
Comparative Investigations on Properties of Three Kinds of FDM 3D-Printed Natural Plant Powder/Poly(lactic acid) Biocomposites

Abstract
:1. Introduction
2. Experimental
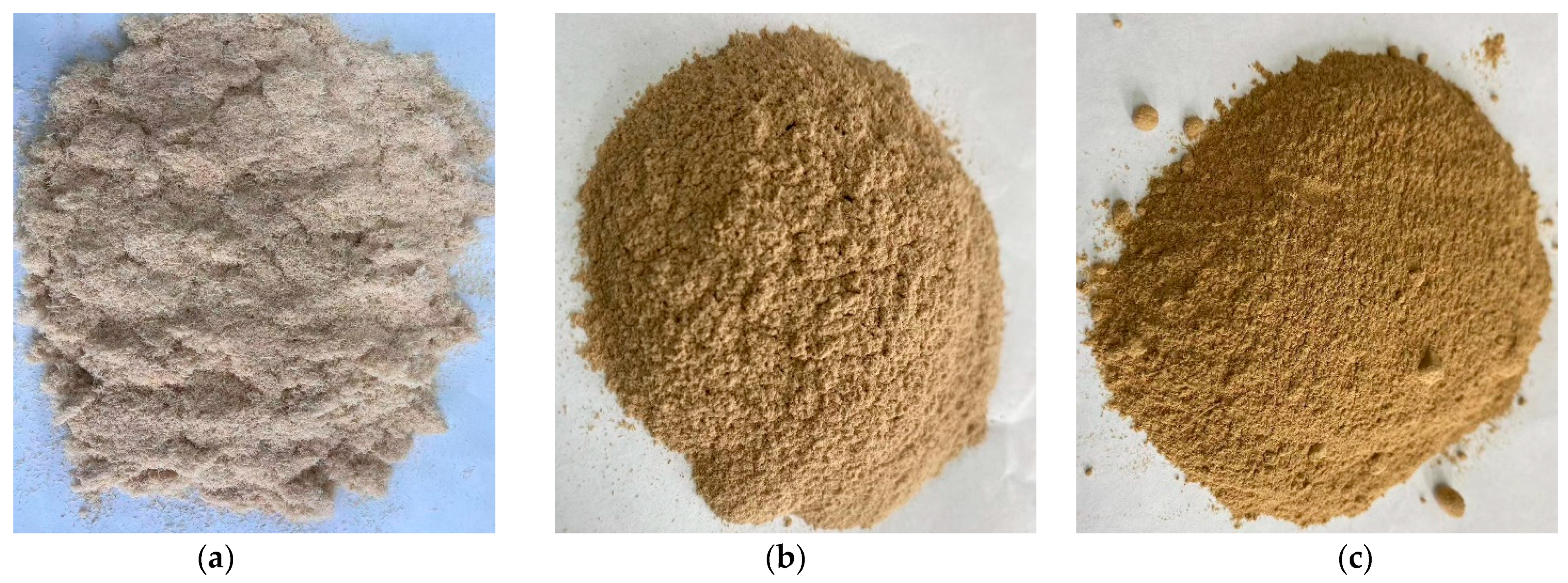
2.1. Materials
2.2. Extrusion of Composite Filaments
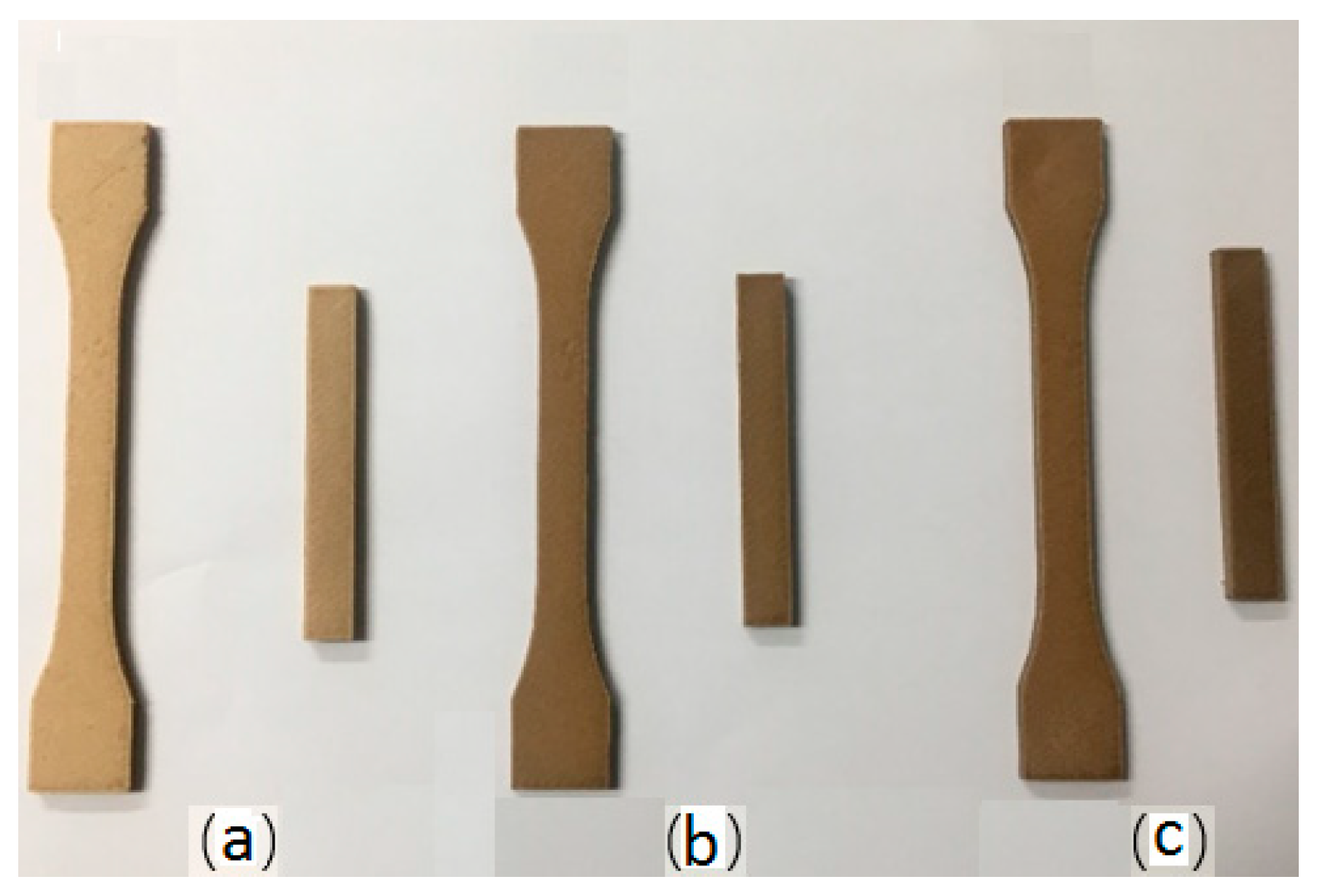
2.3. 3D Printing Pieces by FDM
2.4. Measurement and Characterization
2.4.1. Determination of Mechanical Properties
2.4.2. Scanning Electron Microscopy (SEM) Observation
2.4.3. Thermogravimetric Analysis (TGA)
2.4.4. Differential Scanning Calorimetry Assessment
2.4.5. Dynamic Mechanical Thermal Analysis (DMTA)
2.4.6. Wettability Testing
3. Results and Discussion
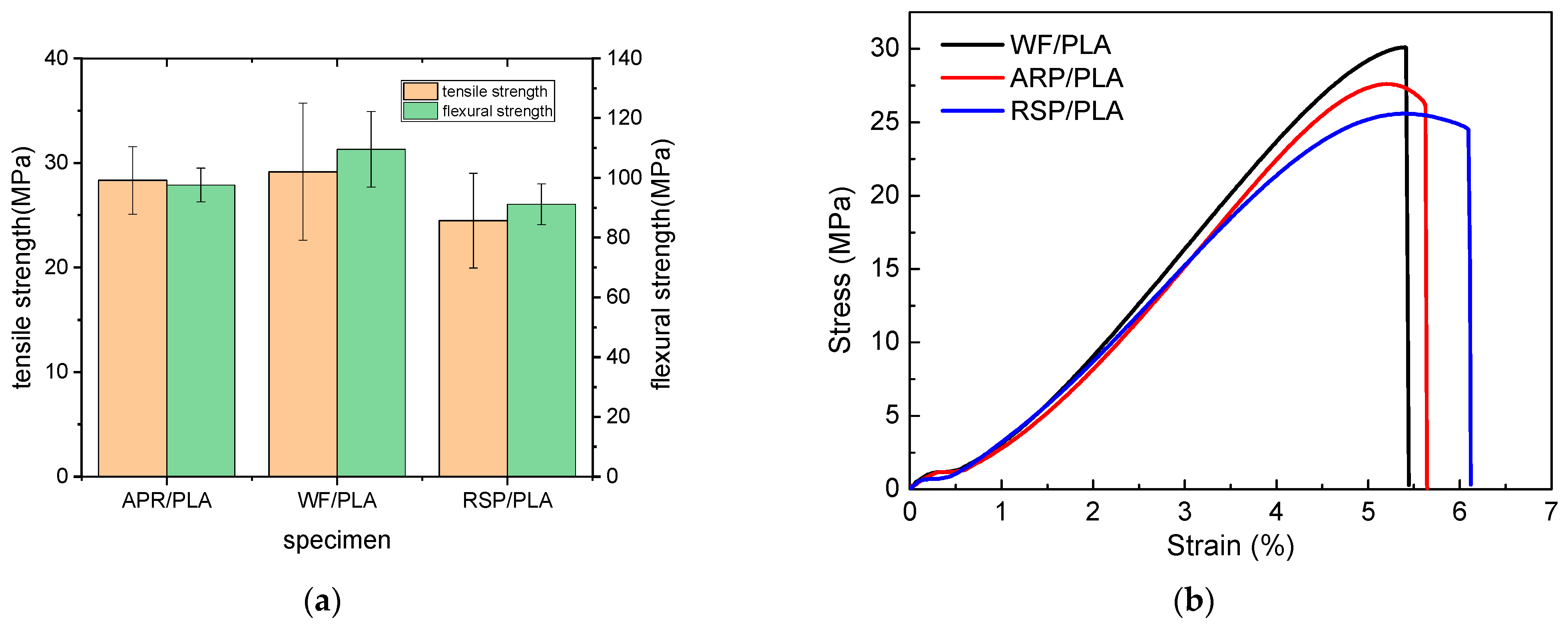
3.1. Mechanical Properties
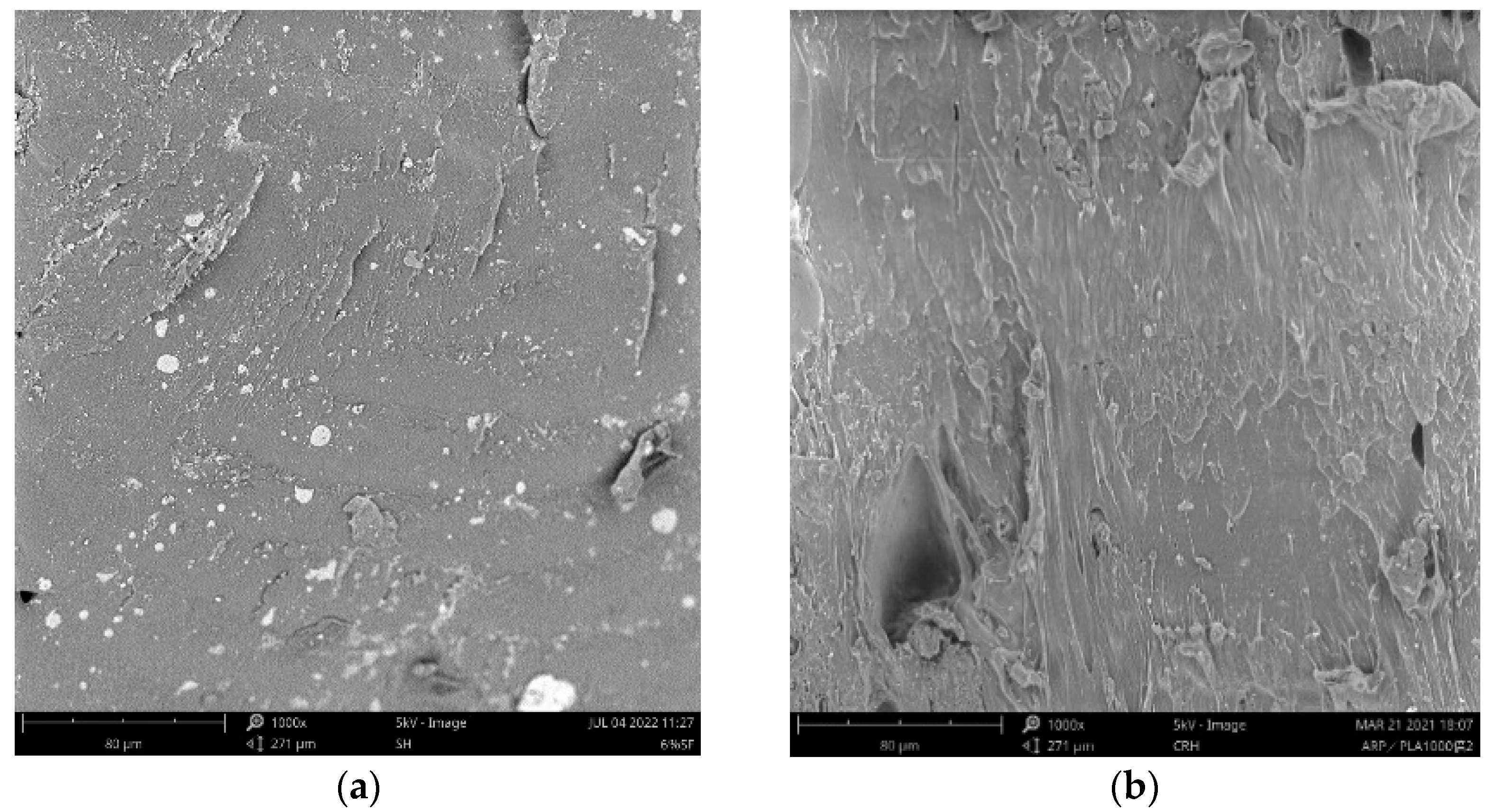
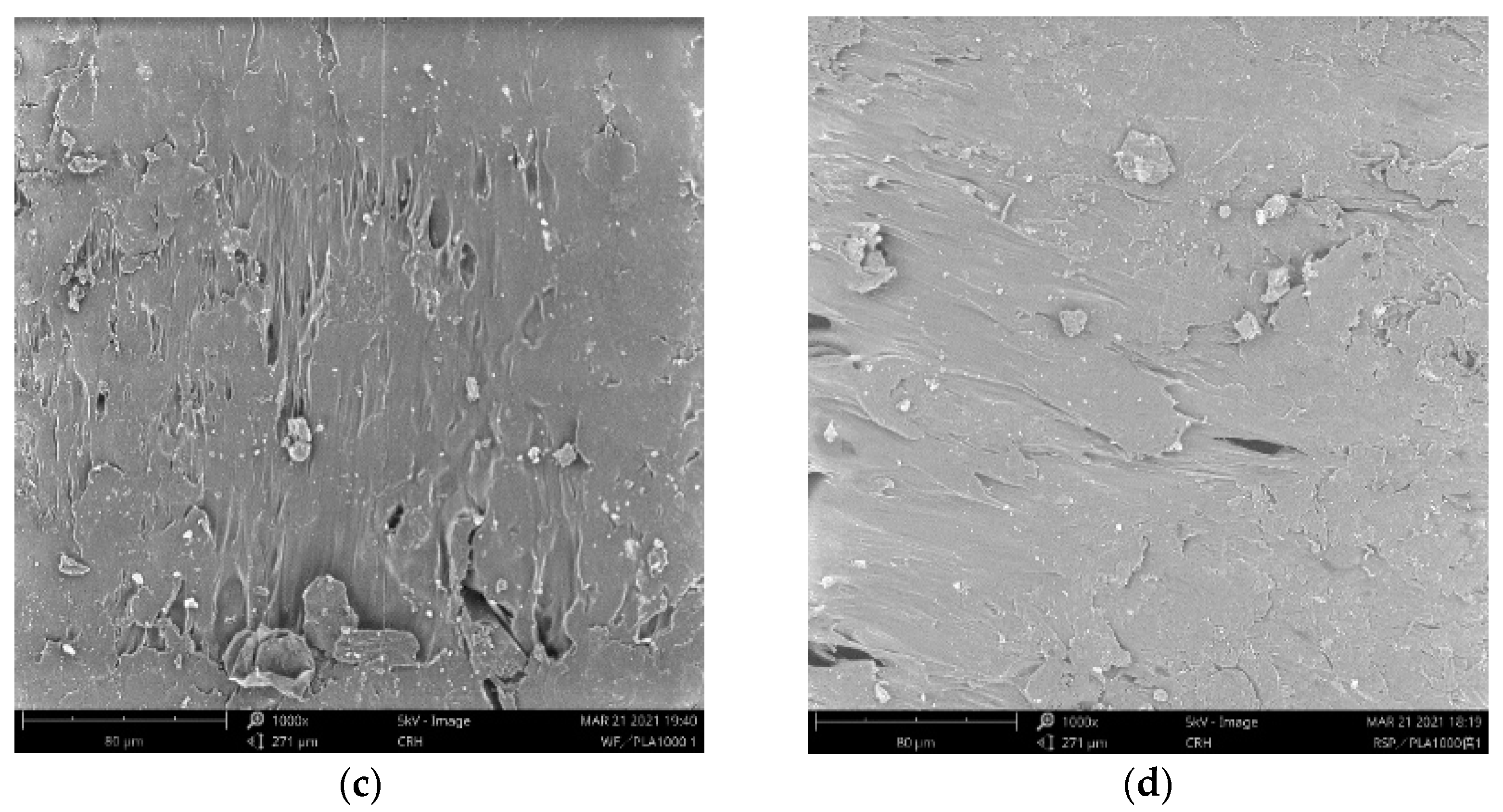
3.2. Morphological Analysis
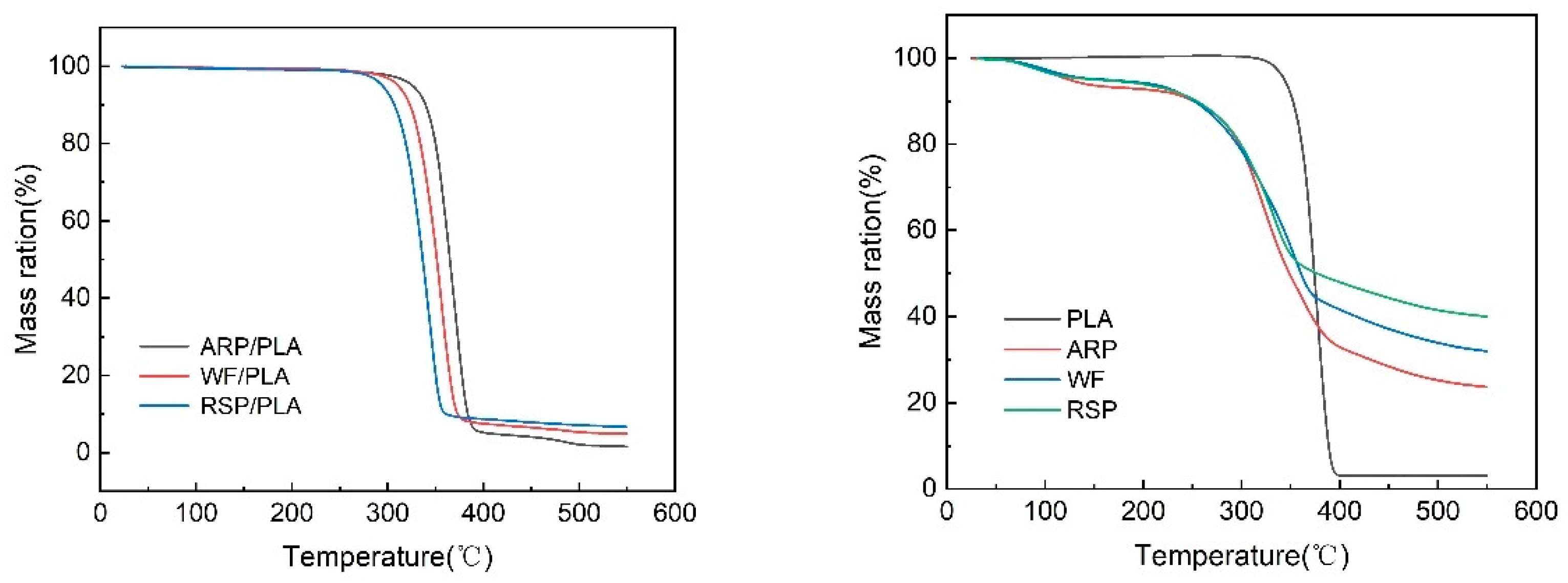
3.3. Thermal Stability
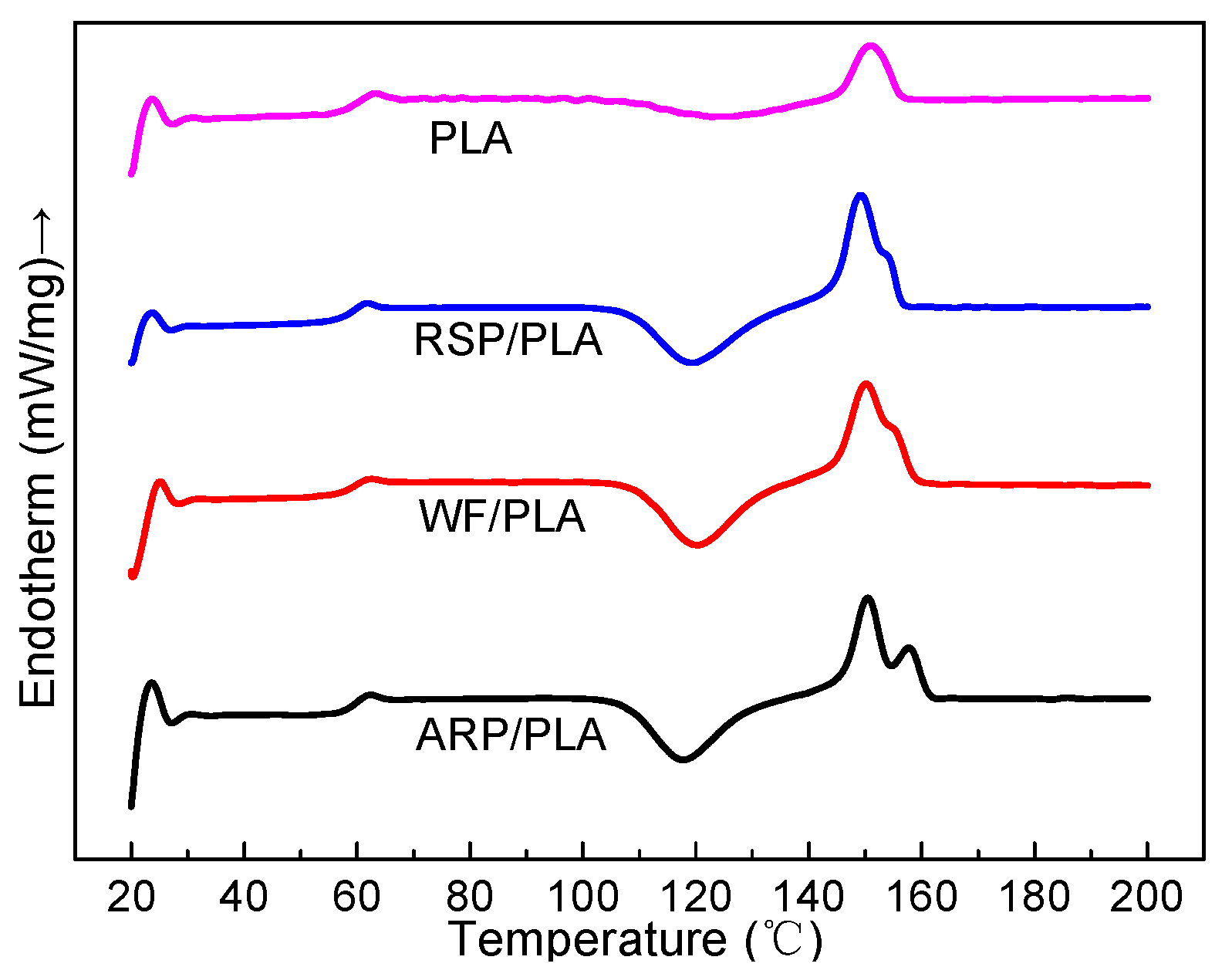
3.4. Non-Isothermal Crystallization Behavior
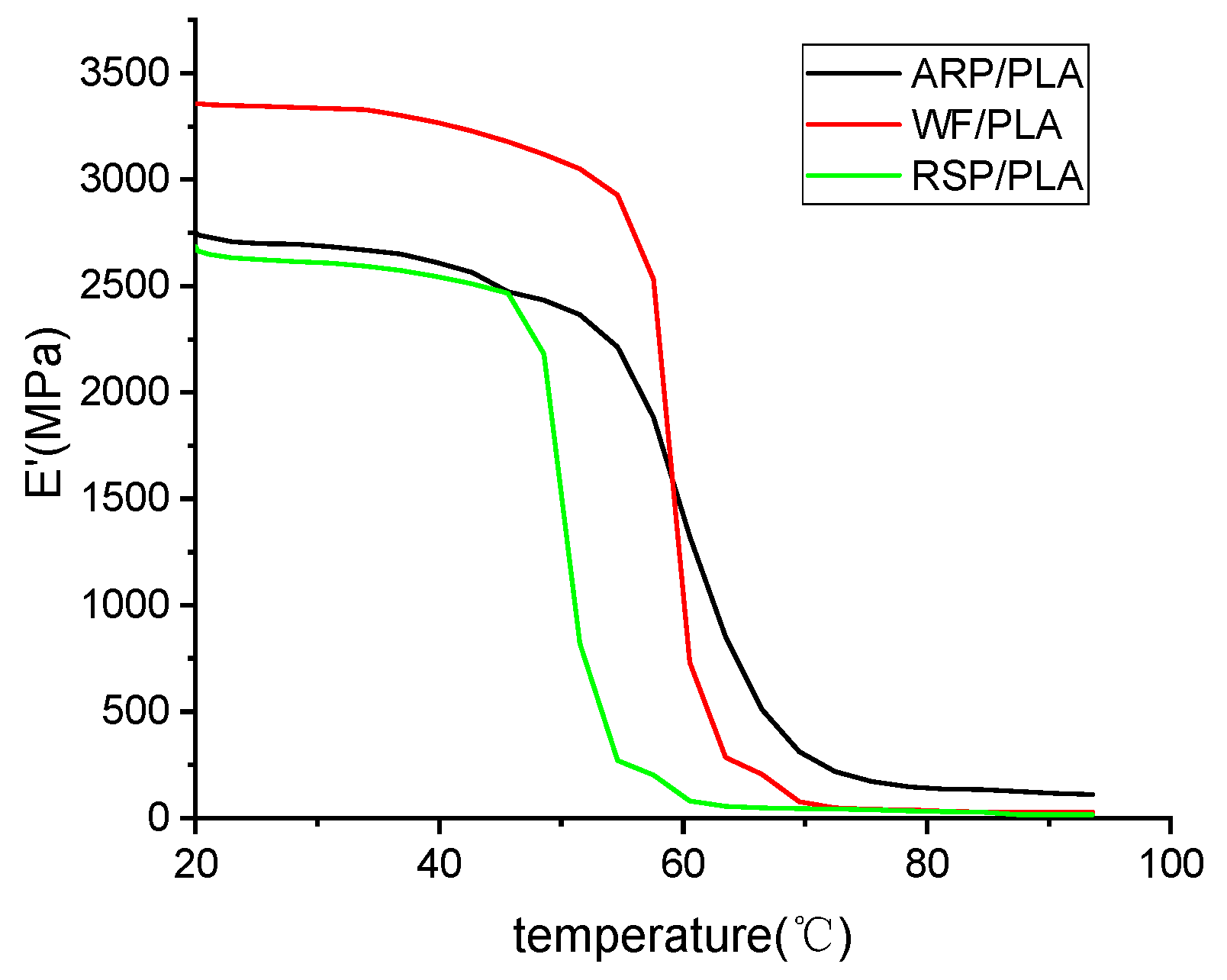
3.5. Thermo-Dynamic Mechanical Properties
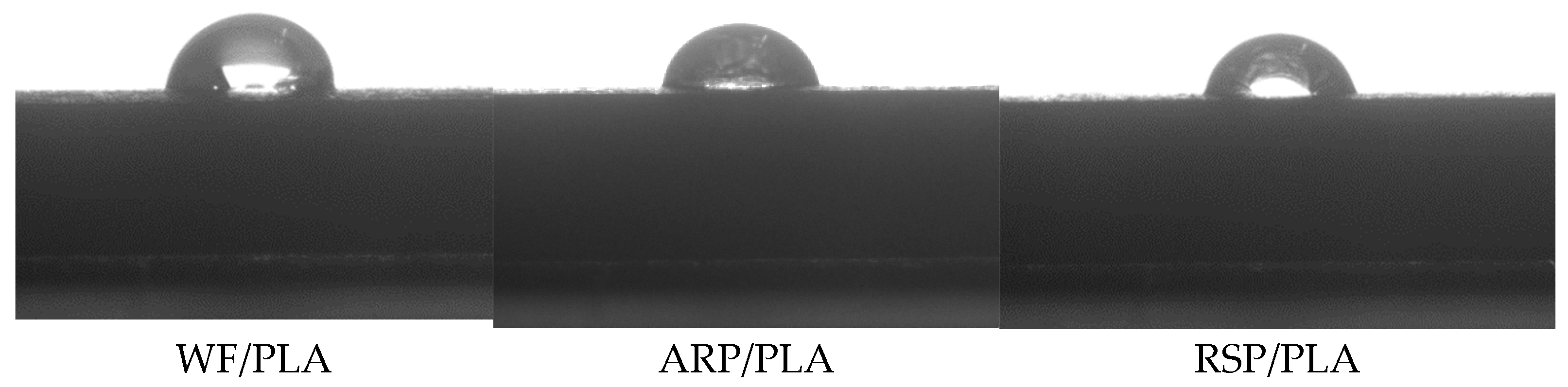
3.6. Wettability
