


Influence of Stacking Sequence on Mechanical Properties of Basalt/Ramie Biodegradable Hybrid Polymer Composites




Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of Composite Laminates
2.3. Mechanical Characterization Test
3. Results and Discussion
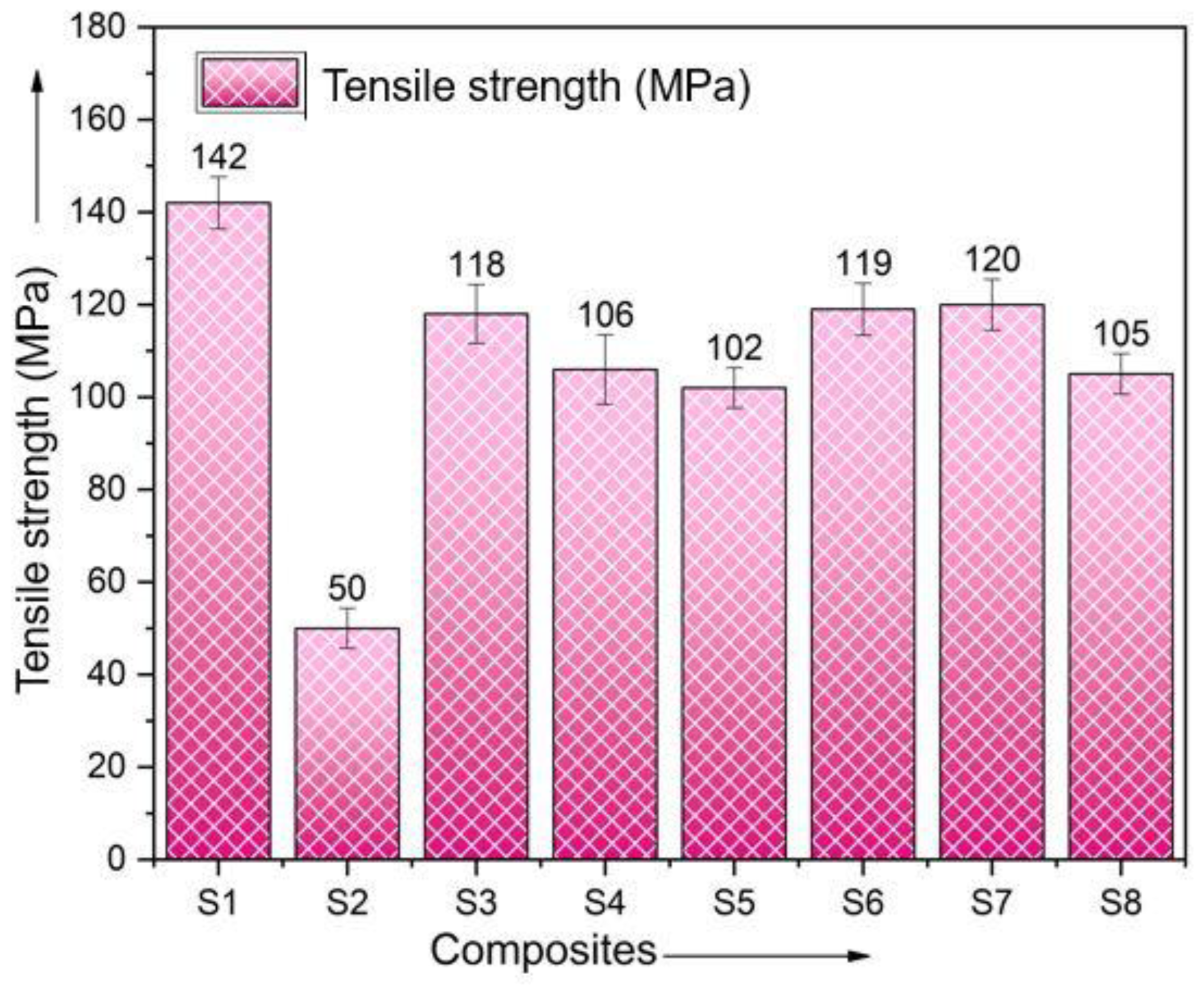
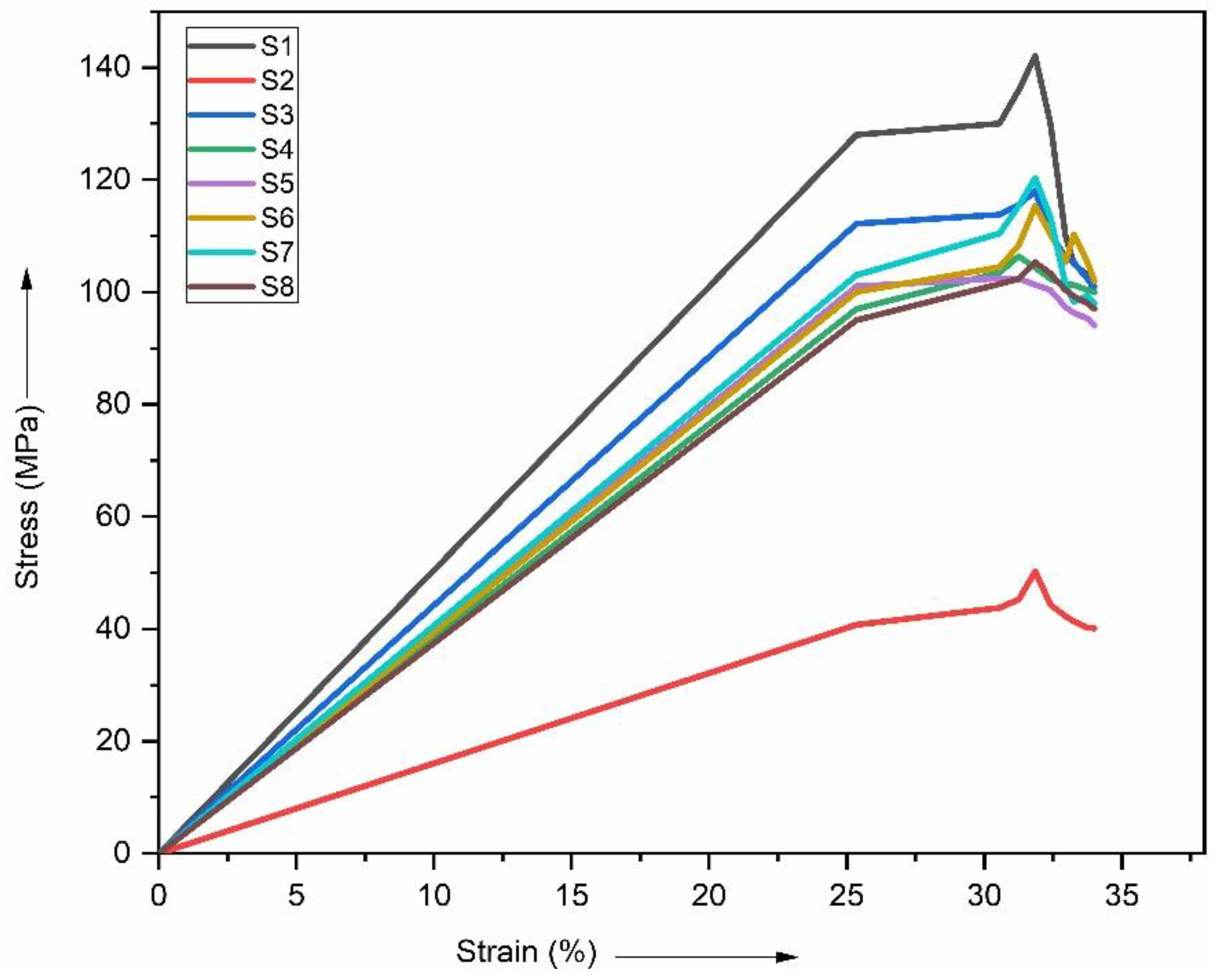
3.1. Tensile Properties of Hybrid Composites
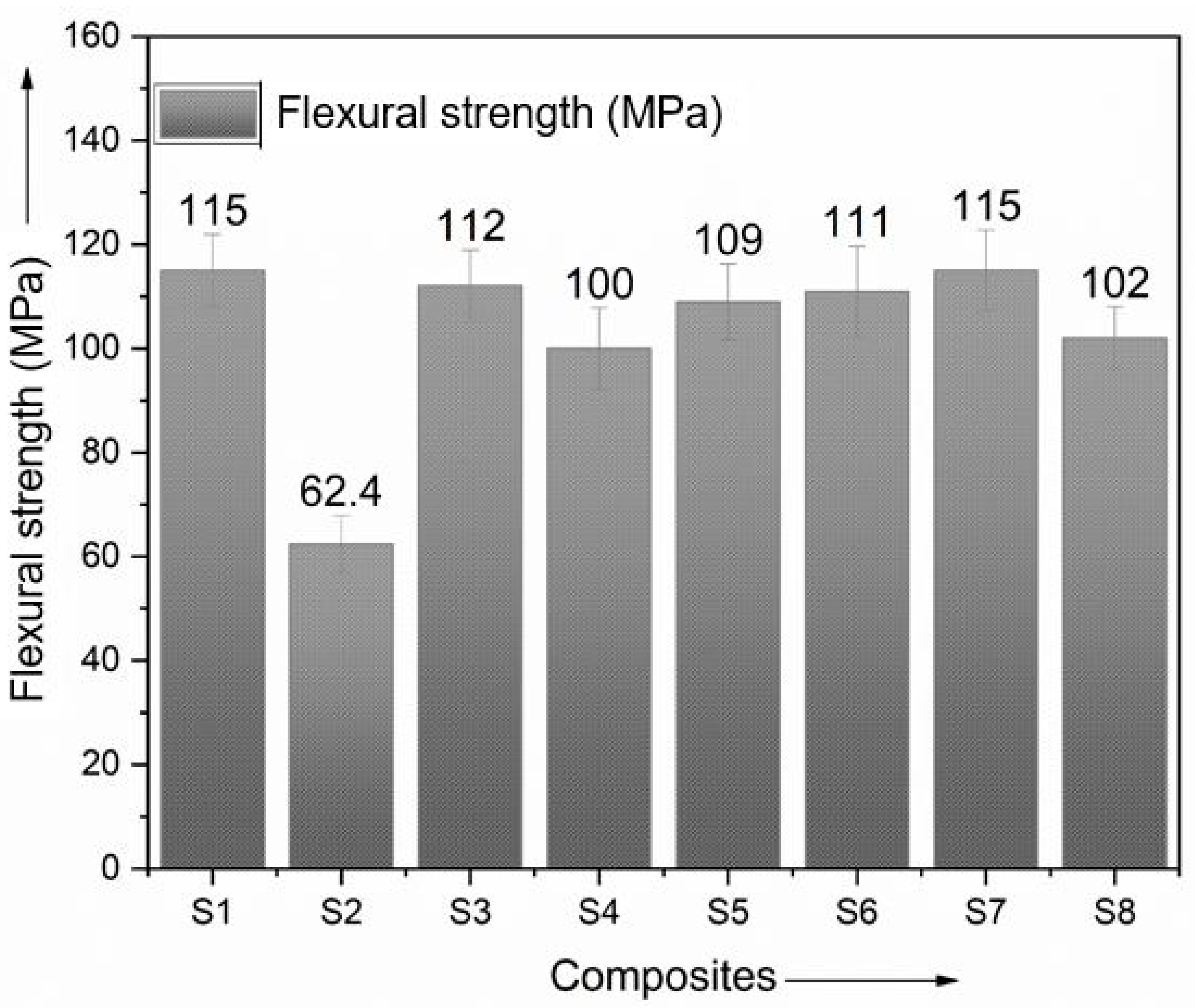
3.2. Flexural Properties of Produced Composites
3.3. Compression Strength of Produced Composites
3.4. Impact Energy of Produced Composites
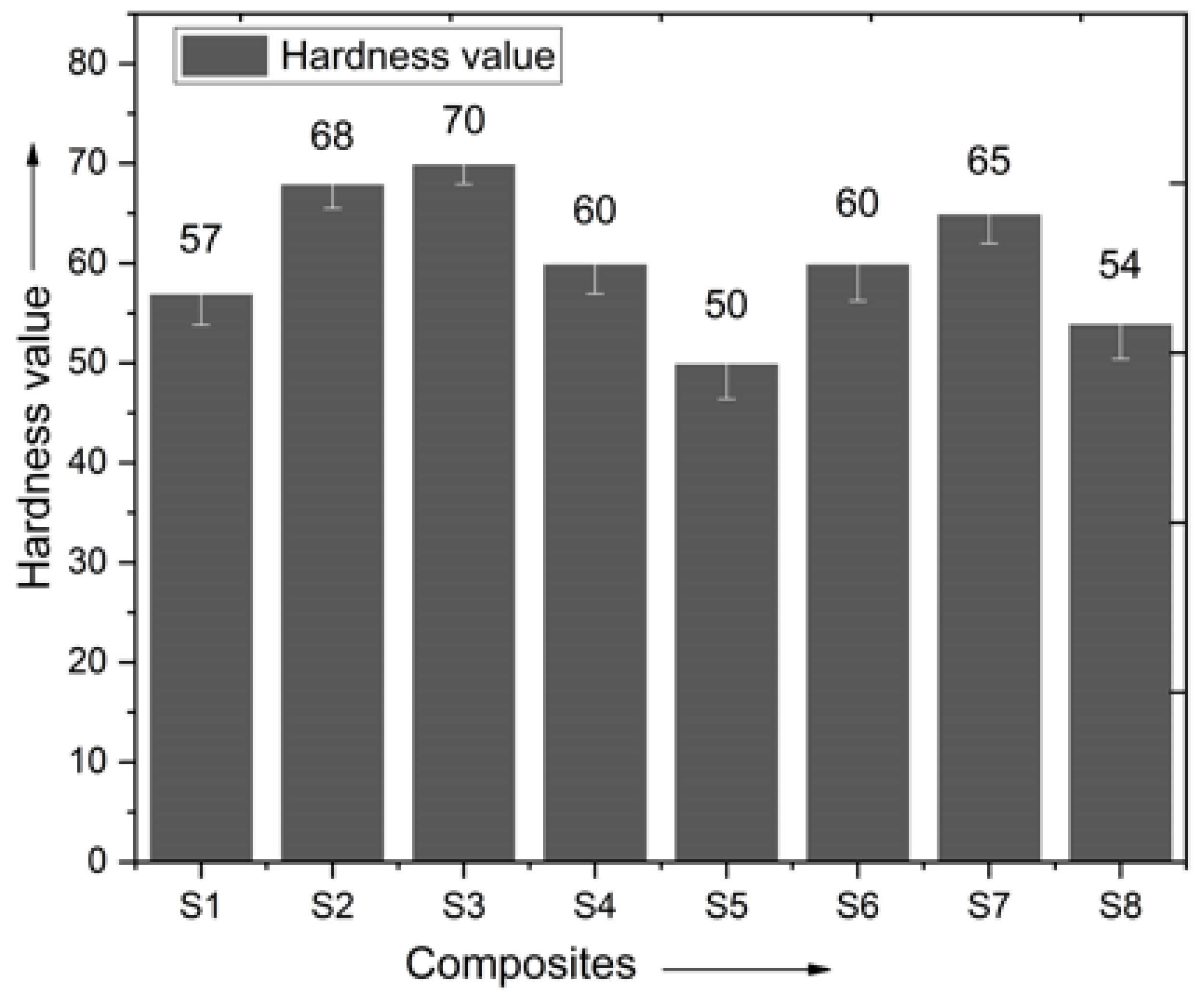
3.5. Hardness of Produced Composites
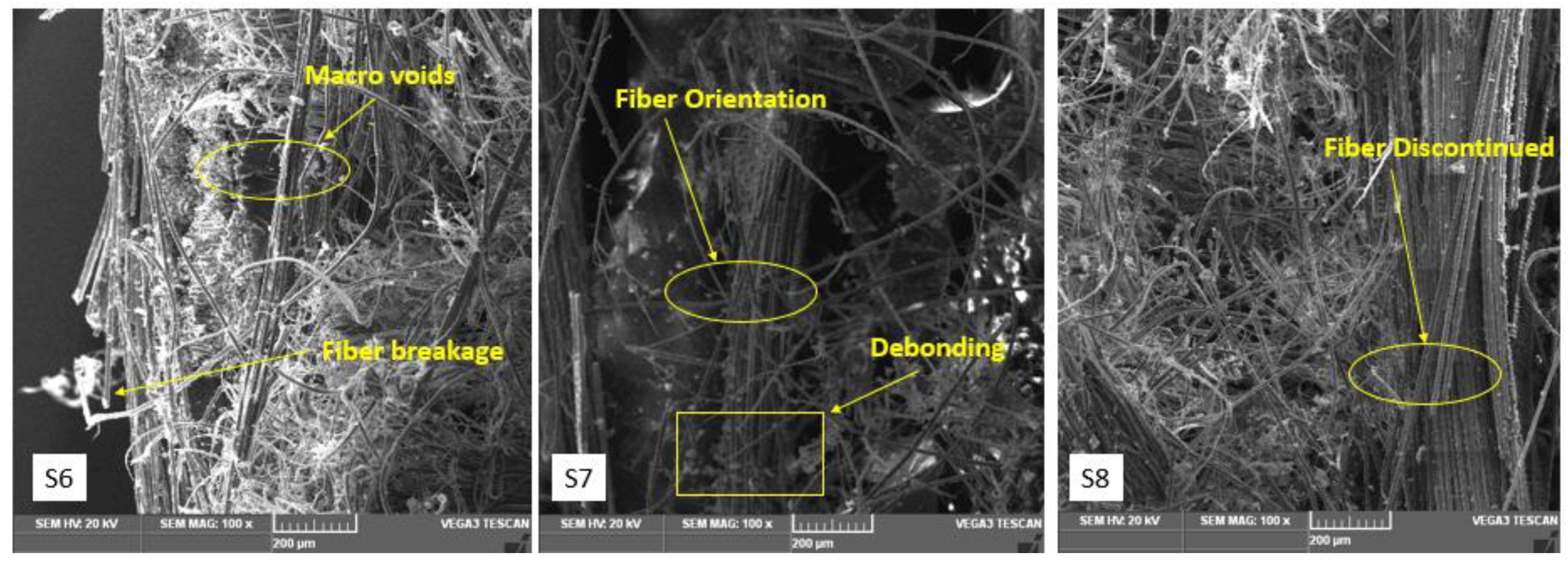
3.6. Microstructural Analysis of Hybrid Composites
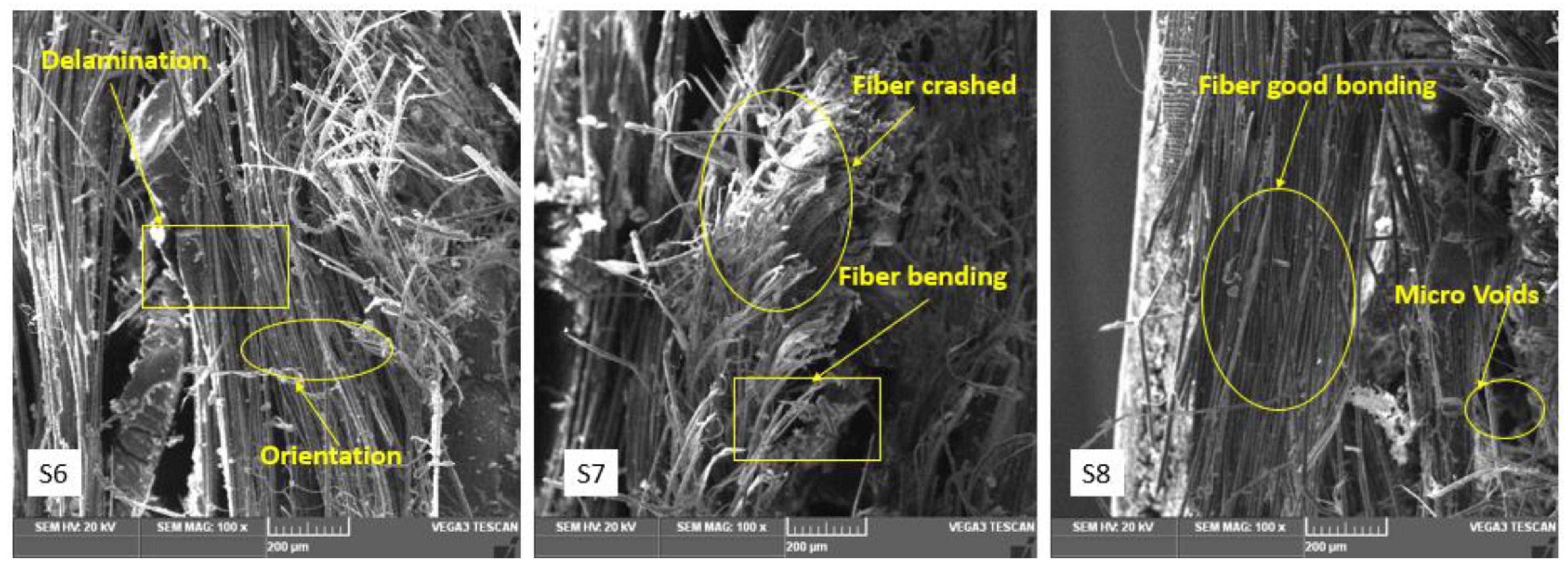
3.7. Fractographical Image of Flexural Fracture Specimens
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Huang, Y.; Zhang, W.; Liu, X. Assessment of Diagonal Macrocrack-Induced Debonding Mechanisms in FRP-Strengthened RC Beams. J. Compos. Constr. 2022, 26, 04022056. [Google Scholar] [CrossRef]
- Shcherbakov, A.; Mostovoy, A.; Bekeshev, A.; Burmistrov, I.; Arzamastsev, S.; Lopukhova, M. Effect of microwave irradiation at different stages of manufacturing unsaturated polyester nanocomposite. Polymers 2022, 14, 4594. [Google Scholar] [CrossRef]
- Shi, M.; Wang, R.; Li, L.; Chen, N.; Xiao, P.; Yan, C.; Yan, X. Redox-active polymer integrated with mxene for ultra-stable and fast aqueous proton storage. Adv. Funct. Mater. 2022, 33, 2209777. [Google Scholar] [CrossRef]
