
Damping under Varying Frequencies, Mechanical Properties, and Failure Modes of Flax/Polypropylene Composites

Abstract
:1. Introduction
2. Experimental Details
2.1. Materials
2.2. Manufacturing of Composites
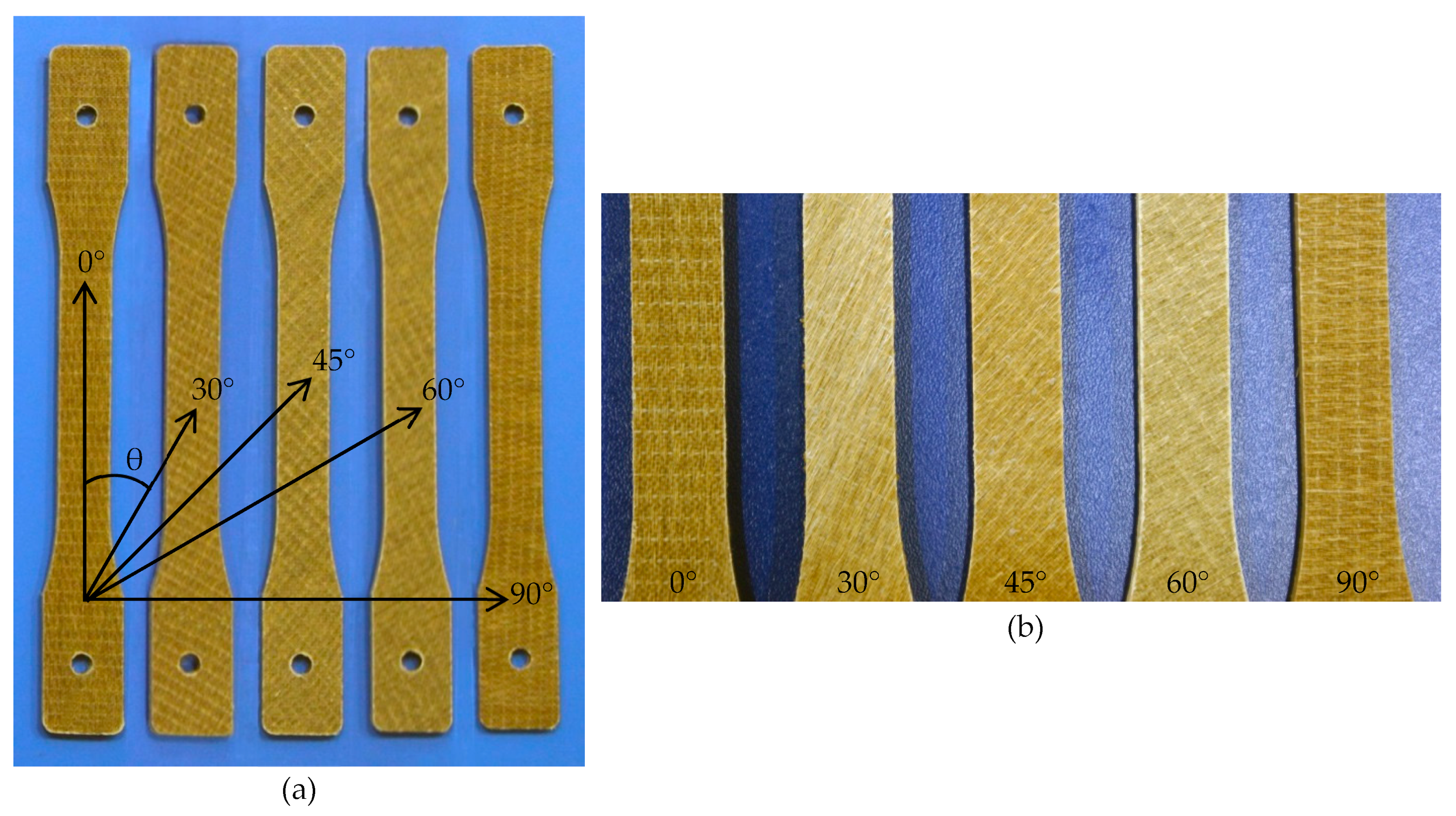
Orientation in Unidirectional FFPCs
2.3. Dynamic Mechanical Analysis
2.4. Tensile Test
2.5. Flexural Test
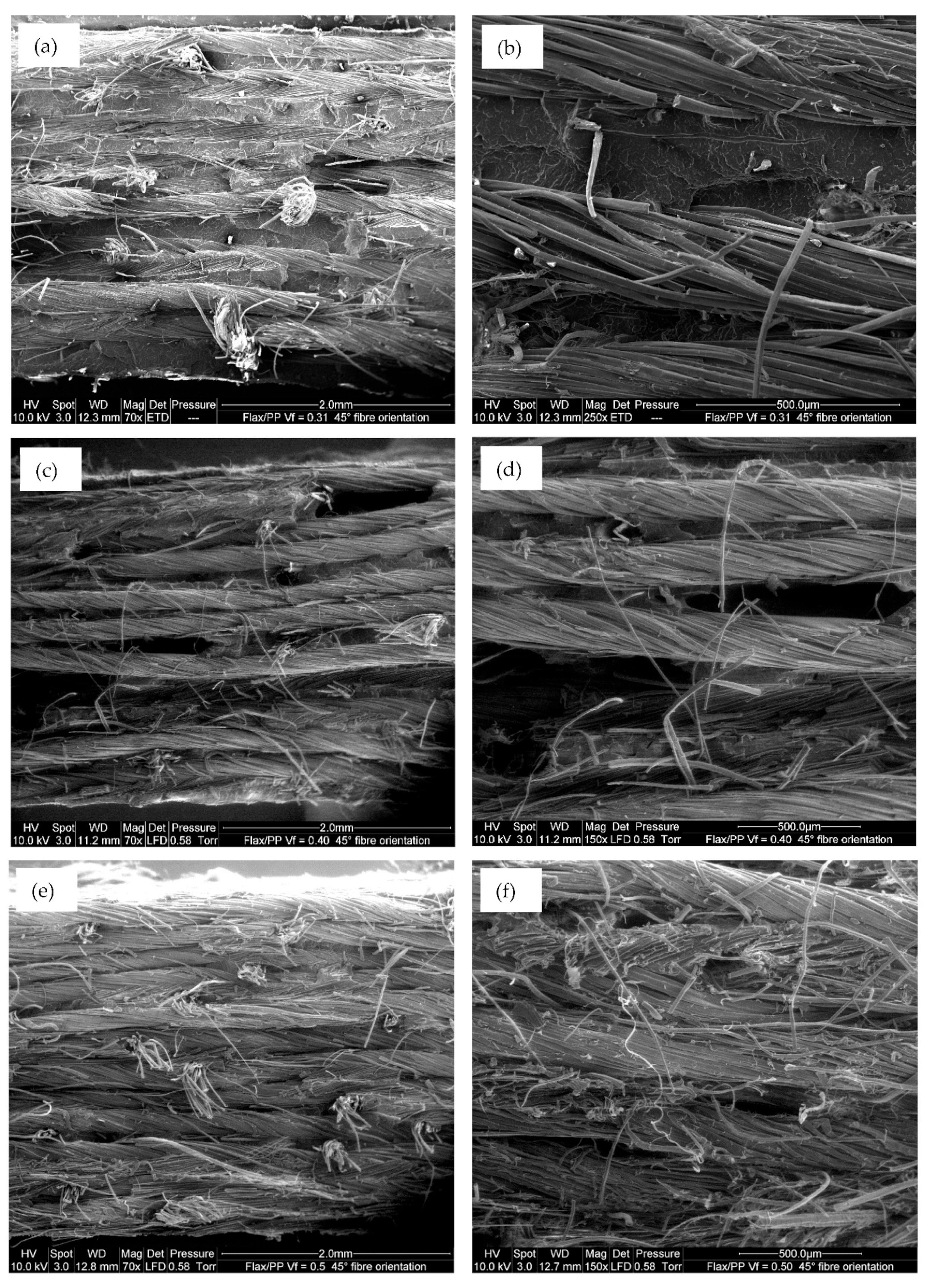
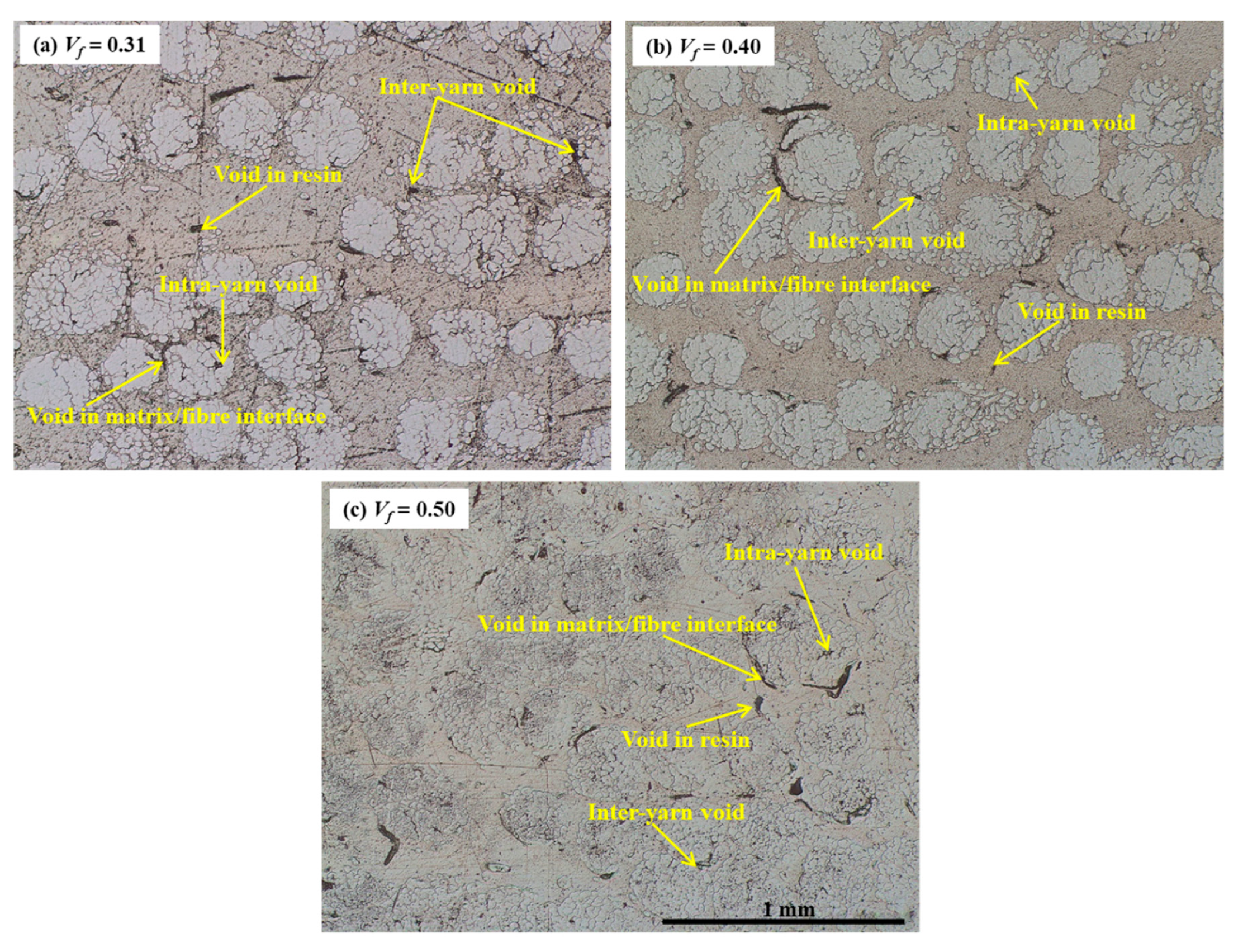
2.6. Morphological Characterisation
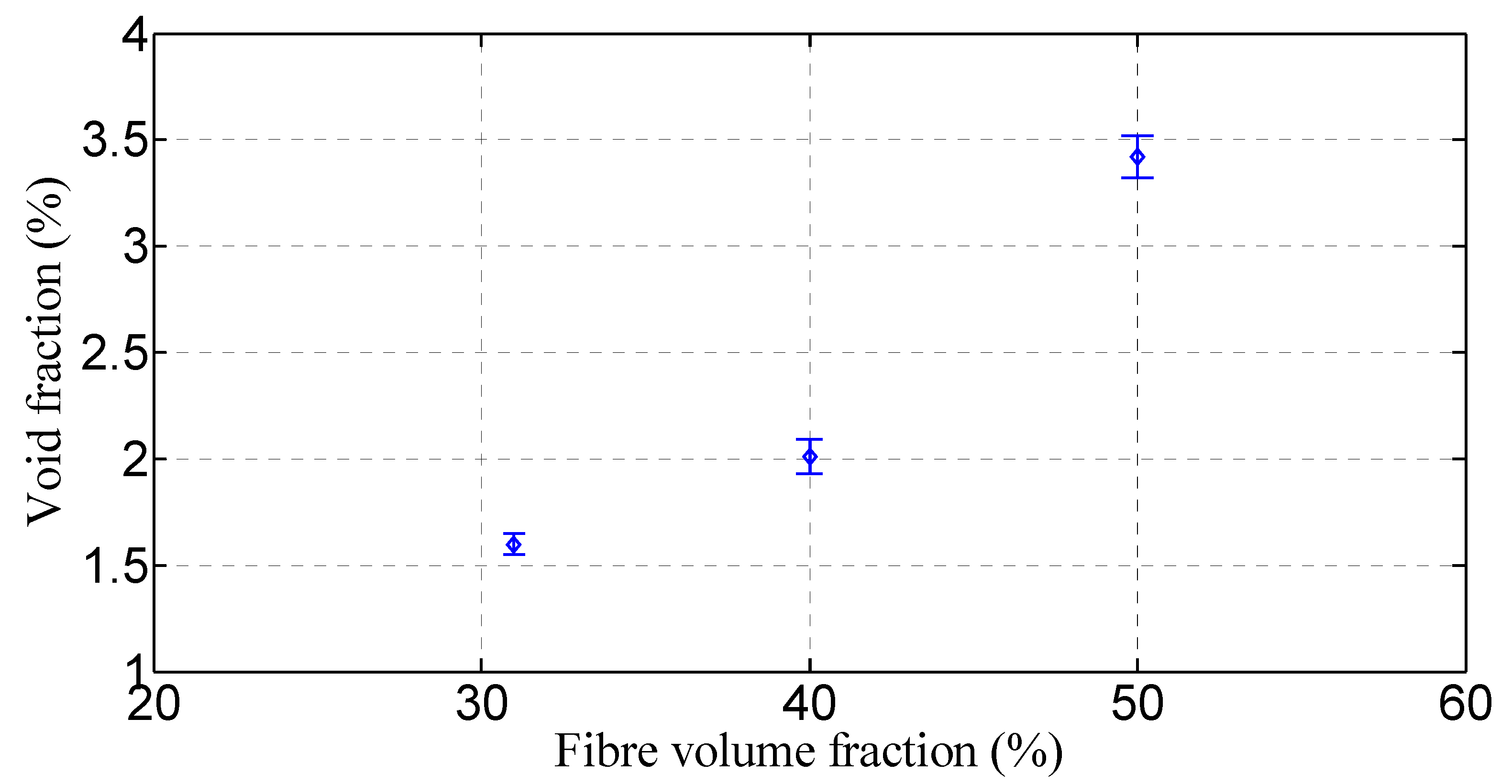
2.7. Measures of Void Fraction
3. Results and Discussion
3.1. Dynamic Characteristics
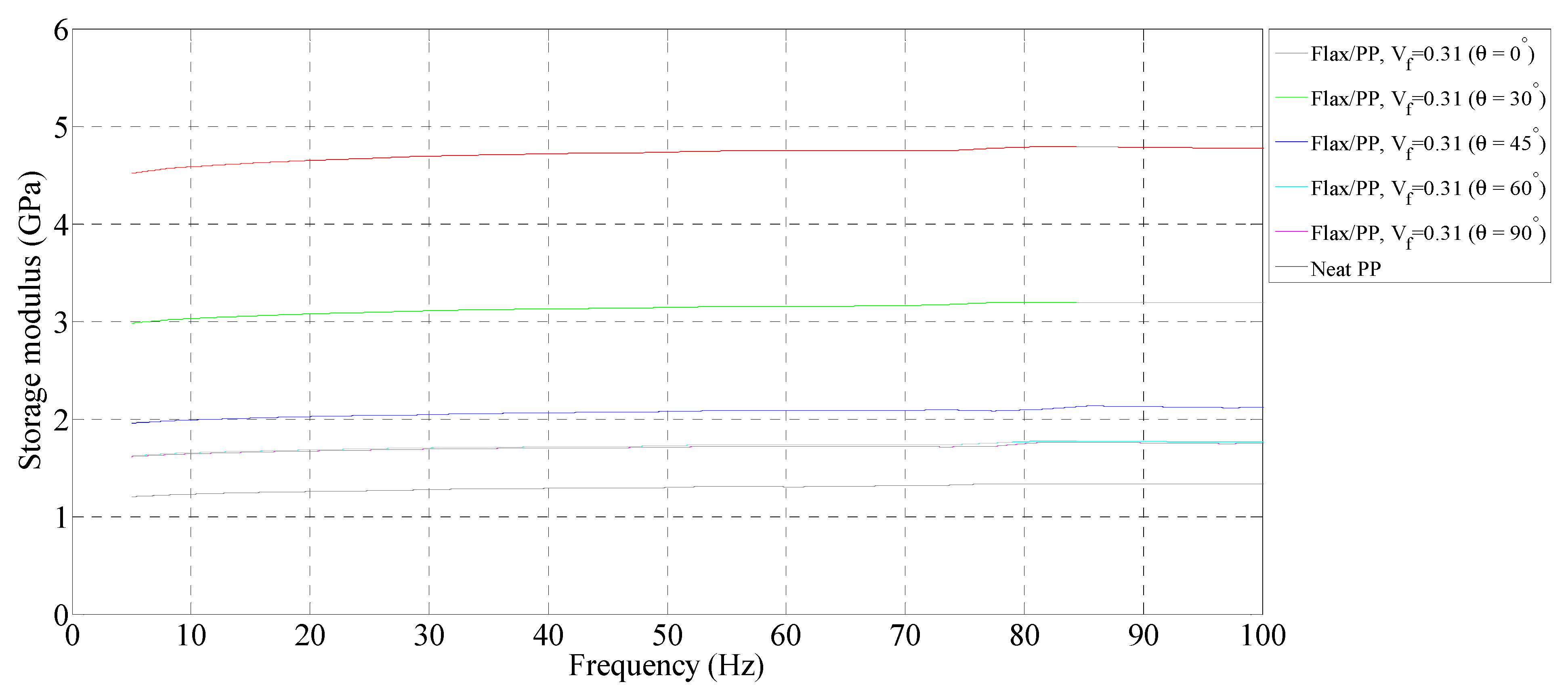
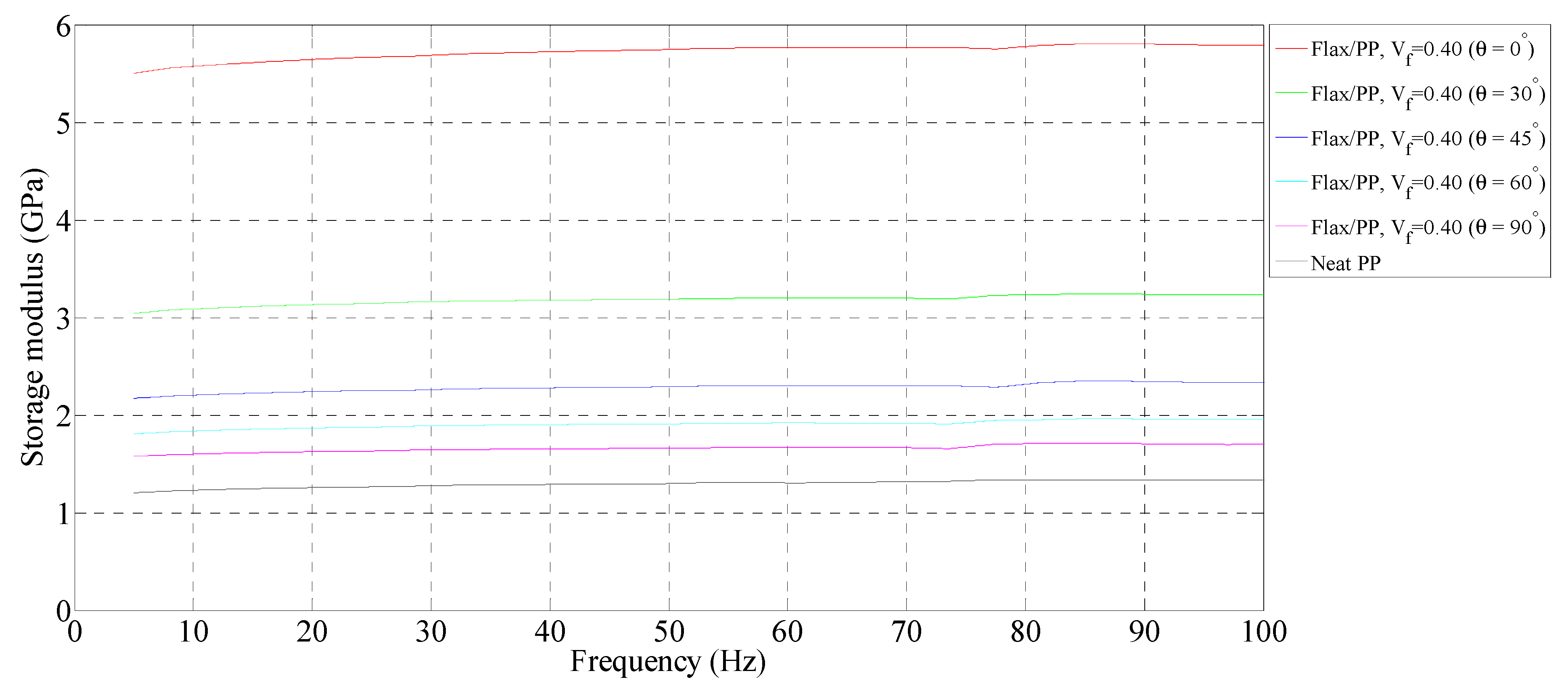
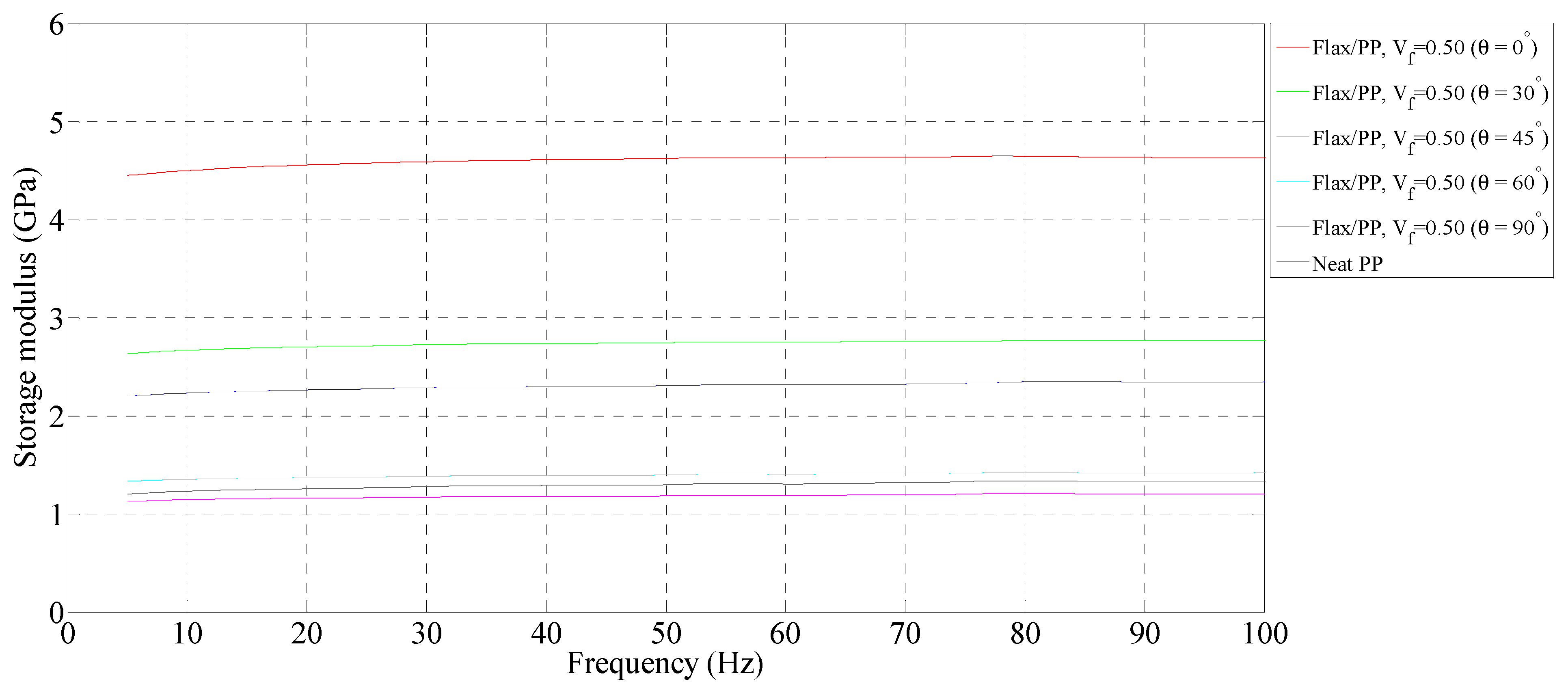
3.1.1. Storage Modulus
Effect of Fibre Content
Effect of Fibre Orientation
Effect of Frequency
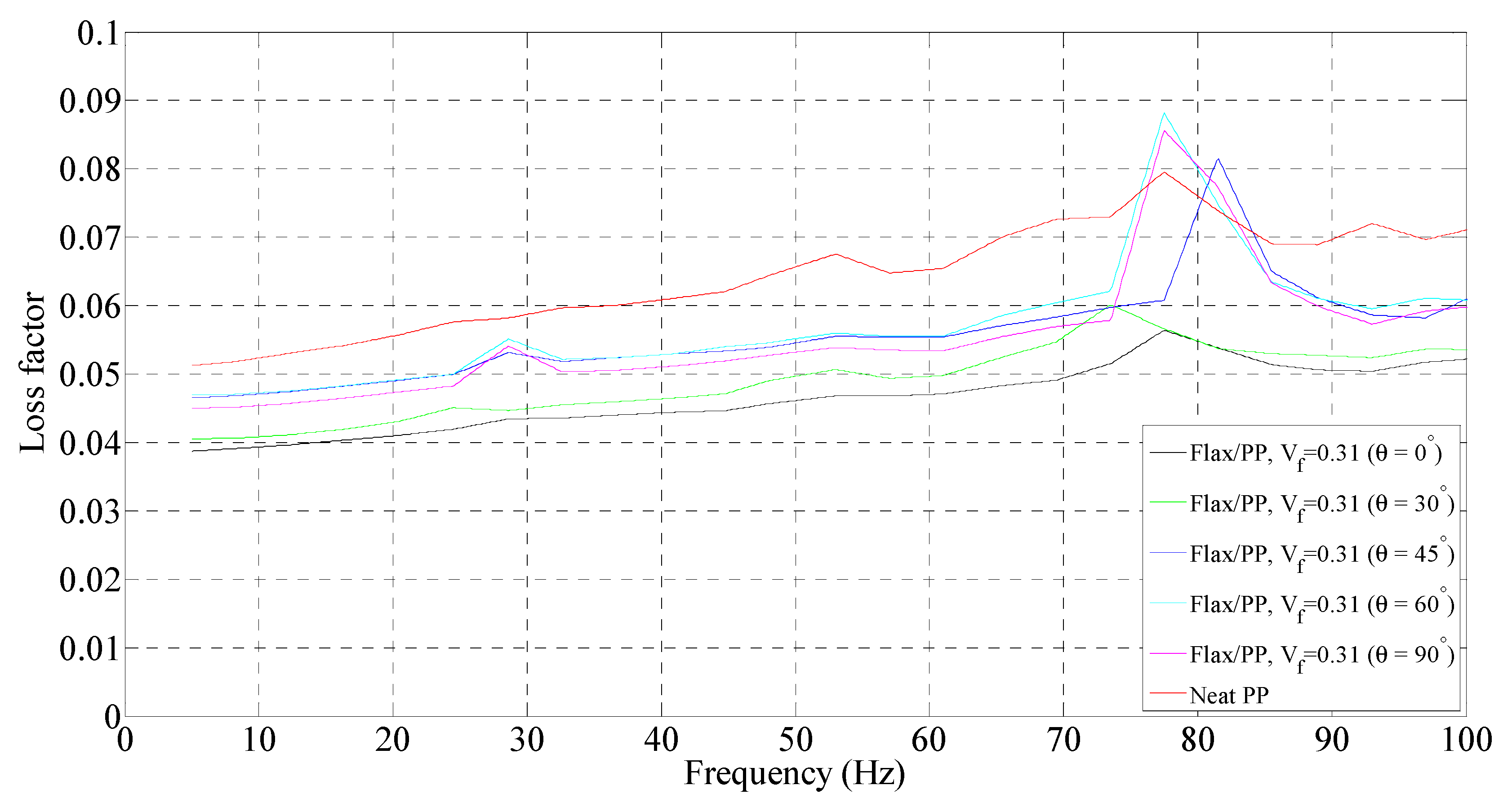
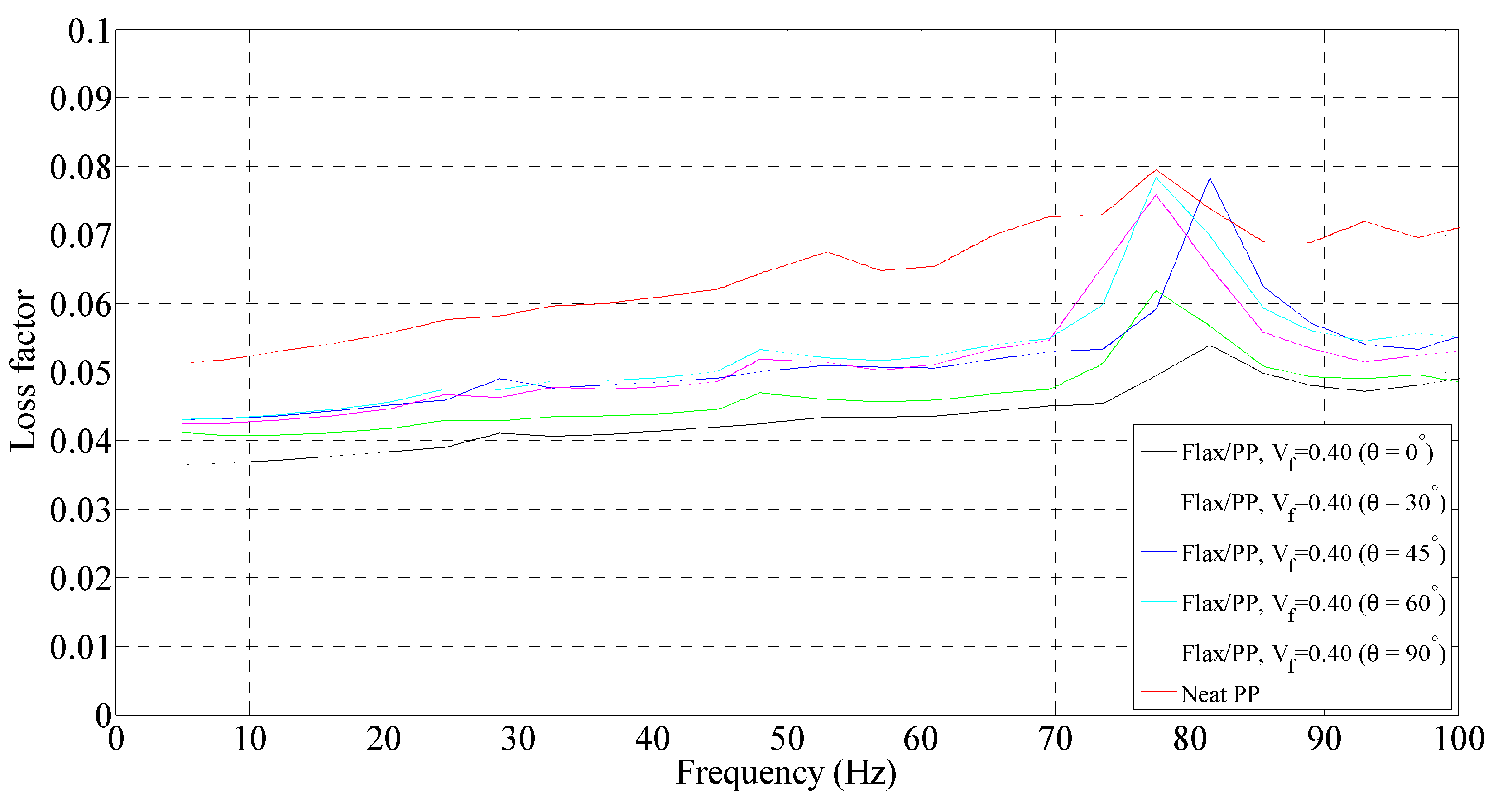
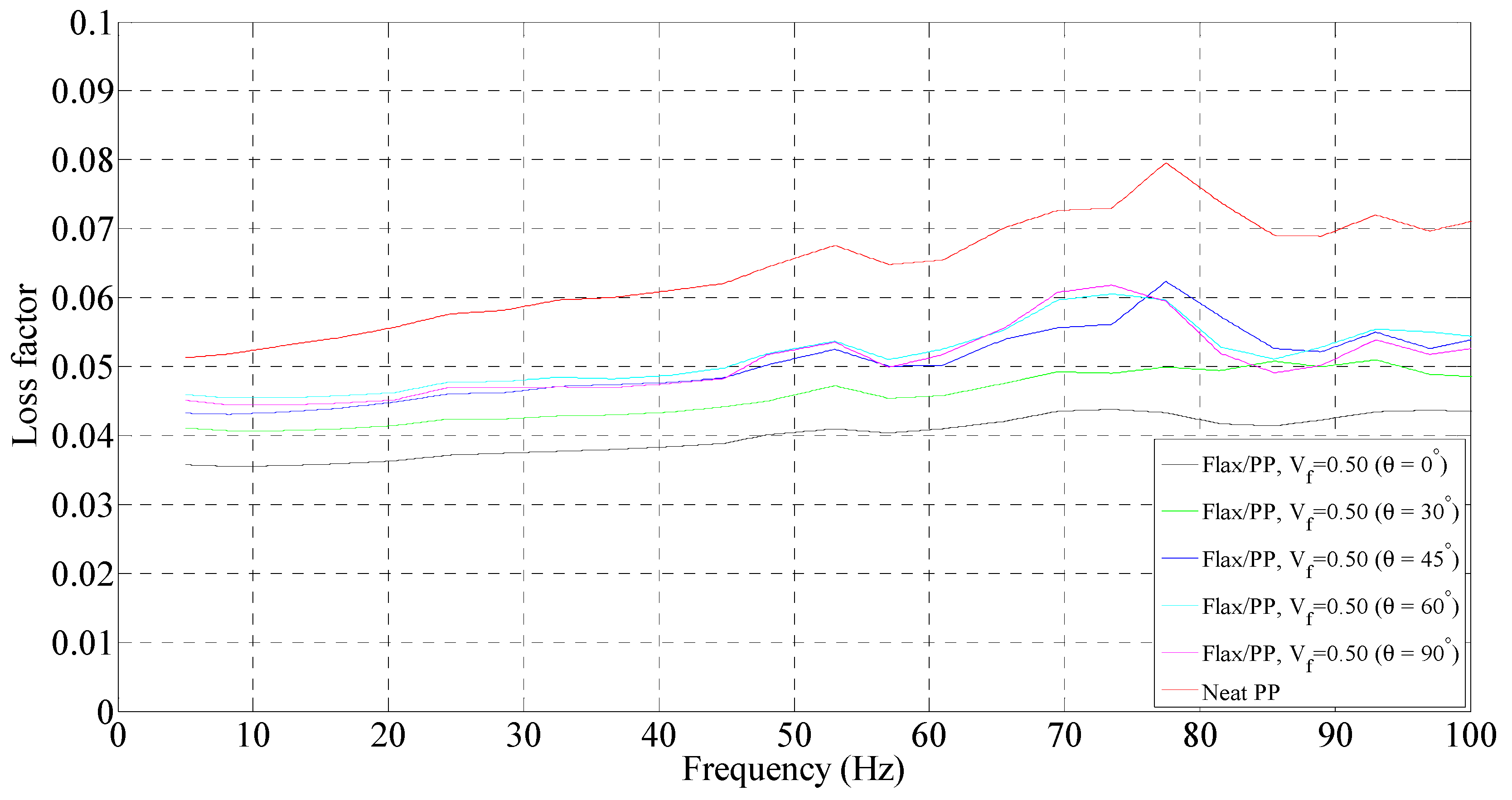
3.1.2. Loss Factor
Effect of Fibre Content
Effect of Fibre Orientation
Effect of Frequency
A Comparison with Glass Fibre Composites
3.2. Mechanical Characteristics
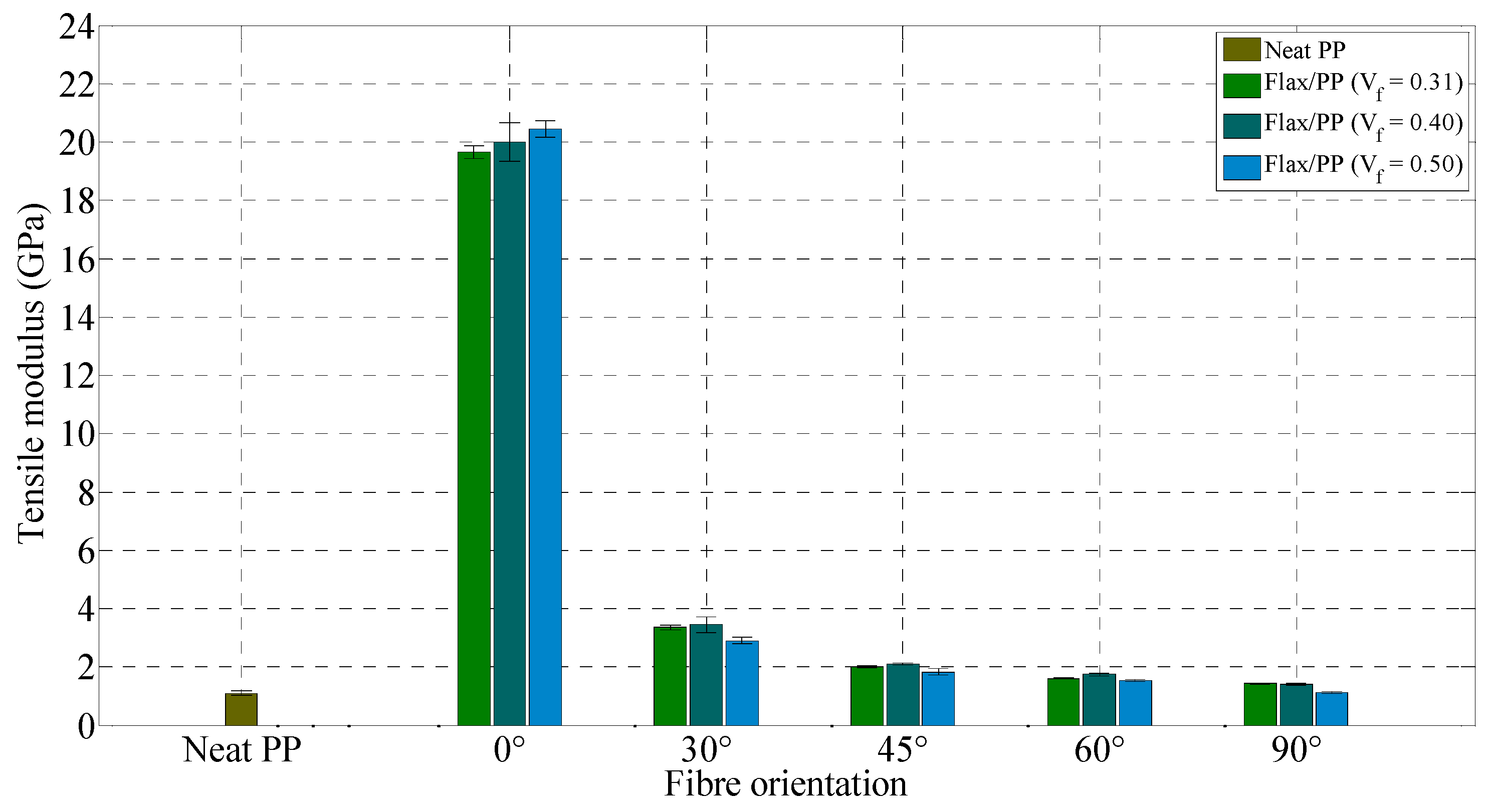
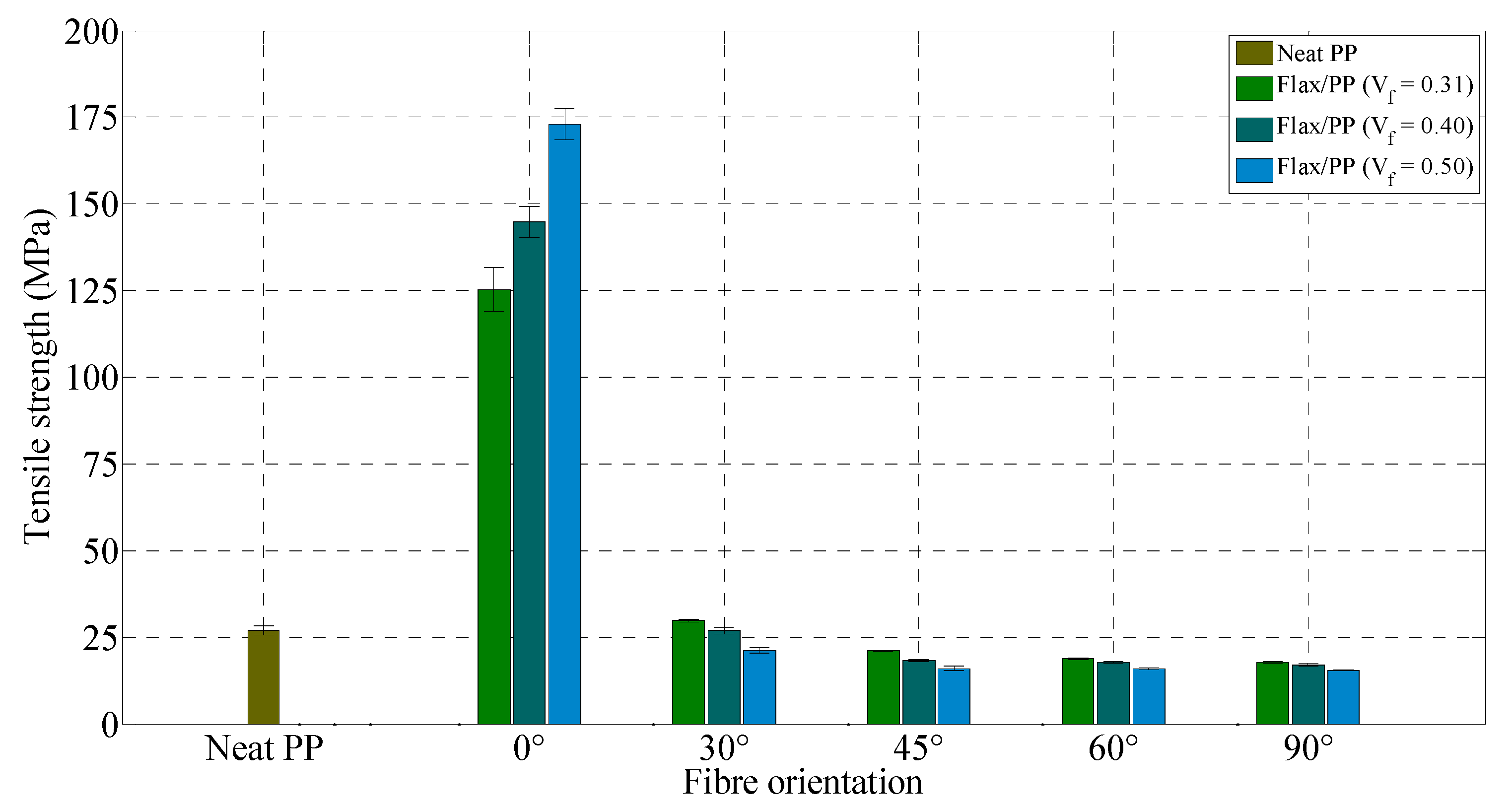
3.2.1. Tensile Properties
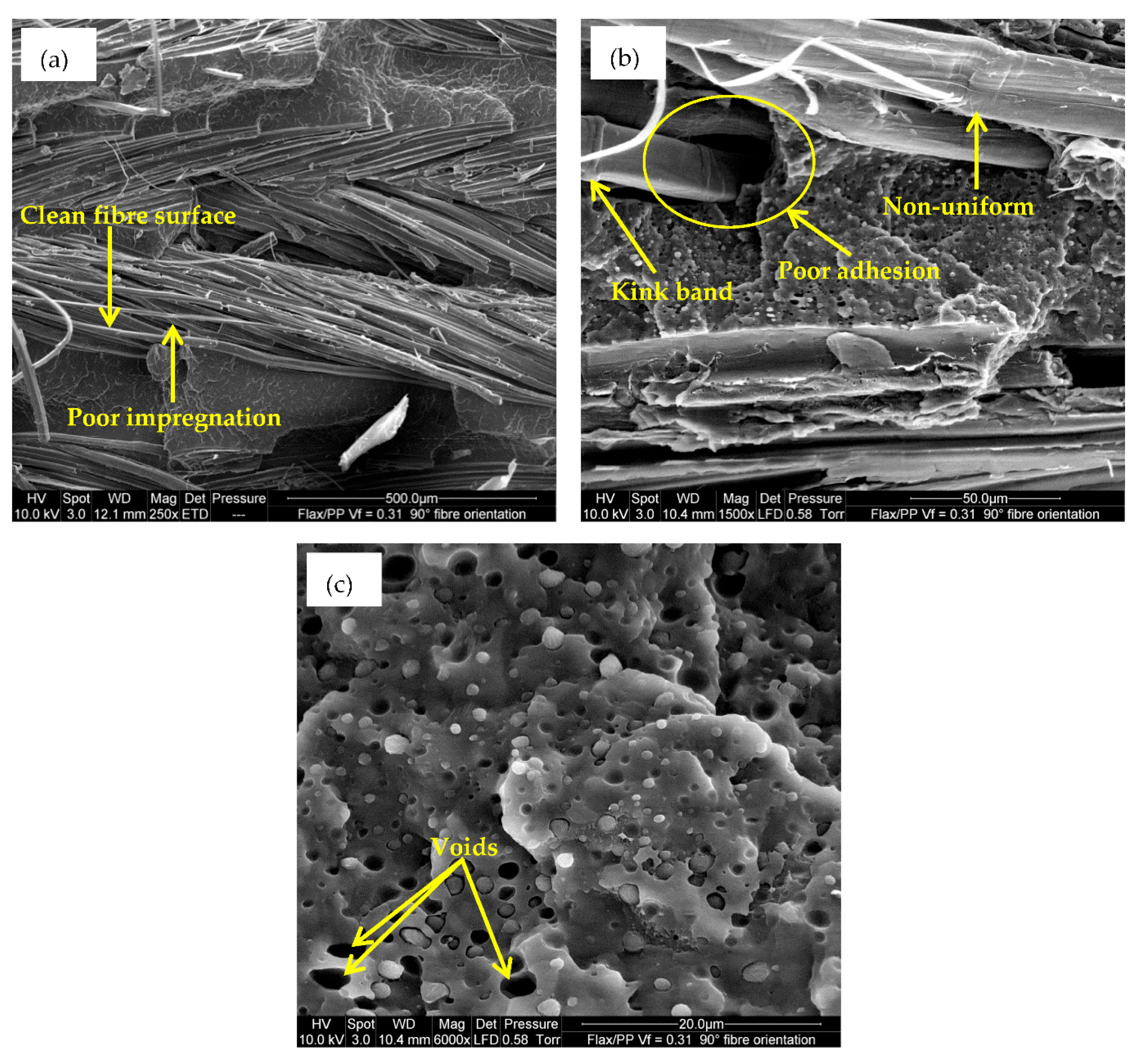
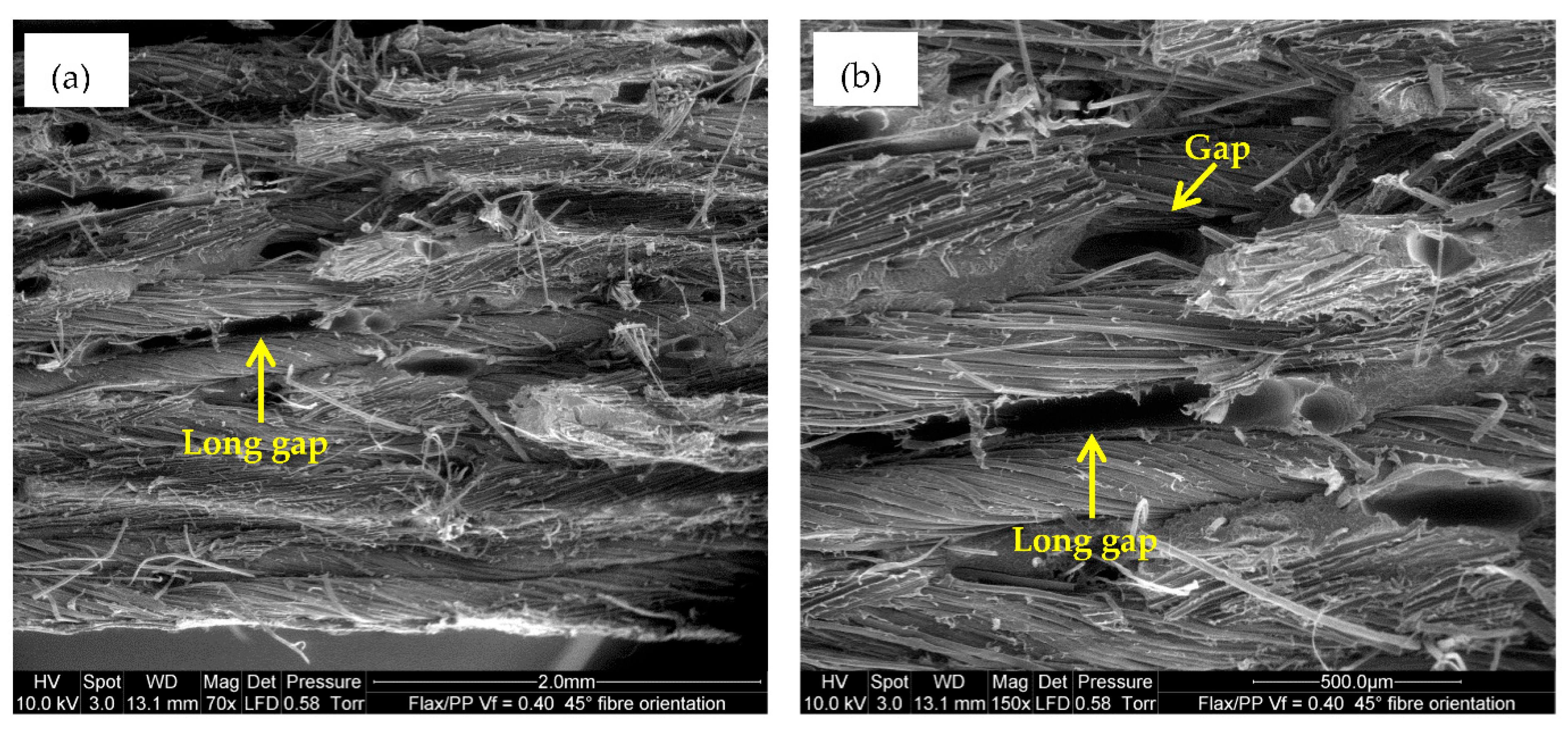
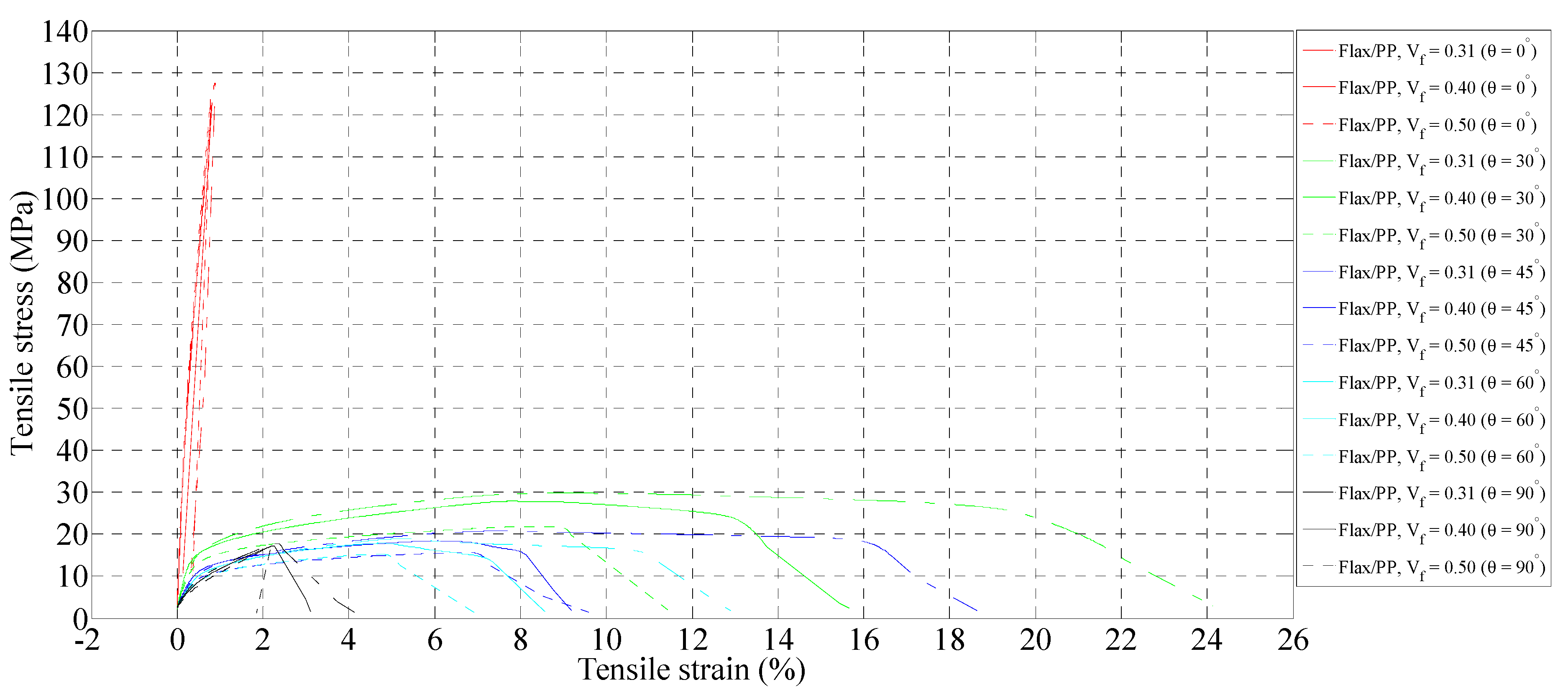
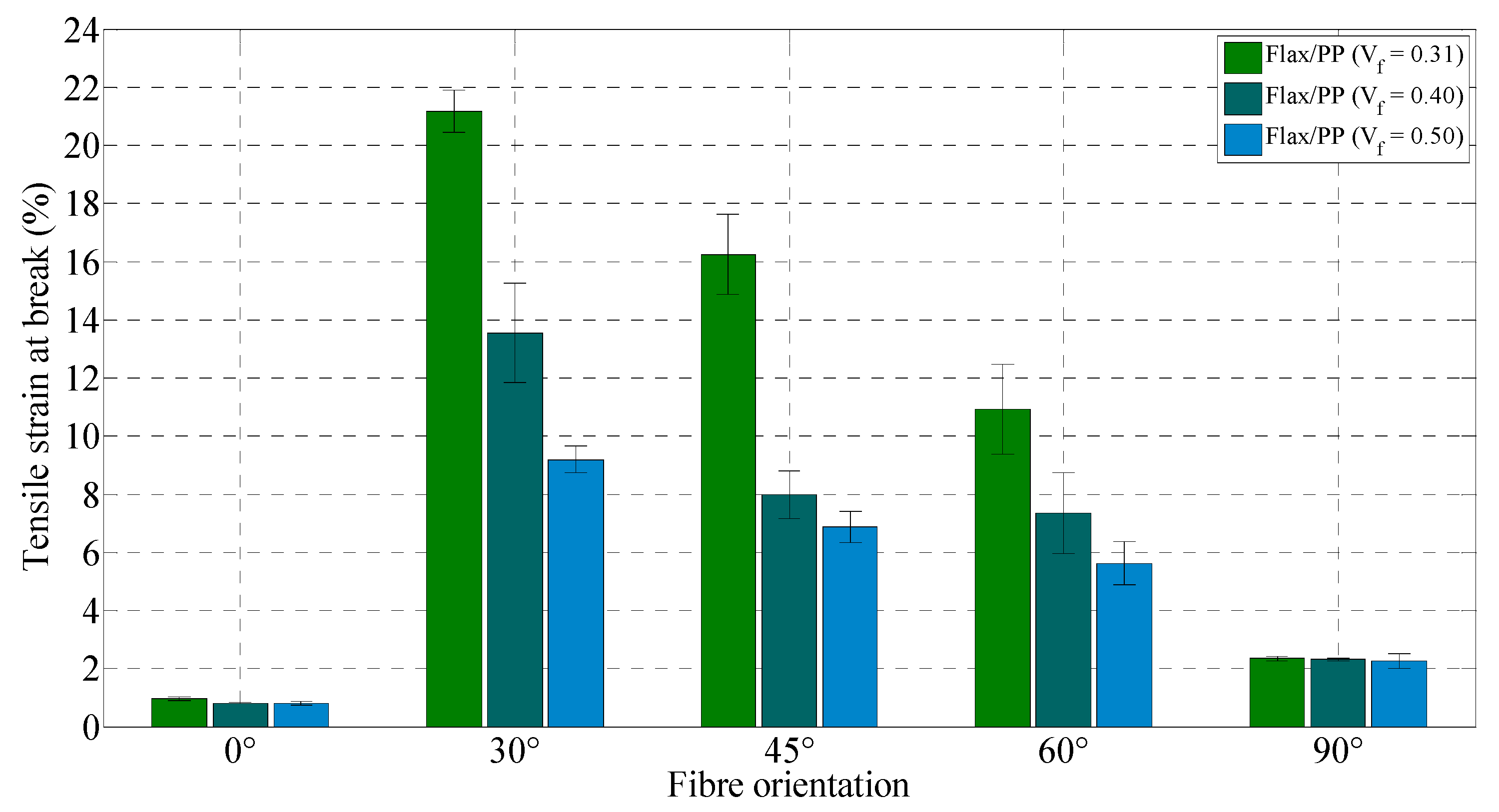
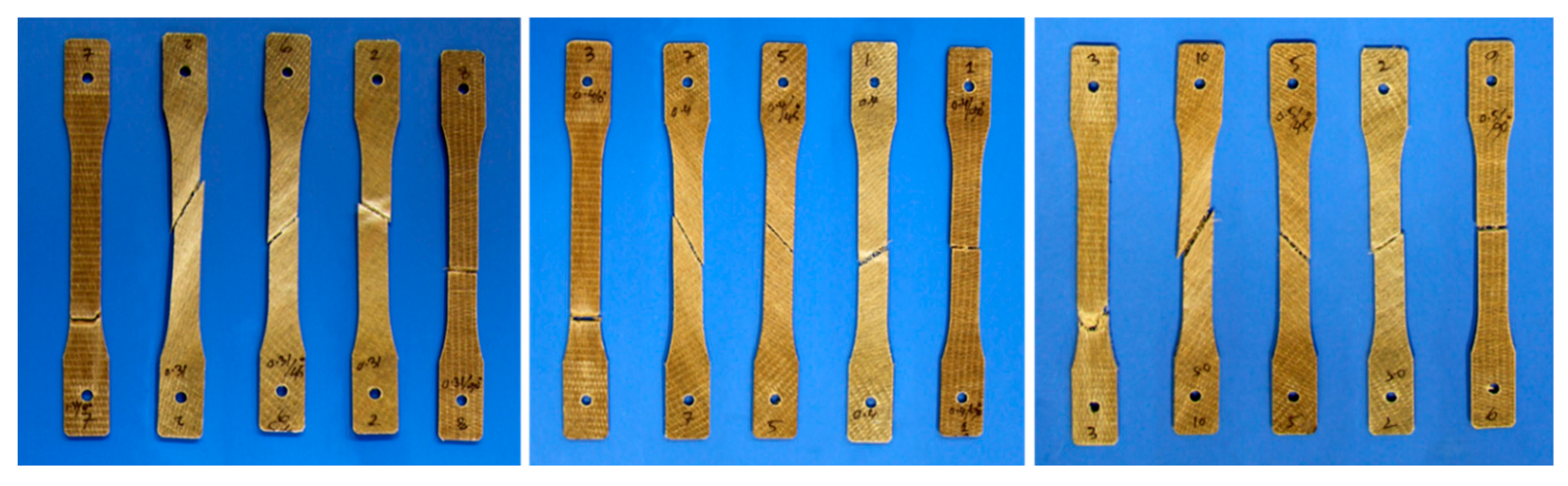
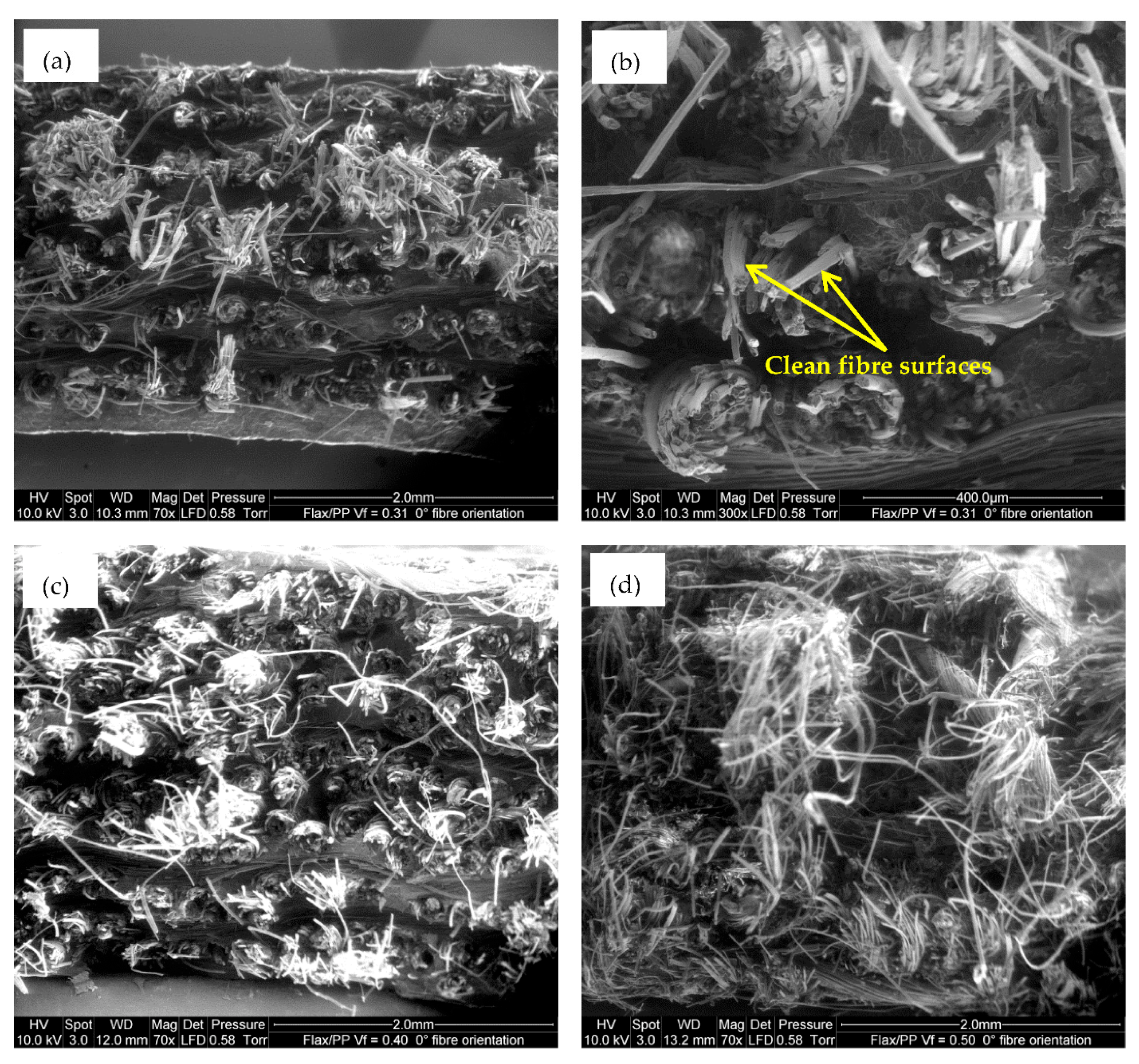
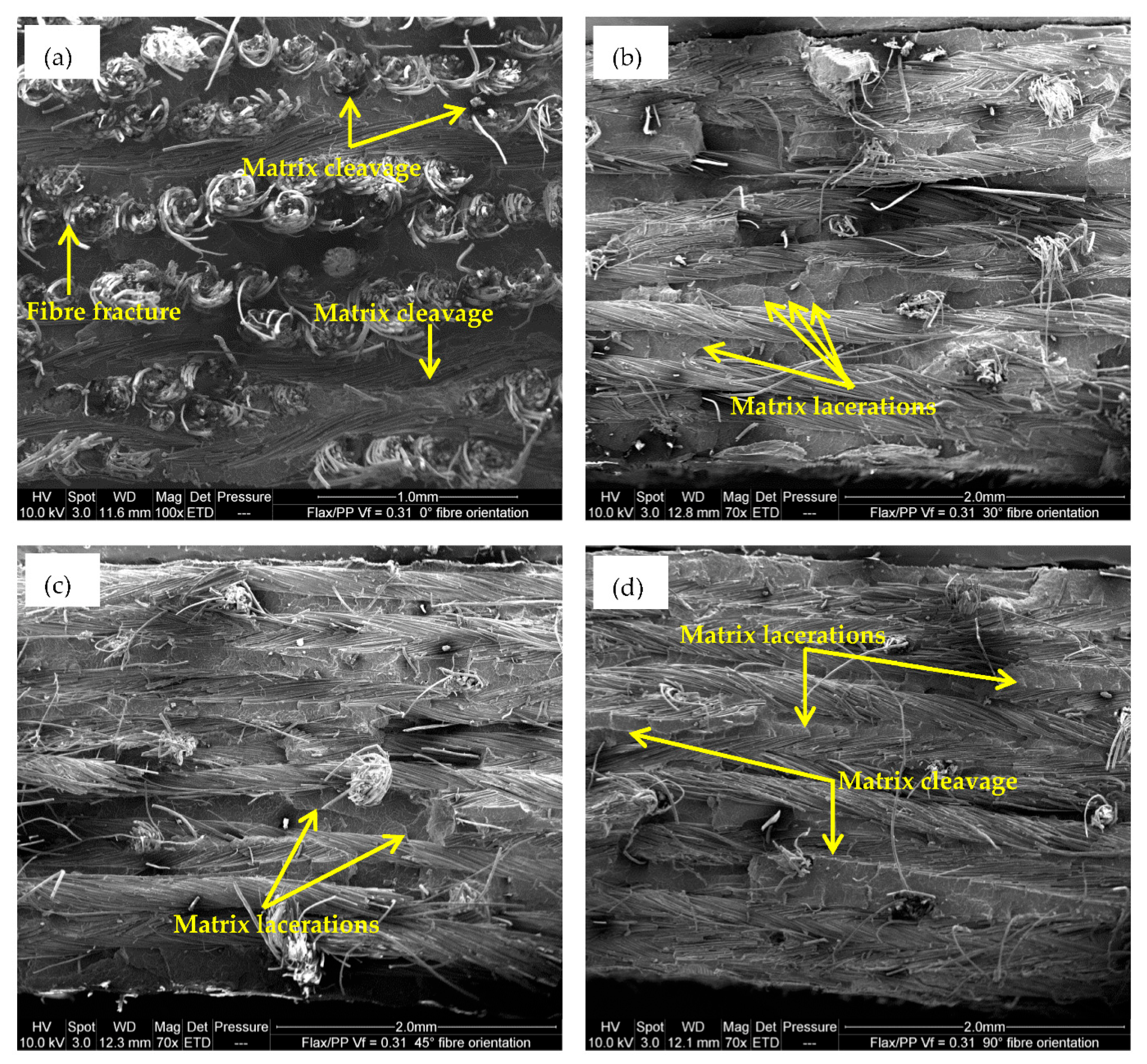
3.2.2. Failure Strains and Failure Modes
3.2.3. Tensile Properties of Flax/PP Composites: A Comparative Study
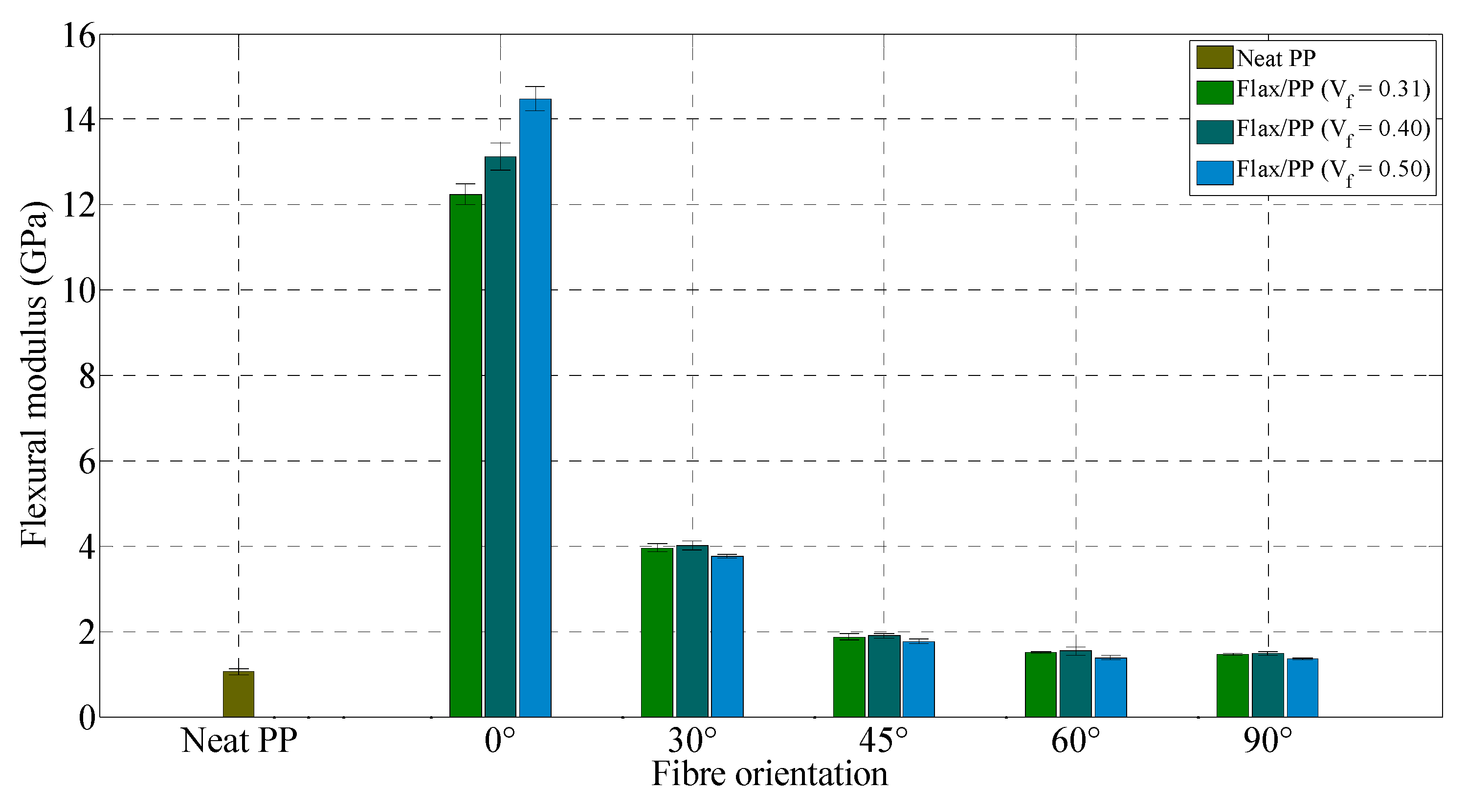
3.2.4. Flexural Properties
3.2.5. Flexural Properties of Flax/PP Composites: A Comparative Study
4. Concluding Remarks
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Gao, X.; Zhu, D.; Fan, S.; Rahman, M.Z.; Guo, S.; Chen, F. Structural and mechanical properties of bamboo fiber bundle and fiber/bundle reinforced composites: A review. J. Mater. Res. Technol. 2022, 19, 1162–1190. [Google Scholar] [CrossRef]
- Duc, F.; Bourban, P.E.; Manson, J.A.E. The role of twist and crimp on the vibration behaviour of flax fibre composites. Compos. Sci. Technol. 2014, 102, 94–99. [Google Scholar] [CrossRef]
- Duc, F.; Bourban, P.E.; Plummer, C.J.G.; Manson, J.A.E. Damping of thermoset and thermoplastic flax fibre composites. Compos. Part A 2014, 64, 115–123. [Google Scholar] [CrossRef]
- Wielage, B.; Lampke, T.; Utschick, H.; Soergel, F. Processing of natural-fibre reinforced polymers and the resulting dynamic–mechanical properties. J. Mater. Process. Technol. 2003, 139, 140–146. [Google Scholar] [CrossRef]
- Duc, F.; Bourban, P.E.; Manson, J.A.E. Dynamic mechanical properties of epoxy/flax fibre composites. J. Reinf. Plast. Compos. 2014, 33, 1625–1633. [Google Scholar] [CrossRef]
- Rueppel, M.; Rion, J.; Dransfeld, C.; Fischer, C.; Masania, K. Damping of carbon fibre and flax fibre angle-ply composite laminates. Compos. Sci. Technol. 2017, 146, 1–9. [Google Scholar] [CrossRef]
- Idicula, M.; Malhotra, S.K.; Joseph, K.; Thomas, S. Dynamic mechanical analysis of randomly oriented intimately mixed short banana/sisal hybrid fibre reinforced polyester composites. Compos. Sci. Technol. 2005, 65, 1077–1087. [Google Scholar] [CrossRef]
