


Analysis of Thermomechanical Behavior of the Tubular Braided Fabrics with Flax/Polyamide Commingled Yarns


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
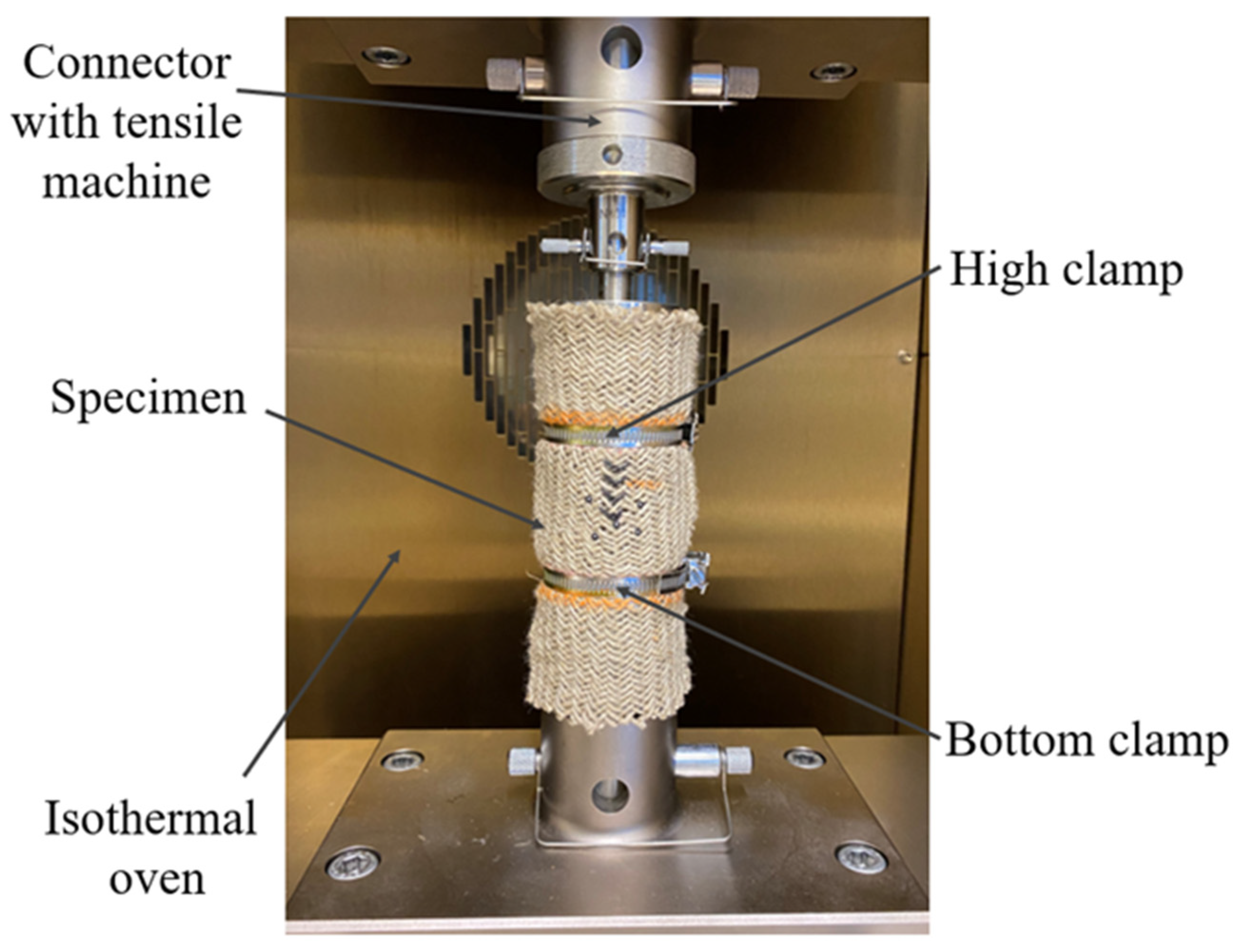
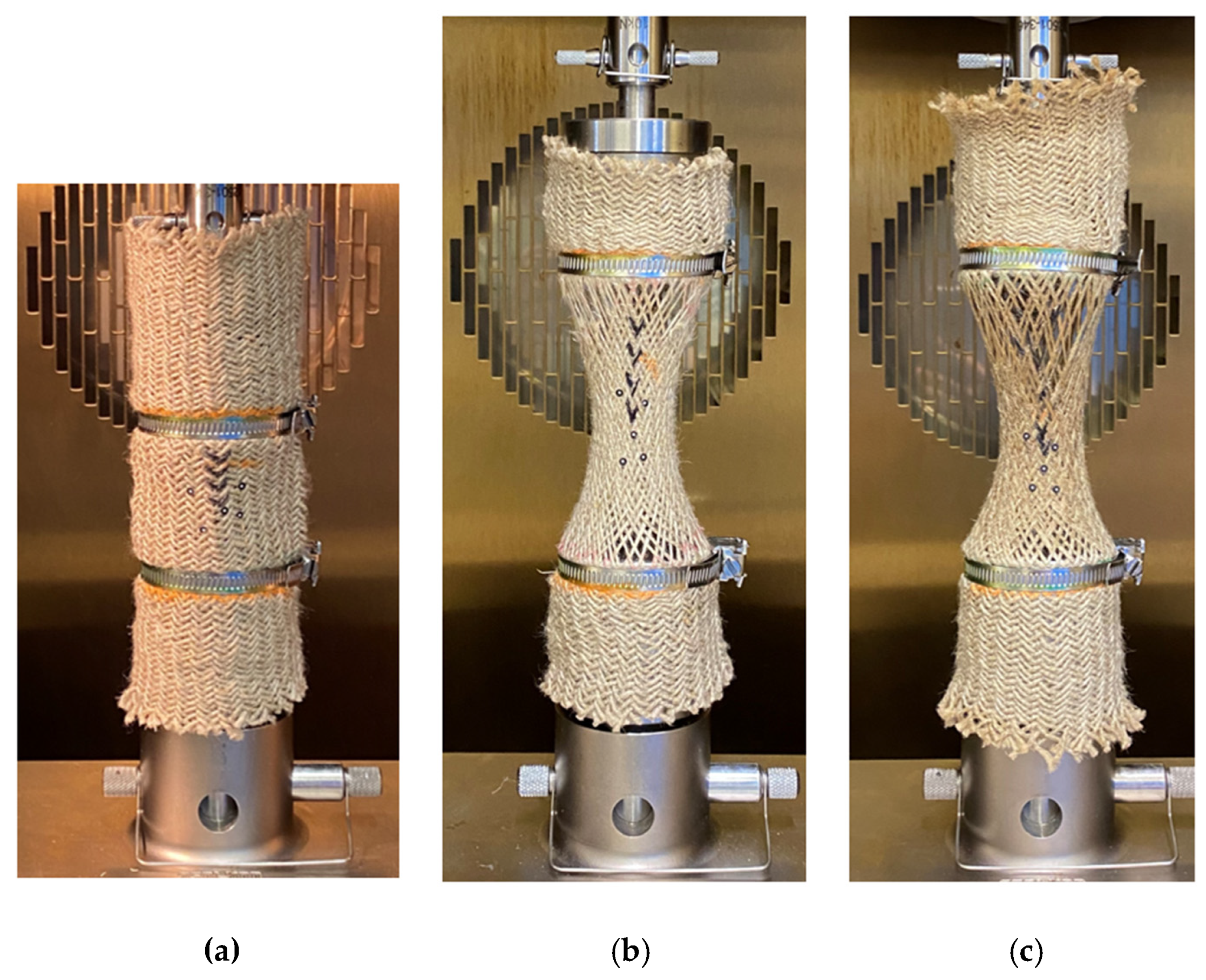
2.2. Tensile Tests under Hot Temperatures
3. Results and Discussion
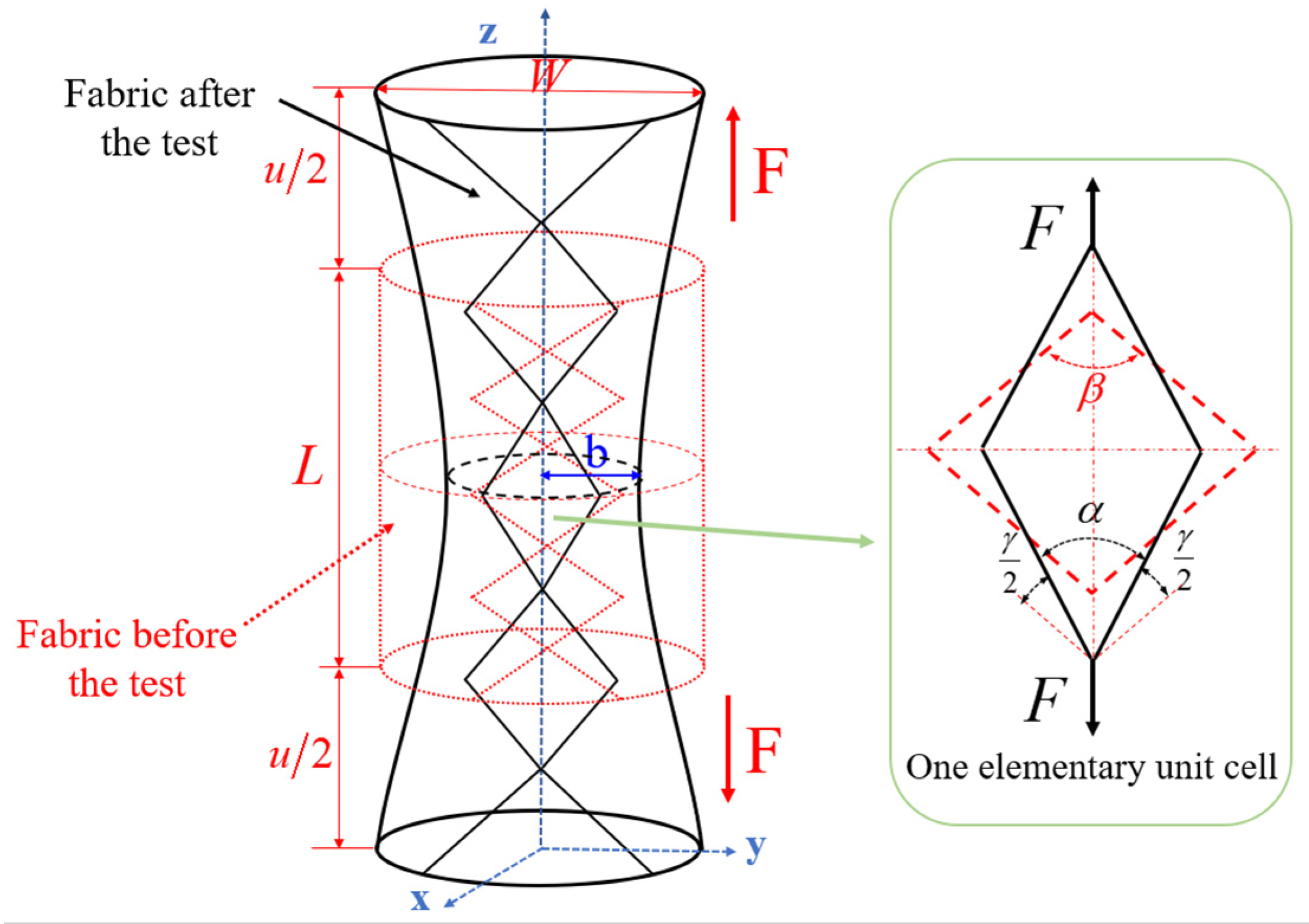
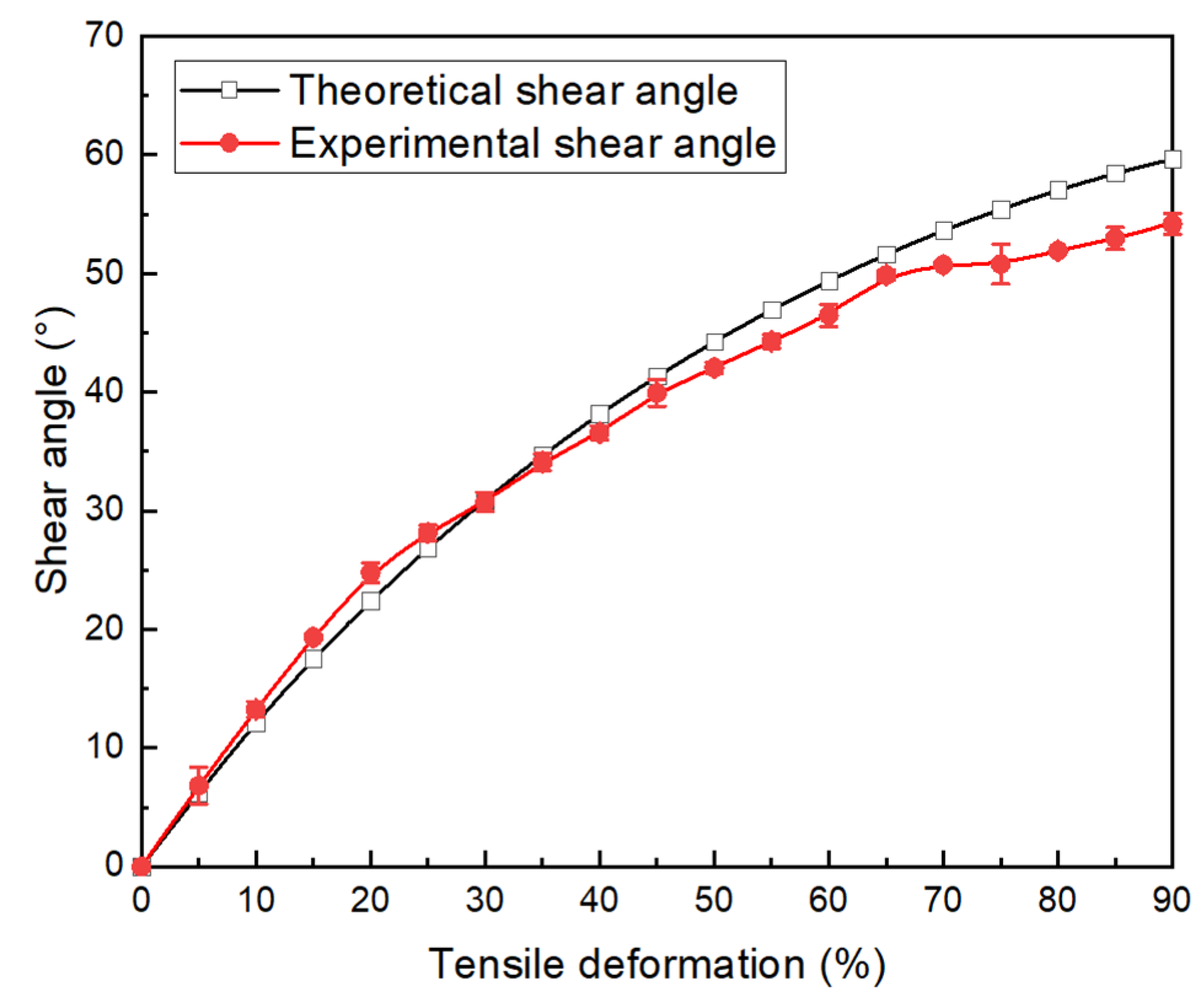
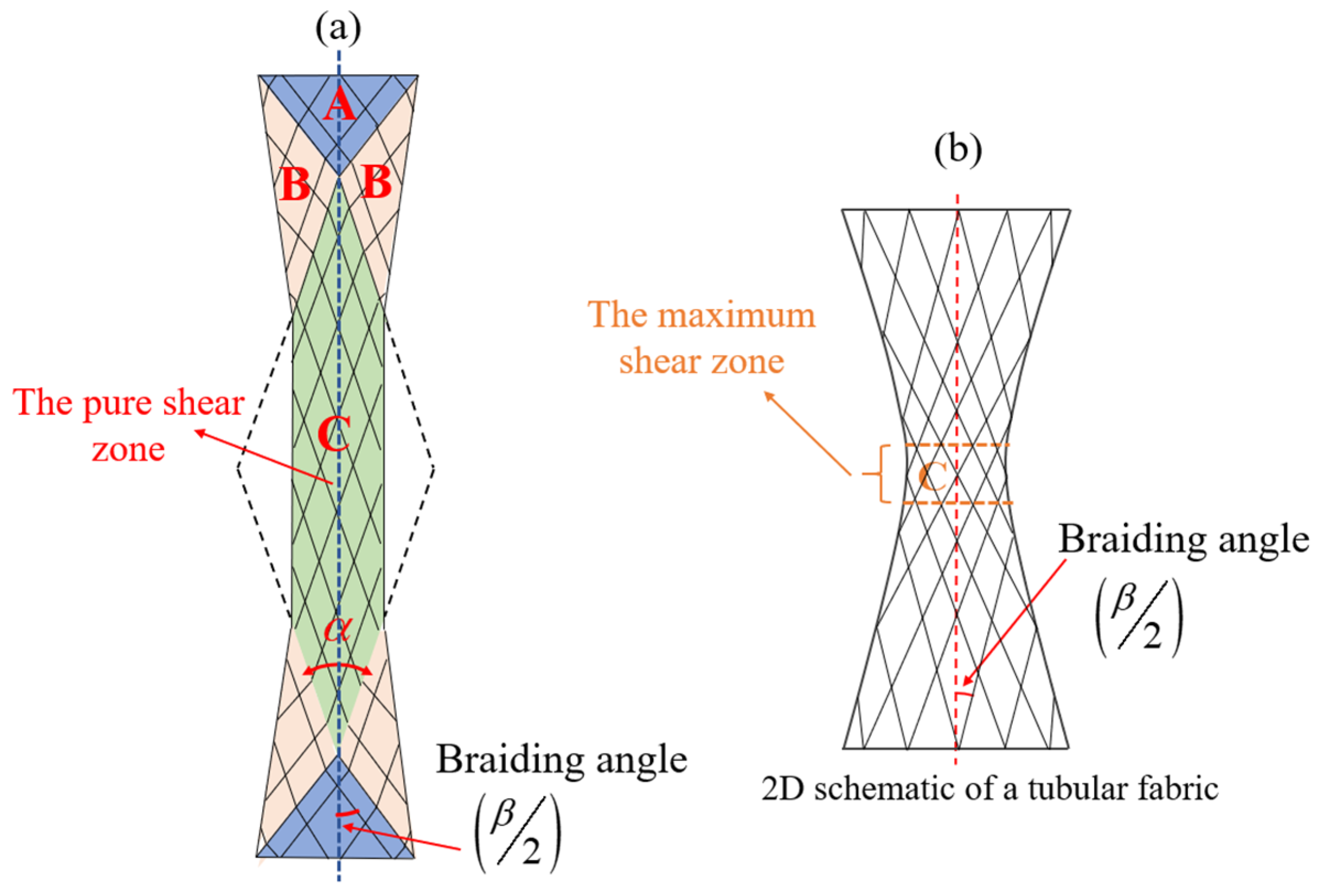
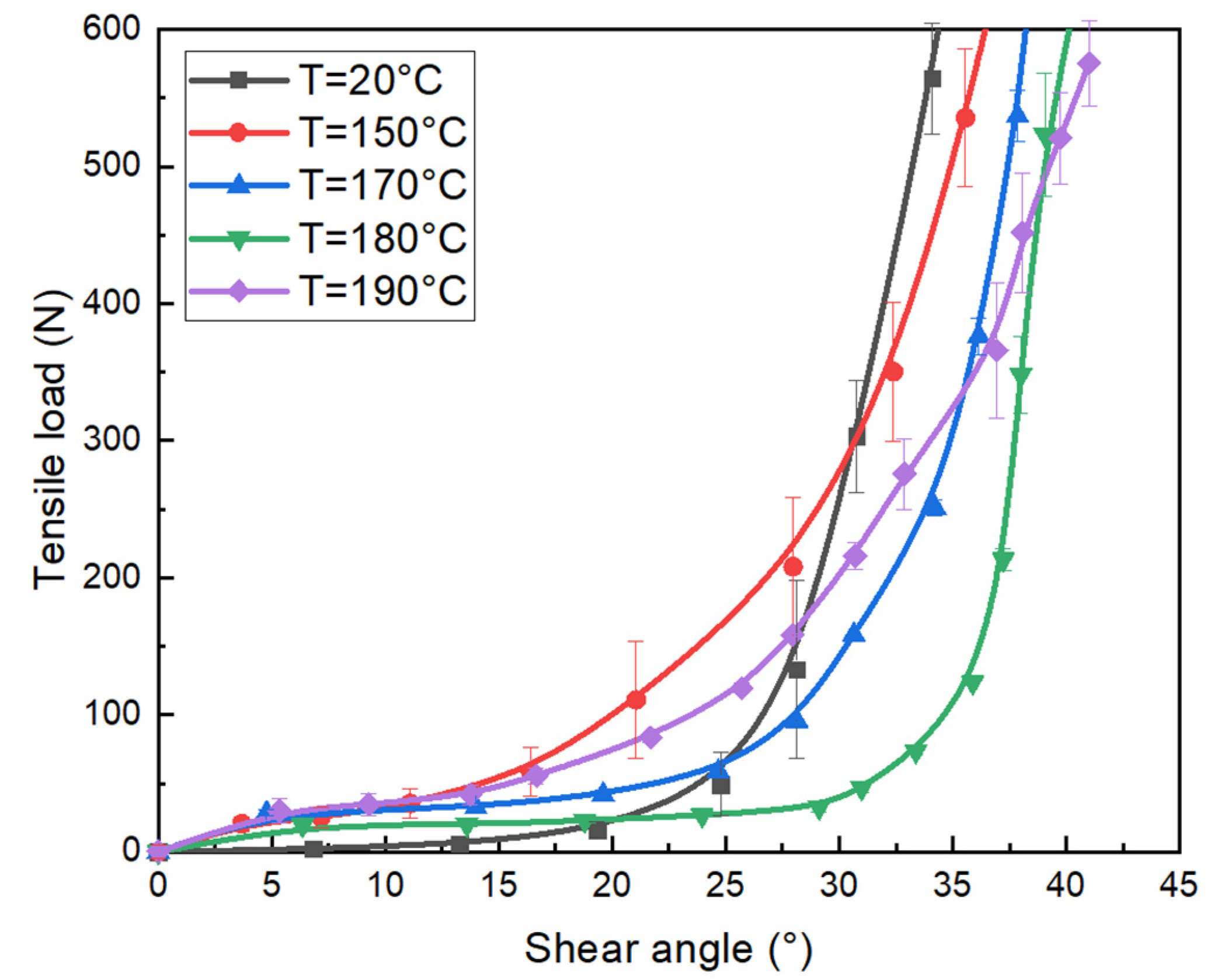
3.1. Comparison between the Experimental and Theoretical Shear Angle
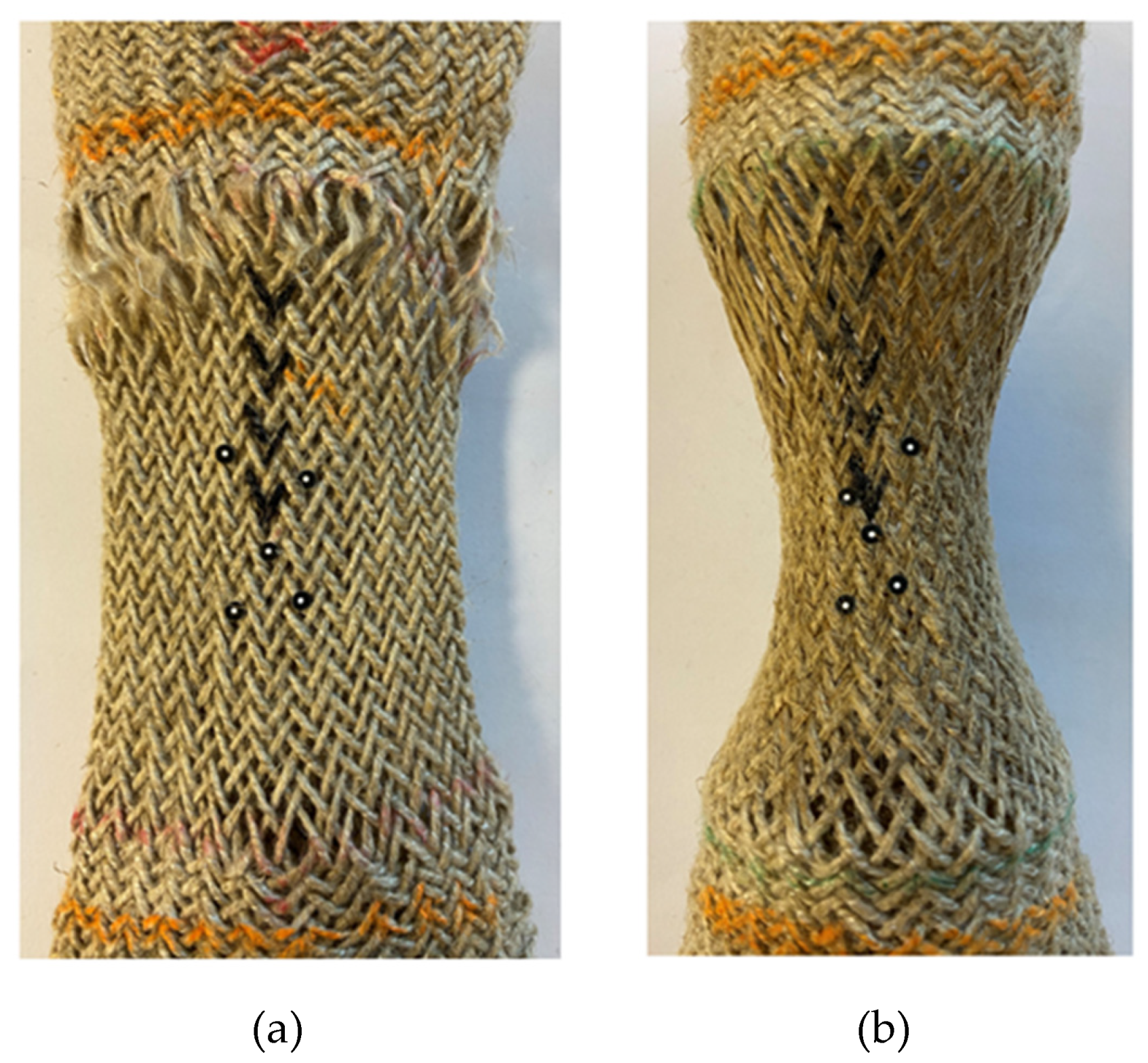
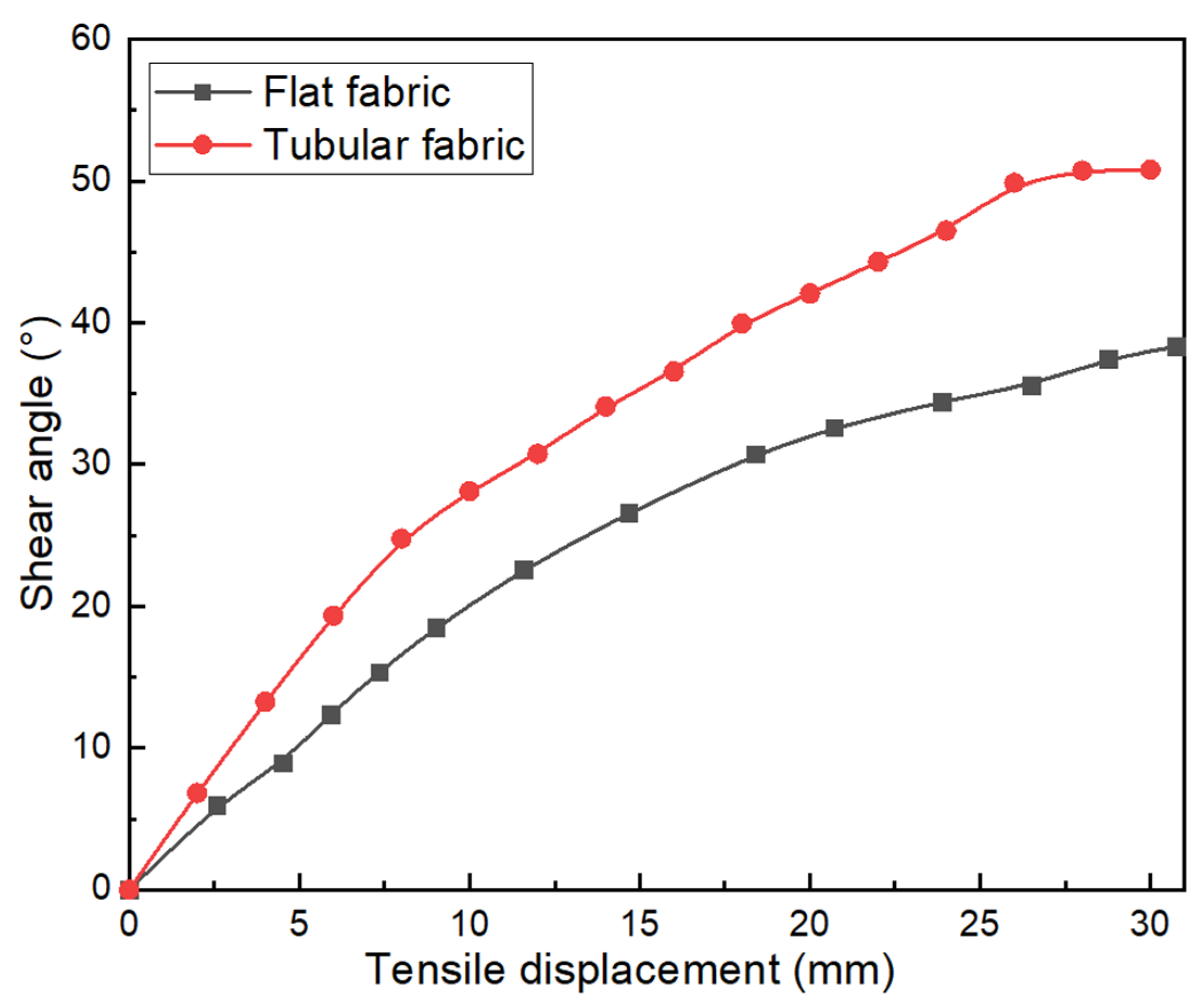
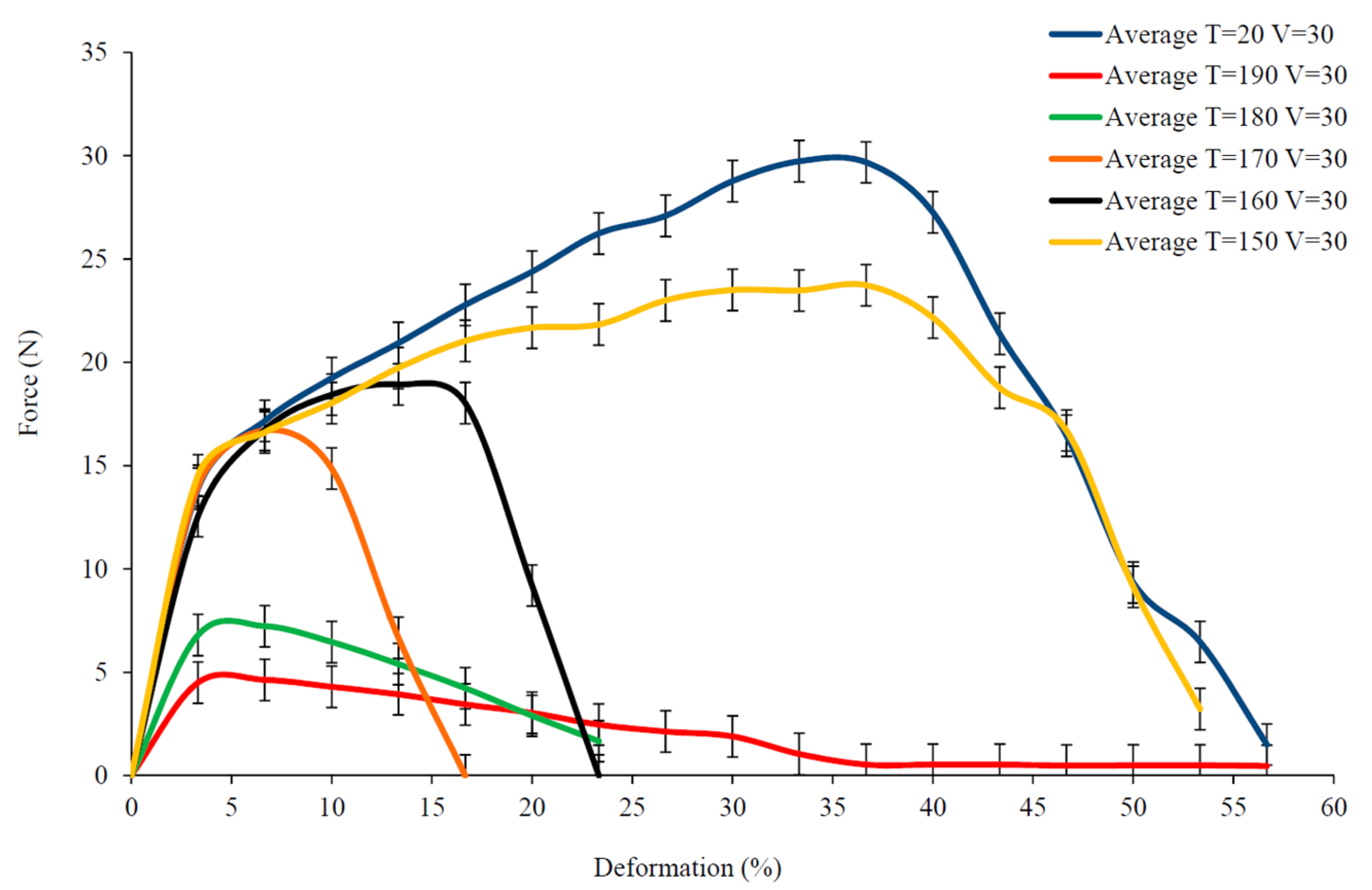
3.2. Comparison of Tensile Behavior of Flat Braided Fabric and Tubular Braided Fabric
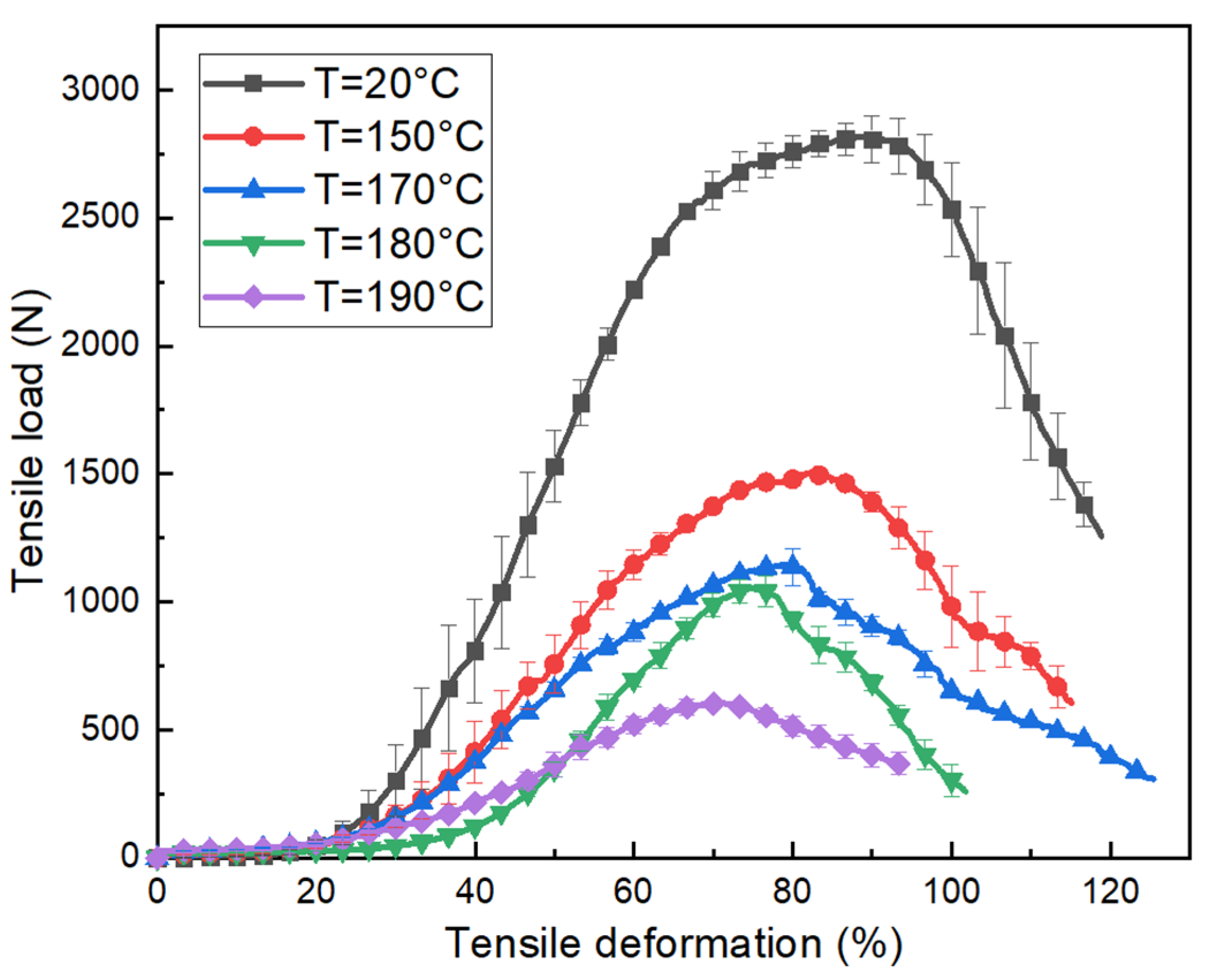
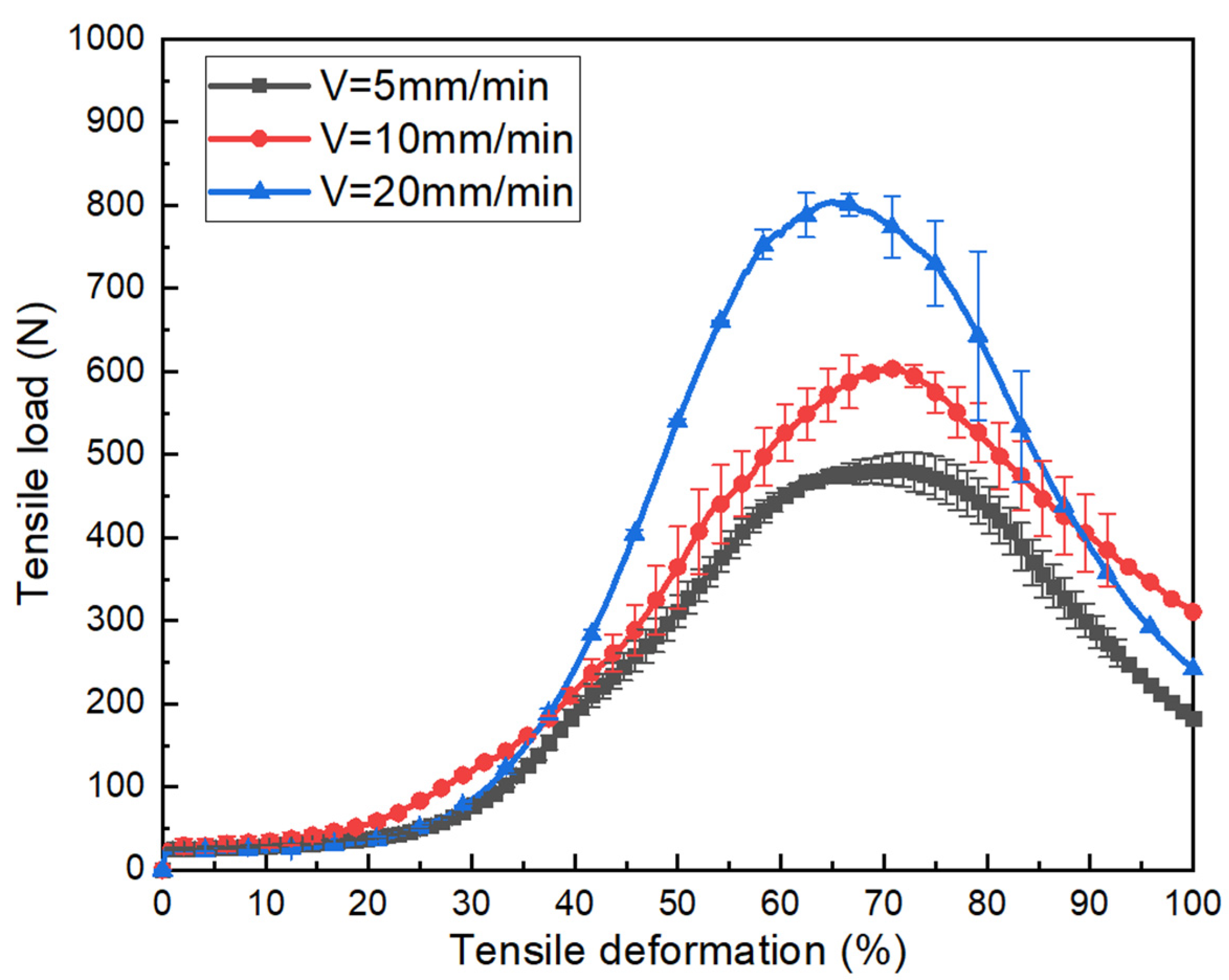
3.3. Characterizations of Tubular Braided Fabrics with Flax/PA12 Yarn
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Verrey, J.; Wakeman, M.D.; Michaud, V.; Månson, J.A.E. Manufacturing Cost Comparison of Thermoplastic and Thermoset RTM for an Automotive Floor Pan. Compos. Part A Appl. Sci. Manuf. 2006, 37, 9–22. [Google Scholar] [CrossRef]
