


Particleboard Production from Paulownia tomentosa (Thunb.) Steud. Grown in Portugal
 , ,
, ,  ,
,  , , , and
, , , and 
Abstract
:
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. Introduction
2. Materials and Methods
2.1. Sampling and Material Preparation
2.2. Preparation of Particleboard
2.3. Particleboard Testing
2.4. Statistical Analysis
3. Results and Discussion
3.1. Influence of Constitution on Board Properties
3.2. Influence of Density on Board Properties
4. Conclusions
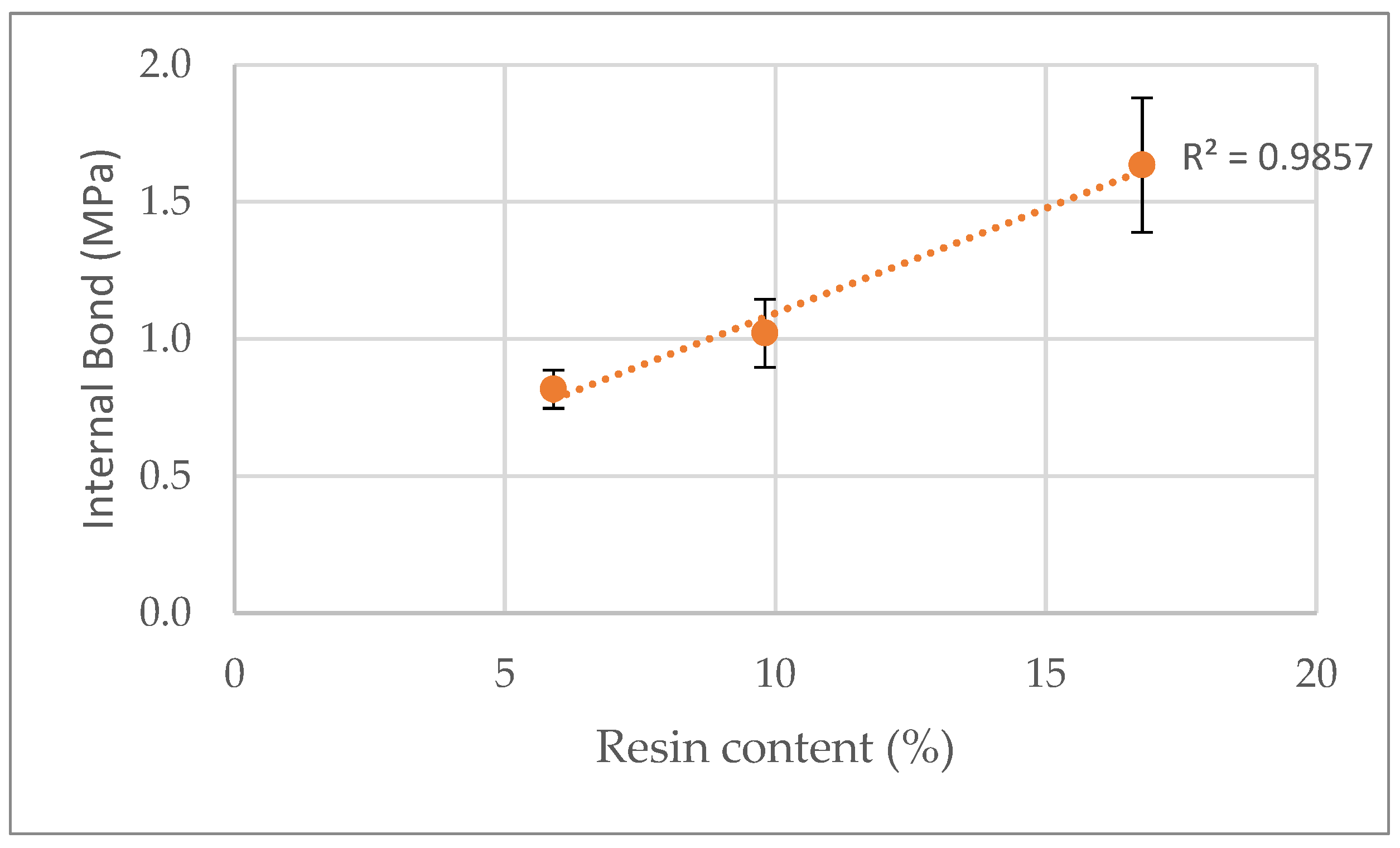
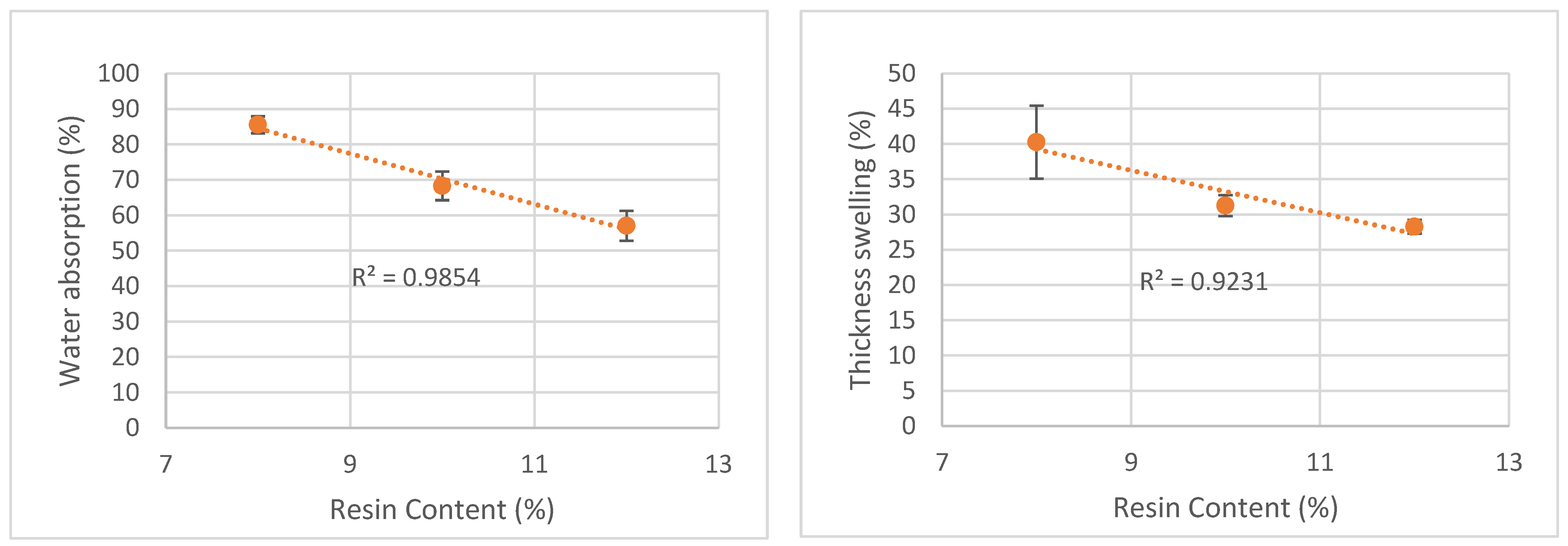
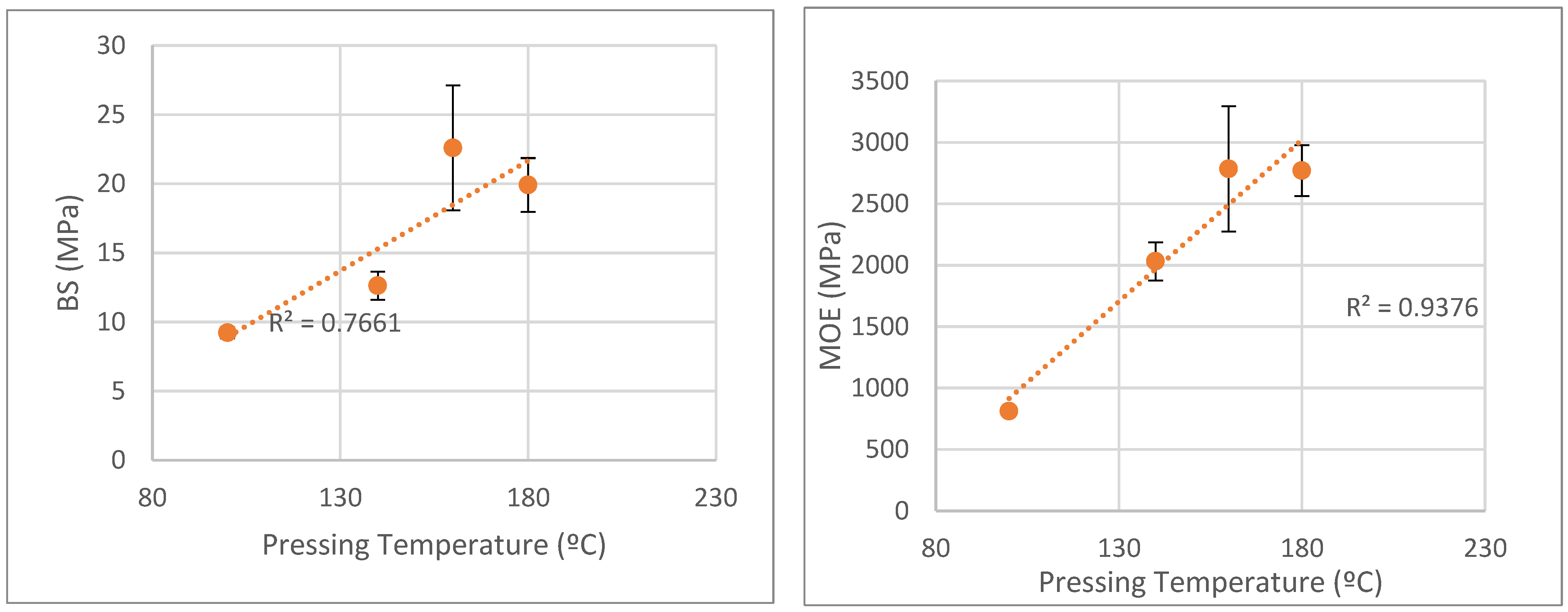
