2.4. Design of Experiments for Taguchi and Principal Component Analysis (PCA)
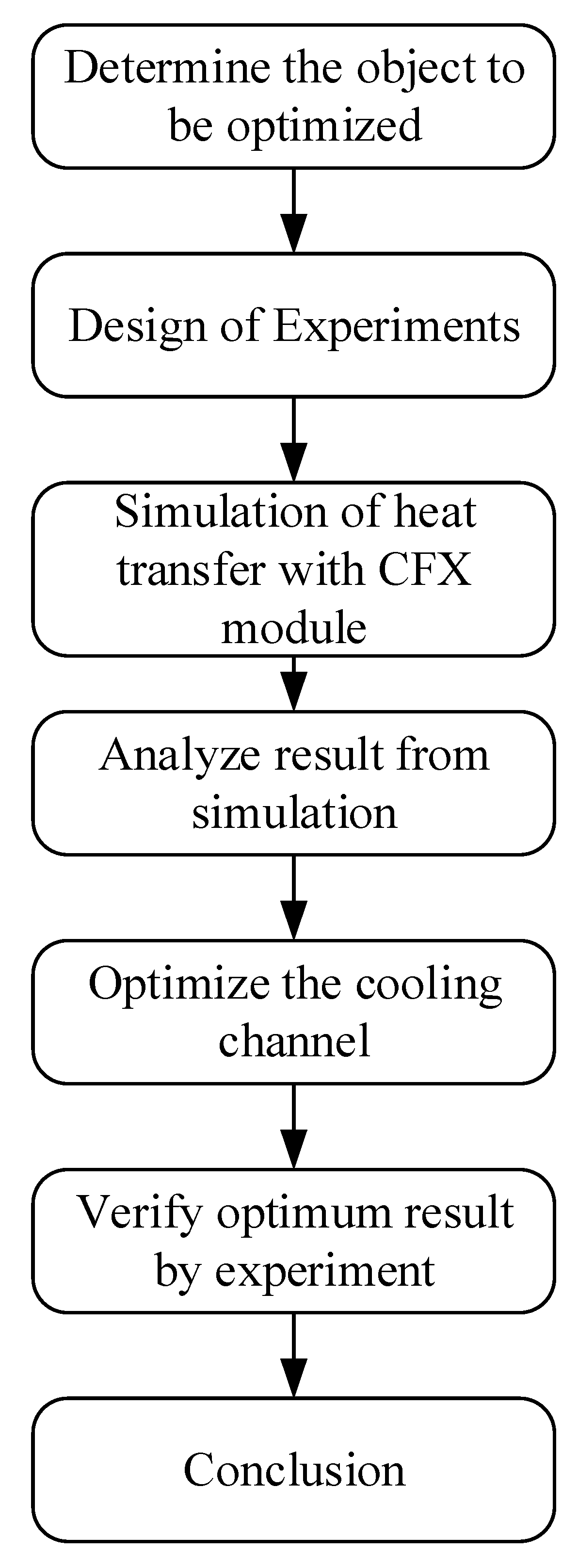
The flowchart describing this study is shown in
Figure 8, below. Design of experiments (DOE) is an experimental strategy designed to determine the relationship between input parameters and responses. Many types of DOE have been developed, such as full factorial design, fractional factorial design, Taguchi orthogonal, Box–Behnken, and so on. The Taguchi method is a separated type of fractional factorial design, which uses an orthogonal array to construct experiments. This orthogonal array is defined based on a factor’s total Degrees of Freedom (DOFs). The DOFs of all factors in this experiment are shown in
Table 4.
The total DOFs of all factors was 15 and, so, the number of experiments must be larger than 15. The number of factors being 7 and 3 levels for each factor, the orthogonal array L32 (2^1 4^9) was chosen. The DOE is provided in
Table 5.
