
Additively-Manufactured High-Concentration Nanocellulose Composites: Structure and Mechanical Properties

Abstract
:1. Introduction
2. Experimental Section
2.1. Materials
2.2. Preparation of High NC Concentration Paste
2.3. Research Method
2.4. Mechanical Properties
2.5. Structural Characterization
3. Results and Discussion
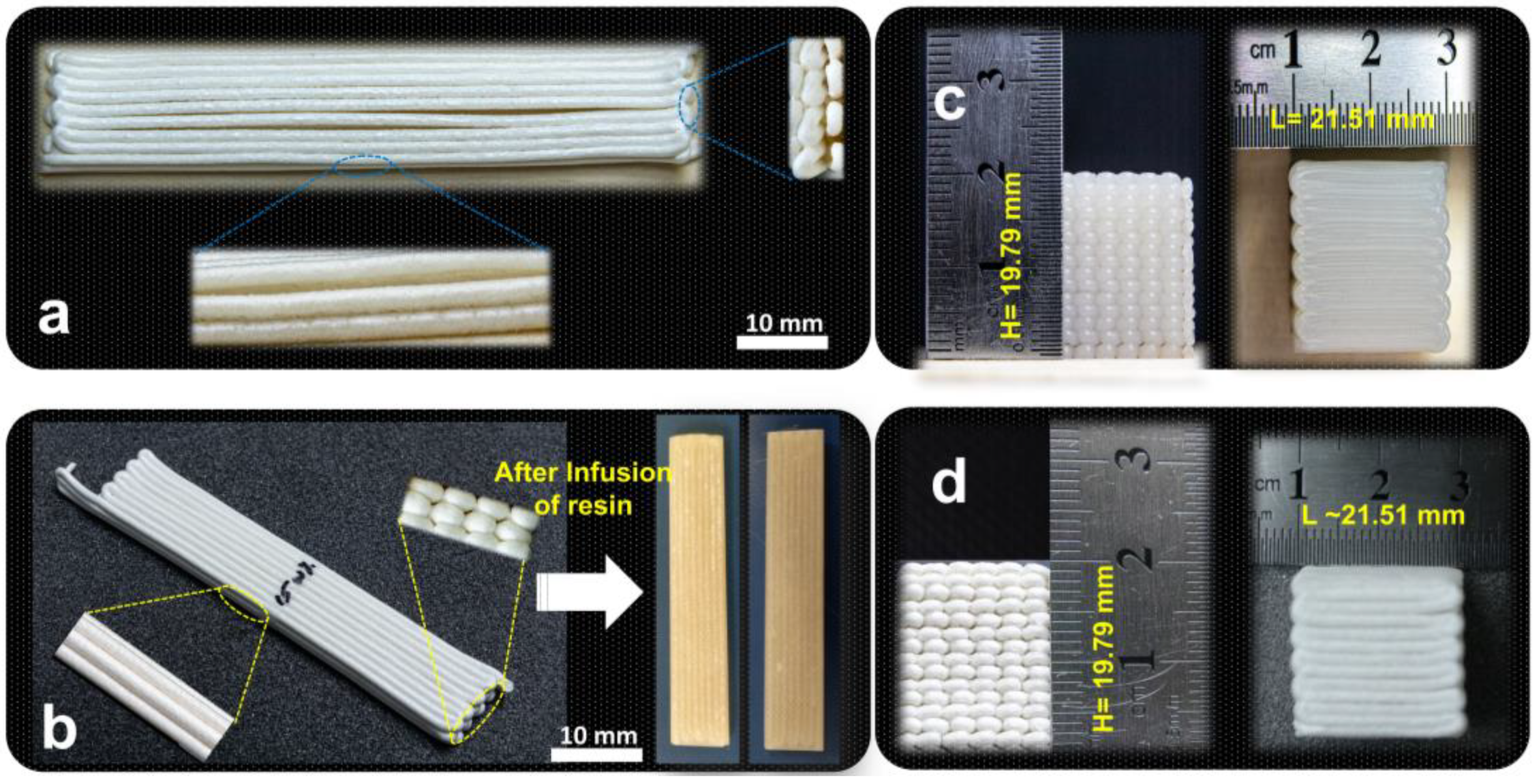
3.1. 3D Printing of Pristine, PVA-Blended NC, and PVA-NC Resin-Infused Composites
3.2. Mechanical Properties
3.2.1. PVA-Blended NC-Resin-Infused Composites
3.2.2. PVA-Blended NC Green Composites
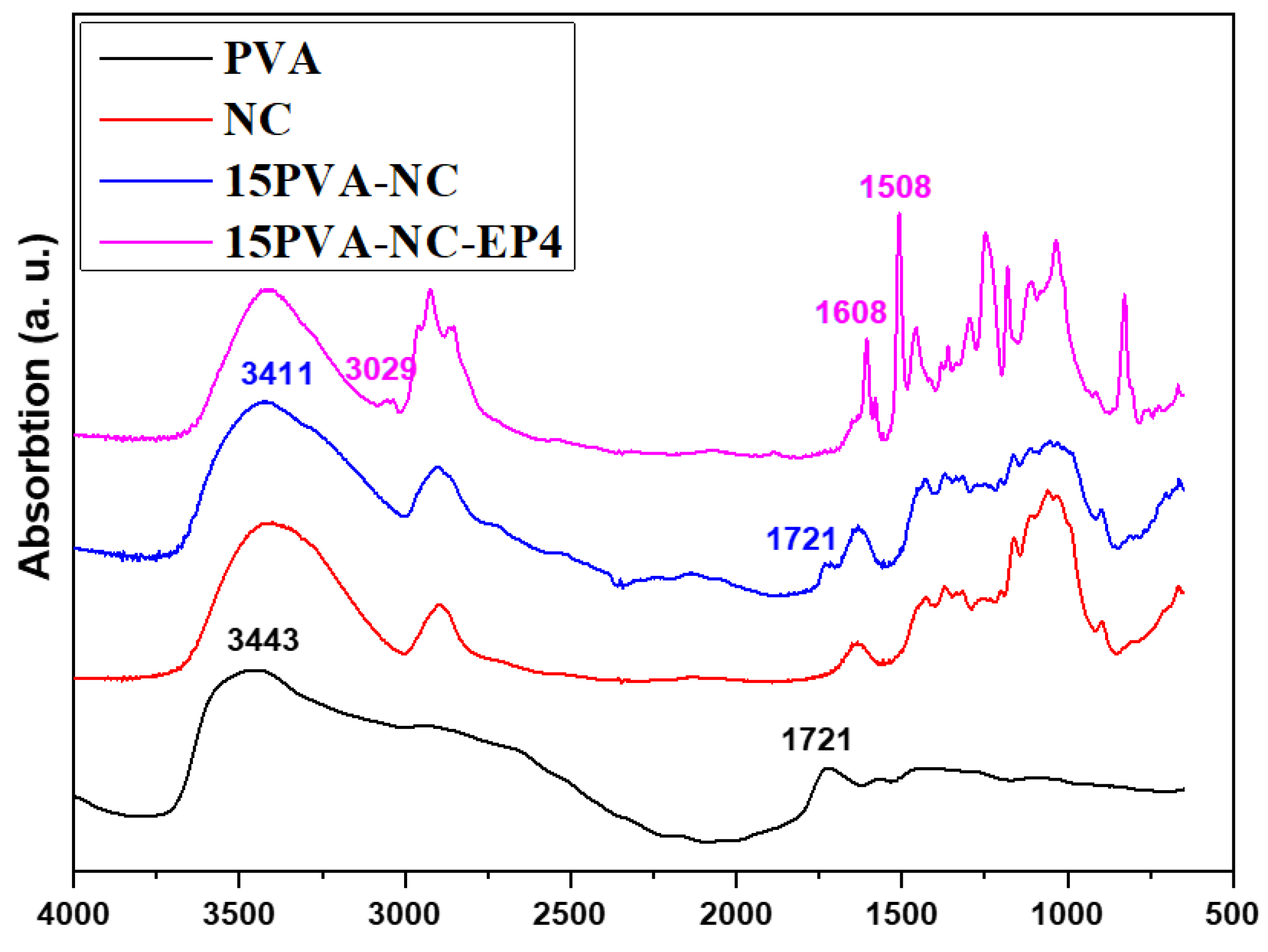
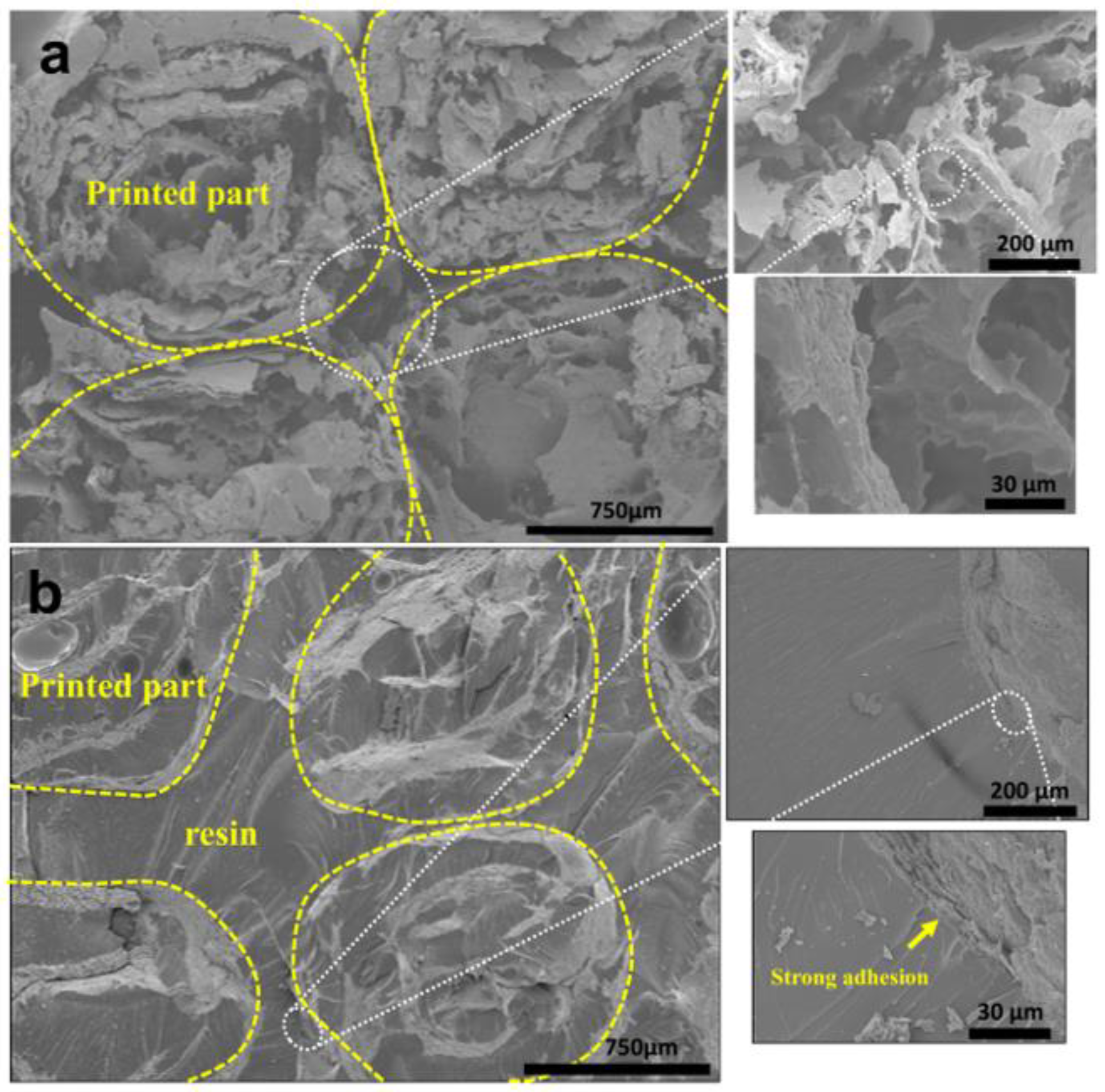
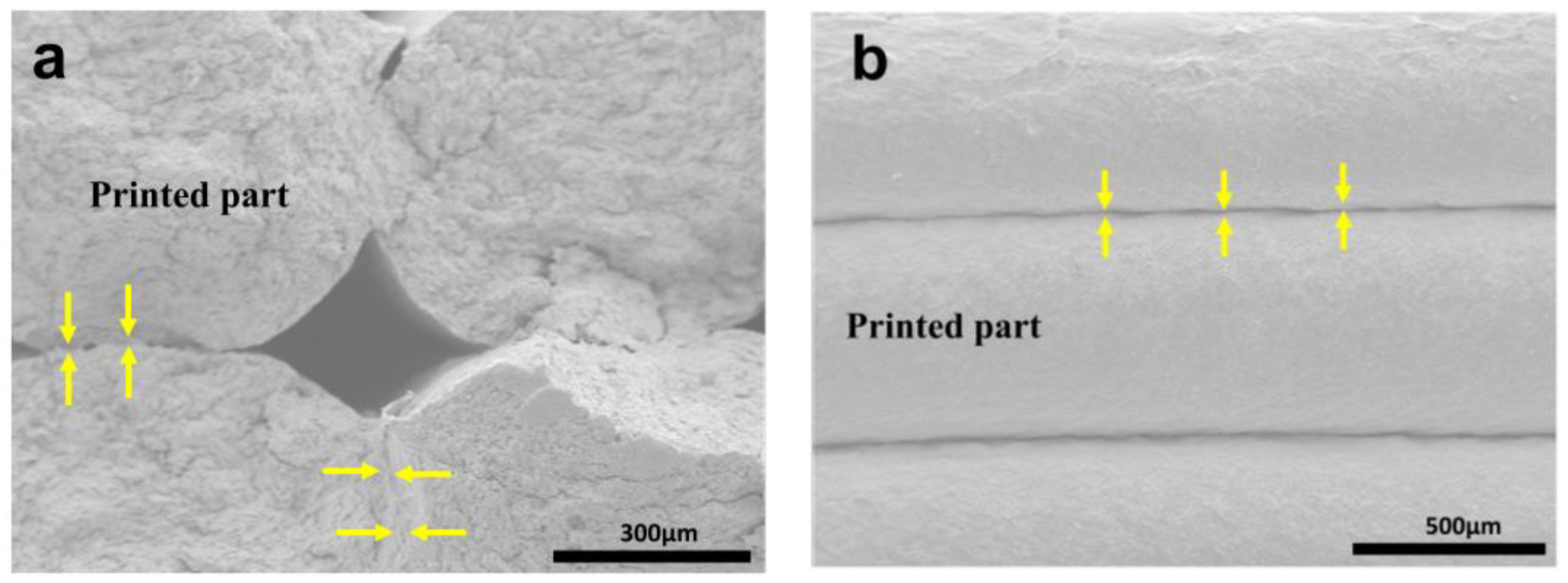
3.3. Structural Characterizations
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Li, M.; Pu, Y.; Thomas, V.M.; Yoo, C.G.; Ozcan, S.; Deng, Y.; Nelson, K.; Ragauskas, A.J. Recent Advancements of Plant-Based Natural Fiber–Reinforced Composites and Their Applications. Compos. Part B Eng. 2020, 200, 108254. [Google Scholar] [CrossRef]
- Zhao, X.; Copenhaver, K.; Wang, L.; Korey, M.; Gardner, D.J.; Li, K.; Lamm, M.E.; Kishore, V.; Bhagia, S.; Tajvidi, M.; et al. Recycling of Natural Fiber Composites: Challenges and Opportunities. Resour. Conserv. Recycl. 2022, 177, 105962. [Google Scholar] [CrossRef]
- Latif, M.; Prabhakar, M.N.; Nam, G.-B.; Lee, D.-W.; Song, J.-I. Influence of Organomodified Nanoclay on the Mechanical and Flammability Behavior of Jute Fabric/Vinyl Ester Nanocomposites. Compos. Res. 2017, 30, 303–309. [Google Scholar] [CrossRef]