- Fuchs, E.R.H.; Field, F.R.; Roth, R.; Kirchain, R.E. Strategic Materials Selection in the Automobile Body: Economic Opportunities for Polymer Composite Design. Compos. Sci. Technol. 2008, 68, 1989–2002. [Google Scholar] [CrossRef]
- Rana, A.K.; Potluri, P.; Thakur, V.K. Cellulosic Grewia Optiva Fibres: Towards Chemistry, Surface Engineering and Sustainable Materials. J. Environ. Chem. Eng. 2021, 9, 106059. [Google Scholar] [CrossRef]
- Jani, S.P.; Kumar, A.S.; Khan, M.A.; Kumar, M.U. Machinablity of Hybrid Natural Fiber Composite with and without Filler as Reinforcement. Mater. Manuf. Proc. 2016, 31, 1393–1399. [Google Scholar] [CrossRef]
- Bajpai, P.K.; Singh, I. Drilling Behavior of Sisal Fiber-Reinforced Polypropylene Composite Laminates. J. Reinf. Plast. Compos. 2013, 32, 1569–1576. [Google Scholar] [CrossRef]
- Shah, D.U. Natural Fibre Composites: Comprehensive Ashby-Type Materials Selection Charts. Mater. Des. 2014, 62, 21–31. [Google Scholar] [CrossRef]
