

Study on the Mechanism and Experiment of Styrene Butadiene Rubber Reinforcement by Spent Fluid Catalytic Cracking Catalyst
 ,
,
Abstract
:1. Introduction
2. Experiment
2.1. Experimental Scheme
2.2. Experimental Process
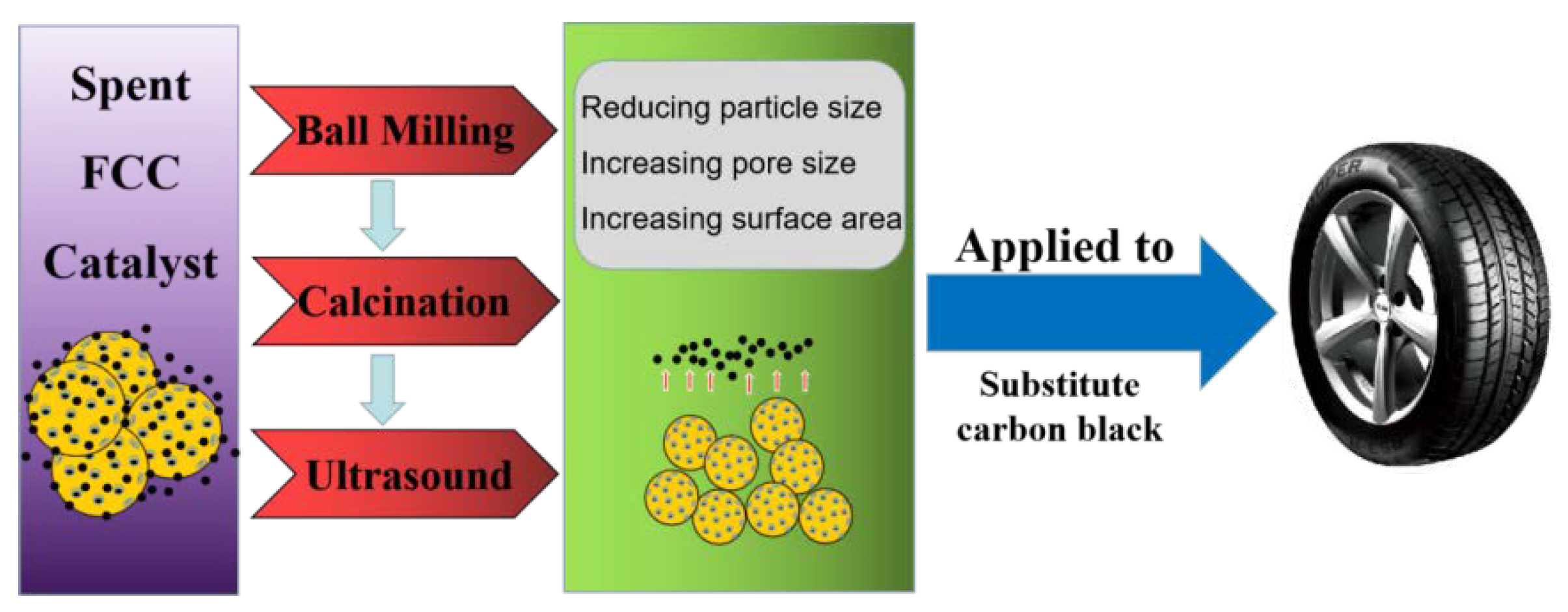
2.2.1. Spent FCC Catalyst Modification
2.2.2. Preparation of Rubber Composites
2.3. Characterization
3. Results and Discussion
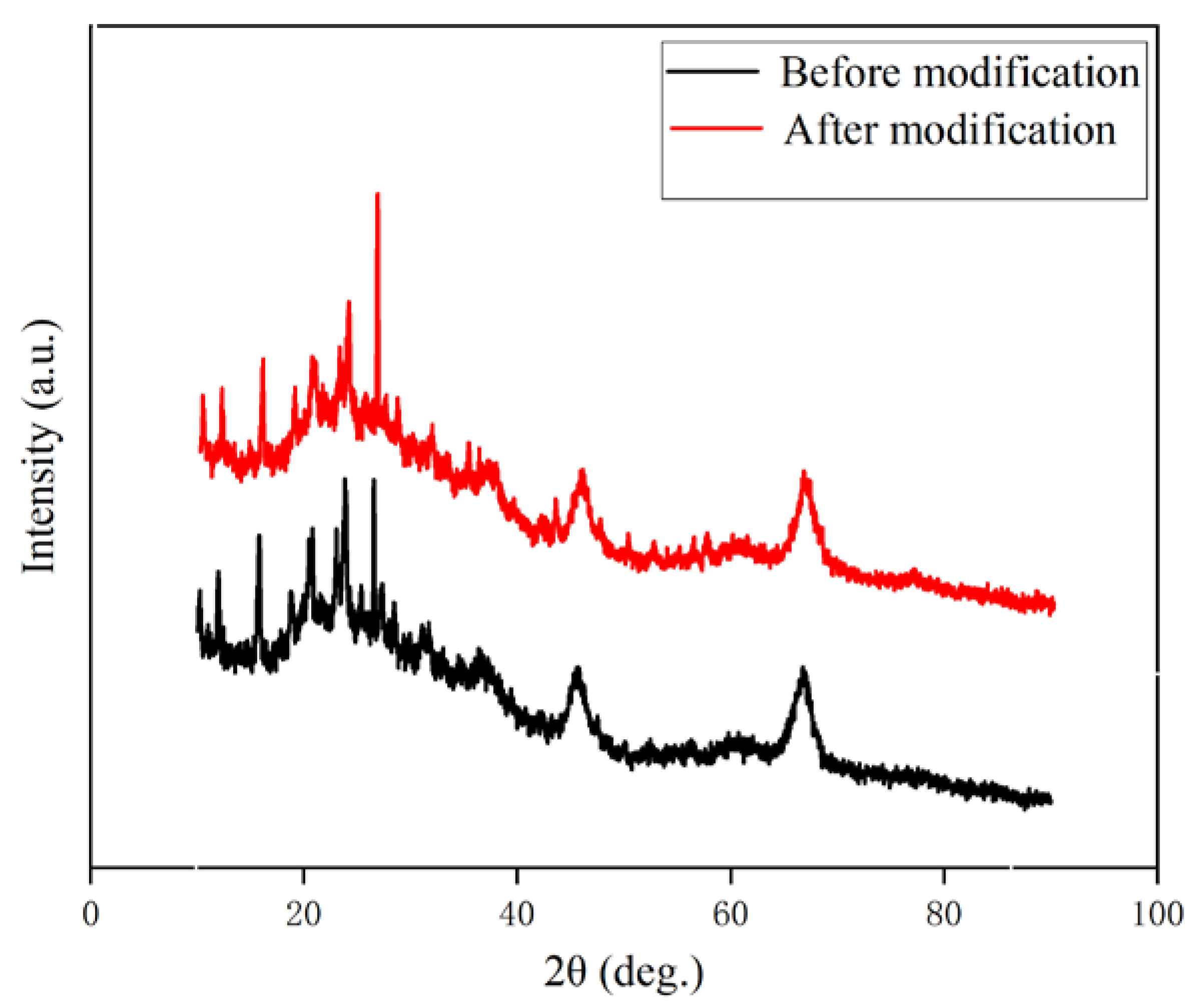
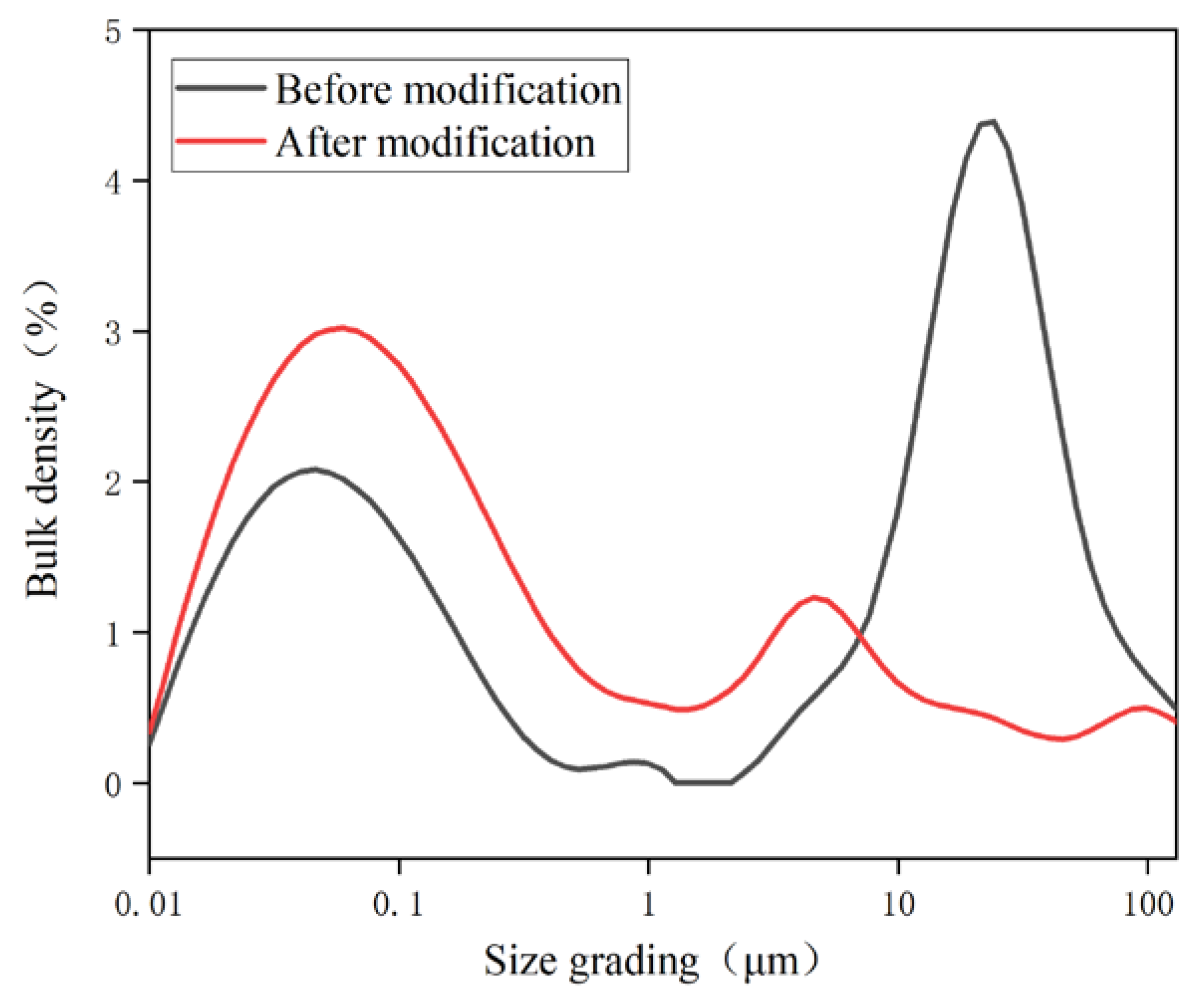
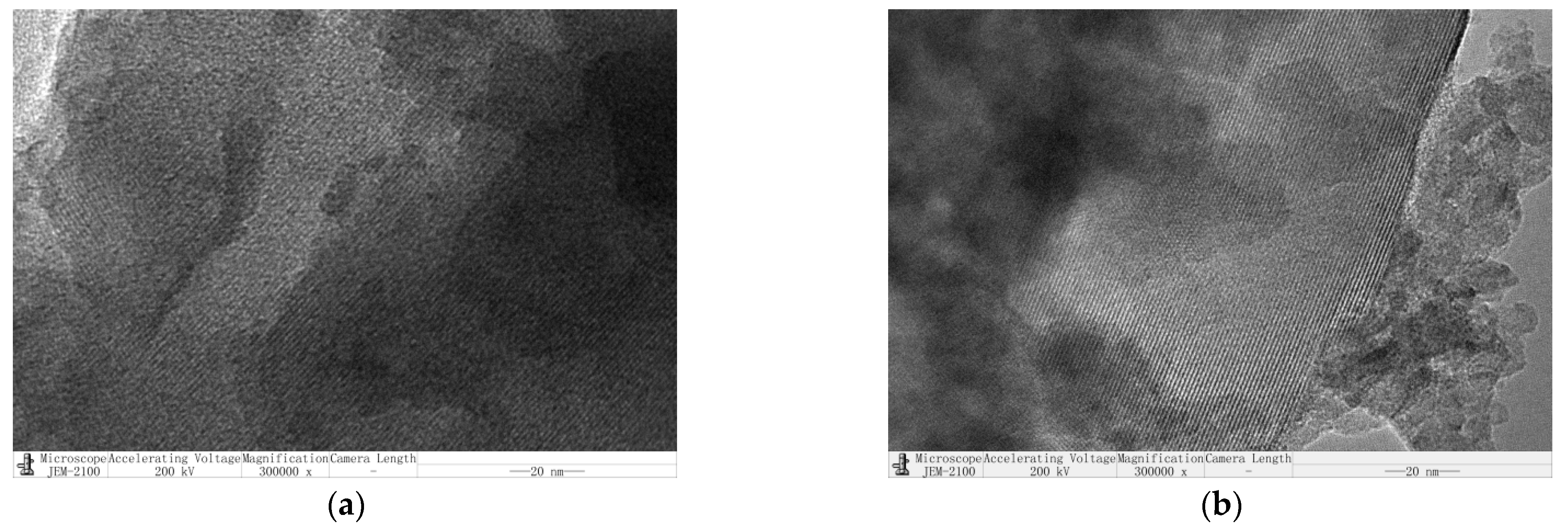
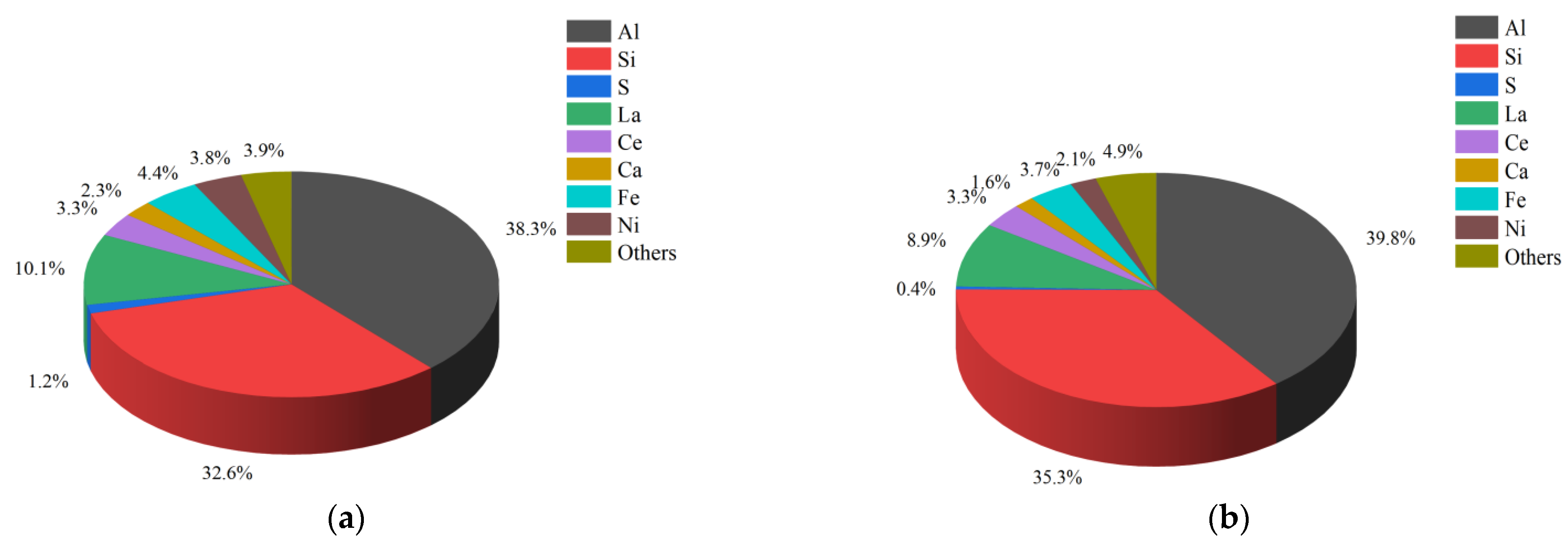
3.1. Analysis of Physical–Chemical Characteristics of Spent FCC Catalysts
3.2. Processing Performance Analysis of Rubber Composites
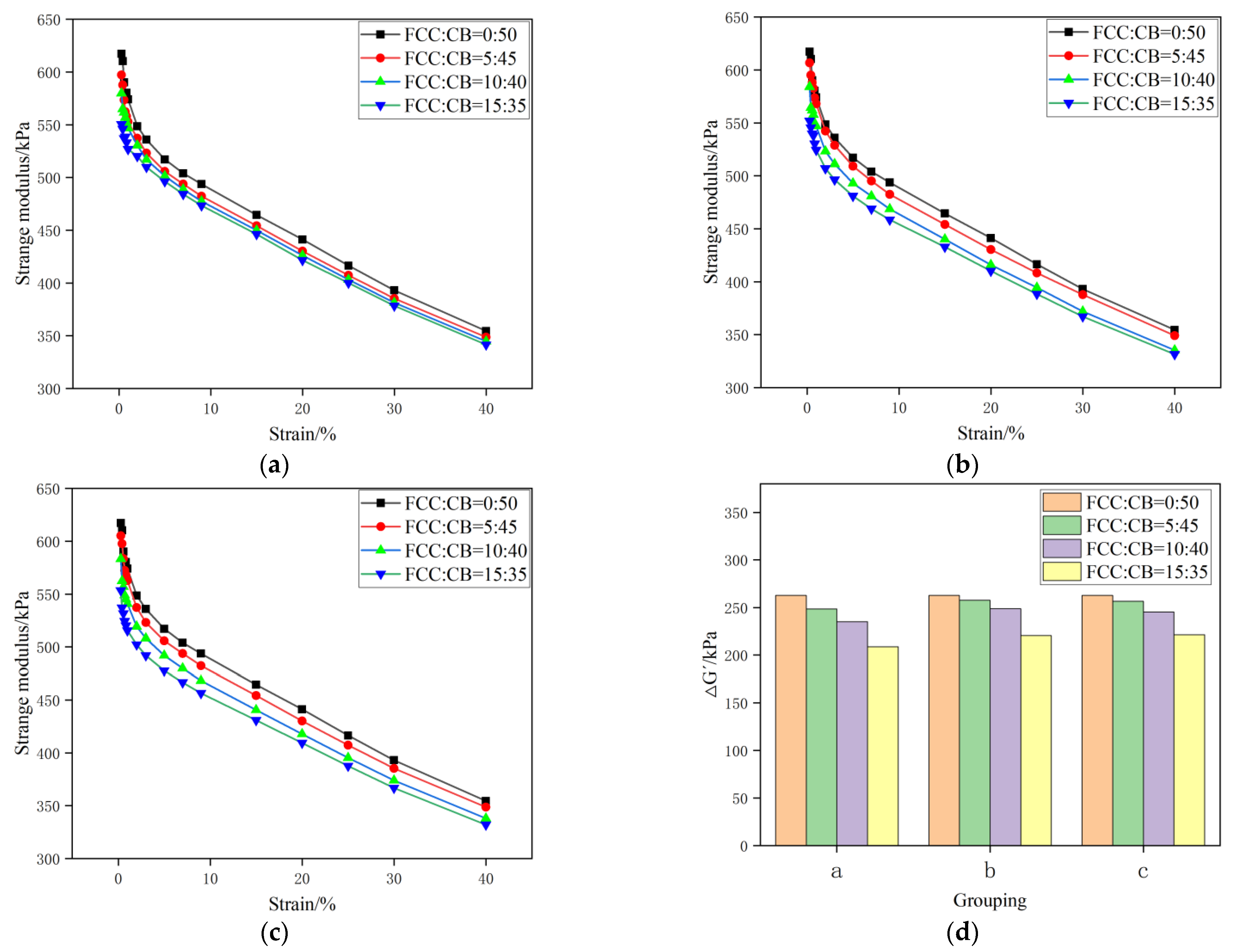
3.3. Rubber Composite Payne Effect Analysis
3.4. Analysis of Physical and Mechanical Properties of Rubber Composites
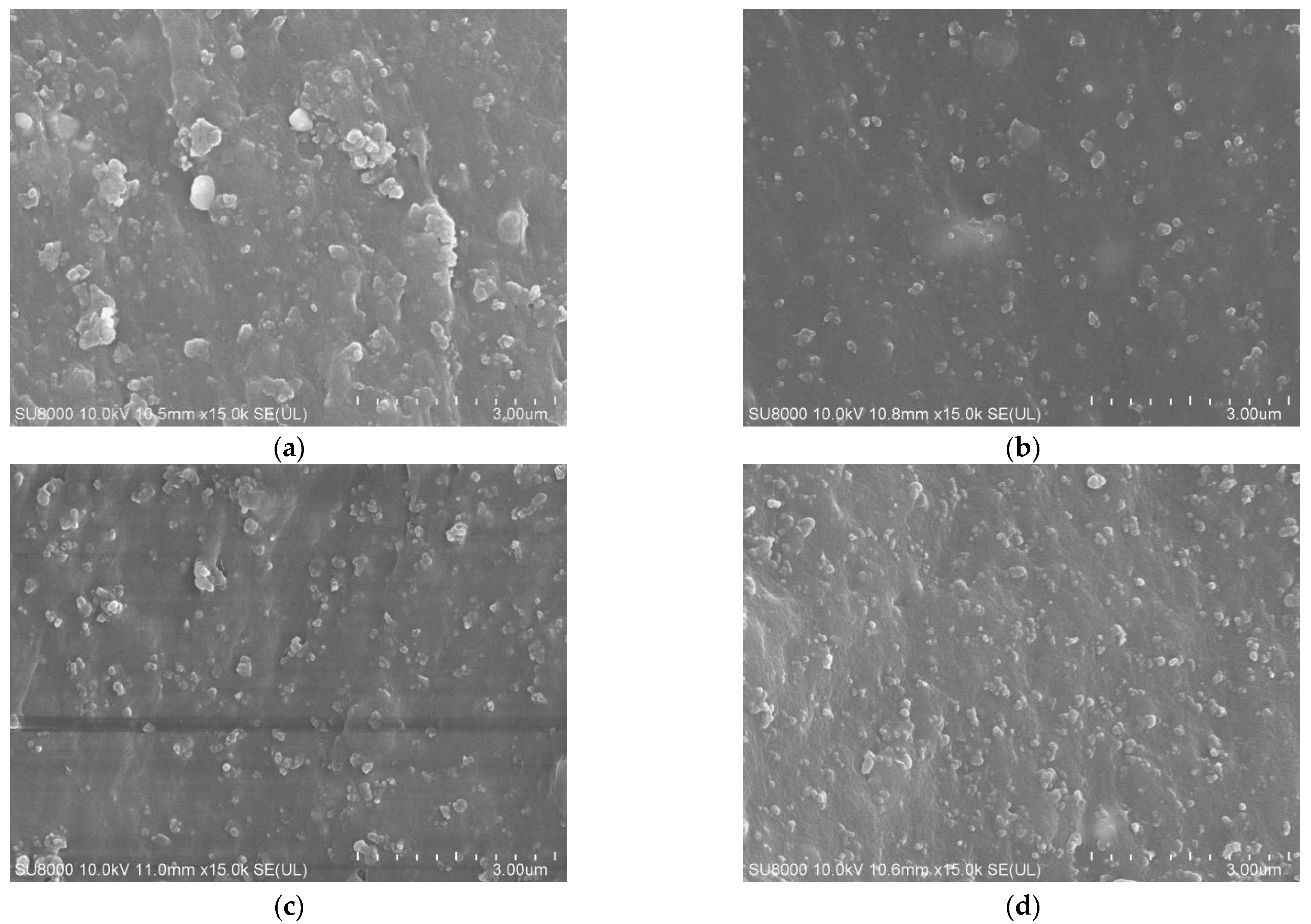
3.5. Microscopic Morphology
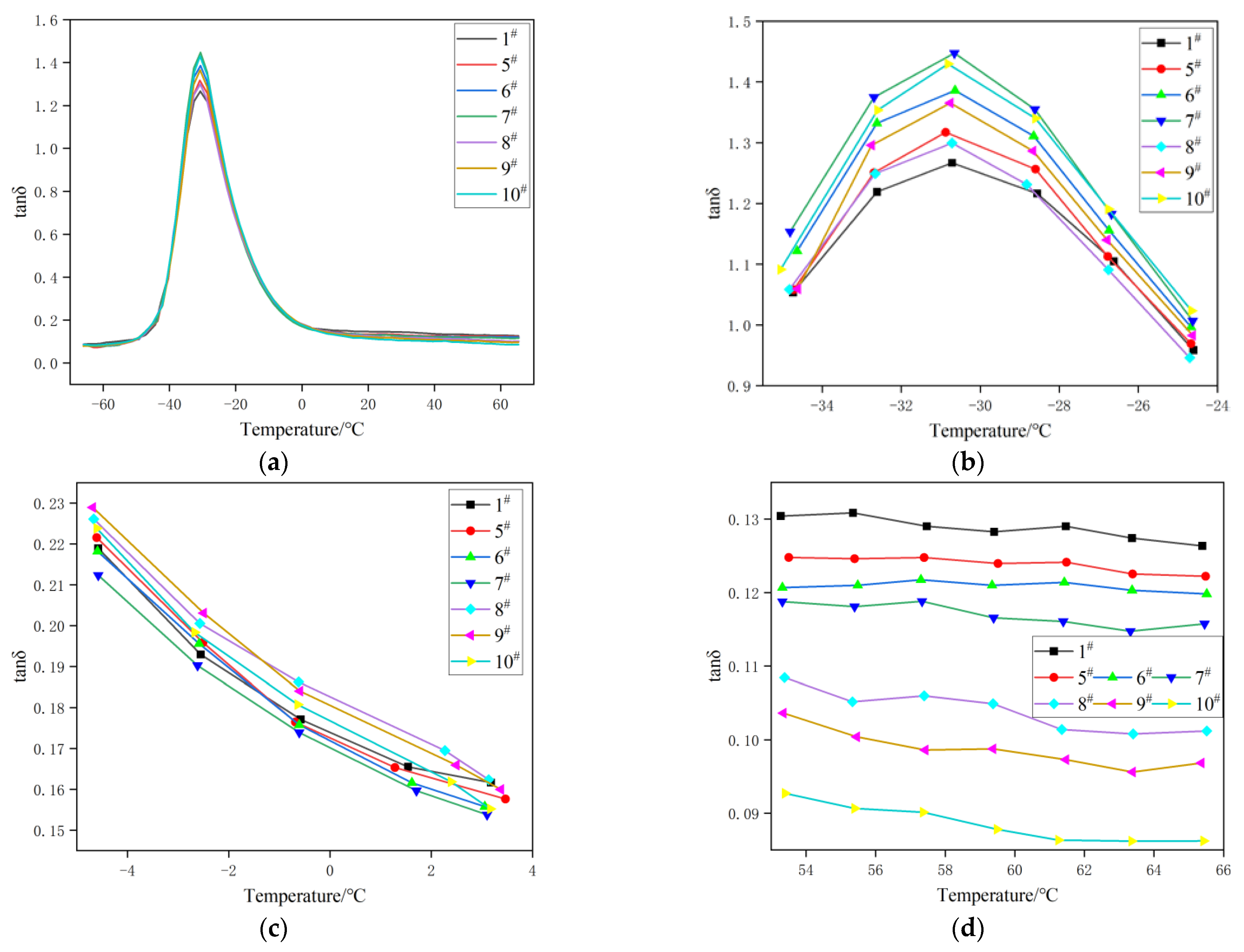
3.6. Dynamic Properties Analysis of Rubber Composites
3.7. Aging Properties’ Analysis
3.8. Synergistic Reinforcement Mechanism of Spent FCC Catalyst and Carbon Black for SBR
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Formela, K. Sustainable development of waste tires recycling technologies–recent advances, challenges and future trends. Adv. Ind. Eng. Polym. Res. 2021, 4, 209–222. [Google Scholar] [CrossRef]
- Bockstal, L.; Berchem, T.; Schmetz, Q.; Richel, A. Devulcanisation and reclaiming of tires and rubber by physical and chemical processes: A review. J. Clean. Prod. 2019, 236, 117574. [Google Scholar] [CrossRef]
- Kunanusont, N.; Samthong, C.; Bowen, F.; Yamaguchi, M.; Somwangthanaroj, A. Effect of mixing method on properties of ethylene vinyl acetate copolymer/natural rubber thermoplastic vulcanizates. Polymers 2020, 12, 1739. [Google Scholar] [CrossRef]
- Shoul, B.; Marfavi, Y.; Sadeghi, B.; Kowsari, E.; Sadeghi, P.; Ramakrishna, S. Investigating the potential of sustainable use of green silica in the green tire industry: A review. Environ. Sci. Pollut. R. 2022, 29, 51298–51317. [Google Scholar] [CrossRef]
