
On the Vibration-Damping Properties of the Prestressed Polyurethane Granular Material

Abstract
:1. Introduction
2. Materials and Methods
2.1. Research Thesis and Motivation
- (i)
- (ii)
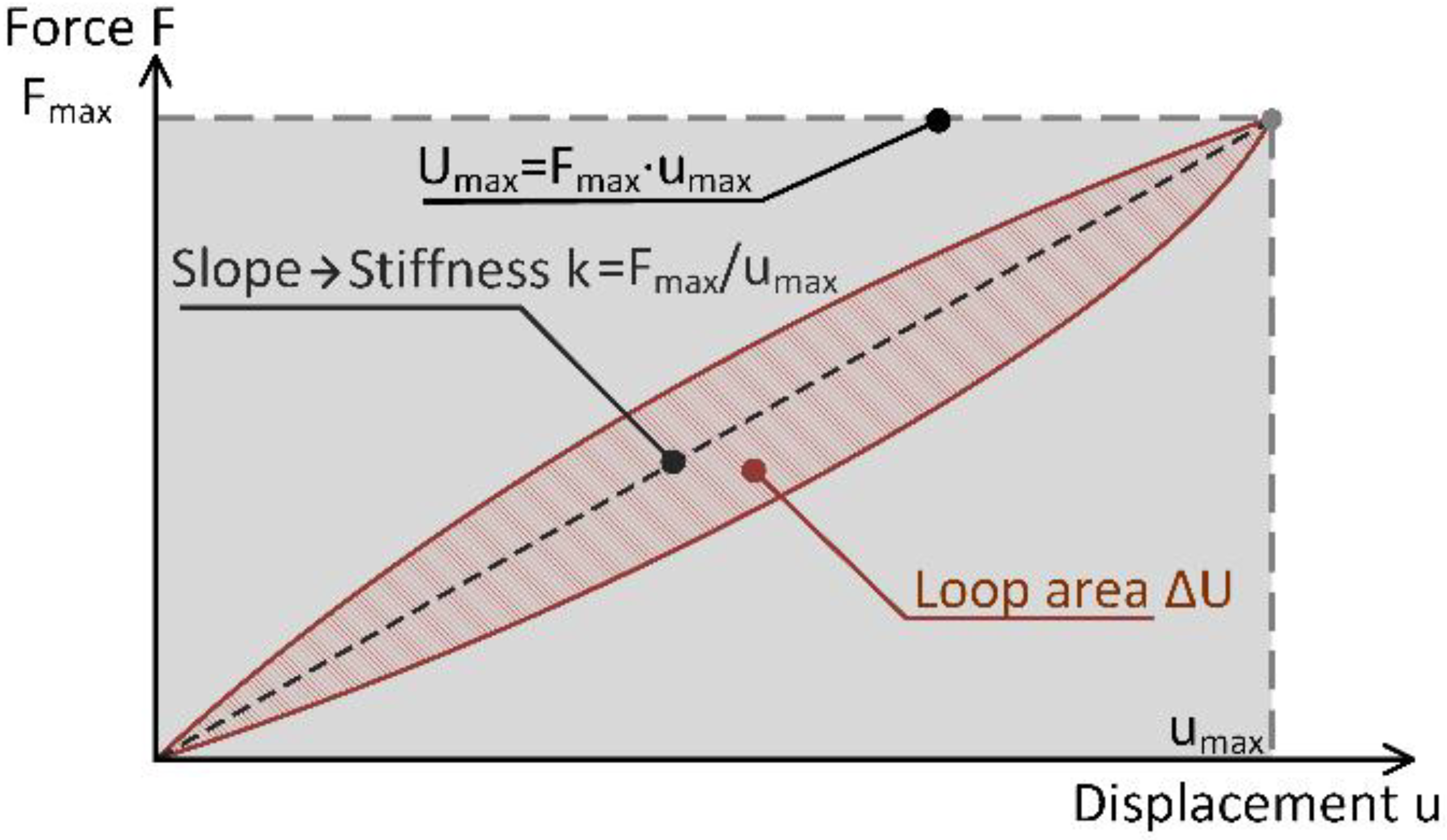
2.2. Theoretical Background
2.2.1. Particle Damping Technology and Dissipative Bulk and Granular Systems Technology (DBGS)
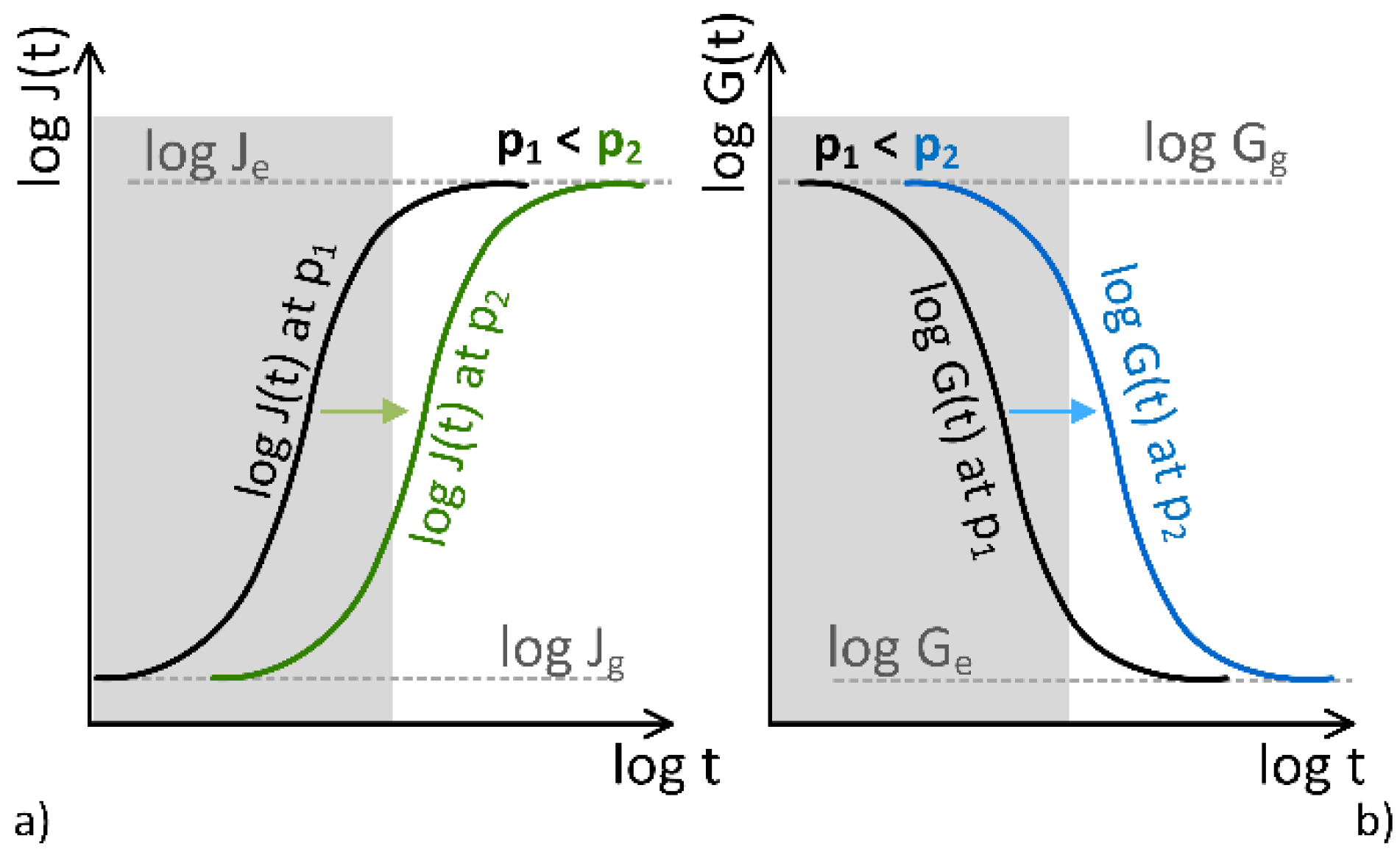
2.2.2. Effect of Pressure
Modeling the Effect of Pressure
2.2.3. Flowability of Granular Systems
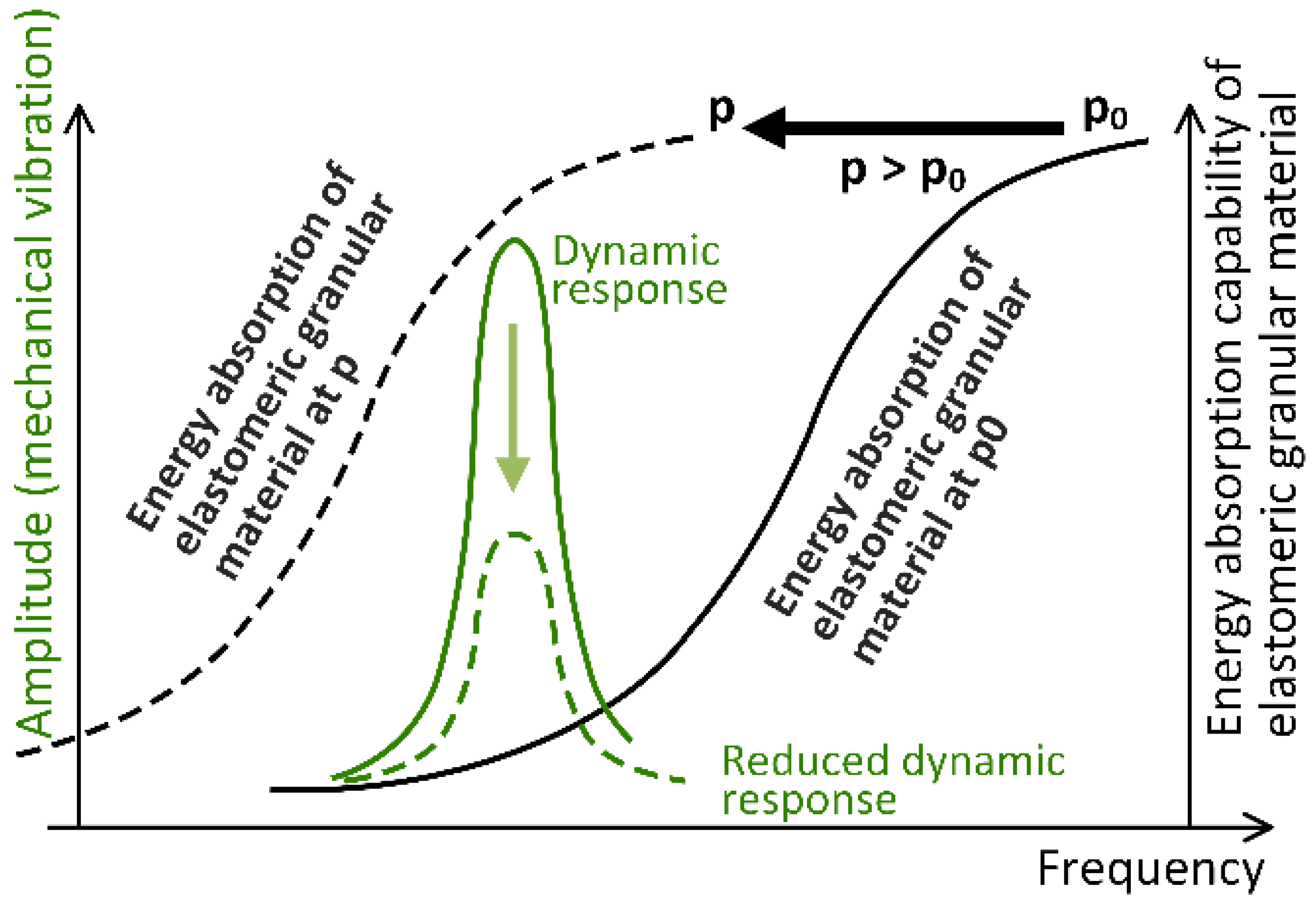
2.2.4. Utilizing Hydrostatic Pressurization
2.3. Experimental Section
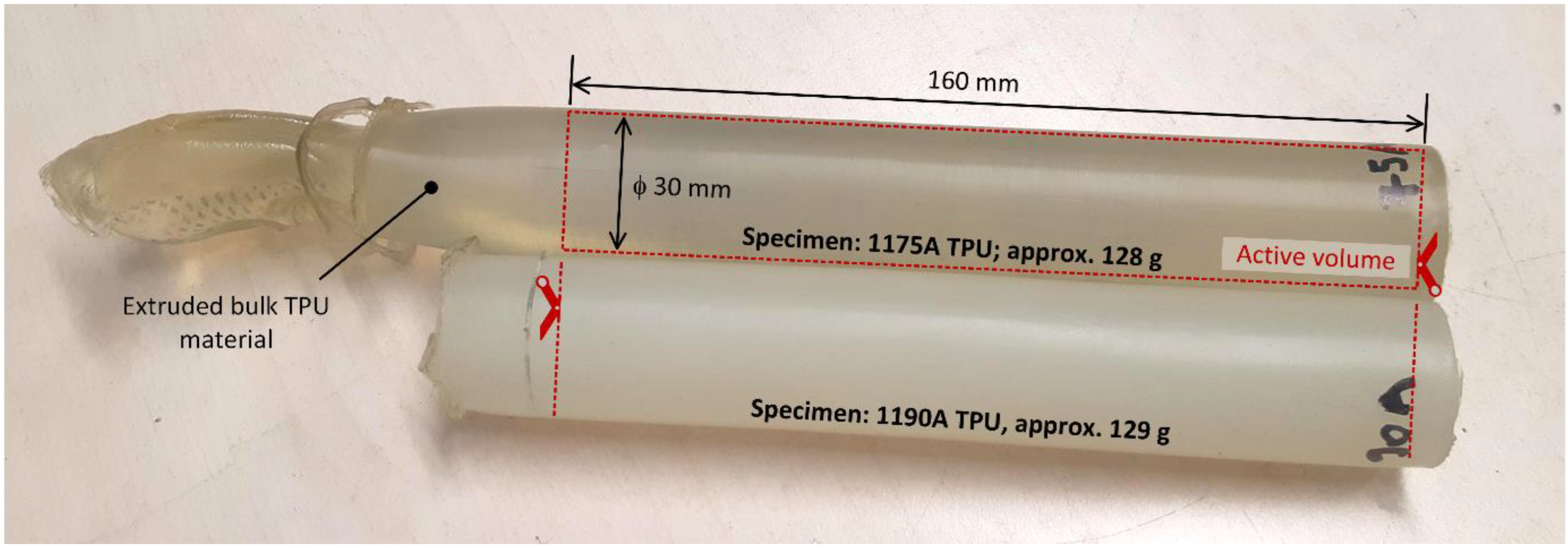
2.3.1. Material Selection
2.3.2. Granular Material Container
2.3.3. Filling Device
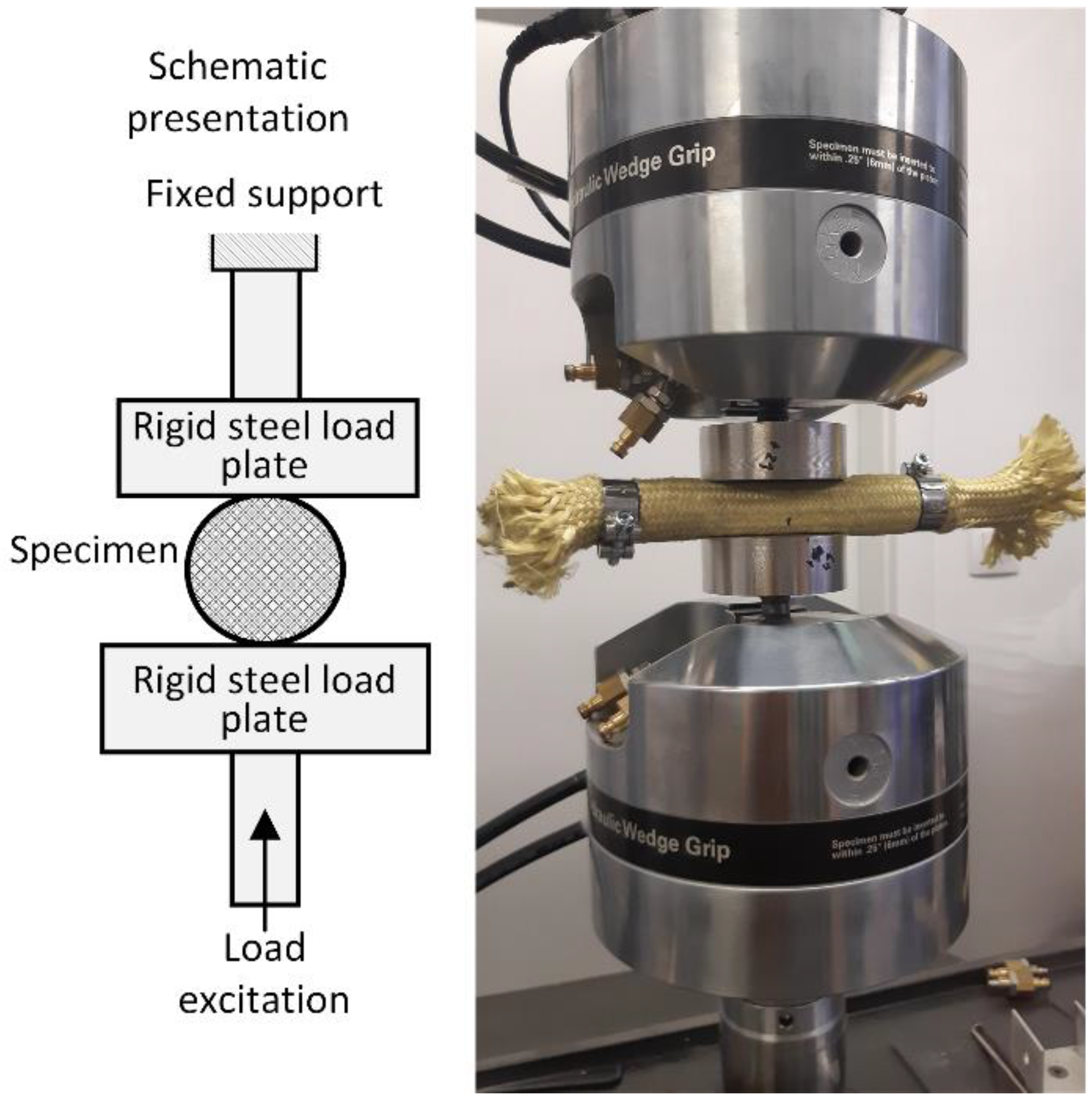
2.3.4. Experimental Setup and Testing Conditions
2.3.5. Base Material
2.3.6. Granular Material
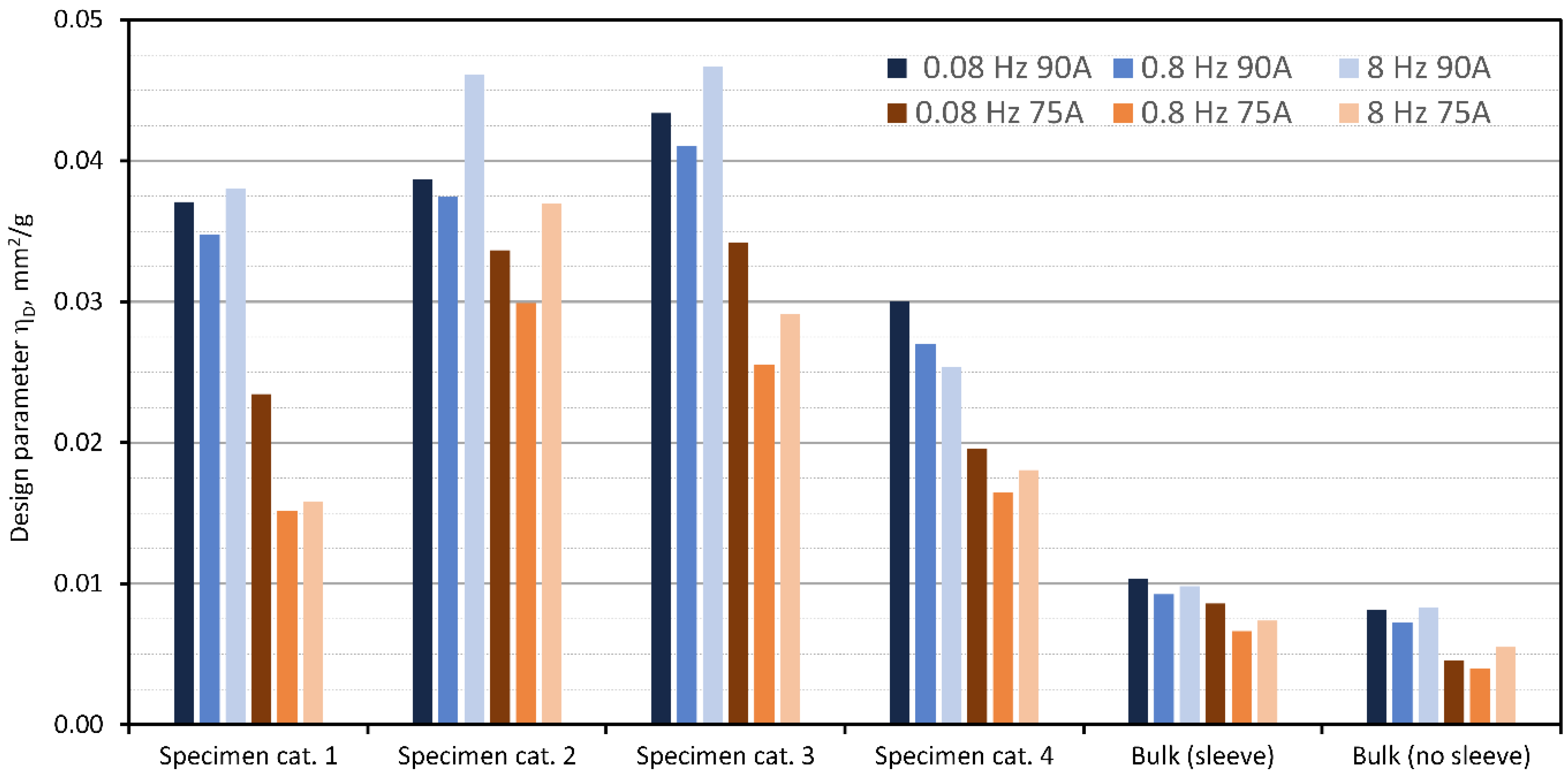
3. Results
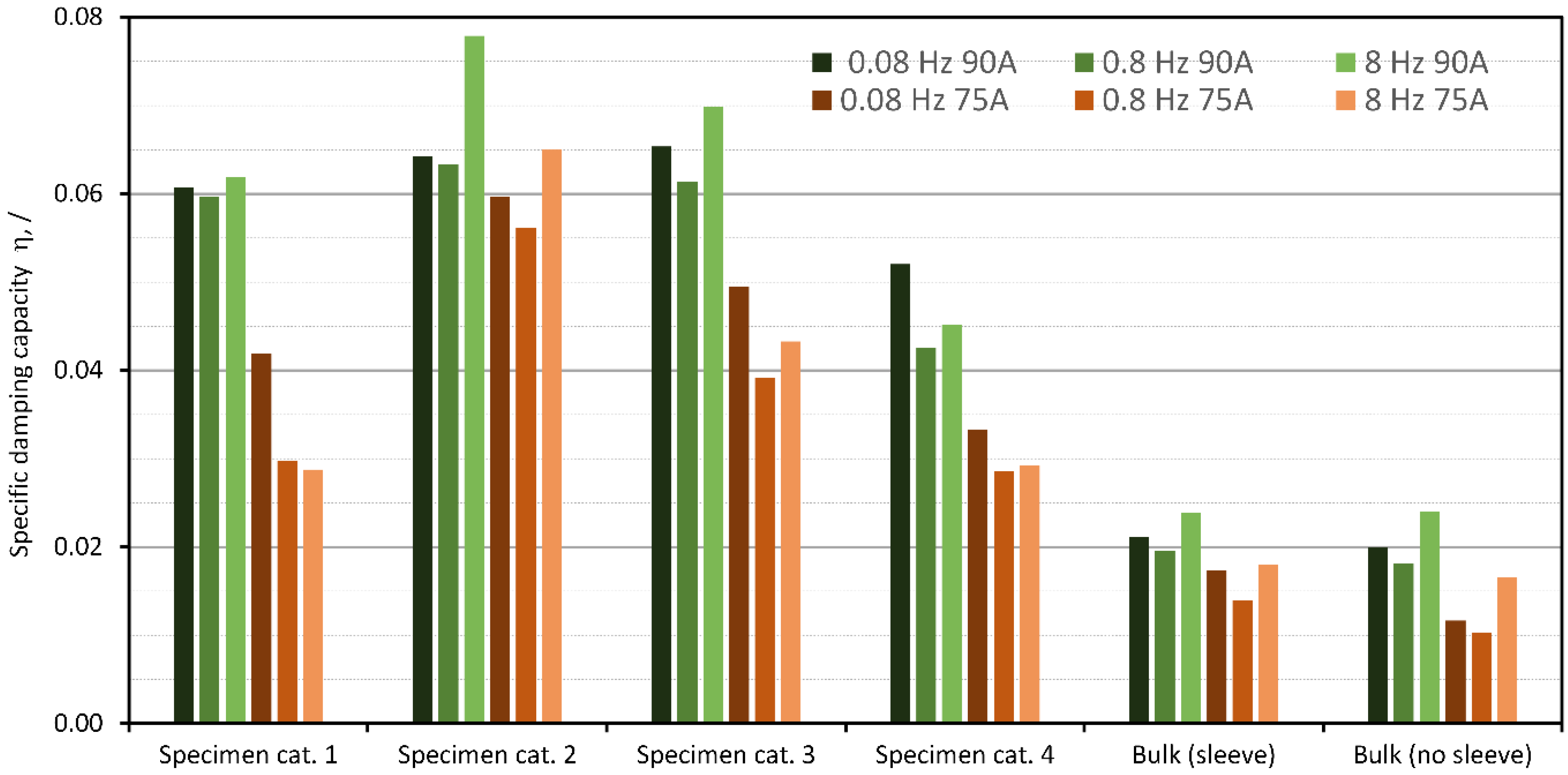
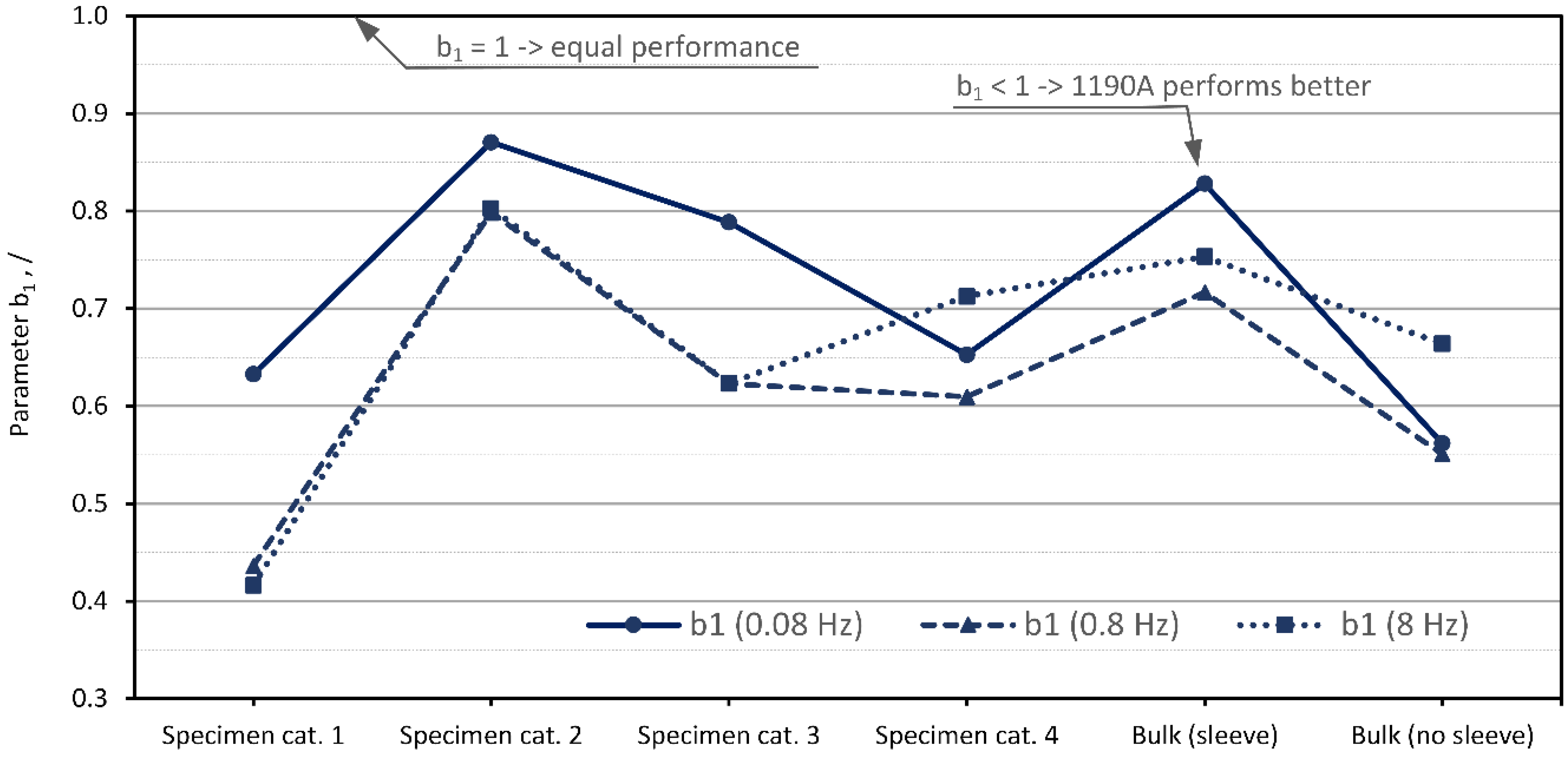
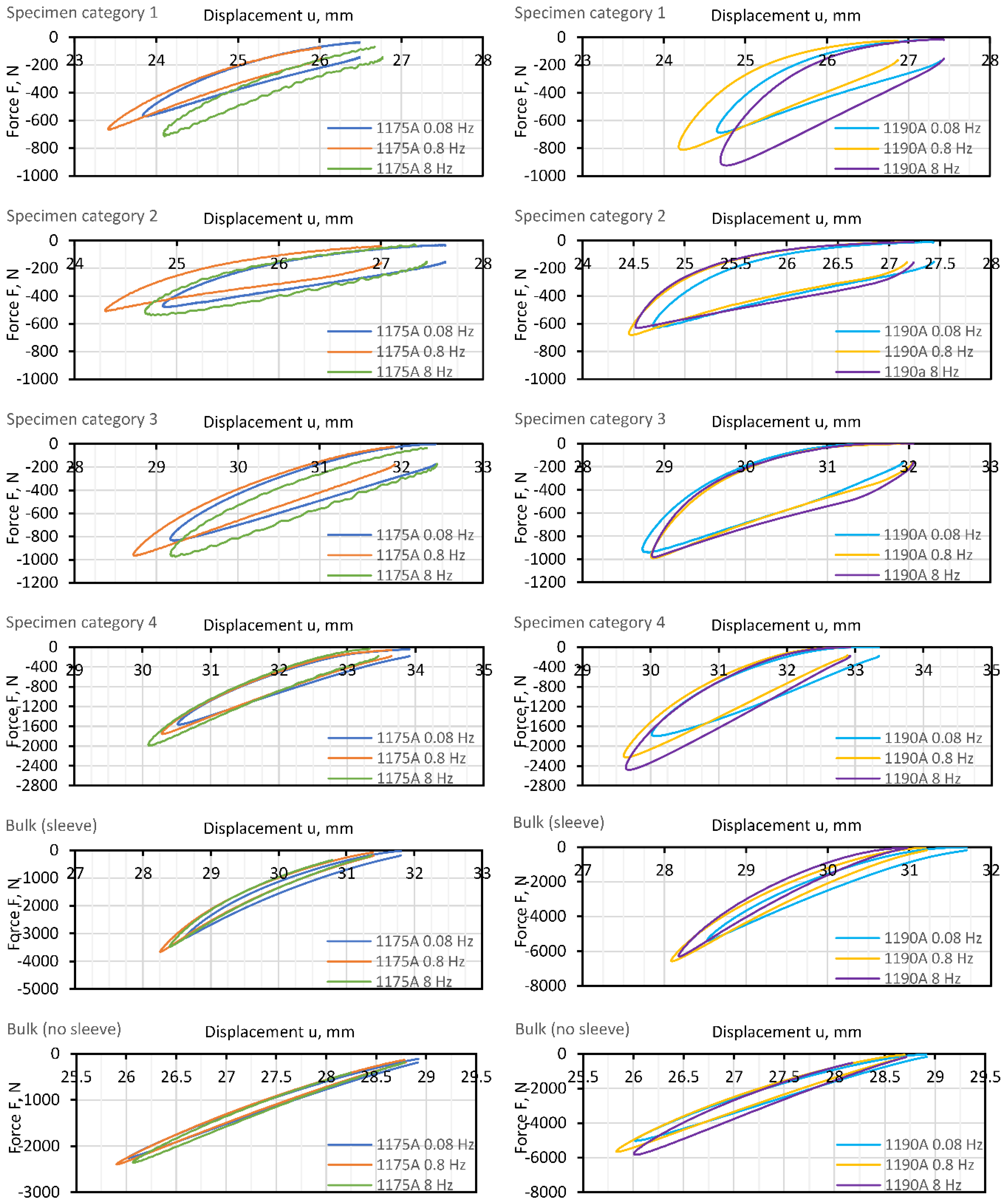
Comparison of Design Parameter for Different Samples
4. Discussion
- -
- Material internal damping (molecular scale);
- -
- Influence of hydrostatic pressure (molecular-macro scale);
- -
- Force chain network (macro scale).

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Force Chain | Internal Damping | Hydrostatic Pressure | |
|---|---|---|---|
| Specimen cat. 1 | ●●●○ | ●○○○ | ●○○○ |
| Specimen cat. 2 | ●●●● | ●○○○ | ●○○○ |
| Specimen cat. 3 | ●●●● | ●○○○ | ●●○○ |
| Specimen cat. 4 | ●●●○ | ●○○○ | ●●○○ |
| Bulk (sleeve) | ○○○○ | ●●●○ | ●●●○ |
| Bulk (no sleeve) | ○○○○ | ●●●● | ○○○○ |
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Appendix A

References