- Rahman, M.; Hoque, A.; Gafur, M.; Khan, R.A.; Hossain, M.K. Study on the mechanical, electrical and optical properties of metal-oxide nanoparticles dispersed unsaturated polyester resin nanocomposites. Results Phys. 2019, 13, 102264. [Google Scholar] [CrossRef]
- Ganesan, V.; Shanmugam, V.; Kaliyamoorthy, B.; Sanjeevi, S.; Shanmugam, S.; Alagumalai, V.; Krishnamoorthy, Y.; Försth, M.; Sas, G.; Razavi, S.J.; et al. Optimisation of mechanical properties in saw-dust/woven-jute fibre/polyester structural composites under liquid nitrogen environment using response surface methodology. Polymers 2021, 13, 2471. [Google Scholar] [CrossRef]
- Deng, E.-F.; Zhang, Z.; Zhang, C.-X.; Tang, Y.; Wang, W.; Du, Z.-J.; Gao, J.-P. Experimental study on flexural behavior of UHPC wet joint in prefabricated multi-girder bridge. Eng. Struct. 2023, 275, 115314. [Google Scholar] [CrossRef]
- Karthik, K.; Rajamani, D.; Manimaran, A.; Udayaprakash, J. Evaluation of tensile properties on Glass/Carbon/Kevlar fiber reinforced hybrid composites. Mater. Today Proc. 2020, 39, 1655–1660. [Google Scholar] [CrossRef]
- Mohanavel, V.; Kumar, S.S.; Vairamuthu, J.; Ganeshan, P.; NagarajaGanesh, B. Influence of stacking sequence and fiber content on the mechanical properties of natural and synthetic fibers reinforced penta-layered hybrid composites. J. Nat. Fibers 2021, 19, 5258–5270. [Google Scholar] [CrossRef]