- Kumar, S.; Manna, A.; Dang, R. A Review on Applications of Natural Fiber-Reinforced Composites (NFRCs). Mater. Today Proc. 2022, 50, 1632–1636. [Google Scholar] [CrossRef]
- Todkar, S.S.; Patil, S.A. Review on Mechanical Properties Evaluation of Pineapple Leaf Fibre (PALF) Reinforced Polymer Composites. Compos. Part B Eng. 2019, 174, 106927. [Google Scholar] [CrossRef]
- Kim, J.H.; Shim, B.S.; Kim, H.S.; Lee, Y.J.; Min, S.K.; Jang, D.; Abas, Z.; Kim, J. Review of Nanocellulose for Sustainable Future Materials. Int. J. Precis. Eng. Manuf.-Green Technol. 2015, 2, 197–213. [Google Scholar] [CrossRef] [Green Version]
- Kim, J.; Yun, S.; Ounaies, Z. Discovery of Cellulose as a Smart Material. Macromolecules 2006, 39, 4202–4206. [Google Scholar] [CrossRef]
- Noremylia, M.B.; Hassan, M.Z.; Ismail, Z. Recent Advancement in Isolation, Processing, Characterization and Applications of Emerging Nanocellulose: A Review. Int. J. Biol. Macromol. 2022, 206, 954–976. [Google Scholar] [CrossRef]
- Ng, H.M.; Sin, L.T.; Tee, T.T.; Bee, S.T.; Hui, D.; Low, C.Y.; Rahmat, A.R. Extraction of Cellulose Nanocrystals from Plant Sources for Application as Reinforcing Agent in Polymers. Compos. Part B Eng. 2015, 75, 176–200. [Google Scholar] [CrossRef]
- Hua, Y.; Chen, T.; Tang, Y. Preparation and Characterization of Nanocomposite Films Based on Different Ratios of Cellulose Nanocrystal and Cellulose Nanofiber. Ind. Crops Prod. 2022, 179, 114686. [Google Scholar] [CrossRef]
