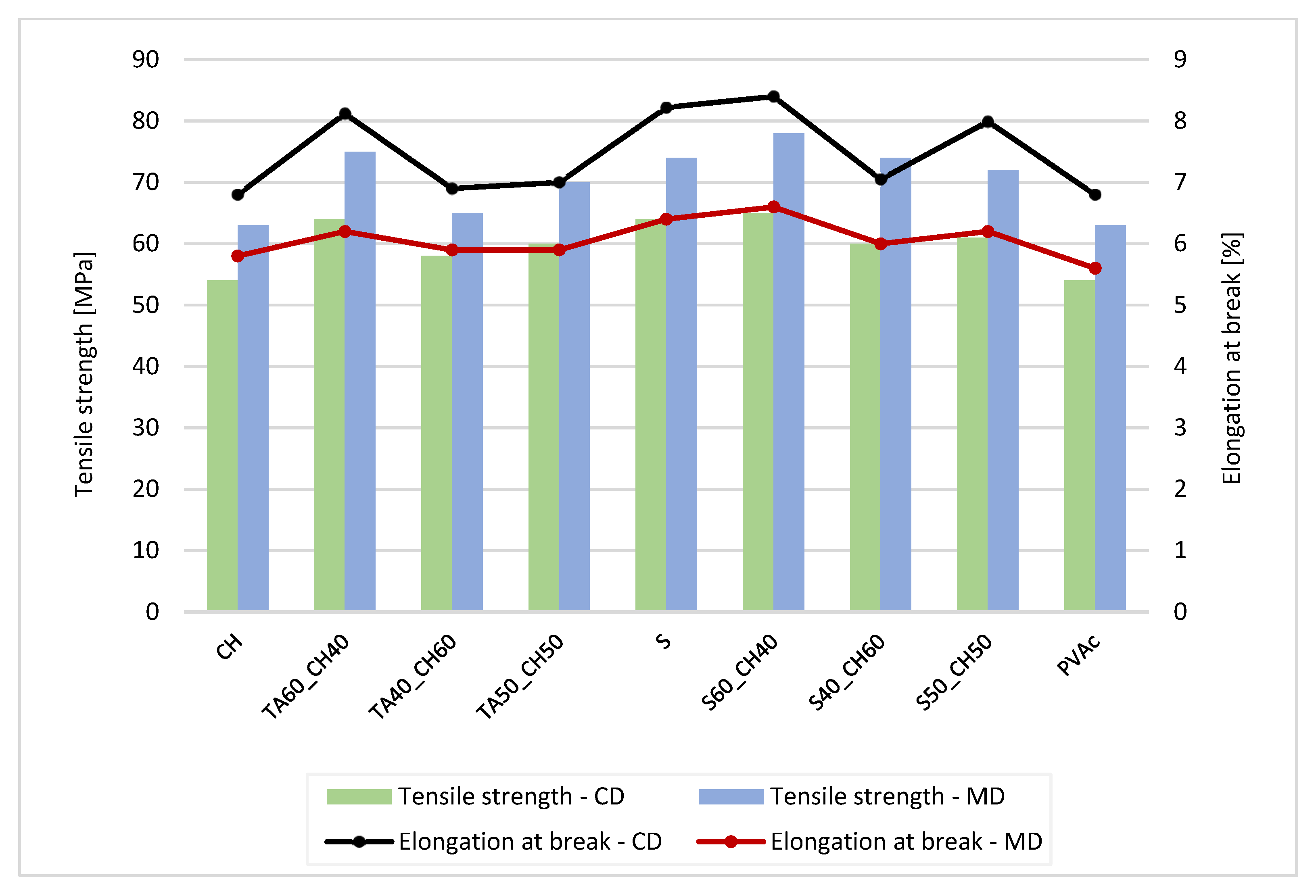
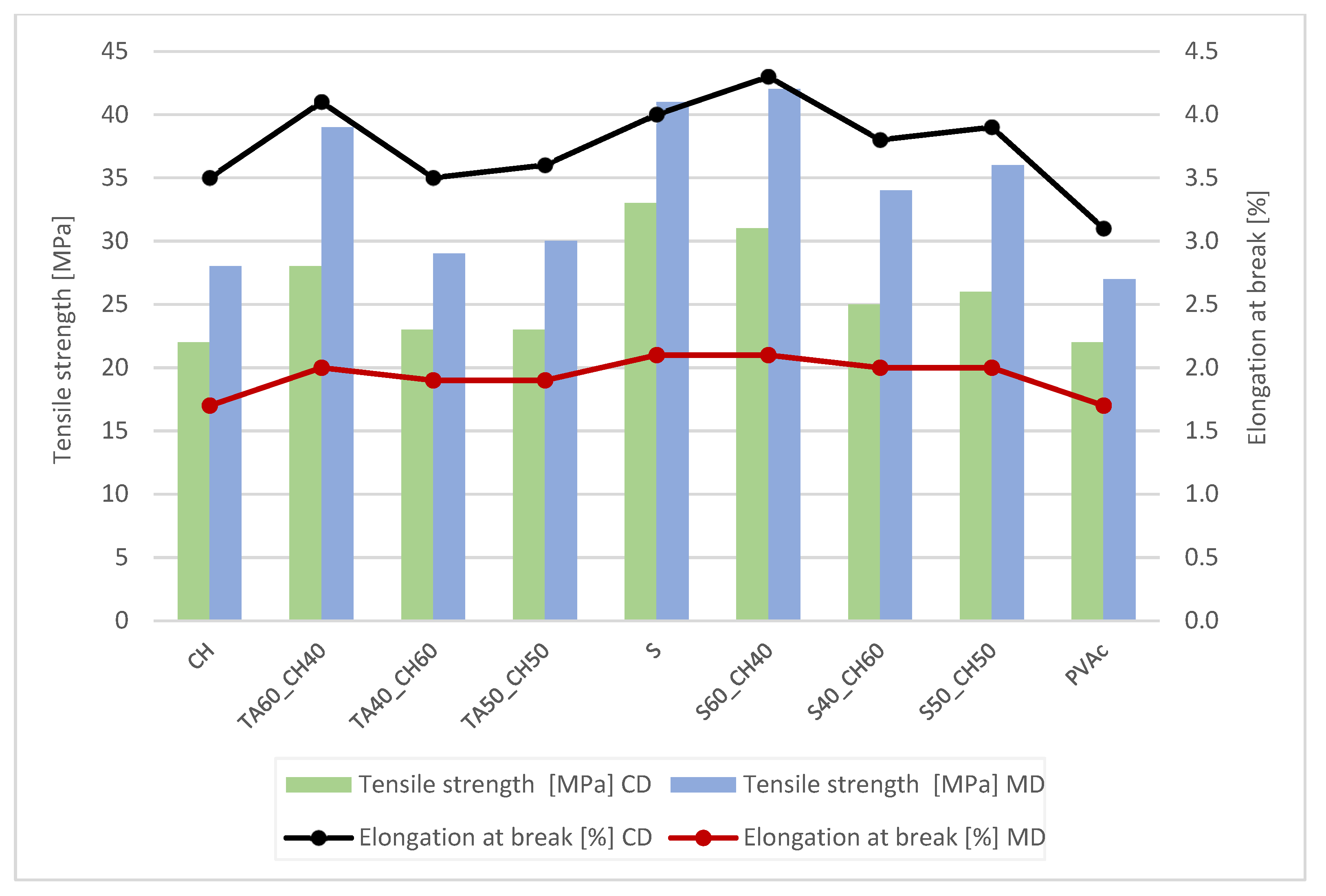
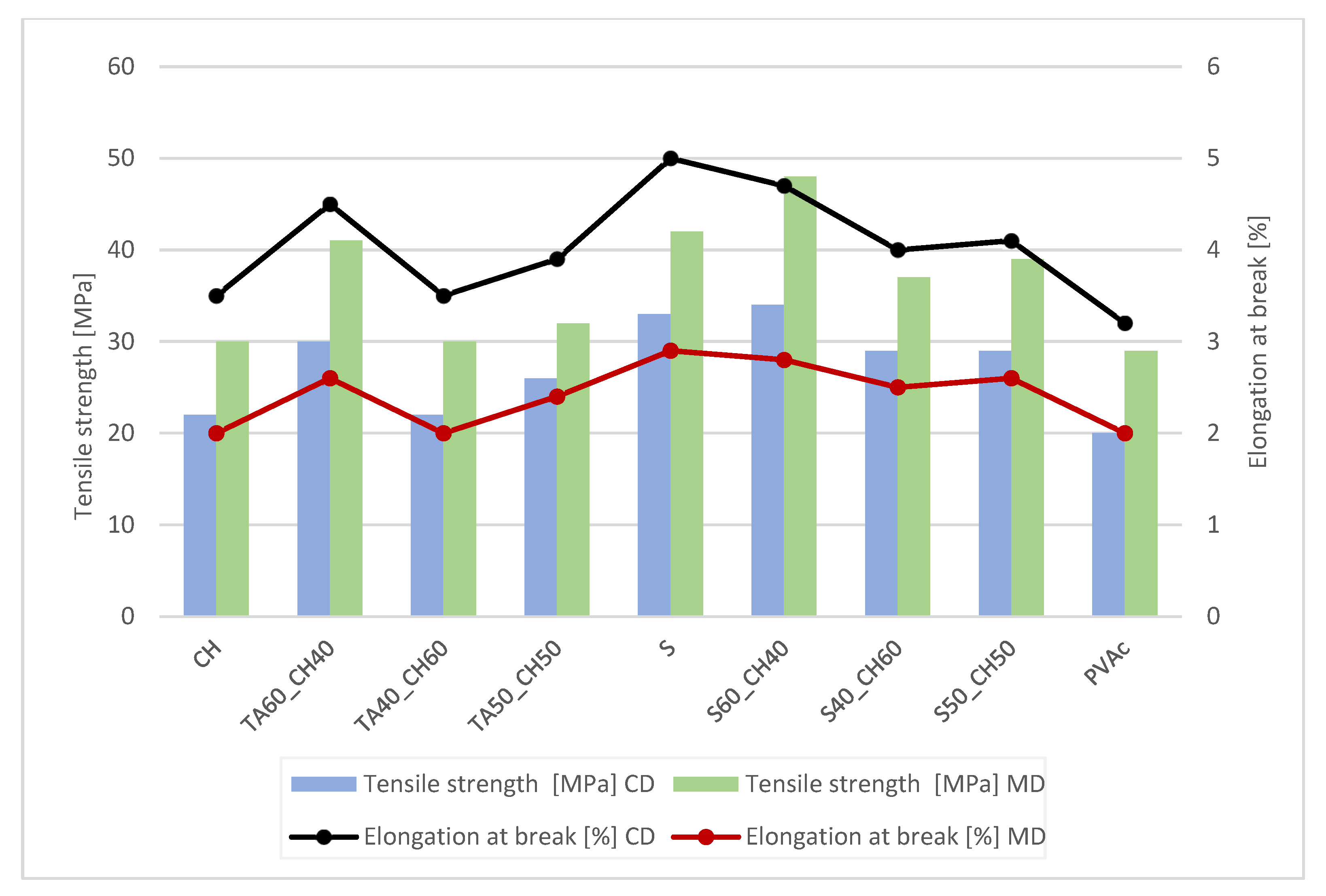
3.4. Tensile Analysis
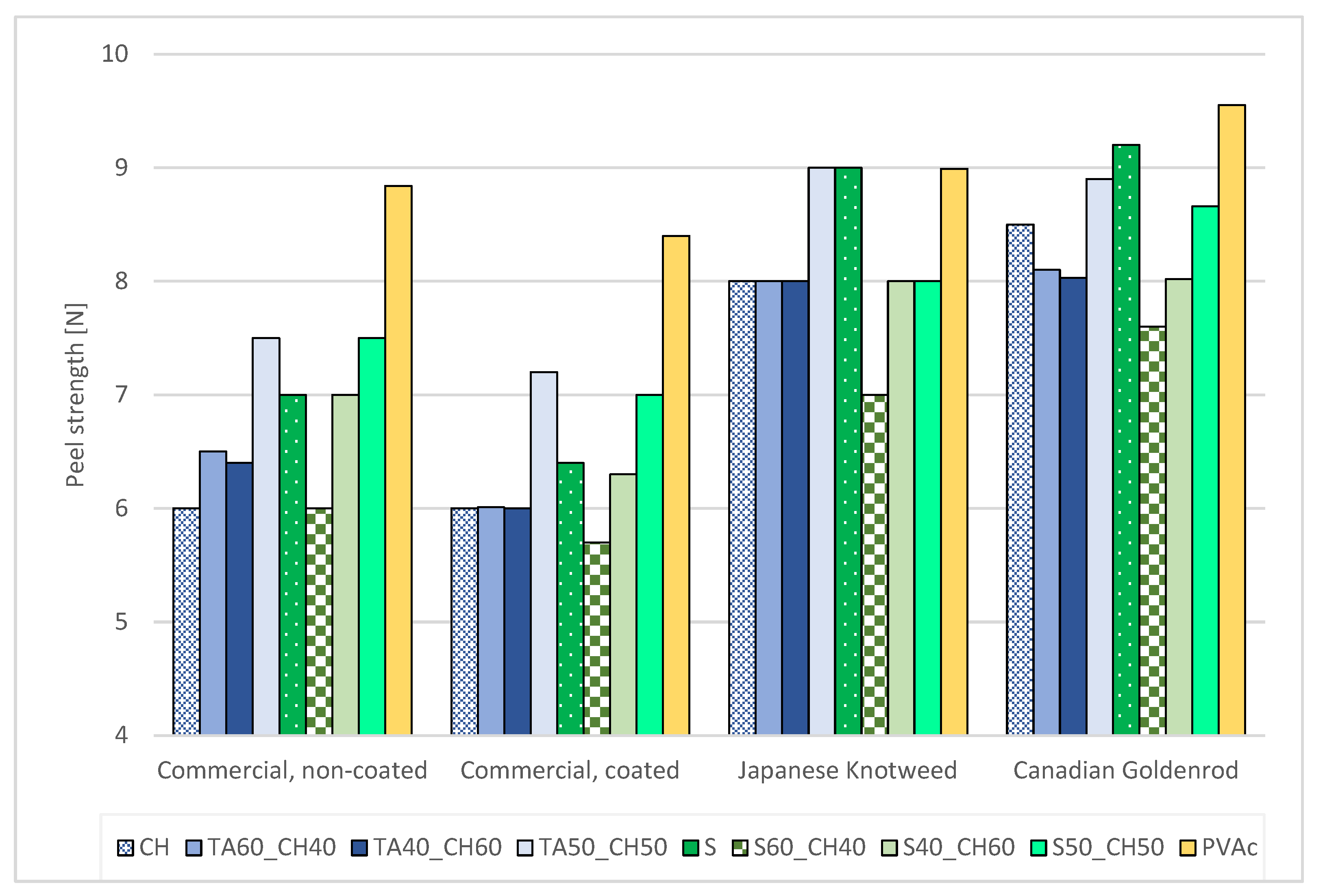
3.5. Peel Strength
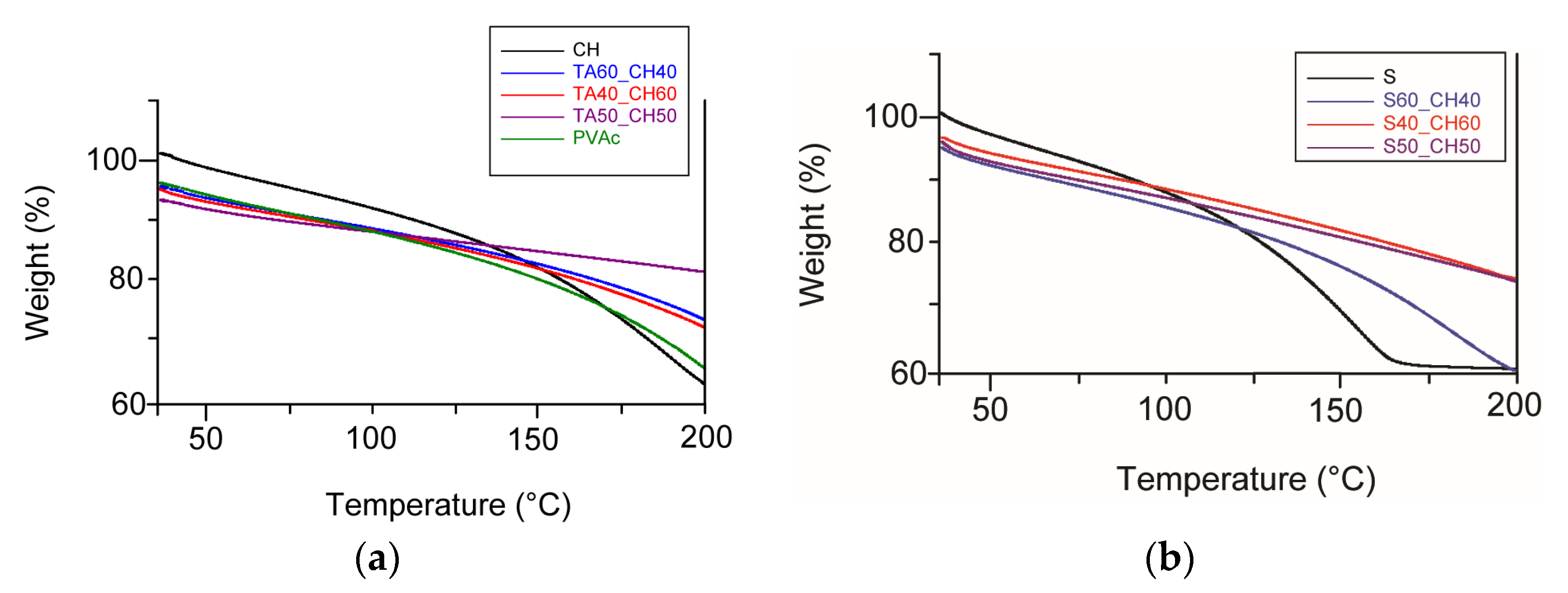
3.6. Thermogravimetric Analysis (TGA)
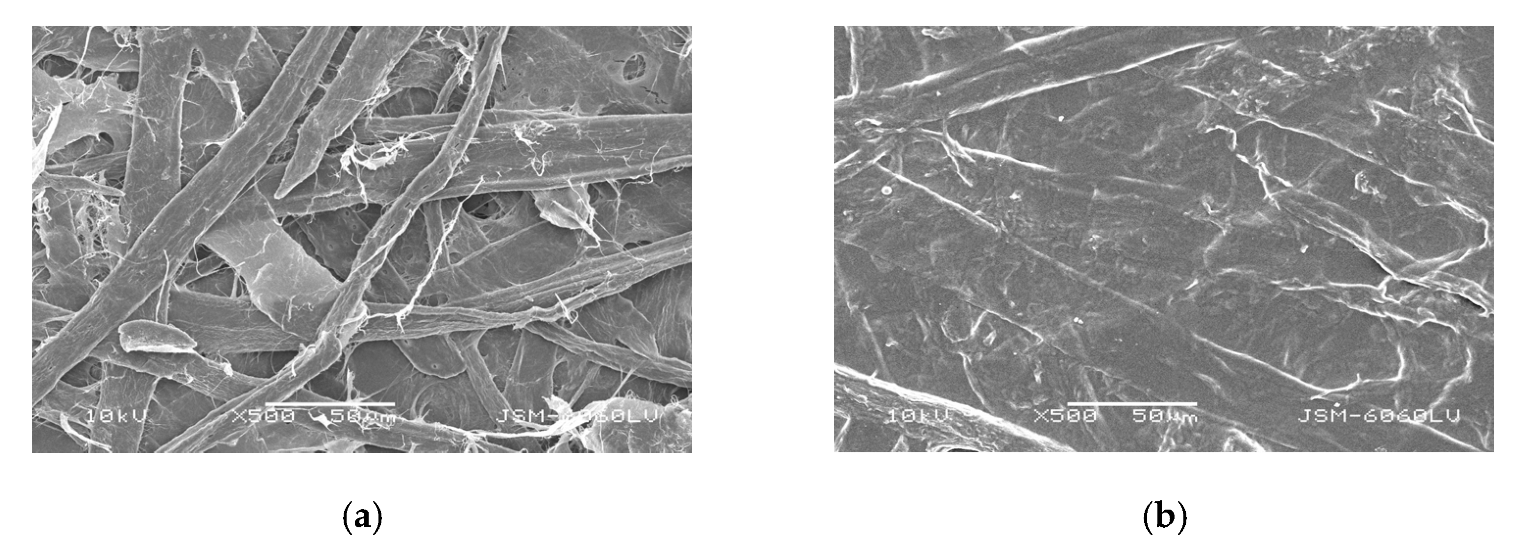
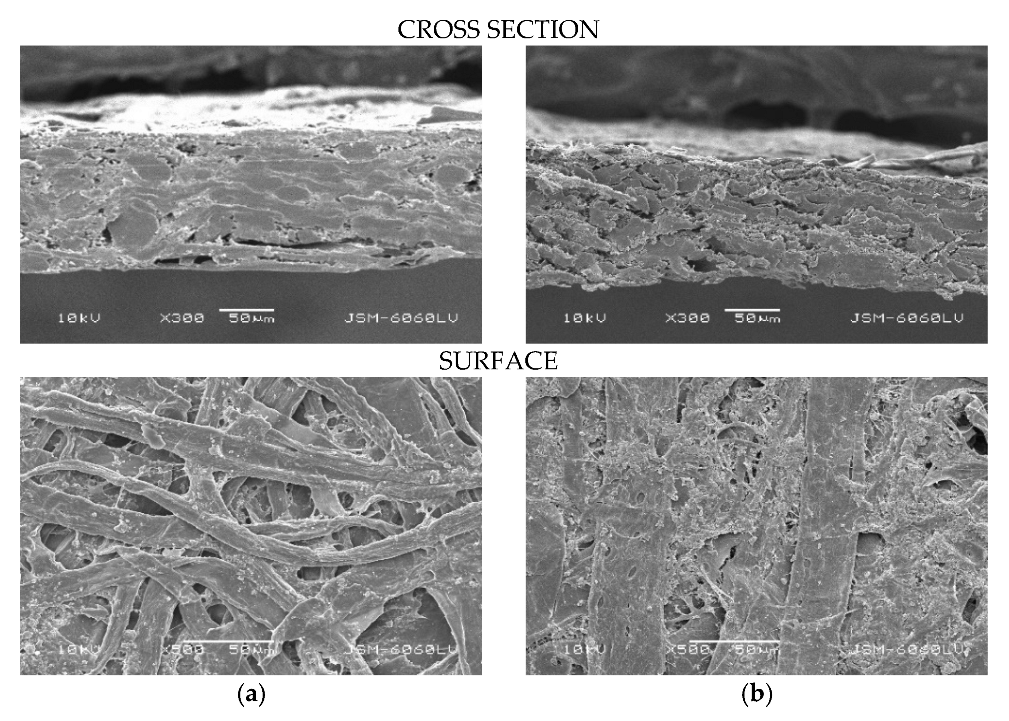
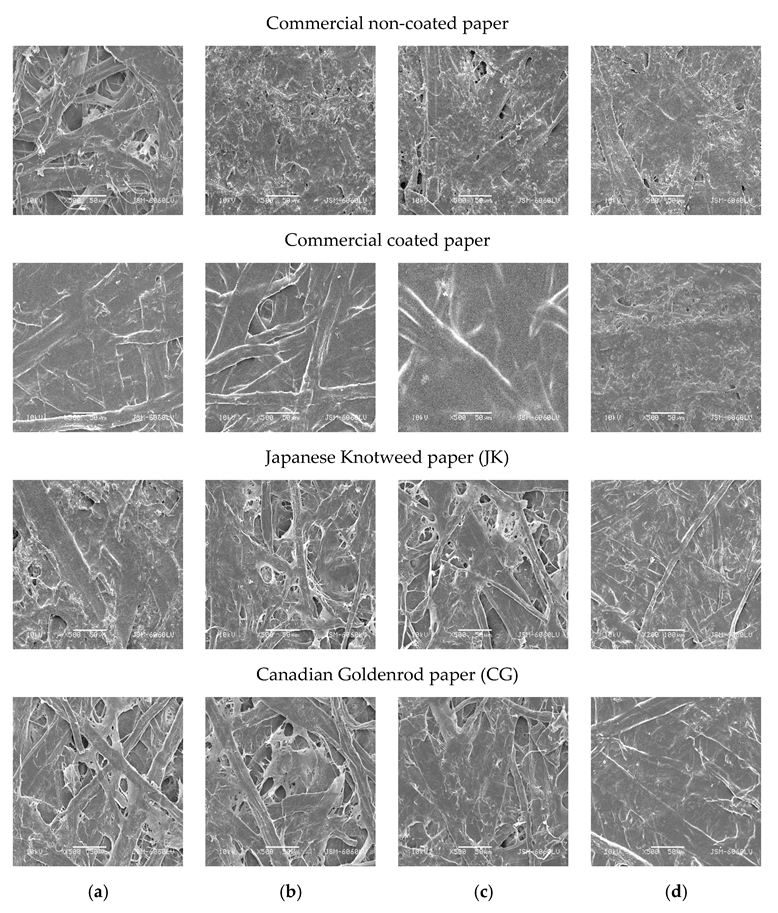
3.7. SEM Analysis
3.8. Comparison between Fabricated Bio-Based and Commercial Packaging Adhesives Such as PVAc
4. Conclusions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Stark, N.M.; Matuana, L.M. Trends in sustainable biobased packaging materials: A mini review. Mater. Today Sustain. 2021, 15, 100084. [Google Scholar] [CrossRef]