- Joseph, P.; Mathew, G.; Joseph, K.; Groeninckx, G.; Thomas, S. Dynamic mechanical properties of short sisal fibre reinforced polypropylene composites. Compos. Part A 2003, 34, 275–290. [Google Scholar] [CrossRef]
- Guen, M.J.L.; Newman, R.H.; Fernyhough, A.; Staiger, M.P. Tailoring the vibration damping behaviour of flax fibre-reinforced epoxy composite laminates via polyol additions. Compos. Part A 2014, 67, 37–43. [Google Scholar] [CrossRef]
- Nair, K.; Thomas, S.; Groeninckx, G. Thermal and dynamic mechanical analysis of polystyrene composites reinforced with short sisal fibres. Compos. Sci. Technol. 2001, 61, 2519–2529. [Google Scholar] [CrossRef]
- Pothan, L.A.; Oommen, Z.; Thomas, S. Dynamic mechanical analysis of banana fiber reinforced polyester composites. Compos. Sci. Technol. 2003, 63, 283–293. [Google Scholar] [CrossRef]
- Lakshmaiya, N.; Kaliappan, S.; Patil, P.P.; Ganesan, V.; Dhanraj, J.A.; Sirisamphanwong, C.; Wongwuttanasatian, T.; Chowdhury, S.; Channumsin, S.; Channumsin, M. Influence of Oil Palm Nano Filler on Interlaminar Shear and Dynamic Mechanical Properties of Flax/Epoxy-Based Hybrid Nanocomposites under Cryogenic Condition. Coatings 2022, 12, 1675. [Google Scholar] [CrossRef]
- Shen, Y.; Tan, J.; Fernandes, L.; Qu, Z.; Li, Y. Dynamic mechanical analysis on delaminated flax fiber reinforced composites. Materials 2019, 12, 2559. [Google Scholar] [CrossRef] [Green Version]
- Ahmad, F.; Yuvaraj, N.; Bajpai, P.K. Influence of reinforcement architecture on static and dynamic mechanical properties of flax/epoxy composites for structural applications. Compos. Struct. 2021, 255, 112955. [Google Scholar] [CrossRef]
- Etaati, A.; Mehdizadeh, S.A.; Wang, H.; Pather, S. Vibration damping characteristics of short hemp fibre thermoplastic composites. J. Reinf. Plast. Compos. 2013, 33, 330–341. [Google Scholar] [CrossRef] [Green Version]
- Rahman, M.Z.; Rahman, M.; Mahbub, T.; Ashiquzzaman, M.; Sagadevan, S.; Hoque, M.E. Advanced biopolymers for automobile and aviation engineering applications. J. Polym. Res. 2023, 30, 106. [Google Scholar] [CrossRef]
- Ziaran, S. The assessment and evaluation of low-frequency noise near the region of infrasound. Noise Health 2014, 16, 10. [Google Scholar] [CrossRef]
- Ntenga, R.; Béakou, A.; Atéba, J.A.; Ohandja, L.A. Estimation of the elastic anisotropy of sisal fibres by an inverse method. J. Mater. Sci. 2008, 43, 6206–6213. [Google Scholar] [CrossRef]
- Madsen, B.; Hoffmeyer, P.; Lilholt, H. Hemp yarn reinforced composites–II. Tensile properties. Compos. Part A 2007, 38, 2204–2215. [Google Scholar] [CrossRef]
- Weyenberg, I.V.D.; Truong, T.C.; Vangrimde, B.; Verpoest, I. Improving the properties of UD flax fibre reinforced composites by applying an alkaline fibre treatment. Compos. Part A 2006, 37, 1368–1376. [Google Scholar] [CrossRef]
- Weyenberg, I.V.D.; Ivens, J.; De Coster, A.; Kino, B.; Baetens, E.; Verpoest, I. Influence of processing and chemical treatment of flax fibres on their composites. Compos. Sci. Technol. 2003, 63, 1241–1246. [Google Scholar] [CrossRef]
- Habibi, M.; Laperrière, L.; Lebrun, G.; Toubal, L. Combining short flax fiber mats and unidirectional flax yarns for composite applications: Effect of short flax fibers on biaxial mechanical properties and damage behaviour. Compos. Part B 2017, 123, 165–178. [Google Scholar] [CrossRef]