- Choi, H.Y.; Jeong, Y.G. Microstructures and Piezoelectric Performance of Eco-Friendly Composite Films Based on Nanocellulose and Barium Titanate Nanoparticle. Compos. Part B Eng. 2019, 168, 58–65. [Google Scholar] [CrossRef]
- Tarabanko, N.; Baryshnikov, S.V.; Kazachenko, A.S.; Miroshnikova, A.V.; Skripnikov, A.M.; Lavrenov, A.V.; Taran, O.P.; Kuznetsov, B.N. Hydrothermal Hydrolysis of Microcrystalline Cellulose from Birch Wood Catalyzed by Al2O3-B2O3 Mixed Oxides. Wood Sci. Technol. 2022, 56, 437–457. [Google Scholar] [CrossRef]
- Kim, H.C.; Kim, D.; Lee, J.Y.; Zhai, L.; Kim, J. Effect of Wet Spinning and Stretching to Enhance Mechanical Properties of Cellulose Nanofiber Filament. Int. J. Precis. Eng. Manuf.-Green Technol. 2019, 6, 567–575. [Google Scholar] [CrossRef] [Green Version]
- Senthil Muthu Kumar, T.; Senthil Kumar, K.; Rajini, N.; Siengchin, S.; Ayrilmis, N.; Varada Rajulu, A. A Comprehensive Review of Electrospun Nanofibers: Food and Packaging Perspective. Compos. Part B Eng. 2019, 175, 107074. [Google Scholar] [CrossRef]
- Rao, S.S.; Jeyapal, S.G.; Rajiv, S. Biodegradable Electrospun Nanocomposite Fibers Based on Poly(2-Hydroxy Ethyl Methacrylate) and Bamboo Cellulose. Compos. Part B Eng. 2014, 60, 43–48. [Google Scholar] [CrossRef]