- Mendes, A.C.; Pedersen, G.A. Perspectives on sustainable food packaging: Is bio-based plastics a solution? Trends Food Sci. Technol. 2021, 112, 839–846. [Google Scholar] [CrossRef]
- Green Packaging Market Size, Share & Trends Analysis Report by Packaging Type (Recycled, Reusable, Degradable), by Application (Food & Beverages, Healthcare), by Region, And Segment Forecasts, 2020–2028. Available online: https://www.grandviewresearch.com/industry-analysis/green-packaging-market (accessed on 15 August 2022).
- EU 2022: European Commission, Directorate-General for Environment, Sundseth, K. Invasive Alien Species: A European Union response, Publications Office. 2017. Available online: https://data.europa.eu/doi/10.2779/374800 (accessed on 17 August 2022).
- Picou, L.; Boldor, D. Thermophysical characterization of the seeds of invasive Chinese tallow tree: Importance for biofuel production. Environ. Sci. Technol. 2012, 46, 11435–11442. [Google Scholar] [CrossRef]
- Pesenti, H.; Torres, M.; Oliveira, P.; Gacitua, W.; Leoni, M. Exploring Ulex europaeus to produce nontoxic binderless fibre-board. BioResources 2017, 12, 2660–2672. [Google Scholar] [CrossRef] [Green Version]
- Kavčič, U.; Karlovits, I. Invasive plant-based paper as a substrate for electroconductive printing inks. Adv. Print. Media Technol 2019, 46, 165–170. [Google Scholar]