- Hallak Panzera, T.; Jeannin, T.; Gabrion, X.; Placet, V.; Remillat, C.; Farrow, I.; Scarpa, F. Static, fatigue and impact behaviour of an autoclaved flax fibre reinforced composite for aerospace engineering. Compos. Part B 2020, 197, 108049. [Google Scholar] [CrossRef]
- Madsen, B.; Lilholt, H. Physical and mechanical properties of unidirectional plant fibre composites—An evaluation of the influence of porosity. Compos. Sci. Technol. 2003, 63, 1265–1272. [Google Scholar] [CrossRef]
- Le Duigou, A.; Barbé, A.; Guillou, E.; Castro, M. 3D printing of continuous flax fibre reinforced biocomposites for structural applications. Mater. Des. 2019, 180, 107884. [Google Scholar] [CrossRef]
- Pantaloni, D.; Rudolph, A.L.; Shah, D.U.; Baley, C.; Bourmaud, A. Interfacial and mechanical characterisation of biodegradable polymer-flax fibre composites. Compos. Sci. Technol. 2021, 201, 108529. [Google Scholar] [CrossRef]
- Baley, C.; Perrot, Y.; Busnel, F.; Guezenoc, H.; Davies, P. Transverse tensile behaviour of unidirectional plies reinforced with flax fibres. Mater. Lett. 2006, 60, 2984–2987. [Google Scholar] [CrossRef] [Green Version]
- Rahman, M.Z.; Jayaraman, K.; Mace, B.R. Impact energy absorption of flax fiber-reinforced polypropylene composites. Polym. Compos. 2017, 39, 4165–4175. [Google Scholar] [CrossRef]
- Fakirov, S.; Rahman, M.Z.; Pötschke, P.; Bhattacharyya, D. Single Polymer Composites of Poly (B utylene Terephthalate) Microfibrils Loaded with Carbon Nanotubes Exhibiting Electrical Conductivity and Improved Mechanical Properties. Macromol. Mater. Eng. 2014, 299, 799–806. [Google Scholar] [CrossRef]
- Rahman, M.Z. Static and Dynamic Characterisation of Flax Fibre-reinforced Polypropylene Composites; ResearchSpace@Auckland: Auckland, New Zealand, 2017. [Google Scholar]
- Rahman, M.Z. Fabrication, Morphologies and Properties of Single Polymer Composites Based on LLDPE, PP, and CNT Loaded PBT; ResearchSpace@Auckland: Auckland, New Zealand, 2013. [Google Scholar]
- Cloots, E. Influence of the Temperature during the Service Life of Chemically Treated Flax Fibre Composites; Faculty of Engineering Technology, The University of Leuven: Leuven, Belgium, 2014. [Google Scholar]
- Vertommen, J. Manufacturing of Chemically Treated Thermoplastic Flax Fibre Composites; Faculty of Engineering Technology, The University of Leuven: Leuven, Belgium, 2014. [Google Scholar]
- Kazmi, S.; Das, R.; Jayaraman, K. Sheet forming of flax reinforced polypropylene composites using vacuum assisted oven consolidation (VAOC). J. Mater. Process. Technol. 2014, 214, 2375–2386. [Google Scholar] [CrossRef]
- Shah, D.U. Developing plant fibre composites for structural applications by optimising composite parameters: A critical review. J. Mater. Sci. 2013, 48, 6083–6107. [Google Scholar] [CrossRef]
- Rahman, M.Z. Mechanical and Damping Performances of Flax Fibre Composites–A Review. Compos. Part C Open Access 2020, 4, 100081. [Google Scholar] [CrossRef]
- Pantaloni, D.; Melelli, A.; Shah, D.U.; Baley, C.; Bourmaud, A. Influence of water ageing on the mechanical properties of flax/PLA non-woven composites. Polym. Degrad. Stab. 2022, 200, 109957. [Google Scholar] [CrossRef]
- ImageJ; National Institutes of Health: Rockville Pike Bethesda, MD, USA, 1997.