- Lundahl, M.J.; Klar, V.; Wang, L.; Ago, M.; Rojas, O.J. Spinning of Cellulose Nanofibrils into Filaments: A Review. Ind. Eng. Chem. Res. 2017, 56, 8–19. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, C.; Wang, Y. Recent Progress in Cellulose-Based Electrospun Nanofibers as Multifunctional Materials. Nanoscale Adv. 2021, 3, 6040–6047. [Google Scholar] [CrossRef]
- Nazemi, M.M.; Khodabandeh, A.; Hadjizadeh, A. Near-Field Electrospinning: Crucial Parameters, Challenges and Applications. ACS Appl. Bio Mater. 2021, 5, 394–412. [Google Scholar] [CrossRef]
- Egeli, D.; Seckin, M.; Seckin, A.C.; Oner, E. Woven Fabric Produced from Coaxial Yarn for Touch Sensing and Optimization. IEEE Sens. J. 2022, 22, 5969–5977. [Google Scholar] [CrossRef]
- Haney, R.; Kollarigowda, R.H.; Wiegart, L.; Ramakrishnan, S. Surface-Functionalized Cellulose Nanocrystals as Nanofillers for Crosslinking Processes: Implications for Thermosetting Resins. ACS Appl. Nano Mater. 2022, 5, 1891–1901. [Google Scholar] [CrossRef]
- Nissilä, T.; Karhula, S.S.; Saarakkala, S.; Oksman, K. Cellulose Nanofiber Aerogels Impregnated with Bio-Based Epoxy Using Vacuum Infusion: Structure, Orientation and Mechanical Properties. Compos. Sci. Technol. 2018, 155, 64–71. [Google Scholar] [CrossRef] [Green Version]
- Jonoobi, M.; Aitomäki, Y.; Mathew, A.P.; Oksman, K. Thermoplastic Polymer Impregnation of Cellulose Nanofibre Networks: Morphology, Mechanical and Optical Properties. Compos. Part A Appl. Sci. Manuf. 2014, 58, 30–35. [Google Scholar] [CrossRef]