- Lindenmann, A.; Uhl, M.; Gwosch, T.; Matthiesen, S. The Influence of Human Interaction on the Vibration of Hand-Held Human-Machine Systems—The Effect of Body Posture, Feed Force, and Gripping Forces on the Vibration of Hammer Drills. Appl. Ergon. 2021, 95, 103430. [Google Scholar] [CrossRef] [PubMed]
- Liu, C.; Qiu, Y. Mechanism Associated with the Effect of Backrest Inclination on Biodynamic Responses of the Human Body Sitting on a Rigid Seat Exposed to Vertical Vibration. J. Sound Vib. 2021, 510, 116299. [Google Scholar] [CrossRef]
- Zhang, S.Y.; Sheng, X.; Jiang, J.Z.; Zhou, H.; Ren, W.X.; Zhang, Z.H. Vibration Suppression of Bridges under Moving Loads Using the Structure-Immittance Approach. Int. J. Mech. Sci. 2021, 211, 106792. [Google Scholar] [CrossRef]
- Sheng, T.; Liu, G.B.; Bian, X.C.; Shi, W.X.; Chen, Y. Development of a Three-Directional Vibration Isolator for Buildings Subject to Metro- and Earthquake-Induced Vibrations. Eng. Struct. 2022, 252, 113576. [Google Scholar] [CrossRef]
- Qin, Y.; Tang, X.; Jia, T.; Duan, Z.; Zhang, J.; Li, Y.; Zheng, L. Noise and Vibration Suppression in Hybrid Electric Vehicles: State of the Art and Challenges. Renew. Sustain. Energy Rev. 2020, 124, 109782. [Google Scholar] [CrossRef]
- Du, X.; Sun, C.; Zheng, Y.; Feng, X.; Li, N. Evaluation of Vehicle Vibration Comfort Using Deep Learning. Meas. J. Int. Meas. Confed. 2021, 173. [Google Scholar] [CrossRef]
- Zhang, S.; Xu, L. Vibration Serviceability Evaluation of Lightweight Cold-Formed Steel Floor Systems. Structures 2022, 38, 1368–1379. [Google Scholar] [CrossRef]
- Ebrahimi, M.; Zhang, L.; Wang, Q.; Zhou, H.; Li, W. Damping Performance of SiC Nanoparticles Reinforced Magnesium Matrix Composites Processed by Cyclic Extrusion and Compression. J. Magnes. Alloy. 2021. [Google Scholar] [CrossRef]