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Sample Availability
References
- Xie, G.; Zhang, Y.; Lin, W. Platicizer combinations and performance of wood flour-poly(Lactic acid) 3D printing filaments. Bioresource 2017, 12, 6736–6748. [Google Scholar] [CrossRef] [Green Version]
- Zhang, B.; Song, J. 3D-printed biomaterials for guided tissue regeneration. Small Methods 2018, 2, 1700306. [Google Scholar] [CrossRef]
- Wang, Q.; Sun, J.; Yao, Q.; Ji, C.; Liu, J.; Zhu, Q. 3D printing with cellulose materials. Cellulose 2018, 25, 4275–4301. [Google Scholar] [CrossRef]
- Ryosuke, M.; Masahito, U.; Masaki, N.; Tae-Kun, J.; Hirosuke, A.; Keisuke, H.; Taishi, N.; Akira, T.; Yoshiyasu, H. Three-dimensional printing of continuous-fiber composites by in-nozzle impregnation. Sci. Rep. 2016, 6, 23058. [Google Scholar]
- Stoof, D.; Pickering, K.; Zhang, Y. Fused deposition modelling of natural fibre/polylactic acid composites. J. Compos. Sci. 2017, 1, 8. [Google Scholar] [CrossRef] [Green Version]
- Daver, F.; Peng, K.; Lee, M.; Brandt, M.; Shanks, R. Cork–PLA composite filaments for fused deposition modelling. Compos. Sci. Technol. 2018, 168, 230–237. [Google Scholar] [CrossRef]