- Baghaei, B.; Skrifvars, M.; Berglin, L. Manufacture and Characterisation of Thermoplastic Composites Made from PLA/Hemp Co-Wrapped Hybrid Yarn Prepregs. Compos. Part A Appl. Sci. Manuf. 2013, 50, 93–101. [Google Scholar] [CrossRef]
- Boris, D.; Xavier, L.; Damien, S. The Tensile Behaviour of Biaxial and Triaxial Braided Fabrics. J. Ind. Text. 2018, 47, 2184–2204. [Google Scholar] [CrossRef]
- Guzman-Maldonado, E.; Hamila, N.; Naouar, N.; Moulin, G.; Boisse, P. Simulation of Thermoplastic Prepreg Thermoforming Based on a Visco-Hyperelastic Model and a Thermal Homogenization. Mater. Des. 2016, 93, 431–442. [Google Scholar] [CrossRef]
- Wang, P.; Hamila, N.; Boisse, P.; Chaudet, P.; Lesueur, D. Thermo-Mechanical Behavior of Stretch-Broken Carbon Fiber and Thermoplastic Resin Composites during Manufacturing. Polym. Compos. 2015, 36, 694–703. [Google Scholar] [CrossRef]
- Lessard, H.; Lebrun, G.; Benkaddour, A.; Pham, X.T. Influence of Process Parameters on the Thermostamping of a [0/90]12 Carbon/Polyether Ether Ketone Laminate. Compos. Part A Appl. Sci. Manuf. 2015, 70, 59–68. [Google Scholar] [CrossRef]
- Wang, P.; Hamila, N.; Pineau, P.; Boisse, P. Thermomechanical Analysis of Thermoplastic Composite Prepregs Using Bias-Extension Test. J. Thermoplast. Compos. Mater. 2014, 27, 679–698. [Google Scholar] [CrossRef]