Taguchi’s method focuses on product quality. In Taguchi’s method, product quality must be designed in parallel with product design, not with inspection after release of the product. The Taguchi method separates product characteristics into three types, and the optimum is determined based on the Signal-to-Noise ratio. The three types of Taguchi Signal-to-Noise ratios include [
18,
19,
20]:
There are many approaches that can be combined with the Taguchi method to address multi-response problems. Engineering judgment was the earliest method used with the Taguchi method. In particular, Reddy et al. combined the Taguchi method and engineering judgment to optimize injection parameters, considering three responses [
21]. However, it seems that the reliability of this method is not high. In 2006, Jeyapaul et al. researched the combination of the Taguchi method with a GA for multi-response optimization. Here, the weight for each response is considered a gene, where the sum of weights is equal to one. Then, the multiple normalized SN ratio values are combined into a single performance measure (WSN) using the optimal weights [
22]. This combination has shown excellent results, but the process for this method is very complex. Another proposal for this problem involves the assignment of weight for each response; for example, Shiau assigned a weight to each response, and then combined these weights. For instance, if there are two responses with the S/N ratio S/N
1 and S/N
2, and the weights corresponding to each ratio are
respectively, then the combined ratio is
. The value
L can be used as a total quality loss for optimization [
23]. The same idea of weight assignment can be applied using principal component analysis (PCA) in combination with the Taguchi method for multi-response optimization problems. Antony, in 2000, used Taguchi’s loss function and PCA for multi–response optimization in industrial experiments. PCA is generally performed for data exploration, data reduction, and data classification [
24].
In this method, the S/N ratio is first normalized, following which a weight is assigned for each normalized ratio using PCA. This method is quite simple and easy to implement. Jeyapaul also recommended this approach in his review in 2005 [
25]. Grey relational analysis may also be combined with the Taguchi method to solve multi-response optimization problems, as in the research of Haq, A. Noorul, P. Marimuthu, and R. Jeyapaul in 2008 [
25]. A grey relational grade is obtained from the grey analysis; then, based on the grey relational grade, optimum levels of parameters are identified, and the significance of contributions of parameters is determined by ANOVA. In this method, the S/N ratio is first normalized, and these normalized values are used to calculate the grey relational coefficient. The grey relational grade is then generated through the grey relational coefficient. Finally, the optimal factors and their combination levels are obtained. A higher grey relational grade implies better product quality [
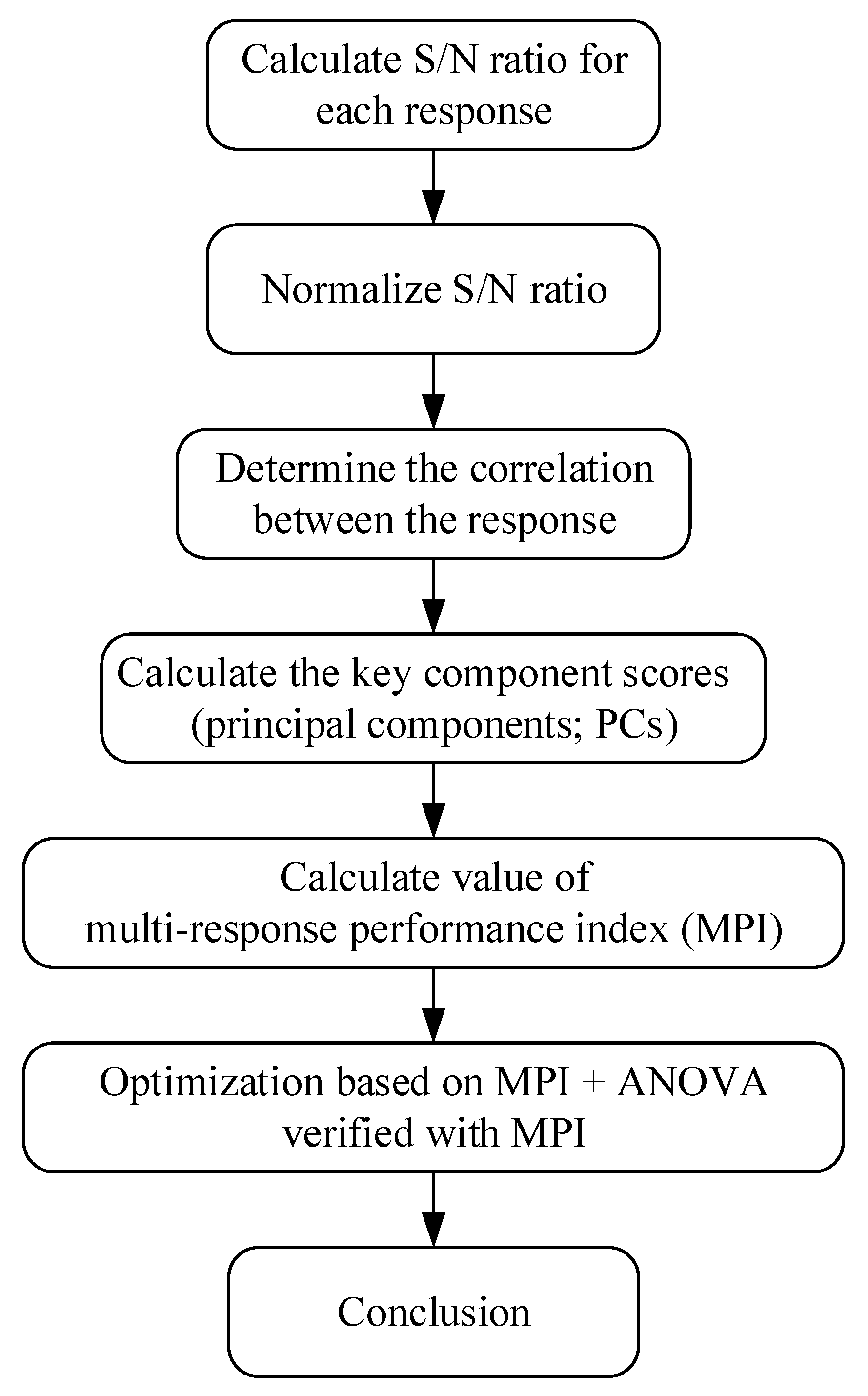
26]. In this research, the Taguchi method integrated with PCA was used for optimization. The process diagram for the use of Taguchi with PCA is shown in
Figure 9 [
27].