- Yao, T.; Ye, J.; Deng, Z.; Zhang, K.; Ma, Y.; Ouyang, H. Tensile failure strength and separation angle of FDM 3D printing PLA material: Experimental and theoretical analyses. Compos. Part. B-Eng. 2020, 188, 107894. [Google Scholar] [CrossRef]
- Jiang, N.; Li, Y.; Li, Y.; Yu, T.; Li, Y.; Li, D.; Xu, J.; Wang, C.; Shi, Y. Effect of short jute fibers on the hydrolytic degradation behavior of poly(lactic acid). Polym. Degrad. Stabil. 2020, 178, 109214. [Google Scholar] [CrossRef]
- Nadir, A.; Mirko, K.; Jin, H.K.; Manja, K.K. Effect of printing layer thickness on water absorption and mechanical properties of 3D-printed wood/PLA composite. Int. J. Adv. Manuf. Technol. 2019, 1, 2195–2200. [Google Scholar]
- Jan, P.; Martin, B.; Petr, L. Natural Aerobic Degradation of Polylactic Acid (Composites) with Natural Fiber Additives. Mater. Sci. Forum 2018, 919, 167–174. [Google Scholar]
- Duigou, A.L.; Castro, M.; Bevan, R.; Martin, N. 3D printing of wood fibre biocomposites: From mechanical to actuation functionality. Mater. Des. 2016, 96, 106–114. [Google Scholar] [CrossRef]