- Sökmen, S.; Oßwald, K.; Reincke, K.; Ilisch, S. Influence of Treated Distillate Aromatic Extract (TDAE) Content and Addition Time on Rubber-Filler Interactions in Silica Filled SBR/BR Blends. Polymers 2021, 13, 698. [Google Scholar] [CrossRef]
- Jong, L. Improved mechanical properties of silica reinforced rubber with natural polymer. Polym. Test. 2019, 79, 106009. [Google Scholar] [CrossRef]
- Song, S.H. Study on silica-based rubber composites with epoxidized natural rubber and solution styrene butadiene rubber. Polym. Polym. Compos. 2021, 29, 1422–1429. [Google Scholar] [CrossRef]
- Zhang, X.; Cai, L.; He, A.; Ma, H.; Li, Y.; Hu, Y.; Zhang, X.; Liu, L. Technology. Facile strategies for green tire tread with enhanced filler-matrix interfacial interactions and dynamic mechanical properties. Compos. Sci. Technol. 2021, 203, 108601. [Google Scholar] [CrossRef]
- Zhang, C.; Tang, Y.; Tian, Q.; Xie, X.; Xu, L.; Li, X.; Ding, T. Preparation of dispersible nanosilica surface-capped by hexamethyl disilazane via an in situ surface-modification method and investigation of its effects on the mechanical properties of styrene–butadiene/butadiene rubber. J. Appl. Polym. Sci. 2019, 136, 47763. [Google Scholar] [CrossRef]
- Lee, C.K.; Seo, J.G.; Kim, H.J.; Song, S.H. Novel green composites from styrene butadiene rubber and palm oil derivatives for high performance tires. J. Appl. Polym. Sci. 2019, 136, 47672. [Google Scholar] [CrossRef]
- Seo, J.G.; Lee, C.K.; Lee, D.; Song, S.H. High-performance tires based on graphene coated with Zn-free coupling agents. J. Ind. Eng. Chem. 2018, 66, 78–85. [Google Scholar] [CrossRef]
- Yang, C.; Gao, D.; Zhang, R.; Deng, W.; Coltd, X.J. Attempt to New Processing Technology of Special Natural Rubber for Tire with High Performance. Trop. Agric. Sci. Technol. 2019, 42. [Google Scholar]
- Ni, Y.; Liu, Z.; Tian, P.; Chen, Z.; Fu, Y.; Zhu, W.; Liu, Z. A dual-bed catalyst for producing ethylene and propylene from syngas. J. Energy. Chem. 2022, 66, 190–194. [Google Scholar] [CrossRef]