- Yoganandam, K.; Ganeshan, P.; NagarajaGanesh, B.; Raja, K. Characterization studies on Calotropis procera fibers and their performance as reinforcements in epoxy matrix. J. Nat. Fibers 2019, 17, 1706–1718. [Google Scholar] [CrossRef]
- Kalita, K.; Ghadai, R.K.; Bansod, A. Sensitivity analysis of gfrp composite drilling parameters and genetic algorithm-based optimisation. Int. J. Appl. Metaheuristic Comput. 2022, 13, 1–17. [Google Scholar] [CrossRef]
- Nagamadhu, M.; Jeyaraj, P.; Kumar, G.C.M. Influence of textile properties on dynamic mechanical behavior of epoxy composite reinforced with woven sisal fabrics. Sādhanā 2020, 45, 14. [Google Scholar] [CrossRef]
- Abhilash, S.; Singaravelu, D.L. A comparative study of mechanical, dynamic mechanical and morphological characterization of tampico and coir fibre-reinforced LLDPE processed by rotational moulding. J. Ind. Text. 2020, 51, 285S–310S. [Google Scholar] [CrossRef]
- Ramesh, V.; Anand, P. Evaluation of mechanical properties on Kevlar/Basalt fiber reinforced hybrid composites. Mater. Today Proc. 2020, 39, 1494–1496. [Google Scholar] [CrossRef]
- Sun, G.; Tong, S.; Chen, D.; Gong, Z.; Li, Q. Mechanical properties of hybrid composites reinforced by carbon and basalt fibers. Int. J. Mech. Sci. 2018, 148, 636–651. [Google Scholar] [CrossRef]
- Sapuan, S.M.; Aulia, H.S.; Ilyas, R.A.; Atiqah, A.; Dele-Afolabi, T.T.; Nurazzi, M.N.; Supian, A.B.M.; Atikah, M.S.N. Mechanical properties of longitudinal basalt/woven-glass-fiber-reinforced unsaturated polyester-resin hybrid composites. Polymers 2020, 12, 2211. [Google Scholar] [CrossRef]