2.6. Normalize S/N Ratio
The S/N ratio was normalized based on the characteristic. There are two equations for two types of characteristic:
The smaller, the better: [
28]
The larger, the better: [
28]
where
denotes the value of the S/N ratio for response k in experiment i;
is the maximum value of the S/N ratio for response k;
is the minimum value of the S/N ratio for response k;
is the normalized value of the S/N ratio for response k.
2.7. Determining the Correlations between the Responses
The Pearson correlation formula was used determine the correlations between the responses. The correlation value measures the relationship between each response, and can be negative, positive, or zero. If the correlation value is negative, the two responses are proportional. If the correlation value is positive, the two responses are inversely proportional. If the correlation value is zero, there is no correlation between the two responses. This value can be easily calculated using statistical software, such as Excel, Minitab, or others.
The Pearson’s correlation coefficient is calculated as follows:
where
are the normalized value of each response in experiment i;
are the means of each response;
r is the correlation coefficient.
Using the normalized S/N ratio value, the Pearson correlation coefficient was r = 0.31. This means that the relationship between two responses was proportional: when the average temperature increased, then the temperature difference increased, and vice versa.
2.8. Calculating the Component Scores (Principal Components; PCs)
When conducting PCA,
k (
k ≤
p) components are obtained, which explain the variance in the
p responses. Principal components are independent of each other (uncorrelated) [
29].
Table 1 shows the explained variation in these two responses and the eigenvalue of each principal component (
Table 7).
The multi-response performance index was calculated based on the formula:
where
are the principal components corresponding to the responses P8 and P9, respectively.
The principal components for each response and the MPI are given in
Table 8.
The mean MPI for each level is given in
Table 9.
The main effect plot for MPI means is shown in
Figure 10.
The graph in
Figure 10 shows the main effect for mean MPI. The level with the highest mean value is the optimum point and is marked by a red circle on the plot. It is clearly apparent that for the variables H3, H4, V5, and FD1 the optimum value is level 3. Meanwhile, the optimum value of variables V6 and V7 is level 2 and for the remaining variable D1, the optimum point is at level 1. All the optimum levels are listed in
Table 10. The optimum value was highlight as red point in
Figure 10.
2.9. Determining Optimum Parameter Levels
The optimum levels for the parameters, obtained by the MPI mean plot, are given in
Table 10.
The process variables with a significant influence and the contribution of the variables to the responses under study were determined through analysis of variance (ANOVA). In this study, ANOVA was performed against the multi-response performance index (MPI) value, representing all responses simultaneously [
15].
Table 11 provides the ANOVA results.
In this ANOVA analysis, the significance level (Alpha value—α) is 0.05, meaning that if the
p value is smaller than α then the differences between some of means are statistically significant, and if the
p value is larger than α then the differences between some of means are not statistically significant. It can be seen in
Table 11 that the variable V5, D1, and FD1 have
p values smaller than the α value, so these three variables have significant statistical effect. Meanwhile, the
p values of H3, H4, V6, and V7 are larger than the α indicating that those variables are not statistically significant. Furthermore, the R-square value is 97.15%, which is a high value reflecting the good fit of the model.