- Suganuma, S.; Katada, N. Innovation of catalytic technology for upgrading of crude oil in petroleum refinery. Fuel Process. Technol. 2020, 208, 106518. [Google Scholar] [CrossRef]
- Zhao, R.; Heng, M.; Chen, C.; Li, T.; Shi, Y.; Wang, J. Catalytic effects of Al2O3 nano-particles on thermal cracking of heavy oil during in-situ combustion process. J. Petrol. Sci. Eng. 2021, 205, 108978. [Google Scholar] [CrossRef]
- Luan, H.; Lin, J.; Xiu, G.; Ju, F.; Ling, H. Study on compositions of FCC flue gas and pollutant precursors from FCC catalysts. Chemosphere 2020, 245, 125528. [Google Scholar] [CrossRef]
- Wang, C.; Tian, X.; Zhao, B.; Zhu, L.; Li, S. Experimental study on spent FCC catalysts for the catalytic cracking process of waste tires. Processes 2019, 7, 335. [Google Scholar] [CrossRef] [Green Version]
- Tian, X.; Wang, K.; Shan, T.; Li, Z.; Wang, C.; Zong, D.; Jiao, D. Study of waste rubber catalytic pyrolysis in a rotary kiln reactor with spent fluid-catalytic-cracking catalysts. J. Anal. Appl. Pyrolysis 2022, 167, 105686. [Google Scholar] [CrossRef]
- Tian, X.; Han, S.; Wang, K.; Shan, T.; Li, Z.; Li, S.; Wang, C. Waste resource utilization: Spent FCC catalyst-based composite catalyst for waste tire pyrolysis. Fuel 2022, 328, 125236. [Google Scholar] [CrossRef]
- Abd Rahman, N.A.; Fermoso, J.; Sanna, A. Stability of Li-LSX Zeolite in the Catalytic Pyrolysis of Non-Treated and Acid Pre-Treated Isochrysis sp. Microalgae. Energies 2020, 13, 959. [Google Scholar] [CrossRef] [Green Version]
- Trinh, H.B.; Lee, J.-C.; Suh, Y.-J.; Lee, J. A review on the recycling processes of spent auto-catalysts: Towards the development of sustainable metallurgy. Waste Manag. 2020, 114, 148–165. [Google Scholar] [CrossRef]
- Uzcátegui, G.; de Klerk, A. Causes of deactivation of an amorphous silica-alumina catalyst used for processing of thermally cracked naphtha in a bitumen partial upgrading process. Fuel 2021, 293, 120479. [Google Scholar] [CrossRef]
- Salam, M.A.; Cheah, Y.W.; Ho, P.H.; Olsson, L.; Creaser, D. Hydrotreatment of lignin dimers over NiMoS-USY: Effect of silica/alumina ratio. Sustain. Energ. Fuels 2021, 5, 3445–3457. [Google Scholar] [CrossRef]