- Li, R.; Wilde, G.; Zhang, Y. Synergizing Mechanical Properties and Damping Capacities in a Lightweight Al-Zn-Li-Mg-Cu Alloy. J. Alloys Compd. 2021, 886, 161285. [Google Scholar] [CrossRef]
- Zhou, X.Q.; Yu, D.Y.; Shao, X.Y.; Zhang, S.Q.; Wang, S. Research and Applications of Viscoelastic Vibration Damping Materials: A Review. Compos. Struct. 2016, 136, 460–480. [Google Scholar] [CrossRef]
- Akbulut, M.; Erol, H. Damping Layer Application in Design of Robust Battery Pack for Space Equipment. Appl. Acoust. 2019, 150, 81–88. [Google Scholar] [CrossRef]
- Ehrig, T.; Holeczek, K.; Kostka, P. Experimental Investigations of Lightweight Structures with Fluidically Actuated Compressible Constrained Layer Damping. Mater. Today Commun. 2018, 16, 204–211. [Google Scholar] [CrossRef]
- Sarlin, E.; Liu, Y.; Vippola, M.; Zogg, M.; Ermanni, P.; Vuorinen, J.; Lepistö, T. Vibration Damping Properties of Steel/Rubber/Composite Hybrid Structures. Compos. Struct. 2012, 94, 3327–3335. [Google Scholar] [CrossRef]
- El Archi, Y.; Lahellec, N.; Lejeunes, S.; Jouan, A.; Tranquart, B. Multiscale Simulation and Experimental Analysis of Damping in CFRP Structures Containing Rubber. Compos. Struct. 2022, 289, 115456. [Google Scholar] [CrossRef]
- Ren, F.; Wang, L.; Liu, H. Low Frequency and Broadband Vibration Attenuation of a Novel Lightweight Bidirectional Re-Entrant Lattice Metamaterial. Mater. Lett. 2021, 299, 130133. [Google Scholar] [CrossRef]
- Marques, B.; António, J.; Almeida, J.; Tadeu, A.; de Brito, J.; Dias, S.; Pedro, F.; Sena, J.D. Vibro-Acoustic Behaviour of Polymer-Based Composite Materials Produced with Rice Husk and Recycled Rubber Granules. Constr. Build. Mater. 2020, 264, 120221. [Google Scholar] [CrossRef]