- Nair, S.S.; Dartiailh, C.; Levin, D.B.; Yan, N. Highly Toughened and Transparent Biobased Epoxy Composites Reinforced with Cellulose Nanofibrils. Polymers 2019, 11, 612. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bekas, D.G.; Hou, Y.; Liu, Y.; Panesar, A. 3D Printing to Enable Multifunctionality in Polymer-Based Composites: A Review. Compos. Part B Eng. 2019, 179, 107540. [Google Scholar] [CrossRef]
- Xu, W.; Jambhulkar, S.; Zhu, Y.; Ravichandran, D.; Kakarla, M.; Vernon, B.; Lott, D.G.; Cornella, J.L.; Shefi, O.; Miquelard-Garnier, G.; et al. 3D Printing for Polymer/Particle-Based Processing: A Review. Compos. Part B Eng. 2021, 223, 109102. [Google Scholar] [CrossRef]
- Balla, V.K.; Kate, K.H.; Satyavolu, J.; Singh, P.; Tadimeti, J.G.D. Additive Manufacturing of Natural Fiber Reinforced Polymer Composites: Processing and Prospects. Compos. Part B Eng. 2019, 174, 106956. [Google Scholar] [CrossRef]
- Rahmatabadi, D.; Aberoumand, M.; Soltanmohammadi, K.; Soleyman, E.; Ghasemi, I.; Baniassadi, M.; Abrinia, K.; Zolfagharian, A.; Bodaghi, M.; Baghani, M. A New Strategy for Achieving Shape Memory Effects in 4D Printed Two-Layer Composite Structures. Polymers 2022, 14, 5446. [Google Scholar] [CrossRef]
- Rahmatabadi, D.; Soltanmohammadi, K.; Aberoumand, M.; Soleyman, E.; Ghasemi, I.; Baniassadi, M.; Abrinia, K.; Bodaghi, M.; Baghani, M. Development of Pure Poly Vinyl Chloride (PVC) with Excellent 3D Printability and Macro- and Micro-Structural Properties. Macromol. Mater. Eng. 2022. [Google Scholar] [CrossRef]