- Agustini, S.; Sholeh, M. Utilization of Kaolin as a Filling Material for Rubber Solid Tire Compounds for Two-wheeled Electric Scooters. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2021; p. 012010. [Google Scholar]
- Tan, J.; Cheng, H.; Wei, L.; Gui, X. Thermal and mechanical enhancement of styrene–butadiene rubber by filling with modified anthracite coal. J. Appl. Polym. Sci. 2019, 136, 48203. [Google Scholar] [CrossRef]
- Wang, Z.; Wang, S.; Yu, X.; Zhang, H.; Yan, S. Study on the use of CTAB-treated illite as an alternative filler for natural rubber. Acs Omega 2021, 6, 19017–19025. [Google Scholar] [CrossRef]
- Phuhiangpa, N.; Ponloa, W.; Phongphanphanee, S.; Smitthipong, W. Performance of nano-and microcalcium carbonate in uncrosslinked natural rubber composites: New results of structure–properties relationship. Polymers 2020, 12, 2002. [Google Scholar] [CrossRef]
- Xue, B.; Wang, X.; Sui, J.; Xu, D.; Zhu, Y.; Liu, X. A facile ball milling method to produce sustainable pyrolytic rice husk bio-filler for reinforcement of rubber mechanical property. Ind. Crops Prod. 2019, 141, 111791. [Google Scholar] [CrossRef]
- Bu, X.; Chen, Y.; Ma, G.; Sun, Y.; Ni, C.; Xie, G. Wet and dry grinding of coal in a laboratory-scale ball mill: Particle-size distributions. Powder Technol. 2020, 359, 305–313. [Google Scholar] [CrossRef]
- Wang, T.; Li, G.; Yang, K.; Zhang, X.; Wang, K.; Cai, J.; Zheng, J. Enhanced ammonium removal on biochar from a new forestry waste by ultrasonic activation: Characteristics, mechanisms and evaluation. Sci. Total. Environ. 2021, 778, 146295. [Google Scholar] [CrossRef]
- Zong, X.; Wang, S.; Li, N.; Li, H.; Zhang, X.; He, A. Regulation effects of trans-1, 4-poly (isoprene-co-butadiene) copolymer on the processability, aggregation structure and properties of chloroprene rubber. Polymer 2021, 213, 123325. [Google Scholar] [CrossRef]