- Ornaghi, H.L.; Bolner, A.S.; Fiorio, R.; Zattera, A.J.; Amico, S.C. Mechanical and dynamic mechanical analysis of hybrid composites molded by resin transfer molding. J. Appl. Polym. Sci. 2010, 118, 887–896. [Google Scholar] [CrossRef]
- George, J.; Bhagawan, S.; Thomas, S. Thermogravimetric and dynamic mechanical thermal analysis of pineapple fibre reinforced polyethylene composites. J. Therm. Anal. 1996, 47, 1121–1140. [Google Scholar] [CrossRef]
- Mohanty, S.; Verma, S.K.; Nayak, S.K. Dynamic mechanical and thermal properties of MAPE treated jute/HDPE composites. Compos. Sci. Technol. 2006, 66, 538–547. [Google Scholar] [CrossRef]
- Hadi, A.S.; Ashton, J.N. Measurement and theoretical modelling of the damping properties of a uni-directional glass/epoxy composite. Compos. Struct. 1996, 34, 381–385. [Google Scholar] [CrossRef]
- Houshyar, S.; Shanks, R.; Hodzic, A. The effect of fiber concentration on mechanical and thermal properties of fiber-reinforced polypropylene composites. J. Appl. Polym. Sci. 2005, 96, 2260–2272. [Google Scholar] [CrossRef]
- Murayama, T. Dynamic Mechanical Analysis of Polymeric Material; Elsevier Ltd.: Amsterdam, The Netherlands, 1978. [Google Scholar]
- Madsen, B.; Thygesen, A.; Lilholt, H. Plant fibre composites–porosity and stiffness. Compos. Sci. Technol. 2009, 69, 1057–1069. [Google Scholar] [CrossRef]
- Ismail, A.S.; Jawaid, M.; Hamid, N.H.; Yahaya, R.; Sain, M.; Sarmin, S.N. Dimensional stability, density, void and mechanical properties of flax fabrics reinforced bio-phenolic/epoxy composites. J. Ind. Text. 2022, 52, 15280837221123594. [Google Scholar] [CrossRef]
- Long, Y.; Zhang, Z.; Fu, K.; Li, Y. Efficient plant fibre yarn pre-treatment for 3D printed continuous flax fibre/poly(lactic) acid composites. Compos. Part B 2021, 227, 109389. [Google Scholar] [CrossRef]
- Rahman, M.Z. Influence of Fiber Treatment on the Damping Performance of Plant Fiber Composites. In Vibration and Damping Behavior of Biocomposites; CRC Press: Boca Raton, FL, USA, 2022; pp. 113–135. [Google Scholar]
- Barouni, A.; Lupton, C.; Jiang, C.; Saifullah, A.; Giasin, K.; Zhang, Z.; Dhakal, H.N. Investigation into the fatigue properties of flax fibre epoxy composites and hybrid composites based on flax and glass fibres. Compos. Struct. 2022, 281, 115046. [Google Scholar] [CrossRef]
- Baley, C.; Gomina, M.; Breard, J.; Bourmaud, A.; Davies, P. Variability of mechanical properties of flax fibres for composite reinforcement. A review. Ind. Crops Prod. 2020, 145, 111984. [Google Scholar] [CrossRef]
- Hwang, S.J.; Gibson, R.F. The use of strain energy-based finite element techniques in the analysis of various aspects of damping of composite materials and structures. J. Compos. Mater. 1992, 26, 2585–2605. [Google Scholar] [CrossRef]
- Rahman, M.Z.; Jayaraman, K.; Mace, B.R. Influence of damping on the bending and twisting modes of flax fibre-reinforced polypropylene composite. Fibers Polym. 2018, 19, 375–382. [Google Scholar] [CrossRef]
- Nuñez, A.J.; Kenny, J.M.; Reboredo, M.M.; Aranguren, M.I.; Marcovich, N.E. Thermal and dynamic mechanical characterization of polypropylene-woodflour composites. Polym. Eng. Sci. 2002, 42, 733–742. [Google Scholar] [CrossRef]
- Dong, S.; Gauvin, R. Application of dynamic mechanical analysis for the study of the interfacial region in carbon fiber/epoxy composite materials. Polym. Compos. 1993, 14, 414–420. [Google Scholar] [CrossRef]