- Chakraborty, B.C.; Ratna, D. Polymers for Vibration Damping Applications; Elsevier: Amsterdam, Netherlands, 2020; ISBN 9780128192528. [Google Scholar]
- Xue, Y.; Bolton, J.S.; Herdtle, T.; Lee, S.; Gerdes, R.W. Structural Damping by Lightweight Poro-Elastic Media. J. Sound Vib. 2019, 459, 114866. [Google Scholar] [CrossRef]
- Barrera, C.S.; Tardiff, J.L. Static and Dynamic Properties of Eggshell Filled Natural Rubber Composites for Potential Application in Automotive Vibration Isolation and Damping. J. Clean. Prod. 2022, 353, 131656. [Google Scholar] [CrossRef]
- Tamer, A.; Muscarello, V.; Masarati, P.; Quaranta, G. Evaluation of Vibration Reduction Devices for Helicopter Ride Quality Improvement. Aerosp. Sci. Technol. 2019, 95, 105456. [Google Scholar] [CrossRef]
- Emri, I.; von Bernstorff, B.S.; Oblak, P.; Nikonov, A. Sound Insulating Element. European Patent Application EP 3 570 274 A1, 20 November 2019. [Google Scholar]
- Emri, I.; von Bernstorff, B.S.; Oblak, P.; Nikonov, A. Sound Isolation Element; World Intellectual Property Organization: Geneva, Switzerland, 2019. [Google Scholar]
- Emri, I.; von Bernstorff, B.S.; Oblak, P.; Nikonov, A. Sound Insulation Element; CN Intellectual Property Organization: Beijing, China, 2020. [Google Scholar]
- Emri, I.; von Bernstorff, B.S.; Oblak, P.; Nikonov, A. Sound Insulation Element; US Intellectual Property Organizationtle: Washington, DC, USA, 2021. [Google Scholar]
- Emri, I.; von Bernstorff, B.S. Dissipative Bulk and Granular Systems Technology EP 12006059, 24 August 2012.