- Hassanabadi, M.; Najafi, M.; Motlagh, G.H.; Garakani, S. Synthesis and characterization of end-functionalized solution polymerized styrene-butadiene rubber and study the impact of silica dispersion improvement on the wear behavior of the composite. Polym. Test. 2020, 85, 106431. [Google Scholar] [CrossRef]
- Zachariah, A.K.; Chandra, A.K.; Mohammed, P.; Thomas, S. Vulcanization kinetics and mechanical properties of organically modified nanoclay incorporated natural and chlorobutyl rubber nanocomposites. Polym. Test. 2019, 76, 154–165. [Google Scholar] [CrossRef]
- Barghamadi, M.; Karrabi, M.; Ghoreishy, M.H.R.; Mohammadian-Gezaz, S. Effects of two types of nanoparticles on the cure, rheological, and mechanical properties of rubber nanocomposites based on the NBR/PVC blends. J. Appl. Polym. Sci. 2019, 136, 47550. [Google Scholar] [CrossRef]
- Wei, Y.-C.; Liu, G.-X.; Zhang, H.-F.; Zhao, F.; Luo, M.-C.; Liao, S. Non-rubber components tuning mechanical properties of natural rubber from vulcanization kinetics. Polymer 2019, 183, 121911. [Google Scholar] [CrossRef]
- Fan, Y.; Fowler, G.D.; Zhao, M. The past, present and future of carbon black as a rubber reinforcing filler—A review. J. Clean. Prod. 2020, 247, 119115. [Google Scholar] [CrossRef]
- Li, X.; Tian, C.; Li, H.; Liu, X.; Zhang, L.; Hong, S.; Ning, N.; Tian, M. Combined effect of volume fractions of nanofillers and filler-polymer interactions on 3D multiscale dispersion of nanofiller and Payne effect. Compos. Part A-Appl. Sci. Manuf. 2022, 152, 106722. [Google Scholar] [CrossRef]
- Sattayanurak, S.; Sahakaro, K.; Kaewsakul, W.; Dierkes, W.K.; Reuvekamp, L.A.; Blume, A.; Noordermeer, J.W. Synergistic effect by high specific surface area carbon black as secondary filler in silica reinforced natural rubber tire tread compounds. Polym. Test. 2020, 81, 106173. [Google Scholar] [CrossRef]
- Greiner, M.; Unrau, H.-J.; Gauterin, F. A model for prediction of the transient rolling resistance of tyres based on inner-liner temperatures. Vehicle Syst. Dyn. 2018, 56, 78–94. [Google Scholar] [CrossRef]
