
Use of Bio-Epoxies and Their Effect on the Performance of Polymer Composites: A Critical Review
 , ,
, ,  ,
,  and
and
Abstract
:1. Introduction
2. Bio-Epoxy Resins
2.1. Commercial Resins
2.2. Non-Commercial Resins
2.2.1. Wood-Based
Lignin
Other Bio-Sources
2.2.2. Food Waste-Based
2.2.3. Vegetable Oil-Based
3. Bio-Epoxy Composites
3.1. Synthetic and Hybrid Composites
3.2. Purely Natural Fiber Composites
4. Proposed Applications
4.1. Neat Bio-Epoxies
4.2. Bio-Fillers and Epoxy Composites
5. Outlook and Challenges
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| A | Areca |
| AMB | AMPRO BIO/Slow Hardener |
| B | Basalt |
| Bb | Bamboo |
| BCA | Bio-based Curing Agent |
| BOB | 2,5-bis[(2-oxiranylmethoxy)methyl]-benzene |
| BOF | 5-bis[(2-oxiranylmethoxy)-methyl]-furan |
| BOMF | 2,5-bis[(oxiran-2-590 ylmethoxy) methyl]furan |
| BP36 | BioPoxy 36/ Clear Hardener |
| BPA | Bisphenol A |
| BPH | N-benzylpyrazinium hexafluoroantimonate |
| BTDA | 4,4′-tetracarboxylic dianhydride |
| C | Carbon |
| CA | Unspecified curing agent |
| CFRP | Carbon Fiber-Reinforced thermosetting Plastics |
| CLF | Cellulose Long Filament |
| CNSL | Cashew Nut Shell Liquid |
| DA-AE | Diamine-Allyl Eugenol |
| DA-LIM | Diamine-Limonene |
| DDM | 4,40-diaminodiphenylmethane |
| DETA | Diethylenetriamine |
| DEU-EP | Eugenol-based Epoxy Resin |
| DFA | 5,5’-methylenedifurfurylamine |
| DGE | 1,3-glycerol diglycidyl ether |
| DGEBA | Diglycidyl Ether Bisphenol A |
| DHL | De-polymerized Hydrolysis Lignin |
| DKL | De-polymerized Kraft Lignin |
| DMA | Dynamic Mechanical Analysis |
| DSC | Differential Scanning Calorimetry |
| DTG | Derivative Thermograms |
| E’ | Average Storage Modulus |
| EAS | Epoxidized Allyl Soyate |
| ECGE | Epoxied Cardanol Glycidyl Ether |
| ECH | Epichlorohydrin |
| ECNO | Epoxidized Canola Oil |
| ECO | Epoxidized Castor Oil |
| EDHL | Epoxidized De-polymerized Hydrolysis |
| EDKL | Epoxidized De-polymerized Kraft Lignin |
| EDOL | Epoxidized De-polymerized Organosolv Lignin |
| EEW | Epoxide Equivalent Weight |
| EGDE | Ethylene Glycol Diglycidyl Ether |
| EHL | Epoxidized Hydrolysis Lignin |
| EHO | Epoxidized Hempseed Oil |
| EKL | Epoxidized Kraft Lignin |
| EKJL | Epoxidized Karanja Oil |
| ELO | Epoxidized Linseed Oil |
| EMS | Epoxidized Methyl Soyate |
| ESO | Epoxidized Soybean Oil |
| EUFU-EP | Bis(2-methoxy-4-(oxiran-2-ylmethyl)phenyl)furan-2,5-dicarboxylate |
| EVO | SR Surf Clear EVO/ SD EVO Fast |
| F | Flax |
| F2501 | FORMULITE 2501A/FORMULITE 2401B |
| FF | Furfural–Furfuryl alcohol resin |
| G | Glass |
| GF | Glass Fibers |
| GF3E | Glucofuranoside-based Epoxy |
| GOL | Glycidylated Organosolv Lignin |
| GPE | Glycerol Polyglycidyl Ether |
| GP2E | Glucopyranoside-based DieEpoxy |