- Mahi, A.E.; Assarar, M.; Sefrani, Y.; Berthelot, J.-M. Damping analysis of orthotropic composite materials and laminates. Compos. Part B 2008, 39, 1069–1076. [Google Scholar] [CrossRef]
- Richely, E.; Durand, S.; Melelli, A.; Kao, A.; Magueresse, A.; Dhakal, H.; Gorshkova, T.; Callebert, F.; Bourmaud, A.; Beaugrand, J. Novel insight into the intricate shape of flax fibre lumen. Fibers 2021, 9, 24. [Google Scholar] [CrossRef]
- Richely, E.; Bourmaud, A.; Dhakal, H.; Zhang, Z.; Beaugrand, J.; Guessasma, S. Exploring the morphology of flax fibres by X-ray microtomography and the related mechanical response by numerical modelling. Compos. Part A 2022, 160, 107052. [Google Scholar] [CrossRef]
- Finegan, I.C.; Tibbetts, G.G.; Gibson, R.F. Modeling and characterization of damping carbon nanofiber/polypropylene composites. Compos. Sci. Technol. 2003, 63, 1629–1635. [Google Scholar] [CrossRef]
- Rahman, M.Z.; Jayaraman, K.; Mace, B.R. Vibration damping of flax fibre-reinforced polypropylene composites. Fibers Polym. 2017, 18, 2187–2195. [Google Scholar] [CrossRef]
- Subramanian, C.; Deshpande, S.B.; Senthilvelan, S. Effect of reinforced fiber length on the damping performance of thermoplastic composites. Adv. Compos. Mater. 2011, 20, 319–335. [Google Scholar] [CrossRef]
- Rahman, M.Z.; Mace, B.R.; Jayaraman, K. Vibration damping of natural fibre-reinforced composite materials. In Proceedings of the 17th European Conference on Composite Material, Munich, Germany, 26–30 June 2016. [Google Scholar]
- Prasad, V.; Sekar, K.; Joseph, M. Mechanical and water absorption properties of nano TiO2 coated flax fibre epoxy composites. Constr. Build. Mater. 2021, 284, 122803. [Google Scholar] [CrossRef]
- Pornwannachai, W.; Horrocks, A.R.; Kandola, B.K. Surface Modification of Commingled Flax/PP and Flax/PLA Fibres by Silane or Atmospheric Argon Plasma Exposure to Improve Fibre–Matrix Adhesion in Composites. Fibers 2021, 10, 2. [Google Scholar] [CrossRef]
- John, M.J. Biobased alginate treatments on flax fibre reinforced PLA and PHBV composites. Curr. Res. Green Sustain. Chem. 2022, 5, 100319. [Google Scholar] [CrossRef]
- Beg, M.D.H. The Improvement of Interfacial Bonding, Weathering and Recycling of Wood Fibre Reinforced Polypropylene Composites. In Materials and Process Engineering; The University of Waikato: Hamilton, New Zealand, 2007. [Google Scholar]
- Li, M.; Pu, Y.; Thomas, V.M.; Yoo, C.G.; Ozcan, S.; Deng, Y.; Nelson, K.; Ragauskas, A.J. Recent advancements of plant-based natural fiber–reinforced composites and their applications. Compos. Part B 2020, 200, 108254. [Google Scholar] [CrossRef]
- Javanshour, F.; Ramakrishnan, K.; Layek, R.; Laurikainen, P.; Prapavesis, A.; Kanerva, M.; Kallio, P.; Van Vuure, A.; Sarlin, E. Effect of graphene oxide surface treatment on the interfacial adhesion and the tensile performance of flax epoxy composites. Compos. Part A 2021, 142, 106270. [Google Scholar] [CrossRef]
- Amjad, A.; Abidin, M.; Alshahrani, H.; Rahman, A.A.A. Effect of fibre surface treatment and nanofiller addition on the mechanical properties of flax/PLA fibre reinforced epoxy hybrid nanocomposite. Polymers 2021, 13, 3842. [Google Scholar] [CrossRef]