- Karlovits, I.; Kavčič, U.; Lavrič, G.; Šinkovec, A.; Zorić, V. Digital printability of papers made from invasive plants and agro-industrial residues. Cellul. Chem. Technol. 2020, 54, 523–529. [Google Scholar] [CrossRef]
- Selič, P.; Mavrić, Z.; Možina, K. Comparison of print quality on papers from invasive alien plants species. DAAAM Inter. Natl. Sci. Book 2020, 1, 49–60. [Google Scholar]
- Karlovits, I.; Kavčič, U. Flexo printability of agro and invasive papers. Cellulose 2022, 29, 4613–4627. [Google Scholar] [CrossRef]
- Kavčič, U.; Karlovits, I. The influence of process parameters of screen-printed invasive plant paper electrodes on cyclic voltammetry. Nord. Pulp. Paper Res. J. 2020, 35, 299–307. [Google Scholar] [CrossRef]
- Karlovits, I.; Lavrič, G.; Kavčič, U.; Zorić, V. Electrophotography toner adhesion on agro-industrial residue and invasive plant papers. J. Adhes. Sci. Technol. 2021, 35, 2636–2651. [Google Scholar] [CrossRef]
- Starešinič, M.; Boh Podgornik, B.; Javoršek, D.; Leskovšek, M.; Možina, K. Fibers obtained from invasive alien plant species as a base material for paper production. Forests 2021, 12, 527. [Google Scholar] [CrossRef]
- EU 2022: European Commission, Directorate-General for Environment: List of Invasive Alien Species of Union Concern. 2023. Available online: https://ec.europa.eu/environment/nature/invasivealien/list/index_en.htm (accessed on 16 January 2023).