| GP3E | Glucopyranoside-based Triepoxy |
| GP4E | Glucopyranoside-based Tetraepoxy |
| H | Hemp |
| HBGE | Glycerol-Based Hyperbranched Epoxy |
| HDMA | Hexamethylenediamine |
| H/J/H | Hemp/Jute/Hemp |
| HL | Hydrolysis Lignin |
| IB2 | IB2/Amine Hardener |
| ILSS | Interlaminar Shear Strength |
| INF810 | Infugreen810/SD8824 |
| IPDA | Isophorone Diamine |
| IPDA-D230 | IPDA-polyetheramine D230 |
| J | Jute |
| KL | Kraft Lignin |
| LVI | Low-Velocity Impact |
| MA | Maleic Anhydride |
| MeTHPA | Methyltetrahydrophthalic Anhydride |
| MHHPA | Methyl Hexahydrophthalic Anhydride |
| MHO | Maleinized Hemp Oil |
| MNA | Methyl Nadic Anhydride |
| OL | Organosolv Lignin |
| PA | Phthalic Anhydride |
| PACM | Para-Amine Cyclohexylmethane |
| PGPE | PolyGlycerol Polyglycidyl Ether |
| PL | -poly(L-lysine) |
| PY | Pyrogallol |
| R | Rosin |
| RE | Resorcinol diglycidyl Ether |
| REA | Resorcinol Epoxy Acrylated |
| SE | Sebacic Acid |
| SEA | Specific Energy Absorption |
| SEM | Scanning Electron Microscope |
| SP100 | SuperSap 100/1000 Hardener |
| SPE | Sorbitol Polyglycidyl Ether |
| SR56+SD | SRGreenpoxy56/SD7561 |
| SU | Suberic acid |
| SUC | Succinic Anhydride |
| Glass transition temperature | |
| temperature at 5 wt% loss | |
| temperature at 10 wt% loss | |
| TA | Tannic Acid |
| TA–COOH | Carboxylic acid-modified tannic acid |
| TGA | Thermal Gravimetric Analysis |
| Van-Ep | Mono-glycidyl structure of vanillin |
| VE | Vanillin vitrimers |
| VEP | Vanillin Epoxy |
| VTA-EP | Vanillin-derived Schiff base epoxy monomer |
References
- Lapique, F.; Redford, K. Curing effects on viscosity and mechanical properties of a commercial epoxy resin adhesive. Int. J. Adhes. Adhes. 2002, 22, 337–346. [Google Scholar] [CrossRef]
- Sukanto, H.; Raharjo, W.W.; Ariawan, D.; Triyono, J.; Kaavesina, M. Epoxy resins thermosetting for mechanical engineering. Open Eng. 2021, 11, 797–814. [Google Scholar] [CrossRef]
- Dallaev, R.; Pisarenko, T.; Papež, N.; Sadovský, P.; Holcman, V. A Brief Overview on Epoxies in Electronics: Properties, Applications, and Modifications. Polymers 2023, 15, 3964. [Google Scholar] [CrossRef] [PubMed]
- Rahman, M.; Islam, M.A. Application of epoxy resins in building materials: Progress and prospects. Polym. Bull. 2021, 79, 3926–3938. [Google Scholar] [CrossRef]
- Zaokari, Y.; Persaud, A.; Ibrahim, A. Biomaterials for Adhesion in Orthopedic Applications: A Review. Eng. Regen. 2020, 1, 51–63. [Google Scholar] [CrossRef]
- Zhao, X.; Lu, S.; Li, W.; Li, K.; Zhang, S.; Nawaz, K.; Wang, P.; Yang, G.; Ragauskas, A.; Ozcan, S.; et al. Epoxy as Filler or Matrix for Polymer Composites; IntechOpen: London, UK, 2022. [Google Scholar] [CrossRef]