- Swati, C.; Akarsh, V.; Sushanta, K.S.; Sanjay, M.R.; Suchart, S. Stalk fibers (rice, wheat, barley, etc.) composites and applications. In Plant Fibers, their Composites, and Applications; Woodhead Publishing: Sawston, UK, 2022; pp. 347–362. [Google Scholar]
- Arpitha, G.R.; Verma, A.; Sanjay, M.R.; Sergey, G.; Anish, K.; Tariq, R.S.; Abdullah, M.A.; Suchart, S. Bio-composite film from corn starch based vetiver cellulose. J. Nat. Fibers 2022, 19, 14634–14644. [Google Scholar] [CrossRef]
- Bhagia, S.; Lowden, R.R.; Erdman III, D.; Rodriguez, M.; Haga, B.A.; Solano, I.R.M.; Gallego, N.C.; Pu, Y.; Muchero, W.; Kunc, V.; et al. Tensile properties of 3D-printed wood-filled PLA materials using poplar trees. Appl. Mater. Today 2020, 21, 100832. [Google Scholar] [CrossRef]
- Liu, H.; He, H.; Peng, X.; Huang, B.; Li, J. Three-dimensional printing of poly(lactic acid) bio-based composites with sugarcane bagasse fiber: Effect of printing orientation on tensile performance. Polym. Adv. Technol. 2019, 30, 910–922. [Google Scholar] [CrossRef]
- Suteja, J.; Firmanto, H.; Soesanti, A.; Christian, C. Properties investigation of 3D printed continuous pineapple leaf fiber reinforced PLA composite. J. Thermoplast. Compos. 2020, 35, 2052–2061. [Google Scholar] [CrossRef]