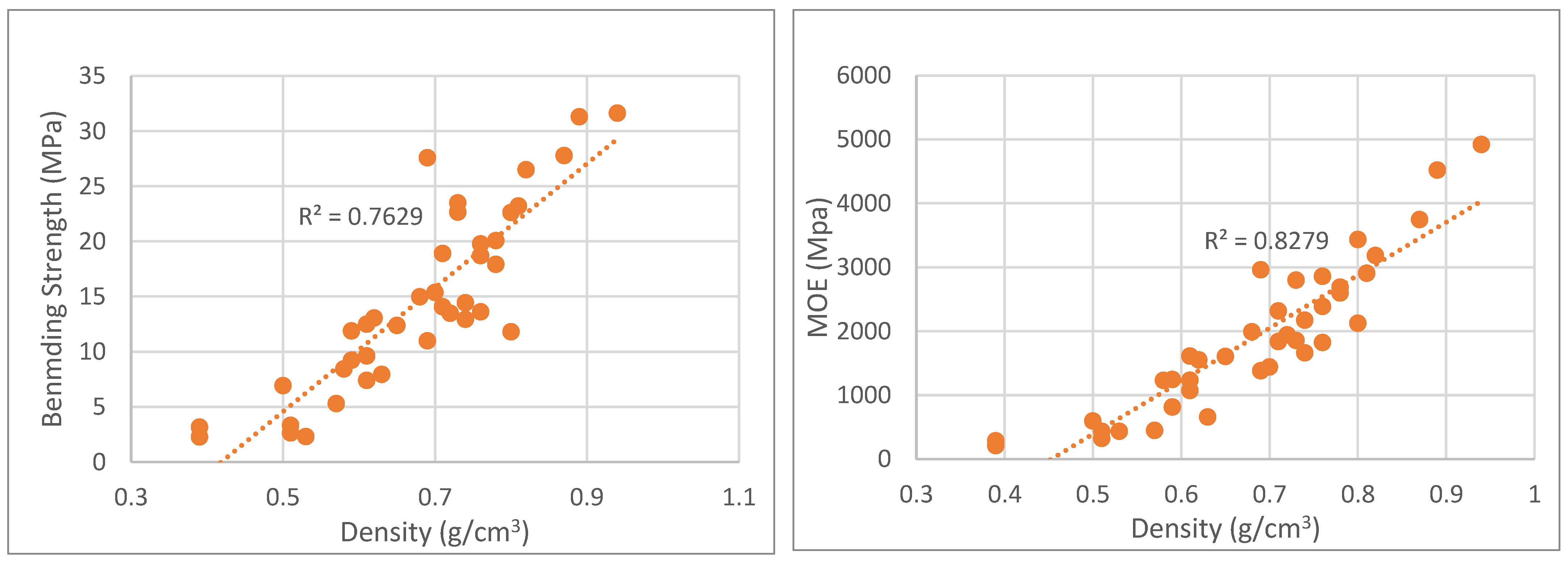
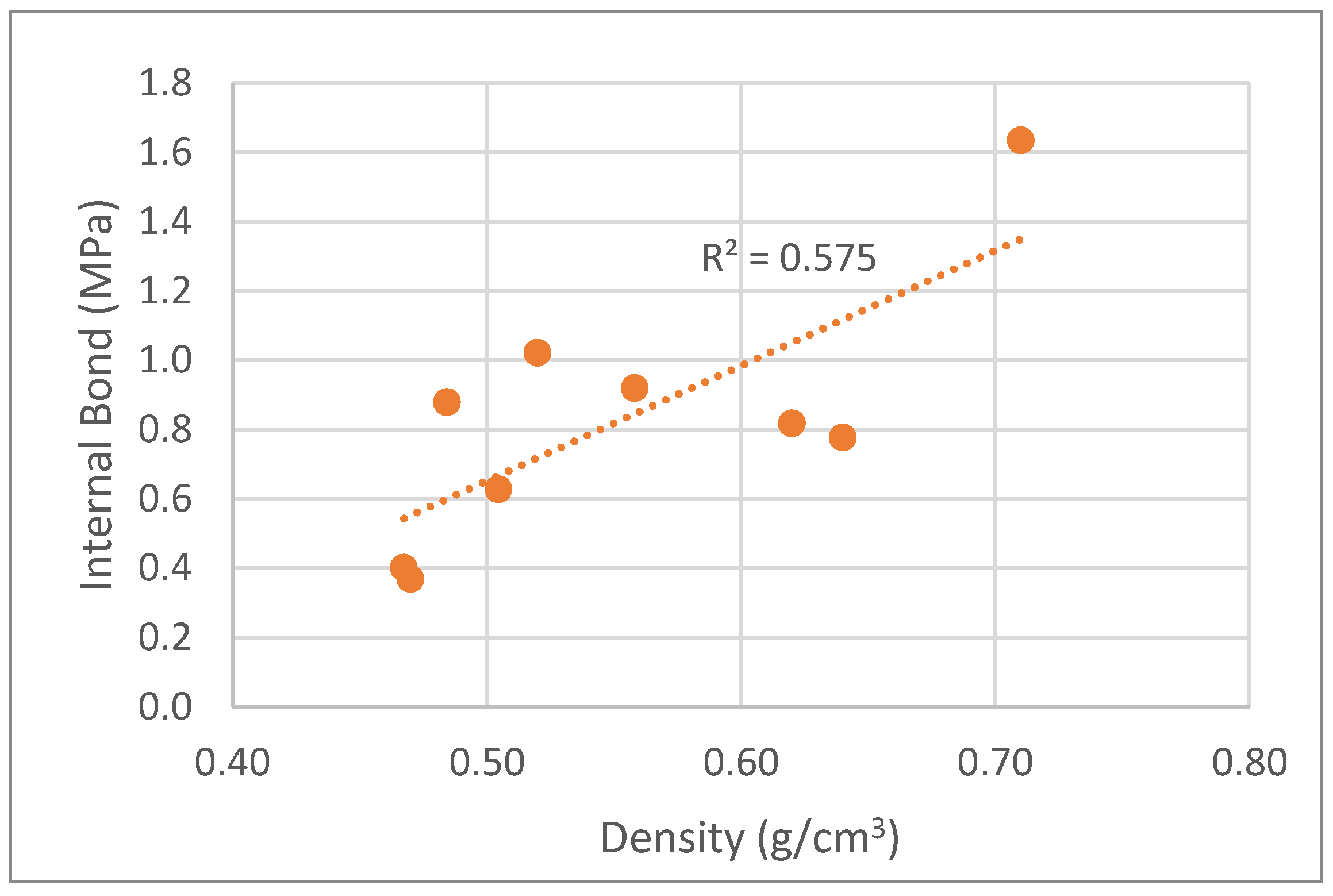
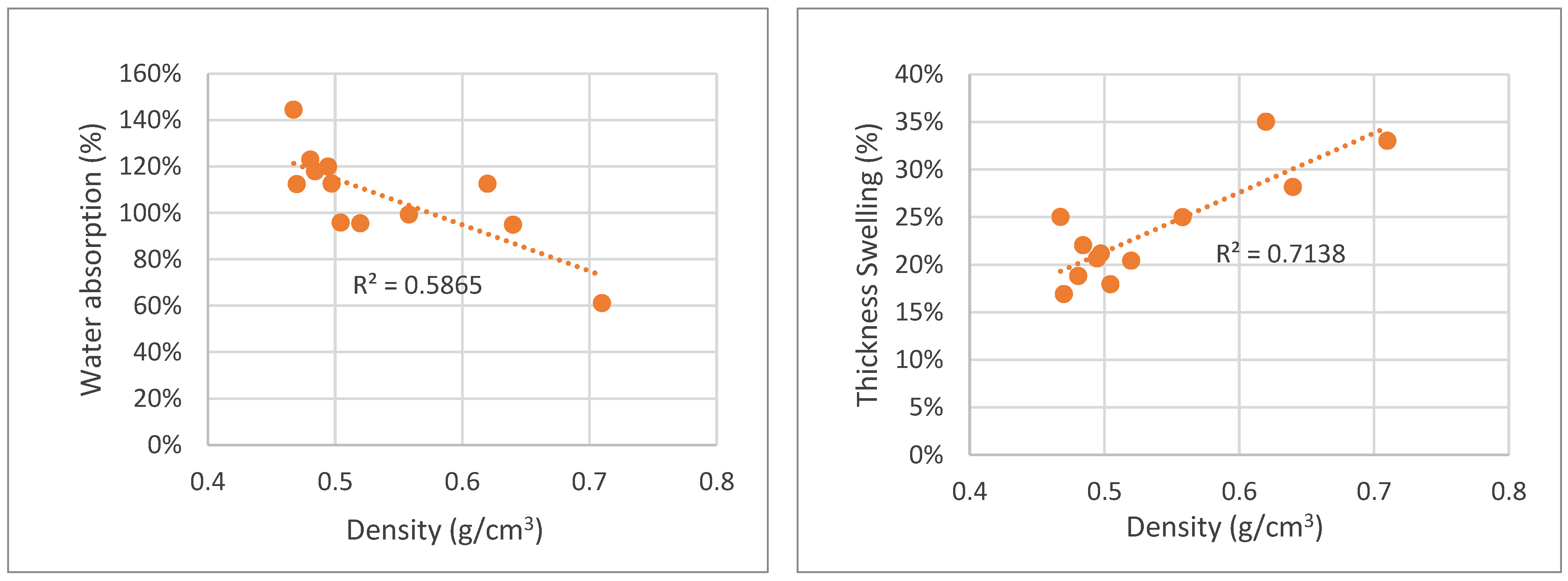
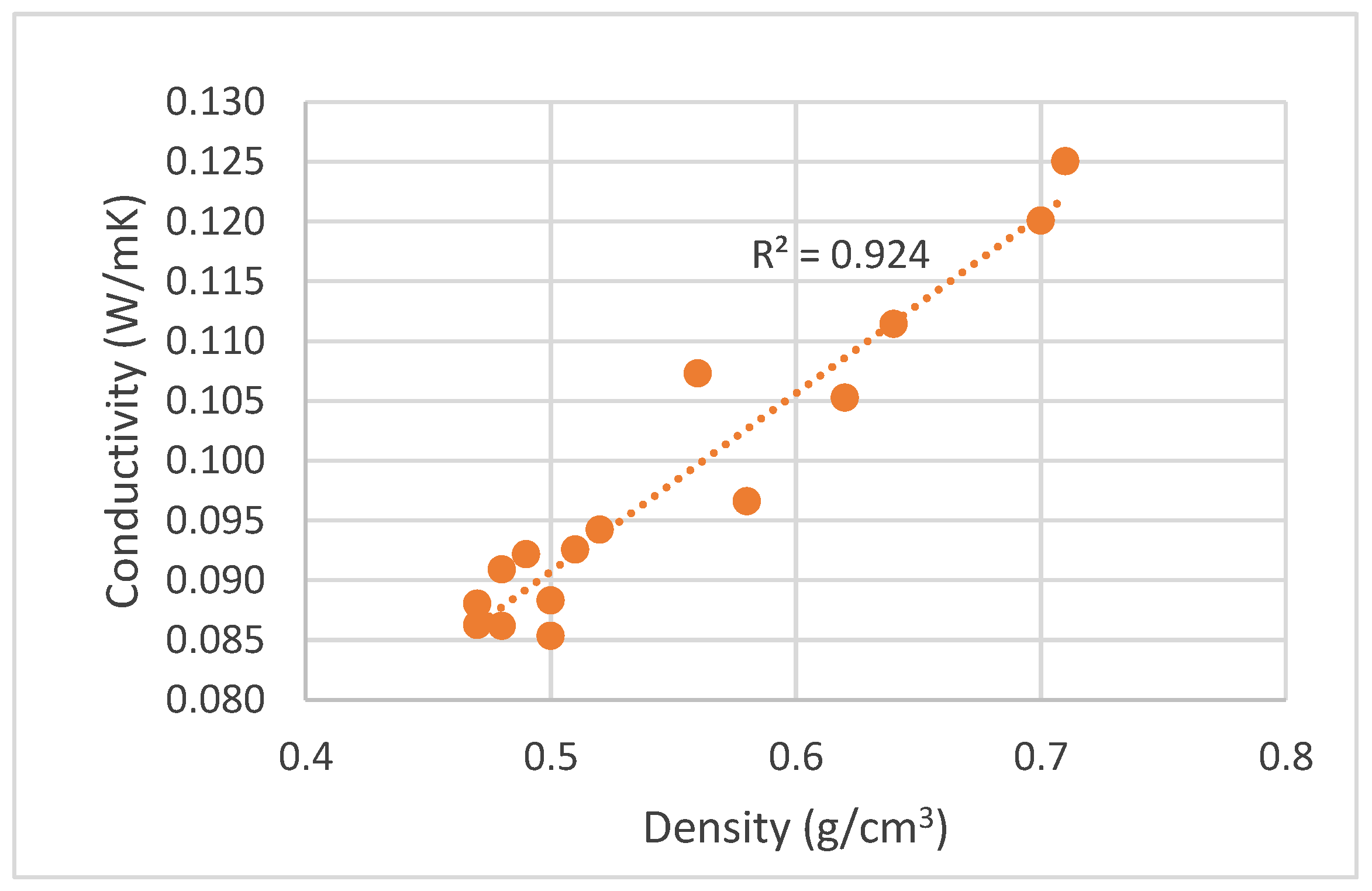
- Particleboards can be produced with density ranging from 0.39 g/cm3 to 0.92 g/cm3, bending strength 2–32 MPa and MOE 200–4900 MPa, Internal bond 0.4–1.6 MPa, water absorption 60–140%, thickness swelling 16–44% and thermal conductivity 0.085–0.125 W/mK.