- Adhesives Global Market Report. 2023. Available online: https://www.thebusinessresearchcompany.com/report/adhesives-global-market-report (accessed on 16 January 2023).
- Watcharakitti, J.; Win, E.E.; Nimnuan, J.; Smith, S.M. Modified starch-based adhesives: A review. Polymers 2022, 14, 2023. [Google Scholar] [CrossRef] [PubMed]
- Amaraweera, S.M.; Gunathilake, C.; Gunawardene, O.H.; Fernando, N.M.; Wanninayaka, D.B.; Dassanayake, R.S.; Manipura, A. Development of starch-based materials using current modification techniques and their applications: A Review. Molecules 2021, 26, 6880. [Google Scholar] [CrossRef]
- Li, K.; Geng, X.; Simonsen, J.; Karchesy, J. Novel wood adhesives from condensed tannins and polyethylenimine. Int. J. Adhes. Adhes. 2004, 24, 327–333. [Google Scholar] [CrossRef]
- Shirmohammadli, Y.; Efhamisisi, D.; Pizzi, A. Tannins as a sustainable raw material for green chemistry: A review. Ind. Crops Prod. 2018, 126, 316–332. [Google Scholar] [CrossRef]
- Kaczmarek, B.; Owczarek, A.; Nadolna, K.; Sionkowska, A. The film-forming properties of chitosan with tannic acid addition. Mater. Lett. 2019, 245, 22–24. [Google Scholar] [CrossRef]
- Wang, Z.; Zhang, S.; Zhao, S.; Kang, H.; Wang, Z.; Xia, C.; Li, J. Facile biomimetic self-coacervation of tannic acid and polycation: Tough and wide pH range of underwater adhesives. J. Chem. Eng. 2021, 404, 127069. [Google Scholar] [CrossRef]
- Lei, Y.; Mao, L.; Yao, J.; Zhu, H. Improved mechanical, antibacterial and UV barrier properties of catechol-functionalized chitosan/polyvinyl alcohol biodegradable composites for active food packaging. Carbohydr. Polym. 2021, 264, 117997. [Google Scholar] [CrossRef]
- Glaser, T.K.; Plohl, O.; Vesel, A.; Ajdnik, U.; Ulrih, N.P.; Hrnčič, M.K.; Fras Zemljič, L. Functionalization of polyethylene (PE) and polypropylene (PP) material using chitosan nanoparticles with incorporated resveratrol as potential active packaging. Materials 2019, 12, 2118. [Google Scholar] [CrossRef] [Green Version]
- Wang, H.; Qian, J.; Ding, F. Emerging chitosan-based films for food packaging applications. J. Agric. Food Chem. 2018, 66, 395–413. [Google Scholar] [CrossRef]
- Xu, X.; Hu, W.; Ke, Q.; Liu, H.; Li, J.; Zhao, Y. Bio-adhesives from unfolded soy protein reinforced by nano-chitosan for sustainable textile industry. Text. Res. J. 2020, 90, 1094–1101. [Google Scholar] [CrossRef]
- Bustamante-Torres, M.; Arcentales-Vera, B.; Estrella-Nuñez, J.; Yánez-Vega, H.; Bucio, E.; Bucio, E. Antimicrobial Activity of Composites-Based on Biopolymers. Macromol 2022, 2, 258–283. [Google Scholar] [CrossRef]
- Ponnusamy, P.G.; Sundaram, J.; Mani, S. Preparation and characterization of citric acid crosslinked chitosan-cellulose nanofibrils composite films for packaging applications. J. Appl. Polym. Sci. 2022, 139, 52017. [Google Scholar] [CrossRef]
- Thombare, N.; Kumar, S.; Kumari, U.; Sakare, P.; Yogi, R.K.; Prasad, N.; Sharma, K.K. Shellac as a multifunctional biopolymer: A review on properties, applications and future potential. Int. J. Biol. Macromol. 2022, 215, 203–223. [Google Scholar] [CrossRef]
- Jadhao, V.M.; Sathish Kumar, M.H.; Jayaraj Rao, K.; Matche, R.S. Evaluation of beeswax coated coconut shells for packaging of set-type dahi: An Indian fermented product. JFST 2021, 58, 2019–2027. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Y.; Man, J.; Li, J.; Xing, Z.; Zhao, B.; Ji, M.; Li, J. Preparation of the alginate/carrageenan/shellac films reinforced with cellulose nanocrystals obtained from enteromorpha for food packaging. Int. J. Biol. Macromol. 2022, 218, 519–532. [Google Scholar] [CrossRef]
- Mohamed, S.A.; El-Sakhawy, M.; Nashy, E.S.H.; Othman, A.M. Novel natural composite films as packaging materials with enhanced properties. Int. J. Biol. Macromol. 2019, 136, 774–784. [Google Scholar] [CrossRef]