- Liang, B.; Hamila, N.; Peillon, M.; Boisse, P. Analysis of Thermoplastic Prepreg Bending Stiffness during Manufacturing and of Its Influence on Wrinkling Simulations. Compos. Part A Appl. Sci. Manuf. 2014, 67, 111–122. [Google Scholar] [CrossRef]
- Xiao, S.; Wang, P.; Soulat, D.; Minet, J.; Zemni, L.; Gao, H. Analysis of the In-Plane Shear Behaviour of Non-Orthogonally Textile Reinforcements: Application to Braided Fabrics. Compos. Part B Eng. 2018, 153, 159–166. [Google Scholar] [CrossRef]
- Xiao, S.; Wang, P.; Soulat, D.; Gao, H. Thermo-Mechanical Characterisations of Flax Fibre and Thermoplastic Resin Composites during Manufacturing. Polymers 2018, 10, 1139. [Google Scholar] [CrossRef] [Green Version]
- Xiao, S.; Wang, P.; Soulat, D.; Legrand, X. Structure and Mechanics of Braided Fabrics, 2nd ed.; Elsevier Ltd.: Amsterdam, The Netherlands, 2019; ISBN 9780081026199. [Google Scholar]
- Trudel-Boucher, D.; Fisa, B.; Denault, J.; Gagnon, P. Experimental Investigation of Stamp Forming of Unconsolidated Commingled E-Glass/Polypropylene Fabrics. Compos. Sci. Technol. 2006, 66, 555–570. [Google Scholar] [CrossRef]