- Emri, I.; von Bernstorff, B.S.; Brehmer, F.; Kalamar, A.; Bek, M.; Oblak, P. Sleeper with Damping Element Based on Dissipative Bulk or Granular Technology. EP 12006058, 24 August 2012. [Google Scholar]
- Bek, M.; Betjes, J.; Von Bernstorff, B.S.; Emri, I. Viscoelasticity of New Generation Thermoplastic Polyurethane Vibration Isolators. Phys. Fluids 2017, 29, 121614. [Google Scholar] [CrossRef] [Green Version]
- Oltmann, J.; Hartwich, T.; Krause, D. Optimizing Lightweight Structures with Particle Damping Using Frequency Based Substructuring. Des. Sci. 2020, 1–24. [Google Scholar] [CrossRef]
- Meyer, N.; Seifried, R. Damping Prediction of Particle Dampers for Structures under Forced Vibration Using Effective Fields. Granul. Matter 2021, 23, 1–13. [Google Scholar] [CrossRef]
- Li, X.; Yang, Y.; Shi, W. Study on the Damping Effect of Particle Dampers Considering Different Surface Properties. Shock Vib. 2019, 2019. [Google Scholar] [CrossRef] [Green Version]
- Koch, S.; Duvigneau, F.; Orszulik, R.; Gabbert, U.; Woschke, E. Partial Filling of a Honeycomb Structure by Granular Materials for Vibration and Noise Reduction. J. Sound Vib. 2017, 393, 30–40. [Google Scholar] [CrossRef]
- Gagnon, L.; Morandini, M.; Ghiringhelli, G.L. A Review of Particle Damping Modeling and Testing. J. Sound Vib. 2019, 459, 114865. [Google Scholar] [CrossRef]
- Wong, C.; Rongong, J. Control of Particle Damper Nonlinearity. AIAA J. 2009, 47, 953–960. [Google Scholar] [CrossRef]
- Jin, G.; Zhao, Z.; Liu, B.; Cun, W.; Zhao, Z.; Hou, M.; Chen, G. Design of a Particle Damper and Experimental Study on Vibration Damping of the Pipeline. Adv. Mech. Eng. 2021, 13, 1–14. [Google Scholar] [CrossRef]