- Gao, X.; Fan, S.; Pang, J.; Rahman, M.Z.; Zhu, D.; Guo, S.; Ma, M.; Li, Z. Preparation of nano-xylan and its influences on the anti-fungi performance of straw fiber/HDPE composite. Ind. Crops Prod. 2021, 171, 113954. [Google Scholar] [CrossRef]
- Nosova, N.; Roiter, Y.; Samaryk, V.; Varvarenko, S.; Stetsyshyn, Y.; Minko, S.; Stamm, M.; Voronov, S. Polypropylene surface peroxidation with heterofunctional polyperoxides. In Macromolecular Symposia; Wiley Online Library: Hoboken, NJ, USA, 2004. [Google Scholar]
- Agarwal, B.; Narang, J. Strength and failure mechanism of anisotropic composites. Fibre Sci. Technol. 1977, 10, 37–52. [Google Scholar] [CrossRef]
- Pipes, R.B.; Cole, B. On the off-axis strength test for anisotropic materials. J. Compos. Mater. 1973, 7, 246–256. [Google Scholar] [CrossRef]
- Holbery, J.; Houston, D. Natural-fiber-reinforced polymer composites in automotive applications. JOM-J. Min. Met. Mat. S. 2006, 58, 80–86. [Google Scholar] [CrossRef]
- Le, T.M.; Pickering, K.L. The potential of harakeke fibre as reinforcement in polymer matrix composites including modelling of long harakeke fibre composite strength. Compos. Part A 2015, 76, 44–53. [Google Scholar] [CrossRef] [Green Version]
- Pickering, K.L.; Efendy, M.G.A.; Le, T.M. A review of recent developments in natural fibre composites and their mechanical performance. Compos. Part A 2015, 83, 98–112. [Google Scholar] [CrossRef] [Green Version]
- Oksman, K. Mechanical properties of natural fibre mat reinforced thermoplastic. Appl. Compos. Mater. 2000, 7, 403–414. [Google Scholar] [CrossRef]
- Goutianos, S.; Peijs, T. The optimisation of flax fibre yarns for the development of high-performance natural fibre composites. Adv. Compos. Lett. 2003, 12, 237–241. [Google Scholar] [CrossRef] [Green Version]
- Gill, R.M. Carbon Fibres in Composite Materials; Iliffe Books: London, UK, 1972. [Google Scholar]
- Verpoest, I.; Baets, J.; Acker, J.; Lilholt, H.; Hugues, M.; Baley, C. Flax and Hemp Fibres: A Natural Solution for the Composite Industry; JEC Composites: Paris, France, 2012. [Google Scholar]
- Li, Y.; Li, Q.; Ma, H. The voids formation mechanisms and their effects on the mechanical properties of flax fiber reinforced epoxy composites. Compos. Part A 2015, 72, 40–48. [Google Scholar] [CrossRef]
- Mohanty, A.; Khan, M.; Hinrichsen, G. Influence of chemical surface modification on the properties of biodegradable jute fabrics—Polyester amide composites. Compos. Part A 2000, 31, 143–150. [Google Scholar] [CrossRef]
- Singleton, A.; Baillie, C.; Beaumont, P.; Peijs, T. On the mechanical properties, deformation and fracture of a natural fibre/recycled polymer composite. Compos. Part B 2003, 34, 519–526. [Google Scholar] [CrossRef]
- Li, X.; Tabil, L.; Panigrahi, S.; Crerar, W. The influence of fiber content on properties of injection molded flax fiber-HDPE biocomposites. Can. Biosyst. Eng. 2009, 8, 1–10. [Google Scholar]
- Mortazavian, S.; Fatemi, A. Effects of fiber orientation and anisotropy on tensile strength and elastic modulus of short fiber reinforced polymer composites. Compos. Part B 2015, 72, 116–129. [Google Scholar] [CrossRef]
- Mohammed, A.; Rao, D.N. Investigation on mechanical properties of flax fiber/expanded polystyrene waste composites. Heliyon 2023. [CrossRef]
- Richely, E.; Bourmaud, A.; Placet, V.; Guessasma, S.; Beaugrand, J. A critical review of the ultrastructure, mechanics and modelling of flax fibres and their defects. Prog. Mater. Sci. 2022, 124, 100851. [Google Scholar] [CrossRef]