- Wang, Y.; Chea, M.K.; Belnoue, J.P.H.; Kratz, J.; Ivanov, D.S.; Hallett, S.R. Experimental Characterisation of the In-Plane Shear Behaviour of UD Thermoset Prepregs under Processing Conditions. Compos. Part A Appl. Sci. Manuf. 2020, 133, 105865. [Google Scholar] [CrossRef]
- Cao, J.; Akkerman, R.; Boisse, P.; Chen, J.; Cheng, H.S.; Graaf, E.; Gorczyca, J.L.; Harrison, P.; Hivet, G.; Launay, J. Characterization of Mechanical Behavior of Woven Fabrics: Experimental Methods and Benchmark Results. Compos. Part A Appl. Sci. Manuf. 2008, 39, 1037–1053. [Google Scholar] [CrossRef] [Green Version]
- Boisse, P.N.; Hamila, N.N.; Guzman-Maldonado, E.N.; Madeo, A.N.; Hivet, G.N.; Isola, F.N.D. The Bias-Extension Test for the Analysis of in-Plane Shear Properties of Textile Composite Reinforcements and Prepregs: A Review. Int. J. Mater. Form. 2017, 10, 473–492. [Google Scholar] [CrossRef]
- Zhu, B.; Yu, T.X.; Tao, X.M. Large Deformation and Slippage Mechanism of Plain Woven Composite in Bias Extension. Compos. Part A Appl. Sci. Manuf. 2007, 38, 1821–1828. [Google Scholar] [CrossRef]