- Delphine, D.; Michiel, B.; Kevin, H.; Wim, S.; Eleonora, F.; Frederik, D.; Jan, I.; Aart, W.V.V. Production and characterization of bamboo and flax fiber reinforced polylactic acid filaments for Fused Deposition Modeling (FDM). Polym. Compos. 2019, 40, 1951–1963. [Google Scholar]
- Marie, J.L.G.; Stefan, H.; Dawn, S.; Beatrix, T.; Eva, G.; Abdellatif, B.; Claire, M.L. Influence of rice husk and wood biomass on the manufacture of filaments for Fused Deposition Modelling. Front Chem. 2019, 7, 735. [Google Scholar]
- Shahar, F.S.; Sultan, M.T.H.; Safri, S.N.A.; Jawaid, M.; Talib, A.R.A.; Basri, A.A.; Shah, A.U.M. Fatigue and impact properties of 3D printed PLA reinforced with kenaf particles. J. Mater. Res. Technol. 2022, 16, e461–e470. [Google Scholar] [CrossRef]
- Edgar, A.F.; Yael, R.E.; Perla, I.A.L. Characterization of 3D printing on jute fabrics. Polymers 2021, 13, 3202. [Google Scholar]
- Estakhrianhaghighi, E.; Mirabolghasemi, A.; Zhang, Y.; Lessard, L.; Akbarzadeh, A. 3D-printed wood-fiber reinforced architected cellular composites. Adv. Eng. Mater. 2020, 22, 2000565. [Google Scholar] [CrossRef]