- Guadagno, L.; Pantelakis, S.; Strohmayer, A.; Raimondo, M. High-Performance Properties of an Aerospace Epoxy Resin Loaded with Carbon Nanofibers and Glycidyl Polyhedral Oligomeric Silsesquioxane. Aerospace 2022, 9, 222. [Google Scholar] [CrossRef]
- Feraboli, P.; Masini, A. Development of carbon/epoxy structural components for a high performance vehicle. Compos. Part B Eng. 2004, 35, 323–330. [Google Scholar] [CrossRef]
- Vom Saal, F.V.; Hughes, C. An Extensive New Literature Concerning Low-Dose Effects of Bisphenol A Shows the Need for a New Risk Assessment. Environ. Health Perspect. 2005, 113, 926–933. [Google Scholar] [CrossRef]
- Okada, H.; Tokunaga, T.; Xiaohui, L.; Takayanagi, S.; Matsushima, A.; Shimohigashi, Y. Direct Evidence Revealing Structural Elements Essential for the High Binding Ability of Bisphenol A to Human Estrogen-Related Receptor-gamma. Environ. Health Perspect. 2008, 116, 32–38. [Google Scholar] [CrossRef]
- Hanaoka, T.; Arao, Y.; Kayaki, Y.; Kuwata, S.; Kubouchi, M. New Approach to Recycling of Epoxy Resins Using Nitric Acid: Regeneration of Decomposed Products through Hydrogenation. ACS Sustain. Chem. Eng. 2021, 9, 12520–12529. [Google Scholar] [CrossRef]
- Tao, Y.; Fang, L.; Dai, M.; Wang, C.; Sun, J.; Fang, Q. Sustainable alternative to bisphenol A epoxy resin: High-performance recyclable epoxy vitrimers derived from protocatechuic acid. Polym. Chem. 2020, 11, 4500–4506. [Google Scholar] [CrossRef]
- Wu, M.S.; Jin, B.C.; Li, X.; Nutt, S. A recyclable epoxy for composite wind turbine blades. Adv. Manuf. Polym. Compos. Sci. 2019, 5, 114–127. [Google Scholar] [CrossRef]
- La Rosa, A.; Blanco, I.; Banatao, D.; Pastine, S.; Björklund, A.; Cicala, G. Innovative Chemical Process for Recycling Thermosets Cured with Recyclamines® by Converting Bio-Epoxy Composites in Reusable Thermoplastic—An LCA Study. Materials 2018, 11, 353. [Google Scholar] [CrossRef] [PubMed]
- Capricho, J.C.; Fox, B.; Hameed, N. Multifunctionality in Epoxy Resins. Polym. Rev. 2020, 60, 1–41. [Google Scholar] [CrossRef]
- Yashas Gowda, T.G.; Vinod, A.; Madhu, P.; Vinod, K.; Sanjay, M.R.; Suchart, S. A new study on flax-basalt-carbon fiber reinforced epoxy/bioepoxy hybrid composites. Polym. Compos. 2021, 42, 1891–1900. [Google Scholar] [CrossRef]
- Yashas Gowda, T.G.; Madhu, P.; Kushvaha, V.; Rangappa, S.M.; Siengchin, S. Comparative evaluation of areca/carbon/basalt fiber reinforced epoxy/bio epoxy based hybrid composites. Polym. Compos. 2022, 43, 4179–4190. [Google Scholar] [CrossRef]
- Yorseng, K. Towards green composites: Bioepoxy composites reinforced with bamboo/basalt/carbon fabrics. J. Clean. Prod. 2022, 363, 132314. [Google Scholar] [CrossRef]