- Han, Q.; Shi, S.; Liu, Z.; Han, Z.; Niu, S.; Zhang, J.; Qin, H.; Sun, Y.; Wang, J. Study on impact resistance behaviors of a novel composite laminate with basalt fiber for helical-sinusoidal bionic structure of dactyl club of mantis shrimp. Compos. Part B Eng. 2020, 191, 107976. [Google Scholar] [CrossRef]
- Chaudhary, V.; Bajpai, P.K.; Maheshwari, S. An investigation on wear and dynamic mechanical behavior of jute/hemp/flax reinforced composites and its hybrids for tribological applications. Fibers Polym. 2018, 19, 403–415. [Google Scholar] [CrossRef]
- Behera, R.R.; Ghadai, R.K.; Kalita, K.; Banerjee, S. Simultaneous prediction of delamination and surface roughness in drilling GFRP composite using ANN. Int. J. Plast. Technol. 2016, 20, 424–450. [Google Scholar] [CrossRef]
- Karthik, K.; Senthilkumar, P. Tribological Characteristics of Carbon-Epoxy with Ceramic Particles Composites for Centrifugal Pump Bearing Application. Int. J. ChemTech Res. 2015, 8, 612–620. [Google Scholar]
- Kalita, K.; Mallick, P.K.; Bhoi, A.; Ghadai, K. Optimizing drilling induced delamination in gfrp composites using genetic algorithm& particle swarm optimisation. Adv. Compos. Lett. 2018, 27, 096369351802700101. [Google Scholar] [CrossRef] [Green Version]
- Quagliarini, E.; Monni, F.; Bondioli, F.; Lenci, S. Basalt fiber ropes and rods: Durability tests for their use in building engineering. J. Build. Eng. 2016, 5, 142–150. [Google Scholar] [CrossRef]
- Prasad, V.V.; Talupula, S. A review on reinforcement of basalt and aramid (kevlar 129) fibers. Mater. Today Proc. 2018, 5, 5993–5998. [Google Scholar] [CrossRef]