- Nadir, A.; Mirko, K.; Manja, K.K. Effect of wood flour content on surface properties of 3D printed materials produced from wood flour/PLA filament. Int. J. Polym. Anal. Charact. 2019, 24, 659–666. [Google Scholar]
- Guo, R.; Ren, Z.; Bi, H.; Song, Y.; Xu, M. Effect of toughening agents on the properties of poplar wood flour/poly(lactic acid) composites fabricated with Fused Deposition Modeling. Eur. Polym. J. 2018, 107, 34–45. [Google Scholar] [CrossRef]
- Yu, W.; Dong, L.; Lei, W.; Zhou, Y.; Pu, Y.; Zhang, X. Effects of rice straw powder (RSP) size and pretreatment on properties of FDM 3D-printed RSP/poly(lactic acid) biocomposites. Molecules 2021, 26, 3234. [Google Scholar] [CrossRef] [PubMed]
- Yu, W.; Dong, L.; Lei, W.; Shi, J. Rice straw powder/polylactic acid biocomposites for three-dimensional printing. Adv. Compos. Lett. 2020, 29, 1–8. [Google Scholar] [CrossRef]
- Yu, W.; Shi, J.; Sun, L.; Lei, W. Effects of printing parameters on properties of FDM 3D printed residue of Astragalus/polylactic acid biomass composites. Molecules 2022, 27, 7373. [Google Scholar] [CrossRef]