- Veeramuthuvel, P.; Shankar, K.; Sairajan, K.K. Experimental Investigation of Particle Damper-Based Vibration Suppression in Printed Circuit Board for Spacecraft Applications. Proc. Inst. Mech. Eng. Part G J. Aerosp. Eng. 2016, 230, 1299–1311. [Google Scholar] [CrossRef]
- Pourtavakoli, H.; Parteli, E.J.R.; Pöschel, T. Granular Dampers: Does Particle Shape Matter? New J. Phys. 2016, 18. [Google Scholar] [CrossRef] [Green Version]
- Lu, Z.; Wang, Z.; Masri, S.F.; Lu, X. Particle Impact Dampers: Past, Present, and Future. Struct. Control Heal. Monit. 2018, 25, 1–25. [Google Scholar] [CrossRef]
- Tengfei, Q.; Jinsheng, L.; Xing, W.; Bin, F.; Shanyong, X.; Zhiyuan, W. Research on Damping Performance of Elastomer/Carbon Fiber Epoxy Composite. Mater. Res. Express 2022, 9. [Google Scholar] [CrossRef]
- Bek, M.; Gonzalez-Gutierrez, J.; Moreno Lopez, J.A.; Bregant, D.; Emri, I. Apparatus for Measuring Friction inside Granular Materials—Granular Friction Analyzer. Powder Technol. 2016, 288, 255–265. [Google Scholar] [CrossRef]
- Venkatesh, R.; Brojan, M.; Emri, I.; Voloshin, A.; Govekar, E. Influence of Particle Size Distribution Width on GFA Index of Uniaxially Compressed Granular Materials. Powder Technol. 2021, 377, 666–675. [Google Scholar] [CrossRef]
- Bek, M.; Aulova, A.; Oseli, A.; von Bernstorff, B.; Emri, I. Advanced Impact and Vibration Insulation Based on High Pressure Technology. Adv. Exp. Mech. 2020, 6. [Google Scholar] [CrossRef]
- Bregant, D.; Emri, I. Development and Construction of the Measuring Device for Analysing Micro Powders Flowability. Graduate Diploma Thesis, University of Ljubljana, Ljubljana, Slovenia, 2013. [Google Scholar]