- Beaugrand, J.; Guessasma, S.; Maigret, J.-E. Damage mechanisms in defected natural fibers. Sci. Rep. 2017, 7, 14041. [Google Scholar] [CrossRef] [Green Version]
- Sinclair, J.H.; Chamis, C.C. Mechanical Behavior and Fracture Characteristics of Off-Axis Fiber Composites; 1-Experimental Investigation; NASA Technical Paper 1081; NASA Glenn Research Center: Cleveland, OH, USA, 1977. [Google Scholar]
- Kannan, T.G.; Wu, C.M.; Cheng, K.B.; Wang, C.Y. Effect of reinforcement on the mechanical and thermal properties of flax/polypropylene interwoven fabric composites. J. Ind. Text. 2012, 42, 417–433. [Google Scholar] [CrossRef]
- Morye, S.; Wool, R. Mechanical properties of glass/flax hybrid composites based on a novel modified soybean oil matrix material. Polym. Compos. 2005, 26, 407–416. [Google Scholar] [CrossRef]
- Sinclair, J.; Chamis, C. Fracture modes in off-axis fiber composites. Polym. Compos. 1981, 2, 45–52. [Google Scholar] [CrossRef] [Green Version]
- Gil, R.G. Forming and Consolidation of Textile Composites; School of Mechanical, Materials, Manufacturing Engineering and Management, The University of Nottingham: Nottingham, UK, 2003. [Google Scholar]
- Oever, M.; Bos, H.; Van Kemenade, M. Influence of the physical structure of flax fibres on the mechanical properties of flax fibre reinforced polypropylene composites. Appl. Compos. Mater. 2000, 7, 387–402. [Google Scholar] [CrossRef]
- Ashby, M.F. Materials Selection in Mechanical Design; Elsevier Ltd.: Amsterdam, The Netherlands, 2011. [Google Scholar]
- Arbelaiz, A.; Fernández, B.; Ramos, J.A.; Retegi, A.; Llano-Ponte, R.; Mondragon, I. Mechanical properties of short flax fibre bundle/polypropylene composites: Influence of matrix/fibre modification, fibre content, water uptake and recycling. Compos. Sci. Technol. 2005, 65, 1582–1592. [Google Scholar] [CrossRef]
- Lee, N.-J.; Jang, J. The effect of fibre content on the mechanical properties of glass fibre mat/polypropylene composites. Compos. Part A 1999, 30, 815–822. [Google Scholar] [CrossRef]
- Dittenber, D.B.; GangaRao, H.V. Critical review of recent publications on use of natural composites in infrastructure. Compos. Part A 2012, 43, 1419–1429. [Google Scholar] [CrossRef]
- Pil, L.; Bensadoun, F.; Pariset, J.; Verpoest, I. Why are designers fascinated by flax and hemp fibre composites? Compos. Part A 2016, 83, 193–205. [Google Scholar] [CrossRef]
- Hagstrand, P.-O.; Bonjour, F.; Manson, J.-A. The influence of void content on the structural flexural performance of unidirectional glass fibre reinforced polypropylene composites. Compos. Part A 2005, 36, 705–714. [Google Scholar] [CrossRef]
- Velde, K.V.D.; Kiekens, P. Effect of material and process parameters on the mechanical properties of unidirectional and multidirectional flax/polypropylene composites. Compos. Struct. 2003, 62, 443–448. [Google Scholar] [CrossRef]
























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Layers of PP | Layers of Flax | Nominal Fibre Weight Fraction, Wf | Nominal Fibre Volume Fraction, Vf | Nominal Thickness (mm) |
|---|---|---|---|---|
| 6 | 8 | 0.40 | 0.31 | 3.03 |
| 5 | 10 | 0.50 | 0.40 | 3.00 |
| 4 | 12 | 0.60 | 0.50 | 3.28 |