- Rahmatabadi, D.; Ghasemi, I.; Baniassadi, M.; Abrinia, K.; Baghani, M. 3D Printing of PLA-TPU with Different Component Ratios: Fracture Toughness, Mechanical Properties, and Morphology. J. Mater. Res. Technol. 2022, 21, 3970–3981. [Google Scholar] [CrossRef]
- Latif, M.; Jiang, Y.; Kumar, B.; Cho, H.C.; Song, J.M.; Kim, J. High Content Nanocellulose 3D-Printed and Esterified Structures with Strong Interfacial Adhesion, High Mechanical Properties, and Shape fidelity. Adv. Mater. Interfaces. 2022, 9, 2200280. [Google Scholar] [CrossRef]
- Latif, M.; Jiang, Y.; Kumar, B.; Cho, H.C.; Song, J.M.; Kim, J. Three-Dimensional Printing of Highly Crosslinked and Concentrated Nanocellulose for Environmentally Friendly Structural Applications. ACS Appl. Nano Mater. 2022, 5, 5680–5687. [Google Scholar] [CrossRef]
- Liu, G.; Xiong, Y.; Zhou, L. Additive Manufacturing of Continuous Fiber Reinforced Polymer Composites: Design Opportunities and Novel Applications. Compos. Commun. 2021, 27, 100907. [Google Scholar] [CrossRef]
- Van Hai, L.; Zhai, L.; Kim, H.C.; Kim, J.W.; Choi, E.S.; Kim, J. Cellulose Nanofibers Isolated by TEMPO-Oxidation and Aqueous Counter Collision Methods. Carbohydr. Polym. 2018, 191, 65–70. [Google Scholar] [CrossRef] [PubMed]
- ASTM D790-03; Standard Test Method for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulation Materials. ASTM International: West Conshohocken, PA, USA, 2015.