- Das, S.C.; Paul, D.; Grammatikos, S.A.; Siddiquee, A.; Papatzani, S.; Koralli, P.; Islam, J.M.; Khan, M.A.; Shauddin, S.; Khan, R.A.; et al. Effect of stacking sequence on the performance of hybrid natural/synthetic fiber reinforced polymer composite laminates. Compos. Struct. 2021, 276, 114525. [Google Scholar] [CrossRef]
- Khalid, M.; Peng, Q. Sustainability and environmental impact of additive manufacturing: A literature review. Comput. Des. Appl. 2021, 18, 1210–1232. [Google Scholar] [CrossRef]
- TG, Y.G.; Kushvaha, V.; MR, S.; Siengchin, S. A new study on flax-basalt-carbon fiber reinforced epoxy/ bioepoxy hybrid composites. Polym. Compos. 2021, 42, 1891–1900. [Google Scholar] [CrossRef]
- Srivathsan, A.; Vijayaram, B.; Ramesh, R. Gokuldass investigation on mechanical behavior of woven fabric glass/kevlar hybrid composite laminates made of varying fibre inplane orientation and stacking sequence. Mater. Today Proc. 2017, 4, 8928–8937. [Google Scholar] [CrossRef]
- Raja, T.; Mohanavel, V.; Kumar, S.S.; Rajkumar, S.; Ravichandran, M.; Subbiah, R. Evaluation of mechanical properties on kenaf fiber reinforced granite nano filler particulates hybrid polymer composite. Mater. Today Proc. 2021, 59, 1345–1348. [Google Scholar] [CrossRef]
- Fragassa, C.; Pavlovic, A.; Santulli, C. Mechanical and impact characterisation of flax and basalt fibre vinylester composites and their hybrids. Compos. Part B Eng. 2018, 137, 247–259. [Google Scholar] [CrossRef]