| Manufacturing Technique | Composite | Fibre Orientation | Fibre Content a (%) | Density (gcm−3) | Tensile Modulus (GPa) | Specific Tensile Modulus (GPa/gcm−3) | Tensile Strength (MPa) | Specific Tensile Strength (MPa/gcm−3) | Reference |
|---|---|---|---|---|---|---|---|---|---|
| Vacuum bagging | Flax/PP | 0° | 31 v ≈ 40 wt | 1.06 | 16.66 | 15.72 | 125.39 | 118.29 | This study |
| Flax/PP | 0° | 40 v ≈ 50 wt | 1.10 | 19.99 | 18.17 | 144.76 | 131.60 | This study | |
| Flax/PP | 0° | 50 v ≈ 60 wt | 1.15 | 20.44 | 17.77 | 173.08 | 150.50 | This study | |
| Flax/PP | 30°–90° | 31–50 v | 1.06–1.15 | 1.12–3.45 | 0.97–3.17 | 15.53–29.78 | 13.50–28.09 | This study | |
| Compression moulding | Flax/PP | 0° | 43 v | 1.14 | 26.90 | 23.60 | 251.10 | 220.26 | [24] |
| Compression moulding | Flax/PP | Random | 40 v | 1.10 | 8.80 | 8 | 57 | 52 | [93] |
| Injection moulding | Flax/PP | Random | 40 wt | 1.08–1.16 | 1.86–2.43 | 1.72–2.15 | 20.67–34.70 | 19.14–30.36 | [95] |
| Compression moulding | E-glass/PP | 0° | 35 v | 1.52 | 26.5 | 17.43 | 700 | 461 | [92] |
| Compression moulding | E-glass/PP | CSM b | 30 v | 1.41 | 7.02 | 4.98 | 33.74 | 23.93 | [96] |
| Fibre | Density (gcm−3) | Stiffness (GPa) | Tensile Strength (MPa) | Specific Stiffness (GPa/gcm−3) | Specific Tensile Strength (MPa/gcm−3) | Failure Strain (%) |
|---|---|---|---|---|---|---|
| Flax | 1.4–1.5 | 55–75 | 800–1500 | 38–52 | 550–1030 | 1.2–3.3 |
| E-glass | 2.5–2.59 | 70–74 | 2000–2400 | 27–29 | 780–940 | 1.8–4.8 |
| Manufacturing Technique | Composite | Fibre Orientation | Fibre Content a (%) | Density (gcm−3) | Flexural Modulus (GPa) | Specific Flexural Modulus (GPa/gcm−3) | Flexural Strength (MPa) | Specific Flexural Strength (MPa/gcm−3) | Reference |
|---|---|---|---|---|---|---|---|---|---|
| Vacuum bagging | Flax/PP | 0° | 31 v ≈ 40 wt | 1.06 | 12.24 | 11.55 | 95.90 | 90.47 | This study |
| Flax/PP | 0° | 40 v ≈ 50 wt | 1.10 | 13.12 | 11.93 | 114.80 | 104.36 | This study | |
| Flax/PP | 0° | 50 v ≈ 60 wt | 1.15 | 14.48 | 12.59 | 121.10 | 105.30 | This study | |
| Flax/PP | 30°–90° | 31–50 v | 1.06–1.15 | 1.07–3.96 | 0.93–3.74 | 20.4–63.50 | 17.74–59.91 | This study | |
| Compression moulding | Flax/MAA-PP b | 0° | 21.6 v | 1.02 | 10.75 | 10.54 | 122.50 | 120.10 | [100] |
| Compression moulding | Flax/PP | Random | 40 v | 1.10 | 6.80 | 6.18 | 77.65 | 70.59 | [93] |
| Injection moulding | Flax/PP | Random | 40–60 wt | 1.08 | 5.50–8.22 | 5.09–7.08 | 38.82–43.52 | 33.47–4.30 | [95] |
| Compression moulding | E-glass/PP | 0° | 35 v | 1.50 | 23.8 | 15.87 | 415 | 276.67 | [99] |
| Compression moulding | E-glass/PP | CSM c | 30 v | 1.41 | 5.41 | 3.84 | 60.00 | 42.55 | [96] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rahman, M.Z.; Xu, H. Damping under Varying Frequencies, Mechanical Properties, and Failure Modes of Flax/Polypropylene Composites. Polymers 2023, 15, 1042. https://doi.org/10.3390/polym15041042
Rahman MZ, Xu H. Damping under Varying Frequencies, Mechanical Properties, and Failure Modes of Flax/Polypropylene Composites. Polymers. 2023; 15(4):1042. https://doi.org/10.3390/polym15041042
Chicago/Turabian StyleRahman, Md Zillur, and Huaizhong Xu. 2023. "Damping under Varying Frequencies, Mechanical Properties, and Failure Modes of Flax/Polypropylene Composites" Polymers 15, no. 4: 1042. https://doi.org/10.3390/polym15041042