- Xiao, X.; Chevali, V.S.; Song, P.; He, D.; Wang, H. Polylactide/hemp hurd biocomposites as sustainable 3D printing feedstock. Compos. Sci. Technol. 2019, 184, 107887. [Google Scholar] [CrossRef]
- Caroline, A.M.; Maurice, N.C. Microcrystalline Cellulose Reinforced Polylactic Acid Biocomposite Filaments for 3D Printing. Polym. Compos. 2018, 39, 1311–1320. [Google Scholar]
- Zhang, X.; Li, S.; Xu, C.; Li, J.; Wang, Z. Study on the mechanical and thermal properties of poly(lactic acid)/office waste paper fiber composites. J. Appl. Polym. Sci. 2020, 137, e49390. [Google Scholar] [CrossRef]
- Komal, U.K.; Lila, M.K.; Singh, I. PLA/banana fiber based sustainable biocomposites: A manufacturing perspective. Compos. Part B-Eng. 2020, 180, 107535. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen | Ti/°C | Tp/°C | W/% (550 °C) |
|---|---|---|---|
| PLA | 355.7 | 378.1 | 2.97 |
| ARP/PLA | 343.2 | 370.9 | 1.55 |
| WF/PLA | 327.3 | 355.3 | 4.89 |
| RSP/PLA | 312.1 | 345.6 | 6.68 |
| ARP | 291.6 | 354.8 | 40.0 |
| WF | 283.3 | 332.1 | 31.9 |
| RSP | 268.8 | 323.1 | 23.6 |
| Specimen | Tg/°C | Tcc/°C | Tm/°C | ΔHcc/(J/g) | ΔHm/(J/g) | Χc/% |