- Choi, S.S.; Kwon, H.M.; Kim, Y.; Ko, E.; Lee, K.S. Hybrid factors influencing wet grip and rolling resistance properties of solution styrene-butadiene rubber composites. Fortschr. Phys. 2018, 67, 340–346. [Google Scholar] [CrossRef]
- Mao, C.; Li, X.; Liu, S. The Effect of Roughness on the Wet Skid Resistance of Tire Tread Compounds. J. Phys. Conf. Ser. 2020, 1649, 012032. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | 1# | 2# | 3# | 4# | 5# | 6# | 7# | 8# | 9# | 10# | Manufacturer |
|---|---|---|---|---|---|---|---|---|---|---|---|
| SBR1500 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | PetroChina Dushanzi Petrochemical Company, Karamay, China |
| Zinc oxide | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | Shijiazhuang Yunpo Chemical Technology Co., Ltd., Shijiazhuang, China |
| Accelerator NS | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1.07 | 1.13 | 1.2 | Shandong Shangshun Chemical Co., Ltd., Weifang, China |
| Sulphur (S) | 1.75 | 1.75 | 1.75 | 1.75 | 1.75 | 1.75 | 1.75 | 1.87 | 1.98 | 2.1 | Chaoyang Tianming Industry & Trade Co., Ltd., Beijing, China |
| Silane coupling agent Si69 | \ | \ | \ | \ | \ | \ | \ | 0.25 | 0.5 | 0.75 | Shandong Xiya Chemical Co., Ltd., Linyi, China |
| Carbon black N660 | 50 | 45 | 40 | 35 | 45 | 40 | 35 | 45 | 40 | 35 | Shanghai Cabot Chemical Co., Ltd., Shanghai, China |
| Spent fcc catalyst | \ | 5 | 10 | 15 | \ | \ | \ | \ | \ | \ | Sinopec Jinan Oil Refinery, Jinan, China |
| Modified spent FCC catalyst | \ | \ | \ | \ | 5 | 10 | 15 | 5 | 10 | 15 | Sinopec Jinan Oil Refinery, Jinan, China |
| Before Modification | After Modification | Reduce Proportion (%) | |
|---|---|---|---|
| Dv (10)/μm | 0.0306 | 0.0259 | 15.36 |
| Dv (50)/μm | 12.8 | 0.163 | 98.73 |
| Dv (90)/μm | 55.0 | 18.7 | 66.0 |
| Specific Surface Area (m2/g) | Substrate Surface (m2/g) | Micropore Surface Area (m2/g) | Total Pore Volume (mL/g) | Micropore Volume (mL/g) | |
|---|---|---|---|---|---|
| Before modification | 75 | 17 | 58 | 0.1564 | 0.0104 |
| After modification | 89 | 29 | 60 | 0.1884 | 0.0152 |
| 1# | 2# | 3# | 4# | |
|---|---|---|---|---|