- Launay, J.; Hivet, G.; Duong, A.V.; Boisse, P. Experimental Analysis of the Influence of Tensions on in Plane Shear Behaviour of Woven Composite Reinforcements. Compos. Sci. Technol. 2008, 68, 506–515. [Google Scholar] [CrossRef] [Green Version]
- Lebrun, G.; Bureau, M.N.; Denault, J. Evaluation of Bias-Extension and Picture-Frame Test Methods for the Measurement of Intraply Shear Properties of PP/Glass Commingled Fabrics. Compos. Struct. 2003, 61, 341–352. [Google Scholar] [CrossRef]
- Lee, W.; Padvoiskis, J.; Cao, J.; de Luycker, E.; Boisse, P.; Morestin, F.; Chen, J.; Sherwood, J. Bias-Extension of Woven Composite Fabrics. Int. J. Mater. Form. 2008, 1, 895–898. [Google Scholar] [CrossRef]
- Nguyen, M.; Herszberg, I.; Paton, R. The Shear Properties of Woven Carbon Fabric. Compos. Struct. 1999, 47, 767–779. [Google Scholar] [CrossRef]
- Peng, X.Q.; Cao, J.; Chen, J.; Xue, P.; Lussier, D.S.; Liu, L. Experimental and Numerical Analysis on Normalization of Picture Frame Tests for Composite Materials. Compos. Sci. Technol. 2004, 64, 11–21. [Google Scholar] [CrossRef]