- Tschoegl, N.W.; Knauss, W.G.; Emri, I. The Effect of Temperature and Pressure on the Mechanical Properties of Thermo- and/or Piezorheologically Simple Polymeric Materials in Thermodynamic Equilibrium—A Critical Review. Mech. Time-Dependent Mater. 2002, 6, 53–99. [Google Scholar] [CrossRef]
- Moonan, W.K.; Tschoegl, N.W. The Effect of Pressure on the Mechanical Properties of Polymers. IV. Measurements in Torsion. J. Polym. Sci. Polym. Phys. Ed. 1985, 23, 623–651. [Google Scholar] [CrossRef]
- Knauss, W.G.; Emri, I.J. Non-Linear Viscoelasticity Based on Free Volume Consideration. Comput. Struct. 1981, 13, 123–128. [Google Scholar] [CrossRef]
- Kralj, A.; Prodan, T.; Emri, I. An Apparatus for Measuring the Effect of Pressure on the Time-Dependent Properties of Polymers. J. Rheol. 2001, 45, 929–943. [Google Scholar] [CrossRef]
- Emri, I.; Prodan, T. A Measuring System for Bulk and Shear Characterization of Polymers. Exp. Mech. 2006, 46, 429–439. [Google Scholar] [CrossRef]
- Emri, I.; von Bernstorff, B.S.; Cvelbar, R.; Nikonov, A. Re-Examination of the Approximate Methods for Interconversion between Frequency- and Time-Dependent Material Functions. J. Nonnewton. Fluid Mech. 2005, 129, 75–84. [Google Scholar] [CrossRef]
- BASF. Available online: https://download.basf.com/p1/8a8082587fd4b608017fd6411cdd6d63/de/Elastollan%3Csup%3E®%3Csup%3E_–_Thermoplastic_Polyurethane_Elastomers_%28TPU%29_-_Product_Range_Range_Chart_German.pdf?view#page=6 (accessed on 3 November 2022).
- Sarkar, D.; König, D.; Goudarzy, M. The Influence of Particle Characteristics on the Index Void Ratios in Granular Materials. Particuology 2019, 46, 1–13. [Google Scholar] [CrossRef]
- Vibration Damping, Control, and Design; de Silva, C.W. (Ed.) CRC Press: Boca Raton, FL, USA, 2007; ISBN 9780429146343. [Google Scholar]