- Klar, V.; Pere, J.; Turpeinen, T.; Kärki, P.; Orelma, H.; Kuosmanen, P. Shape Fidelity and Structure of 3D Printed High Consistency Nanocellulose. Sci. Rep. 2019, 9, 3822. [Google Scholar] [CrossRef] [Green Version]
- Hausmann, M.K.; Siqueira, G.; Libanori, R.; Kokkinis, D.; Neels, A.; Zimmermann, T.; Studart, A.R. Complex-Shaped Cellulose Composites Made by Wet Densification of 3D Printed Scaffolds. Adv. Funct. Mater. 2020, 30, 1904127. [Google Scholar] [CrossRef]
- Vanlandingham, M.R.; Eduljee, R.F.; Gillespie, J.W. And Properties for Amine-Cured Epoxies. J. Appl. Polym. Sci. 1999, 71, 699–712. [Google Scholar] [CrossRef]
- Sulaiman, S.; Yunus, R.; Ibrahim, N.A.; Rezaei, F. Effect of Hardener on Mechanical Properties of Carbon Fibre Reinforced Phenolic Resin. Compos. Sci. Technol. 2008, 3, 79–86. [Google Scholar]
- D’Almeida, J.R.M.; Monteiro, S.N. Role of the Resin Matrix/Hardener Ratio on the Mechanical Properties of Low Volume Fraction Epoxy Composites. Adv. Perform. Mater. 1997, 4, 285–295. [Google Scholar] [CrossRef]
- Elias, H.-G. Chemical Structure. In Macromolecules; Springer: Berlin/Heidelberg, Germany, 2014; pp. 7–40. [Google Scholar]
- Yu, S.; Li, X.; Zou, M.; Guo, X.; Ma, H.; Wang, S. Effect of the Aromatic Amine Curing Agent Structure on Properties of Epoxy Resin-Based Syntactic Foams. ACS Omega 2020, 5, 23268–23275. [Google Scholar] [CrossRef]
- Khan, M.Z.R.; Srivastava, S.K.; Gupta, M.K. Tensile and Flexural Properties of Natural Fiber Reinforced Polymer Composites: A Review. J. Reinf. Plast. Compos. 2018, 37, 1435–1455. [Google Scholar] [CrossRef]
- Fiore, V.; Di Bella, G.; Valenza, A. The Effect of Alkaline Treatment on Mechanical Properties of Kenaf Fibers and Their Epoxy Composites. Compos. Part B Eng. 2015, 68, 14–21. [Google Scholar] [CrossRef]
- Zuhri, M.; Yusoff, M.; Mohd Sapuan, S.; Ismail, N.; Wirawan, R. Mechanical Properties of Short Random Oil Palm Fibre Reinforced Epoxy Composites. Sains Malays. 2010, 39, 87–92. [Google Scholar]
- Venkateshwaran, N.; Elayaperumal, A.; Jagatheeshwaran, M.S. Effect of Fiber Length and Fiber Content on Mechanical Properties of Banana Fiber/Epoxy Composite. J. Reinf. Plast. Compos. 2011, 30, 1621–1627. [Google Scholar] [CrossRef]
- Zhang, J.; Xu, W.R.; Zhang, Y.C.; Han, X.D.; Chen, C.; Chen, A. In Situ Generated Silica Reinforced Polyvinyl Alcohol/Liquefied Chitin Biodegradable Films for Food Packaging. Carbohydr. Polym. 2020, 238, 116182. [Google Scholar] [CrossRef] [PubMed]
- Soni, B.; Hassan, E.B.; Mahmoud, B. Chemical Isolation and Characterization of Different Cellulose Nanofibers from Cotton Stalks. Carbohydr. Polym. 2015, 134, 581–589. [Google Scholar] [CrossRef]