The R value of 97.15% indicates that the data were statistically significant. According to the ANOVA table, we can see that the parameters V5, D1, and FD1 presented p < 0.05, so these parameters influenced the responses at the 95% confidence level. Furthermore, these levels had F values larger than [F] = 3.37; thus, the DOFs of each factor could obtain the [F] value through the F distribution table, meaning these parameters were adequate for affecting the responses. The remaining factors had F values smaller than [F] and so could be removed from the statistical analysis.
2.10. Verifying Optimal Values through Simulation
After obtaining the optimum levels, the simulation was implemented to verify the results.
Table 12 and
Table 13 show the simulation results. The simulation verified the heating process and demonstrated the cooling effectiveness of the two types of cooling channels. The simulation was implemented using the ANSYS module CFX. The model was created by using the optimum point on the before steps, and boundary conditions were applied as in
Figure 6.
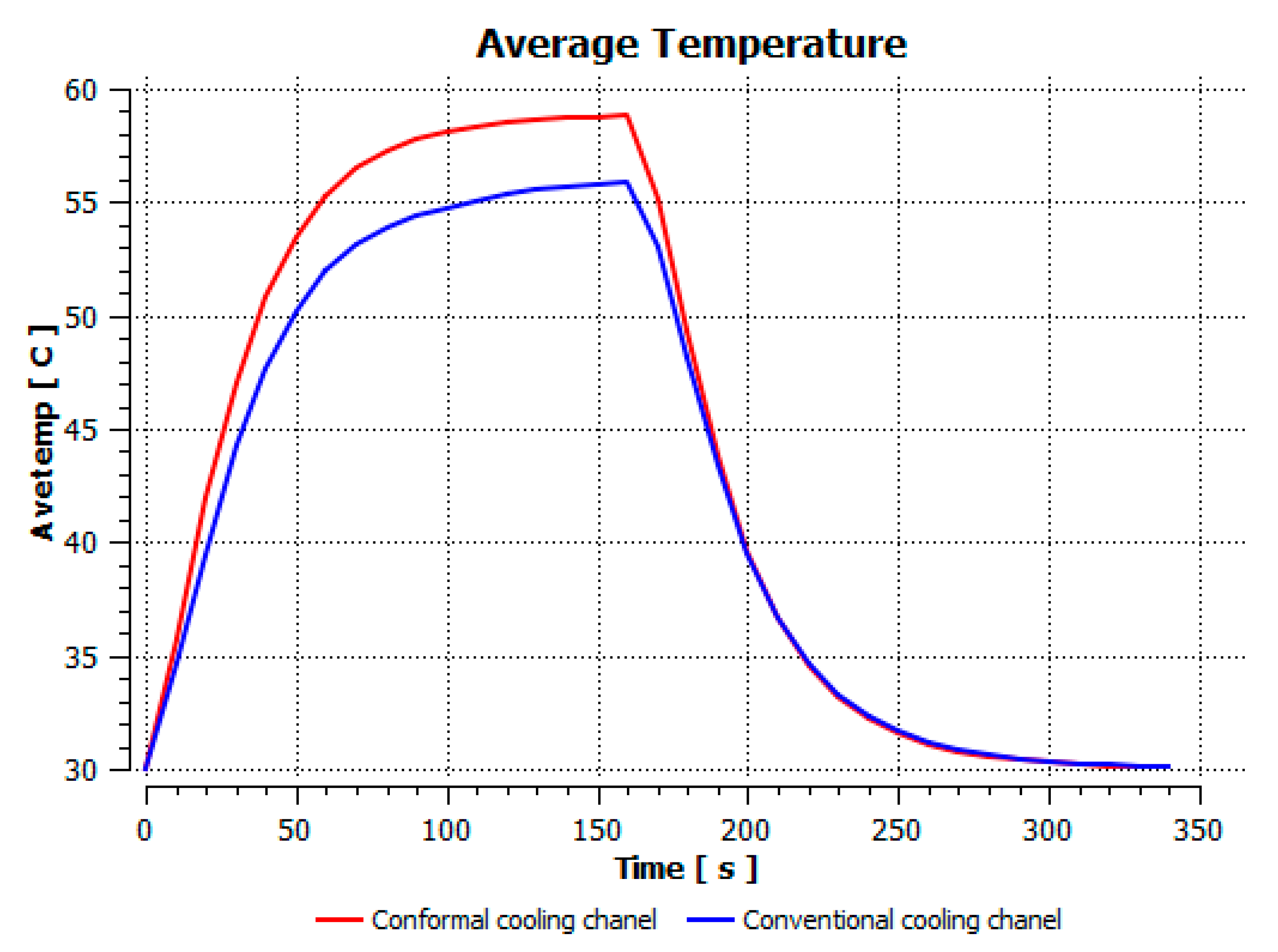
Figure 11 reports the average temperature of the mold during the heating process. This temperature history was collected during the first cycles with the initial mold temperature at 30 °C to compare the different heating and cooling effects of the traditional and conformal cooling channels. To compare the conformal cooling channel with the traditional case, the average temperatures on the cavity surfaces (
Figure 7) were collected. By using the CFX module in the ANSYS software, the average temperature was calculated by the function:
In the formula:
This comparison showed that the temperature for both molds increased rapidly in the first 100 s. However, during the heating process, the temperature of the mold using a conformal cooling channel was always higher than the other. Thus, the conformal cooling channel demonstrated better effectiveness than the conventional cooling channel. The average temperature of the mold peaked at 58.78 °C, the maximum temperature on the mold surface was 63.4 °C, and the minimum temperature was 54.66 °C. Meanwhile, with the conventional cooling channel, the average temperature in the steady state was 56.63 °C, and the maximum and minimum temperatures at the measurement surface were 61.74 °C and 53.18 °C, respectively. Regarding temperature distribution, in the mold using a conformal cooling channel, the high-temperature surface (greater than 61 °C) occupied a more extensive area than in the mold using a conventional cooling channel, where the high-temperature area (greater than 61 °C) covered only a small space. This indicated that temperature distribution over the injection mold was improved when using a conformal cooling channel.
Table 12 reveals that the temperature distribution with the conventional cooling channel was more significant than with the conformal cooling channel, from the start of the process up to 18 s, and was almost equal in the two types of cooling channel when the mold temperature reached a steady state. This can be explained by the fact that the maximum temperature when using a conventional cooling channel was lower than that with a conformal cooling channel, and the same was true for the minimum temperature.