| Physical Property | ASTM Test Method | Units | Typical Value for 1190A | Typical Value for 1175A |
|---|---|---|---|---|
| Relative density | ASTM D 792 | g/cm3 | 1.14 | 1.13 |
| Shore Hardness | ASTM D 2240 | Shore A | 90A | 75A |
| E-Modulus | ASTM D 412 | MPa | 31 (4500 psi) | 9.0 (1300 psi) |
| Flexural Modulus | ASTM D 790 | MPa | 29 (4200 psi) | 10.3 (1500 psi) |
| Tear Strength | ASTM D 624, Die C | kg/cm | 130 (730 lb/in) | 82.0 (460 lb/in) |
| Specimen Category | Material | Condition | Intial Pre-Stress | [%] | Equivalent Mass of Granular Material [g] |
|---|---|---|---|---|---|
| 1 | 1175A | Dry | No | 62.1 | 74.40 |
| 2 | 1175A | Lubricated | No | 66.7 | 79.91 |
| 3 | 1175A | Lubricated | Yes | 80.0 | 95.75 |
| 4 | 1175A | Lubricated | Yes | 93.0 | 119.81 |
| 1 | 1190A | Dry | No | 62.7 | 75.79 |
| 2 | 1190A | Lubricated | No | 64.3 | 77.72 |
| 3 | 1190A | Lubricated | Yes | 80.0 | 96.70 |
| 4 | 1190A | Lubricated | Yes | 93.0 | 120.87 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gosar, A.; Emri, I.; Klemenc, J.; Nagode, M.; Oman, S. On the Vibration-Damping Properties of the Prestressed Polyurethane Granular Material. Polymers 2023, 15, 1299. https://doi.org/10.3390/polym15051299
Gosar A, Emri I, Klemenc J, Nagode M, Oman S. On the Vibration-Damping Properties of the Prestressed Polyurethane Granular Material. Polymers. 2023; 15(5):1299. https://doi.org/10.3390/polym15051299
Chicago/Turabian StyleGosar, Aleš, Igor Emri, Jernej Klemenc, Marko Nagode, and Simon Oman. 2023. "On the Vibration-Damping Properties of the Prestressed Polyurethane Granular Material" Polymers 15, no. 5: 1299. https://doi.org/10.3390/polym15051299