- Dhuban, S.B.; Karuppanan, S.; Mengal, A.N.; Patil, S.S. Effect of fiber orientation and ply stacking sequence on buckling behaviour of basalt-carbon hybrid composite laminates. Indian J. Eng. Mater. Sci. 2017, 24, 187–193. [Google Scholar]
- Thandavamoorthy, R.; Palanivel, A. Testing and evaluation of tensile and impact strength of neem/banyan fiber-reinforced hybrid composite. J. Test. Eval. 2019, 48, 647–655. [Google Scholar] [CrossRef]
- Thooyavan, Y.; Kumaraswamidhas, L.; Raj, R.E.; Binoj, J. Influence of SiC micro and nano particles on tribological, water absorption and mechanical properties of basalt bidirectional mat/vinyl ester composites. Compos. Sci. Technol. 2021, 219, 109210. [Google Scholar] [CrossRef]
- Raja, T.; Anand, P.; Sundarraj, M.; Karthick, M.; Kannappan, A. Failure analysis of natural fiber reinforced polymer composite leaf spring. Int. J. Mech. Eng. Technol. 2018, 9, 686–689. [Google Scholar]
- Karthik, K.; Prakash, J.U.; Binoj, J.S.; Mansingh, B.B. Effect of stacking sequence and silicon carbide nanoparticles on properties of carbon/glass/Kevlar fiber reinforced hybrid polymer composites. Polym. Compos. 2022, 43, 6096–6105. [Google Scholar] [CrossRef]
- Ramesh, V.; Karthik, K.; Arunkumar, K.; Unnam, N.K.; Ganesh, R.; Rajkumar, C. Effect of sawdust filler with Kevlar/basalt fiber on the mechanical properties epoxy–based polymer composite materials. Mater. Today Proc. 2022, 72, 2225–2230. [Google Scholar] [CrossRef]