- Harrison, P.; Abdiwi, F.; Guo, Z.; Potluri, P.; Yu, W.R. Characterising the Shear-Tension Coupling and Wrinkling Behaviour of Woven Engineering Fabrics. Compos. Part A Appl. Sci. Manuf. 2012, 43, 903–914. [Google Scholar] [CrossRef]
- Lomov, S.V.; Verpoest, I. Model of Shear of Woven Fabric and Parametric Description of Shear Resistance of Glass Woven Reinforcements. Compos. Sci. Technol. 2006, 66, 919–933. [Google Scholar] [CrossRef]
- Harrison, P. Normalisation of Biaxial Bias Extension Test Results Considering Shear Tension Coupling. Compos. Part A Appl. Sci. Manuf. 2012, 43, 1546–1554. [Google Scholar] [CrossRef]
- Omrani, F.; Wang, P.; Soulat, D.; Ferreira, M. Mechanical Properties of Flax-Fibre-Reinforced Preforms and Composites: Influence of the Type of Yarns on Multi-Scale Characterisations. Compos. Part A Appl. Sci. Manuf. 2017, 93, 72–81. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Flax/PA12 Specimen |
|---|---|
| Type of braid | Biaxial twill 2-2 |
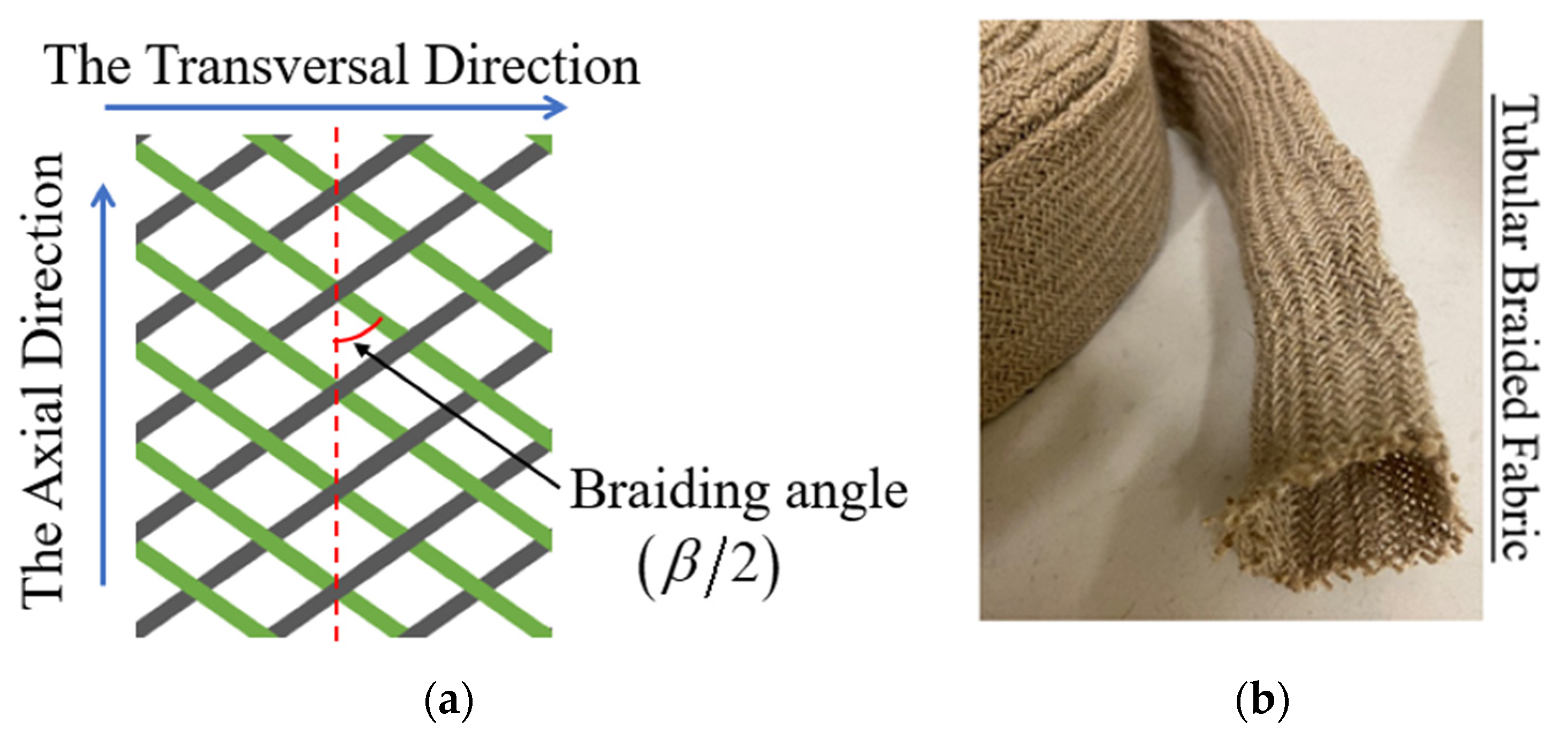
| Initial braid angle (β/2) | 55° |
| Yarns density (tex) | 500 |
| Area density (g/m2) | 376 ± 5 |