- Zhao, G.; Du, J.; Chen, W.; Pan, M.; Chen, D. Preparation and Thermostability of Cellulose Nanocrystals and Nanofibrils from Two Sources of Biomass: Rice Straw and Poplar Wood. Cellulose 2019, 26, 8625–8643. [Google Scholar] [CrossRef]
- Ko, H.U.; Zhai, L.; Park, J.H.; Lee, J.Y.; Kim, D.; Kim, J. Poly(Vinyl Alcohol)-Lignin Blended Resin for Cellulose-Based Composites. J. Appl. Polym. Sci. 2018, 135, 46655. [Google Scholar] [CrossRef]
- Kumar, B.; Sauraj; Negi, Y.S. To Investigate the Effect of Ester-Linkage on the Properties of Polyvinyl Alcohol/Carboxymethyl Cellulose Based Hydrogel. Mater. Lett. 2019, 252, 308–312. [Google Scholar] [CrossRef]
- Song, K.; Zhu, W.; Li, X.; Yu, Z. A novel mechanical robust, self-healing and shape memory hydrogel based on PVA reinforced by cellulose nanocrystals. Mater. Lett. 2020, 260, 126884. [Google Scholar] [CrossRef]
- Yan, Y.; Cui, J.; Zhao, S.; Zhang, J.; Liu, J.; Cheng, J. Interface Molecular Engineering of Single-Walled Carbon Nanotube/Epoxy Composites. J. Mater. Chem. 2012, 22, 1928–1936. [Google Scholar] [CrossRef]
- Cao, Z.; Wen, J.; Yao, J.; Chen, X.; Ni, Y.; Shao, Z. Facile Fabrication of the Porous Three-Dimensional Regenerated Silk Fibroin Scaffolds. Mater. Sci. Eng. C 2013, 33, 3522–3529. [Google Scholar] [CrossRef] [PubMed]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mechanical Properties | Resin | PVA Content (wt%) | |||
|---|---|---|---|---|---|
| 0 | 10 | 15 | 20 | ||
| Flexural strength (MPa) | EP3 | 30.82 ± 1.98 | 34.49 ± 1.32 | 45.82 ± 3.21 | 41.34 ± 3.09 |
| EP4 | 36.25 ± 0.49 | 49.18 ± 0.64 | 55.41 ± 3.01 | 42.93 ± 2.63 | |
| Flexural modulus (GPa) | EP3 | 2.67 ± 0.21 | 3.36 ± 0.12 | 3.46 ± 0.08 | 4.33 ± 0.10 |
| EP4 | 3.19 ± 0.22 | 3.99 ± 0.11 | 4.25 ± 0.25 | 3.95 ± 0.15 | |
| Strain-at-break (%) | EP3 | 1.23 ± 0.16 | 1.05 ± 0.07 | 1.48 ± 0.01 | 0.98 ± 0.04 |
| EP4 | 1.19 ± 0.10 | 1.31 ± 0.03 | 1.33 ± 0.06 | 1.14 ± 0.03 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Latif, M.; Jiang, Y.; Song, J.; Kim, J. Additively-Manufactured High-Concentration Nanocellulose Composites: Structure and Mechanical Properties. Polymers 2023, 15, 669. https://doi.org/10.3390/polym15030669
Latif M, Jiang Y, Song J, Kim J. Additively-Manufactured High-Concentration Nanocellulose Composites: Structure and Mechanical Properties. Polymers. 2023; 15(3):669. https://doi.org/10.3390/polym15030669
Chicago/Turabian StyleLatif, Muhammad, Yangxiaozhe Jiang, Jongmin Song, and Jaehwan Kim. 2023. "Additively-Manufactured High-Concentration Nanocellulose Composites: Structure and Mechanical Properties" Polymers 15, no. 3: 669. https://doi.org/10.3390/polym15030669