Table 13 shows the temperature distribution in each section. The value in the simulation was taken automatically at the cavity surfaces (
Figure 7) using the Ansys formula.
In these formulas:
These results show that the temperature decreased from where the mold surface was in contact with the hot fluid at the top surface. The temperature reductions in the mold using the conformal cooling channel were always smaller than when using the straight cooling channel; for example, in sections A-A and B-B, the temperature dropped from 72.05 °C to 61.6 °C in the conformal cooling channel mold and 70.9 °C to 58.5 °C in the mold using a straight cooling channel. Thus, the temperature decreases in the two types of molds were 10.45 °C and 12.4 °C, respectively. Sections C-C and D-D had temperature drops in the molds with the conformal cooling channel and straight cooling channel of 10.2 °C and 16.6 °C, respectively. These results prove that a conformal cooling channel is more effective than a straight cooling channel in the heating mold process.
For the cooling step, results show that the average temperature over the two molds in the cooling process was similar, as in
Table 14. However, when closely looking at the simulation results, the area with lower temperature was larger on the conformal cooling channel mold than with the conventional mold. It means that the conformal cooling channel mold could support a better cooling area than the traditional cooling channel.
2.11. Experiments
In order to verify the simulation results, a model mold cavity was fabricated. For various purposes, the actual model had some differences from the simulation model, but this modification did not significantly affect the final result. Two models were fabricated, one using a conformal cooling channel, and another using a straight cooling channel. The model using a straight cooling channel was implemented using the traditional method (e.g., milling, drilling, grinding). However, the process has different for the model with the conformal cooling channel. The cooling channel in this mold was fabricated separately, as it cannot be easily created by drilling. This cooling channel was formed of two half-channels, joined by welding.
The experiment was implemented after the molds were finished. The experiment was implemented on both molds, in order to compare the effectiveness of the conformal cooling channel mold. Hot water (80 °C, as in the simulation setup) was pumped into the mold through the temperature control machine and the water supply system. When the temperature at the mold surface reached a steady state, the temperature on the mold surface does not change.
Figure 12 show the geometry of 3D cooling channel, which was optimized and will be used for experiment.
Figure 13,
Figure 14,
Figure 15 and
Figure 16 depict the experimental results. For observing the temperature distribution of mold surfasce, the infrared camera Fluke TiS60 was applied. The Fluke TiS60 is a high-performance thermal imaging camera designed for professional use in a wide range of applications. It features a high-resolution infrared detector with a 320 × 240-pixel resolution, a temperature measurement range of −20 °C to +1200 °C.