- Bar, H.; Bianco-Peled, H. The unique nanostructure of shellac films. Prog. Org. Coat. 2021, 157, 106328. [Google Scholar] [CrossRef]
- Fan, M.; Hu, Q.; Shen, K. Preparation and structure of chitosan soluble in wide pH range. Carbohydr. Polym. 2009, 78, 66–71. [Google Scholar] [CrossRef]
- Li, K.; Tang, B.; Zhang, W.; Tu, X.; Ma, J.; Xing, S.; Zhang, H. A novel approach for authentication of shellac resin in the shellac-based edible coatings: Contain shellac or not in the fruit wax preservative coating. Food Chem. 2022, 14, 100349. [Google Scholar] [CrossRef] [PubMed]
- Patel, A.K.; Michaud, P.; Petit, E.; de Baynast, H.; Grédiac, M.; Mathias, J.D. Development of a chitosan-based adhesive. Application to wood bonding. J. Appl. Polym. Sci. 2013, 127, 5014–5021. [Google Scholar] [CrossRef]
- Mati-Baouche, N.; Elchinger, P.H.; de Baynast, H.; Pierre, G.; Delattre, C.; Michaud, P. Chitosan as an adhesive. Eur. Polym. J. 2014, 60, 198–212. [Google Scholar] [CrossRef]
- An, X.; Kang, Y.; Li, G. The interaction between chitosan and tannic acid calculated based on the density functional theory. Chem. Phys. 2019, 520, 100–107. [Google Scholar] [CrossRef]
- Song, G.; Sun, R.; Li, H.; Zhang, H.; Xia, N.; Guo, P.; Rayan, A.M. Effects of Pine Needle Essential Oil Combined with Chitosan Shellac on Physical and Antibacterial Properties of Emulsions for Egg Preservation. Food Biophys. 2022, 17, 260–272. [Google Scholar] [CrossRef]
- Chen, C.; Yang, H.; Yang, X.; Ma, Q. Tannic acid: A crosslinker leading to versatile functional polymeric networks: A review. RSC Adv. 2022, 12, 7689–7711. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Adhesive Sample Name * | Adhesive Sample Combination | Weight Ratio |
|---|---|---|
| CH | Chitosan | 100 |
| TA60_CH40 | Tannic acid + chitosan | 60/40 |
| TA40_CH60 | Tannic acid + chitosan | 40/60 |
| TA50_CH50 | Tannic acid + chitosan | 50/50 |
| S | Shellac | 100 |
| S60_CH40 | Shellac + chitosan | 60/40 |
| S40_CH60 | Shellac + chitosan | 40/60 |
| S50_CH50 | Shellac + chitosan | 50/50 |
| PVAc | PVAc adhesive | 100 |
| Properties | Japanese Knotweed Paper | Canadian Goldenrod Paper |
|---|---|---|
| Fiber length (mm) | 0.775 | 0.452 |
| Fiber width (µm) | 18.66 | 13.85 |
| Fiber orientation in paper sheets (°) | –30 to +30 | –10 to +10 |
| Composition of the paper pulp | ||
| Softwood pulp (%) | 27.5 | 27.5 |
| Hardwood pulp (%) | 27.5 | 27.5 |
| Alternative fibers (%) | 45.0 | 45.0 |
| Properties | Commercial, Non-Coated | Commercial, Coated | Japanese Knotweed | Canadian Goldenrod |
|---|---|---|---|---|
| Grammage (g/m2) | 200 ± 2 | 199 ± 3 | 100 ± 3 | 105 ± 4 |
| Thickness (µm) | 0.298 ± 0.01 | 0.282 ± 0.04 | 0.123 ± 0.03 | 0.166 ± 0.02 |
| Density (g/m2) | 671 ± 2 | 521 ± 2 | 630 ± 1 | 550 ± 4 |
| Specific volume (cm3/g) | 1.490 ± 0.05 | 1.919 ± 0.07 | 1.590 ± 0.07 | 1.800 ± 0.04 |
| Adhesive | Viscosity at 20 °C (Pa∙s) | Drying Time for Butt Joint (min) | Drying Time for Lap Joint (min) | Drying Temperature (°C) |
|---|---|---|---|---|
| CH | 100.9 | 180 | 35 | 30 |
| TA60_CH40 | 82.4 | 180 | 65 | 30 |
| TA40_CH60 | 80.8 | 180 | 55 | 30 |
| TA50_CH50 | 84.7 | 180 | 59 | 30 |
| S | 50.5 | 300 | 180 | 55 |
| S60_CH40 | 90.9 | 180 | 90 | 30 |
| S40_CH60 | 97.1 | 180 | 82 | 30 |
| S50_CH50 | 95.0 | 180 | 86 | 30 |
| PVAc | 160 | 180 | 30 | 30 |
| Adhesive | Joints | Tensile Strength (MPa) | Elongation at Break (%) | ||
|---|---|---|---|---|---|
| CD | MD | CD | MD | ||
| Sample paper—no adhesive | Control—no joints | 122.33 ± 0.15 | 134.11 ± 0.98 | 15.77 ± 0.99 | 13.52 ± 0.58 |
| CH | Lap joint | 85.24 ± 0.22 | 89.24 ± 0.82 | 9.95 ± 0.95 | 8.74 ± 0.63 |
| TA60_CH40 | Lap joint | 109.08 ± 0.24 | 110.07 ± 0.99 | 9.74 ± 0.85 | 9.97 ± 0.88 |
| TA40_CH60 | Lap joint | 100.07 ± 0.37 | 99.81 ± 0.14 | 12.05 ± 0.46 | 10.21 ± 0.92 |
| TA50_CH50 | Lap joint | 90. 11 ± 0.14 | 95.44 ± 0.17 | 11.70 ± 0.51 | 11.43 ± 0.49 |
| S | Lap joint | 80.36 ± 0.84 | 94.21 ± 0.58 | 9.64 ± 0.67 | 9.08 ± 0.51 |