- In order to meet the requirements for a dry environment according to NP EN 312 standard, Paulownia particleboards need to have a density higher than 0.65 g/cm3 which leads to a thermal conductivity of around 0.115 W/mK.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Neitzel, N.; Hosseinpourpia, R.; Walther, T.; Adamopoulos, S. Alternative Materials from Agro-Industry for Wood Panel Manufacturing—A Review. Materials 2022, 15, 4542. [Google Scholar] [CrossRef]
- Pędzik, M.; Janiszewska, D.; Rogoziński, T. Alternative Lignocellulosic Raw Materials in Particleboard Production: A Review. Ind. Crops Prod. 2021, 174, 114162. [Google Scholar] [CrossRef]
- Nunes, L.J.R.; Pimentel, C.; Garrido Azevedo, S.; Matias, J.C.O. (Eds.) New Trends for Biomass Energy Development: From Wood to Circular Economy; Energy science, engineering and technology; Nova Science Publishers, Inc.: New York, NY, USA, 2020; ISBN 978-1-5361-7190-7. [Google Scholar]
- Lee, S.H.; Lum, W.C.; Boon, J.G.; Kristak, L.; Antov, P.; Pędzik, M.; Rogoziński, T.; Taghiyari, H.R.; Lubis, M.A.R.; Fatriasari, W.; et al. Particleboard from Agricultural Biomass and Recycled Wood Waste: A Review. J. Mater. Res. Technol. 2022, 20, 4630–4658. [Google Scholar] [CrossRef]
- Nelis, P.A.; Mai, C. The Influence of Low-Density (Paulownia Spp.) and High-Density (Fagus sylvatica L.) Wood Species on Various Characteristics of Light and Medium-Density Three-Layered Particleboards. Wood Mater. Sci. Eng. 2021, 16, 21–26. [Google Scholar] [CrossRef]
- Kozakiewicz, P.; Laskowska, A.; Ciolek, S. A Study of Selected Features of Shan Tong Variety of Plantation Paulownia and Its Wood Properties. Ann. Wars. Univ. Life Sci. SGGW. For. Wood Technol. 2020, 111, 116–123. [Google Scholar] [CrossRef]
- He, T.; Vaidya, B.; Perry, Z.; Parajuli, P.; Joshee, N. Paulownia as a Medicinal Tree: Traditional Uses and Current Advances. Eur. J. Med. Plants 2016, 14, 1–15. [Google Scholar] [CrossRef]
- Yadav, N.K.; Vaidya, B.N.; Henderson, K.; Lee, J.F.; Stewart, W.M.; Dhekney, S.A.; Joshee, N. A Review of Paulownia Biotechnology: A Short Rotation, Fast Growing Multipurpose Bioenergy Tree. Am. J. Plant Sci. 2013, 4, 2070. [Google Scholar] [CrossRef] [Green Version]
- Li, P.; Oda, J. Flame Retardancy of Paulownia Wood and Its Mechanism. J. Mater. Sci. 2007, 42, 8544–8550. [Google Scholar] [CrossRef] [Green Version]
- Akyildiz, M.H.; Kol, H.S. Some Technological Properties and Uses of Paulownia (Paulownia tomentosa Steud.) Wood. J. Environ. Biol. 2010, 31, 351–355. [Google Scholar]
- Kalaycioglu, H.; Deniz, I.; Hiziroglu, S. Some of the Properties of Particleboard Made from Paulownia. J. Wood Sci. 2005, 51, 410–414. [Google Scholar] [CrossRef]
- Jakubowski, M. Cultivation Potential and Uses of Paulownia Wood: A Review. Forests 2022, 13, 668. [Google Scholar] [CrossRef]
- Jakubowski, M.; Tomczak, A.; Jelonek, T.; Grzywiński, W. The Use of Wood and the Possibility of Planting Trees of the Paulownia Genus. Acta Sci. Pol. Silvarum Colendarum Ratio Et Ind. Lignaria 2018, 17, 291–297. [Google Scholar]
- Kim, Y.K.; Kwon, G.J.; Kim, A.R.; Lee, H.S.; Purusatama, B.; Lee, S.H.; Kang, C.W.; Kim, N.H. Effects of Heat Treatment on the Characteristics of Royal Paulownia (Paulownia tomentosa (Thunb.) Steud.) Wood Grown in Korea. J. Korean Wood Sci. Technol. 2018, 46, 511–526. [Google Scholar] [CrossRef]
- Esteves, B.; Ferreira, H.; Viana, H.; Ferreira, J.; Domingos, I.; Cruz-Lopes, L.; Jones, D.; Nunes, L. Termite Resistance, Chemical and Mechanical Characterization of Paulownia tomentosa Wood before and after Heat Treatment. Forests 2021, 12, 1114. [Google Scholar] [CrossRef]
- Koman, S.; Feher, S.; Vityi, A. Physical and Mechanical Properties of Paulownia Tomentosa Wood Planted in Hungaria. Wood. Res. 2017, 62, 335–340. [Google Scholar]
- Barbu, M.C.; Buresova, K.; Tudor, E.M.; Petutschnigg, A. Physical and Mechanical Properties of Paulownia Tomentosa x elongata Sawn Wood from Spanish, Bulgarian and Serbian Plantations. Forests 2022, 13, 1543. [Google Scholar] [CrossRef]
- Sedeer, E.-S.; Nabil, E.-S. The Paulownia Tree an Alternative for Sustainable Forestry. 2003. Available online: http://www.cropdevelopment.org/docs/PaulowniaBrochure_print.pdf (accessed on 24 January 2023).
- De Melo, R.R.; Del Menezzi, C.H.S. Influência Da Massa Específica Nas Propriedades Físico-Mecânicas de Painéis Aglomerados. Silva Lusit. 2010, 18, 59–73. [Google Scholar]
- Cosereanu, C.N.; Brenci, L.-M.N.; Zeleniuc, O.I.; Fotin, A.N. Effect of Particle Size and Geometry on the Performance of Single-Layer and Three-Layer Particleboard Made from Sunflower Seed Husks. BioResources 2015, 10, 1127–1136. [Google Scholar] [CrossRef] [Green Version]
- Niemz, P.; Sandberg, D. Critical Wood-Particle Properties in the Production of Particleboard. Wood Mater. Sci. Eng. 2022, 17, 386–387. [Google Scholar] [CrossRef]
- Kelly, M.W. Critical Literature Review of Relationships between Processing Parameters and Physical Properties of Particleboard; U.S. Department of Agriculture, Forest Service, Forest Products Laboratory: Madison, WI, USA, 1977.