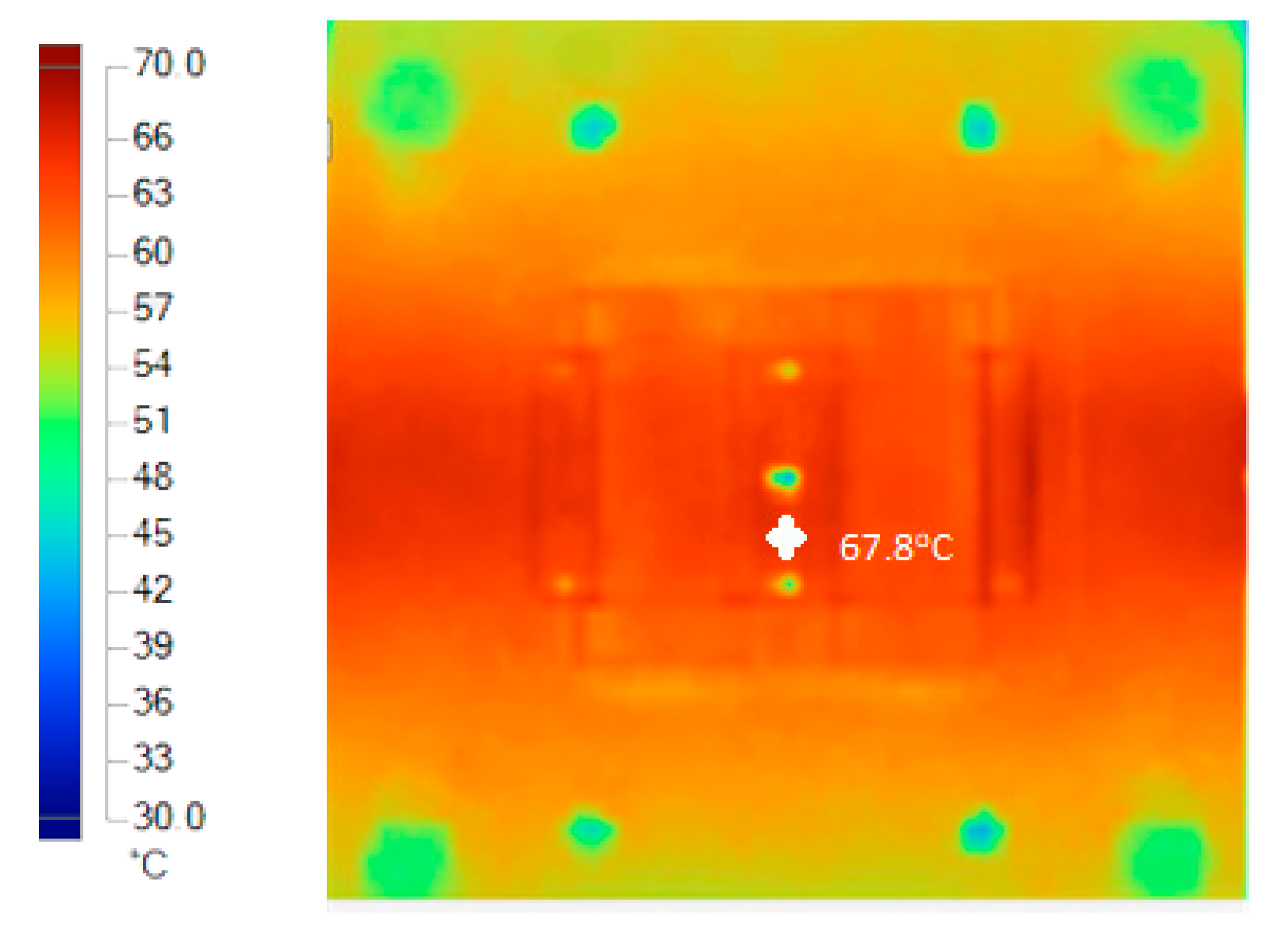
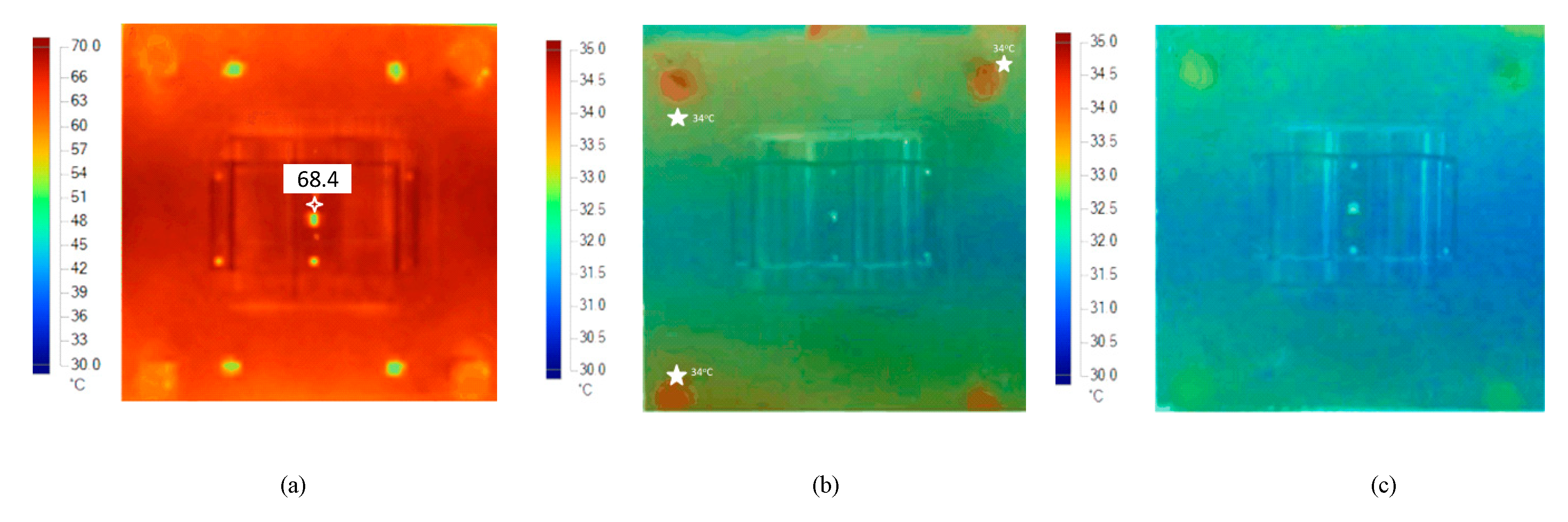
It can be easily recognized, from
Figure 13 and
Figure 14, that the temperature on the conformal cooling channel was higher than that on the straight cooling channel, and the temperature on the conformal cooling channel mold was distributed more uniformly. The maximum temperature on the conformal cooling channel mold was nearly 68.4 °C (at the top of the wave on the mold, marked by the white point on the
Figure 14a), and the average temperature reached 64.6 °C. Meanwhile, the corresponding results for the straight cooling channel mold were 67.8 °C (marked by the white point on
Figure 13)and 64 °C, respectively. In order to reach the steady state, the conformal cooling channel mold took 160 s, while the straight cooling channel mold took 180 s to reach this state. This result demonstrates that the CCC is more effective than a straight channel in the mold-heating process.
The simulation results showed that the average temperatures on the mold surface of the CCC and straight cooling channel molds, respectively, were 58.78 °C and 56.63 °C. As the experiment results were 64 °C and 63 °C, the standard deviation was 5.22 °C (8.8%) and 6.37 °C (11.2%), respectively. Comparing the simulation and environmental conditions, this result can be accepted as the setup in the simulation assumed perfect conditions, while in the experiment certain errors may derive from the mold material, which may have different properties. Furthermore, there may have been errors arising from the conformal cooling channel, as it was formed from two half-channels; thus, it may have been slanted due to welding of the two sides.
Comparing the difference between the effectiveness of two cooling types in the cooling process, the mold using a conformal cooling channel presented the better result. When looking at the experimental results in
Figure 14b,c, the results for the straight cooling channel shows that there were some points on the mold surface where the temperature reached nearly 34 °C (marked in white in
Figure 14b). However, as shown in
Figure 14c, the temperature on the mold surface was lower than the mold that used a straight cooling channel during cooling, and there was no point on the surface of the conformal cooling channel mold where the temperature was greater than 34 °C. The average temperature during the cooling process was approximately 30.5 °C.
Returning to the comparison between the simulation and experimental results, in the simulation, the average temperature on the mold surfaces was approximately 30 °C, and the simulation showed little difference. The average temperature on the conformal cooling channel mold was nearly 30.5 °C, while on the other mold this result was higher (32.5 °C). This deviation was relatively slight, and can be considered negligible.