| Mooney viscosity/MU | 70.90 | 70.14 | 69.27 | 68.77 |
| ML/(N·m) | 2.13 | 2.06 | 1.87 | 2.19 |
| MH/(N·m) | 20.27 | 12.75 | 9.96 | 9.85 |
| MH-ML/(N·m) | 18.14 | 10.69 | 8.09 | 7.66 |
| T10/min | 11.92 | 10.07 | 10.2 | 8.87 |
| T90/min | 29.53 | 36.83 | 44.11 | 46.00 |
| T100/min | 56.33 | 59.59 | 59.72 | 59.93 |
| 5# | 6# | 7# | 8# | 9# | 10# | |
|---|---|---|---|---|---|---|
| Mooney viscosity/MU | 70.68 | 69.13 | 68.95 | 70.31 | 69.27 | 68.46 |
| ML/(N·m) | 1.94 | 1.92 | 1.84 | 2.15 | 2.08 | 1.99 |
| MH/(N·m) | 18.43 | 18.2 | 16.12 | 22.08 | 21.70 | 21.29 |
| MH-ML/(N·m) | 16.53 | 16.28 | 14.28 | 19.93 | 19.62 | 19.30 |
| T10/min | 10.8 | 12.05 | 12.22 | 10.22 | 11.06 | 11.27 |
| T90/min | 31.47 | 36.03 | 38.50 | 26.69 | 27.70 | 28.33 |
| T100/min | 59.18 | 59.87 | 59.95 | 48.75 | 52.91 | 53.00 |
| 1# | 2# | 3# | 4# | |
|---|---|---|---|---|
| Hardness/Shore A | 60.0 | 48.5 | 45.5 | 45.0 |
| 10% tensile stress/MPa | 0.54 | 0.56 | 0.55 | 0.54 |
| 100% tensile stress/MPa | 2.74 | 1.67 | 1.36 | 1.18 |
| 300% tensile stress/MPa | 12.82 | 6.57 | 4.25 | 2.55 |
| Tensile strength/MPa | 19.61 | 18.22 | 13.62 | 8.48 |
| Elongation at break/% | 454.85 | 657.80 | 693.20 | 752.91 |
| Tensile product | 8919.61 | 11,985.12 | 9441.38 | 6384.68 |
| Tearing strength/N | 77.78 | 54.39 | 50.41 | 39.54 |
| Specific gravity/g·cm−3 | 1.142 | 1.149 | 1.156 | 1.163 |
| DIN abrasion/cm3 | 0.108 | 0.137 | 0.149 | 0.166 |
| Rebound rate/% | 60.3 | 60.9 | 61.4 | 61.7 |
| 5# | 6# | 7# | 8# | 9# | 10# | |
|---|---|---|---|---|---|---|
| Hardness/Shore A | 58.0 | 57.5 | 55.0 | 62.0 | 61.5 | 61.0 |
| 10% tensile stress/MPa | 0.60 | 0.56 | 0.53 | 0.62 | 0.57 | 0.56 |
| 100% tensile stress/MPa | 2.54 | 2.37 | 2.04 | 3.16 | 3.01 | 3.00 |
| 300% tensile stress/MPa | 11.03 | 9.67 | 7.50 | 13.12 | 13.10 | 12.88 |
| Tensile strength/MPa | 19.46 | 19.35 | 19.01 | 20.04 | 19.95 | 19.79 |
| Elongation at break/% | 478.22 | 505.41 | 580.31 | 441.34 | 443.60 | 443.87 |
| Tensile product | 9306.16 | 9830.22 | 11,031.69 | 8846.31 | 8848.27 | 8784.10 |