- Nemli, G.; Aydın, I.; Zekoviç, E. Evaluation of Some of the Properties of Particleboard as Function of Manufacturing Parameters. Mater. Des. 2007, 28, 1169–1176. [Google Scholar] [CrossRef]
- De Bazzetto, J.T.L.; Bortoletto, G.; Brito, F.M.S. Effect of Particle Size on Bamboo Particle Board Properties. Floresta E Ambiente 2019, 26. [Google Scholar] [CrossRef] [Green Version]
- Maloney, T.M. Modern Particleboard & Dry-Process Fiberboard Manufacturing, Forest Prod. Soc. Madison Wis. 1993, 681. [Google Scholar]
- Ferrandez-Garcia, M.T.; Ferrandez-Garcia, A.; Garcia-Ortuño, T.; Ferrandez-Garcia, C.E.; Ferrandez-Villena, M. Influence of Particle Size on the Properties of Boards Made from Washingtonia Palm Rachis with Citric Acid. Sustainability 2020, 12, 4841. [Google Scholar] [CrossRef]
- Hegazy, S.S.; Ahmed, K. Effect of Date Palm Cultivar, Particle Size, Panel Density and Hot Water Extraction on Particleboards Manufactured from Date Palm Fronds. Agriculture 2015, 5, 267–285. [Google Scholar] [CrossRef] [Green Version]
- Osarenmwinda, J.O.; Nwachukwu, J.C. Effect of Particle Size on Some Properties of Rice Husk Particleboard. In Proceedings of the Advanced Materials Research. Trans. Tech. Publ. 2007, 18, 43–48. [Google Scholar]
- Farrokhpayam, S.R.; Valadbeygi, T.; Sanei, E. Thin Particleboard Quality: Effect of Particle Size on the Properties of the Panel. J. Indian Acad. Wood Sci. 2016, 13, 38–43. [Google Scholar] [CrossRef]
- Hashim, R.; Saari, N.; Sulaiman, O.; Sugimoto, T.; Hiziroglu, S.; Sato, M.; Tanaka, R. Effect of Particle Geometry on the Properties of Binderless Particleboard Manufactured from Oil Palm Trunk. Mater. Des. 2010, 31, 4251–4257. [Google Scholar] [CrossRef]
- Malanit, P.; Barbu, M.C.; Frühwald, A. The Gluability and Bonding Quality of an Asian Bamboo (“ Dendrocalamus Asper”) for the Production of Composite Lumber. J. Trop. For. Sci. 2009, 21, 361–368. [Google Scholar]
- Papadopoulos, A.N. Property Comparisons and Bonding Efficiency of UF and PMDI Bonded Particleboards as Affected by Key Process Variables. BioResources 2006, 1, 201–208. [Google Scholar] [CrossRef]
- Rathke, J.; Sinn, G.; Harm, M.; Teischinger, A.; Weigl, M.; Müller, U. Effects of Alternative Raw Materials and Varying Resin Content on Mechanical and Fracture Mechanical Properties of Particle Board. BioResources 2012, 7, 2970–2985. [Google Scholar]
- Arabi, M.; Faezipour, M.; Gholizadeh, H. Reducing Resin Content and Board Density without Adversely Affecting the Mechanical Properties of Particleboard through Controlling Particle Size. J. For. Res. 2011, 22, 659–664. [Google Scholar] [CrossRef]
- Iswanto, A.H.; Febrianto, F.; Hadi, Y.S.; Ruhendi, S.; Hermawan, D. The Effect of Pressing Temperature and Time on the Quality of Particle Board Made from Jatropha Fruit Hulls Treated in Acidic Condition. Makara J. Technol. 2013, 17, 8. [Google Scholar] [CrossRef] [Green Version]
- Iswanto, A.H.; Azhar, I.; Susilowati, A. Effect of Resin Type, Pressing Temperature and Time on Particleboard Properties Made from Sorghum Bagasse. Agric. For. Fish. 2014, 3, 62–66. [Google Scholar] [CrossRef]
- Zhao, Z.; Umemura, K. Investigation of a New Natural Particleboard Adhesive Composed of Tannin and Sucrose. 2. Effect of Pressing Temperature and Time on Board Properties, and Characterization of Adhesive. Bioresources 2015, 10, 2444–2460. [Google Scholar] [CrossRef] [Green Version]
- Cravo, J.C.M.; de Lucca Sartori, D.; Mármol, G.; Schmidt, G.M.; de Carvalho Balieiro, J.C.; Fiorelli, J. Effect of Density and Resin on the Mechanical, Physical and Thermal Performance of Particleboards Based on Cement Packaging. Constr. Build. Mater. 2017, 151, 414–421. [Google Scholar] [CrossRef]
- Khedari, J.; Charoenvai, S.; Hirunlabh, J. New Insulating Particleboards from Durian Peel and Coconut Coir. Build. Environ. 2003, 38, 435–441. [Google Scholar] [CrossRef]
- Wong, K.K. Optimising Resin Consumption, Pressing Time and Density of Particleboard Made of Mixes of Hardwood Sawmill Residue and Custom Flaked Softwood. Ph.D. Thesis, RMIT University, Melbourne, Australia, 2012. [Google Scholar]
- NP EN 310:2002; Placas de Derivados de Madeira—Determinação Do Módulo de Elasticidade Em Flexão e Da Resistência à Flexão. Instituto Português Da Qualidade: Caparica, Portugal, 2002.