- Shcherbakov, A.S.; Mostovoy, A.S.; Yakovlev, N.A.; Arzamastsev, S.V. Effect of carbon nanotube functionalization on the physicochemical and mechanical properties of modified fiber-reinforced composites based on an epoxy resin. Russ. J. Appl. Chem. 2021, 94, 1080–1087. [Google Scholar] [CrossRef]
- Shahid, M.; Farooqi, Z.H.; Begum, R.; Arif, M.; Irfan, A.; Azam, M. Extraction of cobalt ions from aqueous solution by microgels for in-situ fabrication of cobalt nanoparticles to degrade toxic dyes: A two fold-environmental application. Chem. Phys. Lett. 2020, 754, 137645. [Google Scholar] [CrossRef]
- Arif, M.; Farooqi, Z.H.; Irfan, A.; Begum, R. Gold nanoparticles and polymer microgels: Last five years of their happy and successful marriage. J. Mol. Liq. 2021, 336, 116270. [Google Scholar] [CrossRef]
- Begum, R.; Naseem, K.; Farooqi, Z.H. A review of responsive hybrid microgels fabricated with silver nanoparticles: Synthesis, classification, characterization and applications. J. Sol-Gel Sci. Technol. 2015, 77, 497–515. [Google Scholar] [CrossRef]
- Shahid, M.; Farooqi, Z.H.; Begum, R.; Arif, M.; Azam, M.; Irfan, A.; Farooq, U. Multi-functional organic–inorganic hydrogel microspheres as efficient catalytic system for reduction of toxic dyes in aqueous medium. Zeitschrift für Physikalische Chemie 2021, 236, 87–105. [Google Scholar] [CrossRef]
- Arif, M. Complete life of cobalt nanoparticles loaded into cross-linked organic polymers: A review. RSC Adv. 2022, 12, 15447–15460. [Google Scholar] [CrossRef]