| S60_CH40 | Lap joint | 81.82 ± 0.42 | 93.78 ± 0.22 | 9.08 ± 0.26 | 9.13 ± 0.27 |
| S40_CH60 | Lap joint | 84.65 ± 0.55 | 95.43 ± 0.34 | 9.15 ± 0.82 | 8.81 ± 0.77 |
| S50_CH50 | Lap joint | 83.12 ± 0.16 | 92.79 ± 0.67 | 10.22 ± 0.95 | 10.50 ± 0.96 |
| PVAc | Lap joint | 75.09 ± 0.07 | 89.05 ± 0.08 | 9.34 ± 0.13 | 8.08 ± 0.17 |
| Adhesive | Joints | Tensile Strength (MPa) | Elongation at Break (%) | ||
|---|---|---|---|---|---|
| CD | MD | CD | MD | ||
| Sample paper−no adhesive | Control—no joints | 141.12 ± 0.01 | 157 ± 0.74 | 16.07 ± 0.96 | 14.82 ± 0.02 |
| CH | Lap joint | 84.51 ± 0.41 | 99 ± 0.52 | 10.14 ± 0.85 | 8.85 ± 0.14 |
| TA60_CH40 | Lap joint | 88.62 ± 0.37 | 100 ± 1.08 | 11.23 ± 0.93 | 9.64 ± 0.43 |
| TA40_CH60 | Lap joint | 110.73 ± 0.58 | 128 ± 0.23 | 13.45 ± 0.78 | 10.24 ± 0.90 |
| TA50_CH50 | Lap joint | 99. 08 ± 0.72 | 109 ± 0.82 | 12.63 ± 0.96 | 11.22 ± 0.73 |
| S | Lap joint | 90.94 ± 0.16 | 104 ± 0.09 | 10.07 ± 0.53 | 9.85 ± 0.59 |
| S60_CH40 | Lap joint | 90.55 ± 0.45 | 105 ± 0.14 | 9.98 ± 0.91 | 9.89 ± 0.76 |
| S40_CH60 | Lap joint | 86.13 ± 0.82 | 95 ± 0.74 | 9.51 ± 0.77 | 8.62 ± 0.54 |
| S50_CH50 | Lap joint | 93.74 ± 0.78 | 94 ± 0.52 | 11.17 ± 0.68 | 10.04 ± 0.99 |
| PVAc | Lap joint | 84.62 ± 0.84 | 96 ± 0.14 | 9.96 ± 0.81 | 8.53 ± 0.04 |
| Adhesive | Joints | Tensile Strength (MPa) | Elongation at Break (%) | ||
|---|---|---|---|---|---|
| CD | MD | CD | MD | ||
| Sample paper−no adhesive | Control—no joints | 35.81 ± 0.38 | 37.52 ± 1.41 | 4.30 ± 0.28 | 2.00 ± 0.08 |
| CH | Lap joint | 38.22 ± 0.15 | 52.67 ± 1.02 | 7.85 ± 0.19 | 4.66 ± 0.34 |
| TA60_CH40 | Lap joint | 63.11 ± 0.16 | 71.55 ± 1.41 | 8.19 ± 0.02 | 7.03 ± 0.02 |
| TA40_CH60 | Lap joint | 49.23 ± 0.21 | 60.13 ± 0.35 | 7.05 ± 0.18 | 5.92 ± 0.84 |
| TA50_CH50 | Lap joint | 53.08 ± 0.10 | 64.82 ± 0.17 | 7.27 ± 0.24 | 6.08 ± 0.02 |
| S | Lap joint | 72.5 5± 0.81 | 81.37 ± 0.42 | 12.67 ± 0.11 | 11.65 ± 0.27 |
| S60_CH40 | Lap joint | 70.18 ± 1.09 | 79.60 ± 0.34 | 9.55 ± 0.08 | 7.16 ± 0.07 |
| S40_CH60 | Lap joint | 56.39 ± 0.64 | 66.01 ± 1.58 | 7.93 ± 0.14 | 6.22 ± 0.39 |
| S50_CH50 | Lap joint | 62.14 ± 1.20 | 70.24 ± 1.36 | 8.04 ± 0.19 | 6.56 ± 0.16 |
| PVAc | Lap joint | 35.01 ± 1.57 | 46.47 ± 0.99 | 7.00 ± 1.03 | 5.13 ± 0.21 |
| Adhesive | Joints | Tensile Strength (Mpa) | Elongation at Break (%) | ||
|---|---|---|---|---|---|
| CD | MD | CD | MD | ||
| Sample paper—no adhesive | Control—no joints | 39.45 ± 0.65 | 47.27 ± 0.09 | 2.75 ± 0.61 | 1.39 ± 0.13 |
| CH | Lap joint | 40.15 ± 0.18 | 53.67 ± 0.55 | 5.66 ± 1.05 | 3.92 ± 0.27 |
| TA60_CH40 | Lap joint | 65.21 ± 0.22 | 80.34 ± 1.08 | 7.08 ± 0.98 | 5.39 ± 0.69 |
| TA40_CH60 | Lap joint | 51.23 ± 0.07 | 68.92 ± 0.74 | 6.00 ± 0.23 | 4.30 ± 0.11 |
| TA50_CH50 | Lap joint | 54.08 ± 0.35 | 70.04 ± 0.25 | 6.75 ± 0.56 | 4.54 ± 0.25 |
| S | Control—no joints | 73.19 ± 0.01 | 83.58 ± 1.92 | 8.69 ± 0.64 | 6.82 ± 0.09 |
| S60_CH40 | Lap joint | 72.18 ± 0.75 | 82.60 ± 0.37 | 7.16 ± 0.81 | 5.72 ± 0.63 |
| S40_CH60 | Lap joint | 57.39 ± 0.14 | 72.74 ± 0.92 | 6.94 ± 0.74 | 4.96 ± 0.41 |
| S50_CH50 | Lap joint | 64.14 ± 0.89 | 77.14 ± 0.99 | 7.03 ± 0.11 | 5.02 ± 0.78 |
| PVAc | Lap joint | 38.01 ± 1.03 | 52.15 ± 1.54 | 4.91 ± 0.16 | 2.84 ± 0.52 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vrabič-Brodnjak, U. Bio-Based Adhesives Formulated from Tannic Acid, Chitosan, and Shellac for Packaging Materials. Polymers 2023, 15, 1302. https://doi.org/10.3390/polym15051302
Vrabič-Brodnjak U. Bio-Based Adhesives Formulated from Tannic Acid, Chitosan, and Shellac for Packaging Materials. Polymers. 2023; 15(5):1302. https://doi.org/10.3390/polym15051302
Chicago/Turabian StyleVrabič-Brodnjak, Urška. 2023. "Bio-Based Adhesives Formulated from Tannic Acid, Chitosan, and Shellac for Packaging Materials" Polymers 15, no. 5: 1302. https://doi.org/10.3390/polym15051302