- NP EN 317:2002; Aglomerado de Partículas de Madeira e Aglomerado de Fibras de Madeira—Determinação Do Inchamento Em Espessura Após Imersão Em Água. Instituto Português Da Qualidade: Caparica, Portugal, 2002.
- ASTM D5334; Standard Test Method for Determination of Thermal Conductivity of Soil and Soft Rock by Thermal Needle Probe Procedure. ASTM: West Conshohocken, PA, USA, 2014.
- ASTM D5930; Standard Test Method for Thermal Conductivity of Plastics by Means of a Transient Line-Source Technique. ASTM: West Conshohocken, PA, USA, 2009.
- ISO 22007-2:2015; Plastics—Determination of Thermal Conductivity and Thermal Diffusivity—Part 2: Transient Plane Heat Source (Hot Disc) Method. ISO: Geneva, Switzerland, 2015.
- NP EN 312:2017; Aglomerado de Partículas de Madeira—Especificações. Instituto Português Da Qualidade: Caparica, Portugal, 2017.
- Widyorini, R.; Umemura, K.; Isnan, R.; Putra, D.R.; Awaludin, A.; Prayitno, T.A. Manufacture and Properties of Citric Acid-Bonded Particleboard Made from Bamboo Materials. Eur. J. Wood Wood Prod. 2016, 74, 57–65. [Google Scholar] [CrossRef]
- Barnes, D. A Model of the effect of strand length and strand thickness on the strength properties of oriented wood composites. For. Prod. J. 2001, 51, 36–47. [Google Scholar]
- Miyamoto, K.; Nakahara, S.; Suzuki, S. Effect of Particle Shape on Linear Expansion of Particleboard. J. Wood Sci. 2002, 48, 185–190. [Google Scholar] [CrossRef]
- Lehmann, W.F. Resin Efficiency in Particleboard as Influenced by Density, Atomization, and Resin Content. For. Prod. J. 1970, 20, 48–54. [Google Scholar]
- Nemli, G.; Kırcı, H.; Serdar, B.; Ay, N. Suitability of Kiwi (Actinidia Sinensis Planch.) Prunings for Particleboard Manufacturing. Ind. Crops Prod. 2003, 17, 39–46. [Google Scholar] [CrossRef]
- Kimoto, K.; Ishimori, E.; Sasaki, H.; Maku, T. Studies on the Particle Boards: Report 6: Effects of Resin Content and Particle Dimension on the Physical and Mechanical Properties of Low-Density Particle Boards. Wood Res. 1964, 32, 1–14. [Google Scholar]
- Dai, C.; Yu, C.; Jin, J. Theoretical Modeling of Bonding Characteristics and Performance of Wood Composites. Part IV. Internal Bond Strength. Wood Fiber Sci. 2008, 40, 146–160. [Google Scholar]
- Sekaluvu, L.; Tumutegyereize, P.; Kiggundu, N. Investigation of Factors Affecting the Production and Properties of Maize Cob-Particleboards. Waste Biomass Valoriz. 2014, 5, 27–32. [Google Scholar] [CrossRef]
- Ashori, A.; Nourbakhsh, A. Effect of Press Cycle Time and Resin Content on Physical and Mechanical Properties of Particleboard Panels Made from the Underutilized Low-Quality Raw Materials. Ind. Crops Prod. 2008, 28, 225–230. [Google Scholar] [CrossRef]
- Khedari, J.; Nankongnab, N.; Hirunlabh, J.; Teekasap, S. New Low-Cost Insulation Particleboards from Mixture of Durian Peel and Coconut Coir. Build. Environ. 2004, 39, 59–65. [Google Scholar] [CrossRef]













Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Esteves, B.; Aires, P.; Sen, U.; Gomes, M.d.G.; Guiné, R.P.F.; Domingos, I.; Ferreira, J.; Viana, H.; Cruz-Lopes, L.P. Particleboard Production from Paulownia tomentosa (Thunb.) Steud. Grown in Portugal. Polymers 2023, 15, 1158. https://doi.org/10.3390/polym15051158
Esteves B, Aires P, Sen U, Gomes MdG, Guiné RPF, Domingos I, Ferreira J, Viana H, Cruz-Lopes LP. Particleboard Production from Paulownia tomentosa (Thunb.) Steud. Grown in Portugal. Polymers. 2023; 15(5):1158. https://doi.org/10.3390/polym15051158
Chicago/Turabian StyleEsteves, Bruno, Pedro Aires, Umut Sen, Maria da Glória Gomes, Raquel P. F. Guiné, Idalina Domingos, José Ferreira, Hélder Viana, and Luísa P. Cruz-Lopes. 2023. "Particleboard Production from Paulownia tomentosa (Thunb.) Steud. Grown in Portugal" Polymers 15, no. 5: 1158. https://doi.org/10.3390/polym15051158