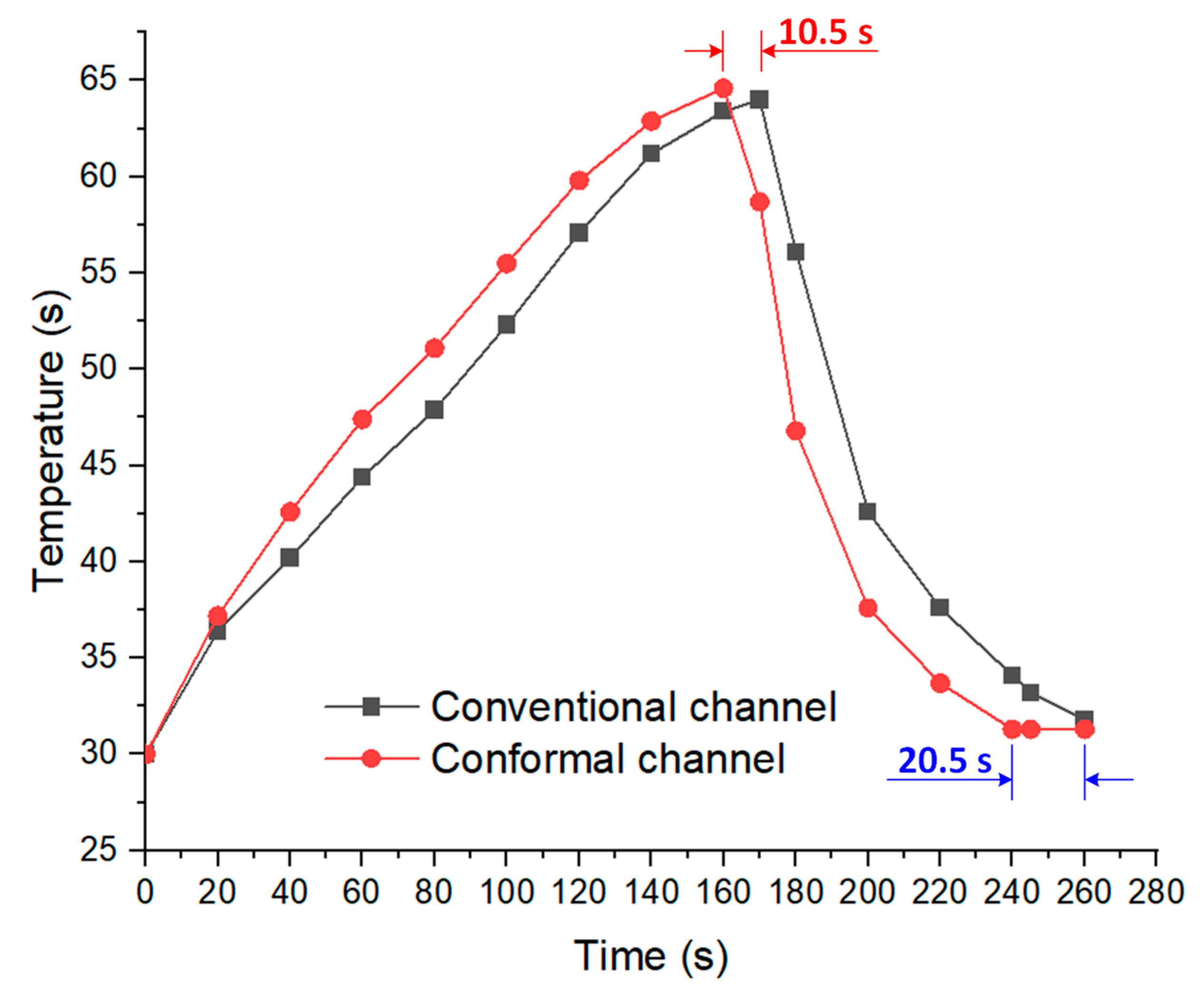
Figure 15 shows the temperature history for both molds during the experiment. From the start to the end of the heating process, the red line indicates that the temperature on the mold using the conformal cooling channel was higher than that on the other mold. Afterwards, during the cooling step, the black line is above the green line, indicating that the cooling efficiency of the mold using a straight cooling channel was lower than the mold using the conformal cooling channel.
Product testing involved final inspection of the mold assembly and structure before testing. The necessary plastic, PA 6–30%, was prepared and the SHINE-WELL-120B injection-molding machine was used for the testing process. The mold was mounted onto the machine, the machine’s operation checked, and the plastic material prepared for injection molding. The product was molded to completion using various molding parameters as in
Figure 16, including an injection pressure of 30 kg/cm
2, nozzle temperature of 270 °C, injection speed of 14 mm/s, injection time of 2 s, and cooling time of 8 s. The main dimensions of the injection mold are shown in
Table 15.



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}





