- Shahid, M.; Farooqi, Z.H.; Begum, R.; Arif, M.; Wu, W.; Irfan, A. Hybrid microgels for catalytic and photocatalytic removal of nitroarenes and organic dyes from aqueous medium: A review. Crit. Rev. Anal. Chem. 2019, 50, 513–537. [Google Scholar] [CrossRef] [PubMed]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fibers | Strength (MPa) | Modulus Elasticity (GPa) | Poisson’s Ratio | Type | |
|---|---|---|---|---|---|
| Basalt (B) | 310–420 | 110 | 2.8 | 0.24 | Woven |
| Ramie (R) | 180–205 | 80 | 1.2 | 0.2 | Woven |
| Polyester | 40 | 3 | 1.09 | 0.23 | Resin |
| Code | Stacking Structure Fiber | Volume Fraction of Matrix % | Fiber Volume Fraction % |
|---|---|---|---|
| S1 | BBBBBBBB | 45% polyester | 55% |
| S2 | RRRRRRR | ||
| S3 | BBRRRBB | ||
| S4 | RRBBBRR | ||
| S5 | BRRBRRB | ||
| S6 | RBBRBBR | ||
| S7 | BRBRBRB | ||
| S8 | RBRBRBR |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ramesh, V.; Karthik, K.; Cep, R.; Elangovan, M. Influence of Stacking Sequence on Mechanical Properties of Basalt/Ramie Biodegradable Hybrid Polymer Composites. Polymers 2023, 15, 985. https://doi.org/10.3390/polym15040985
Ramesh V, Karthik K, Cep R, Elangovan M. Influence of Stacking Sequence on Mechanical Properties of Basalt/Ramie Biodegradable Hybrid Polymer Composites. Polymers. 2023; 15(4):985. https://doi.org/10.3390/polym15040985
Chicago/Turabian StyleRamesh, Velumayil, Krishnasamy Karthik, Robert Cep, and Muniyandy Elangovan. 2023. "Influence of Stacking Sequence on Mechanical Properties of Basalt/Ramie Biodegradable Hybrid Polymer Composites" Polymers 15, no. 4: 985. https://doi.org/10.3390/polym15040985