|---|---|---|---|---|---|---|
| PLA | 63.2 | 121.8 | 151.3 | −10.75 | 11.06 | 0.3 |
| ARP/PLA | 62.4 | 117.8 | 150.5 | −27.58 | 29.19 | 2.0 |
| WF/PLA | 62.4 | 120.4 | 150.2 | −27.68 | 29.27 | 1.9 |
| RSP/PLA | 61.7 | 119.1 | 149.3 | −27.76 | 27.49 | 0.3 |
| Specimen | RSP/PLA | ARP/PLA | WF/PLA |
|---|---|---|---|
| Contact angle/° | 71.2 ± 0.7 | 73.5 ± 0.5 | 77.6 ± 0.6 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, D.; Shi, J.; Qiu, R.; Lei, W.; Yu, W. Comparative Investigations on Properties of Three Kinds of FDM 3D-Printed Natural Plant Powder/Poly(lactic acid) Biocomposites. Polymers 2023, 15, 557. https://doi.org/10.3390/polym15030557
Xu D, Shi J, Qiu R, Lei W, Yu W. Comparative Investigations on Properties of Three Kinds of FDM 3D-Printed Natural Plant Powder/Poly(lactic acid) Biocomposites. Polymers. 2023; 15(3):557. https://doi.org/10.3390/polym15030557
Chicago/Turabian StyleXu, Dezhi, Jianan Shi, Rui Qiu, Wen Lei, and Wangwang Yu. 2023. "Comparative Investigations on Properties of Three Kinds of FDM 3D-Printed Natural Plant Powder/Poly(lactic acid) Biocomposites" Polymers 15, no. 3: 557. https://doi.org/10.3390/polym15030557