| Tearing strength/N | 73.68 | 71.44 | 68.37 | 87.13 | 83.25 | 81.46 |
| Specific gravity/g·cm−3 | 1.146 | 1.152 | 1.162 | 1.147 | 1.153 | 1.161 |
| DIN abrasion/cm3 | 0.128 | 0.129 | 0.131 | 0.109 | 0.119 | 0.124 |
| Rebound rate/% | 62.0 | 62.5 | 63.1 | 64.00 | 65.50 | 66.70 |
| Test Items | 1# | 5# | 6# | 7# | 8# | 9# | 10# | |
|---|---|---|---|---|---|---|---|---|
| Elongation at break/% | Before aging | 454.85 | 478.22 | 505.41 | 580.31 | 441.34 | 443.60 | 443.87 |
| After aging | 270.49 | 311.26 | 331.82 | 385.11 | 295.08 | 297.68 | 298.86 | |
| Aging property change rate/% | 40.53 | 34.91 | 34.35 | 33.64 | 33.14 | 32.89 | 32.67 | |
| Tensile strength/ MPa | Before aging | 19.61 | 19.46 | 19.35 | 19.01 | 20.04 | 19.85 | 19.79 |
| After aging | 16.82 | 18.24 | 17.43 | 16.82 | 19.06 | 18.49 | 18.28 | |
| Aging property change rate/% | 14.23 | 6.27 | 9.92 | 11.52 | 4.89 | 6.85 | 8.59 | |
| Tensile product | Before aging | 8919.61 | 9306.16 | 9779.68 | 11,031.69 | 8844.45 | 8805.46 | 8784.19 |
| After aging | 4550.26 | 5677.38 | 5783.62 | 6477.55 | 5624.22 | 5504.10 | 5463.16 | |
| Aging property change rate/% | 48.99 | 38.99 | 40.86 | 41.28 | 36.41 | 37.49 | 37.81 | |
| Aging coefficient | 0.51 | 0.61 | 0.59 | 0.59 | 0.64 | 0.63 | 0.62 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shan, T.; Bian, H.; Zhu, D.; Wang, K.; Wang, C.; Tian, X. Study on the Mechanism and Experiment of Styrene Butadiene Rubber Reinforcement by Spent Fluid Catalytic Cracking Catalyst. Polymers 2023, 15, 1000. https://doi.org/10.3390/polym15041000
Shan T, Bian H, Zhu D, Wang K, Wang C, Tian X. Study on the Mechanism and Experiment of Styrene Butadiene Rubber Reinforcement by Spent Fluid Catalytic Cracking Catalyst. Polymers. 2023; 15(4):1000. https://doi.org/10.3390/polym15041000
Chicago/Turabian StyleShan, Tilun, Huiguang Bian, Donglin Zhu, Kongshuo Wang, Chuansheng Wang, and Xiaolong Tian. 2023. "Study on the Mechanism and Experiment of Styrene Butadiene Rubber Reinforcement by Spent Fluid Catalytic Cracking Catalyst" Polymers 15, no. 4: 1000. https://doi.org/10.3390/polym15041000