| Number of yarns per cm | 4.2 |
| Thickness (mm) | 2.06 |
| The mass fraction of flax | 64% |
| The mass fraction of polyamide | 36% |
| Title 1 | Temperature (°C) | Velocity (mm/min) |
|---|---|---|
| Room temperature and displacement speed | 20 | 10 |
| Variants of temperature with same velocity | 150 | 10 |
| 170 | ||
| 180 | ||
| 190 | ||
| Variants of velocity with same temperature | 190 | 5 |
| 10 | ||
| 20 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, J.; L’Hostis, G.; Hamila, N.; Wang, P. Analysis of Thermomechanical Behavior of the Tubular Braided Fabrics with Flax/Polyamide Commingled Yarns. Polymers 2023, 15, 637. https://doi.org/10.3390/polym15030637
Li J, L’Hostis G, Hamila N, Wang P. Analysis of Thermomechanical Behavior of the Tubular Braided Fabrics with Flax/Polyamide Commingled Yarns. Polymers. 2023; 15(3):637. https://doi.org/10.3390/polym15030637
Chicago/Turabian StyleLi, Jinlei, Gildas L’Hostis, Nahiène Hamila, and Peng Wang. 2023. "Analysis of Thermomechanical Behavior of the Tubular Braided Fabrics with Flax/Polyamide Commingled Yarns" Polymers 15, no. 3: 637. https://doi.org/10.3390/polym15030637