- Ebrahimnezhad-Khaljiri, H.; Ghadi, A. Recent advancement in synthesizing bio-epoxy nanocomposites using lignin, plant oils, saccharides, polyphenols, and natural rubbers: A review. Int. J. Biol. Macromol. 2023, 256, 128041. [Google Scholar] [CrossRef]
- Lu, X.; Gu, X. A review on lignin-based epoxy resins: Lignin effects on their synthesis and properties. Int. J. Biol. Macromol. 2023, 229, 778–790. [Google Scholar] [CrossRef]
- Bagheri, S.; Nejad, M. Fully biobased composite made with epoxidized-lignin, reinforced with bamboo fibers. Polym. Compos. 2023, 44, 3926–3938. [Google Scholar] [CrossRef]
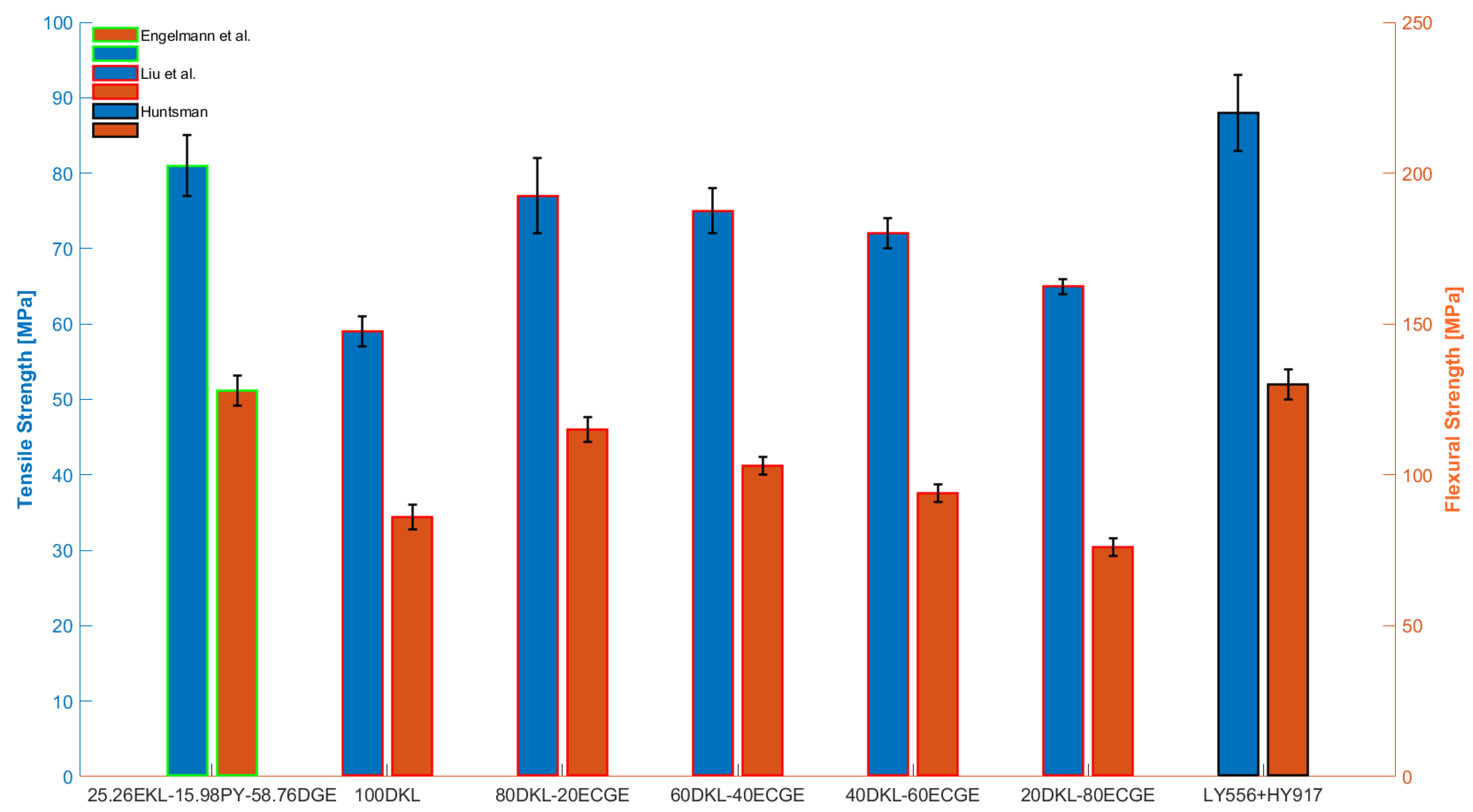
- Engelmann, G.; Ganster, J. Bio-based epoxy resins with low molecular weight kraft lignin and pyrogallol. Holzforschung 2014, 68, 435–446. [Google Scholar] [CrossRef]
- Gouveia, J.R.; Garcia, G.E.S.; Antonino, L.D.; Tavares, L.B.; dos Santos, D.J. Epoxidation of Kraft Lignin as a Tool for Improving the Mechanical Properties of Epoxy Adhesive. Molecules 2020, 25, 2513. [Google Scholar] [CrossRef] [PubMed]
- Liu, G.; Jin, C.; Huo, S.; Kong, Z.; Chu, F. Preparation and properties of novel bio-based epoxy resin thermosets from lignin oligomers and cardanol. Int. J. Biol. Macromol. 2021, 193, 1400–1408. [Google Scholar] [CrossRef] [PubMed]
- Ferdosian, F.; Zhang, Y.; Yuan, Z.; Anderson, M.; Xu, C.C. Curing kinetics and mechanical properties of bio-based epoxy composites comprising lignin-based epoxy resins. Eur. Polym. J. 2016, 82, 153–165. [Google Scholar] [CrossRef]
- Over, L.C.; Grau, E.; Grelier, S.; Meier, M.A.R.; Cramail, H. Synthesis and Characterization of Epoxy Thermosetting Polymers from Glycidylated Organosolv Lignin and Bisphenol A. Macromol. Chem. Phys. 2017, 218, 1600411. [Google Scholar] [CrossRef]
- Perrin, F.X.; Nguyen, T.M.H.; Vernet, J.L. Kinetic Analysis of Isothermal and Nonisothermal Epoxy-Amine Cures by Model-Free Isoconversional Methods. Macromol. Chem. Phys. 2007, 208, 718–729. [Google Scholar] [CrossRef]
- Ferdosian, F.; Yuan, Z.; Anderson, M.; Xu, C.C. Synthesis and characterization of hydrolysis lignin-based epoxy resins. Ind. Crop. Prod. 2016, 91, 295–301. [Google Scholar] [CrossRef]
- Yu, Q.; Peng, X.; Wang, Y.; Geng, H.; Xu, A.; Zhang, X.; Xu, W.; Ye, D. Vanillin-based degradable epoxy vitrimers: Reprocessability and mechanical properties study. Eur. Polym. J. 2019, 117, 55–63. [Google Scholar] [CrossRef]
- Wang, Y.; Jin, B.; Ye, D.; Liu, Z. Fully recyclable carbon fiber reinforced vanillin-based epoxy vitrimers. Eur. Polym. J. 2022, 162, 110927. [Google Scholar] [CrossRef]
- Nabipour, H.; Niu, H.; Wang, X.; Batool, S.; Hu, Y. Fully bio-based epoxy resin derived from vanillin with flame retardancy and degradability. React. Funct. Polym. 2021, 168, 105034. [Google Scholar] [CrossRef]
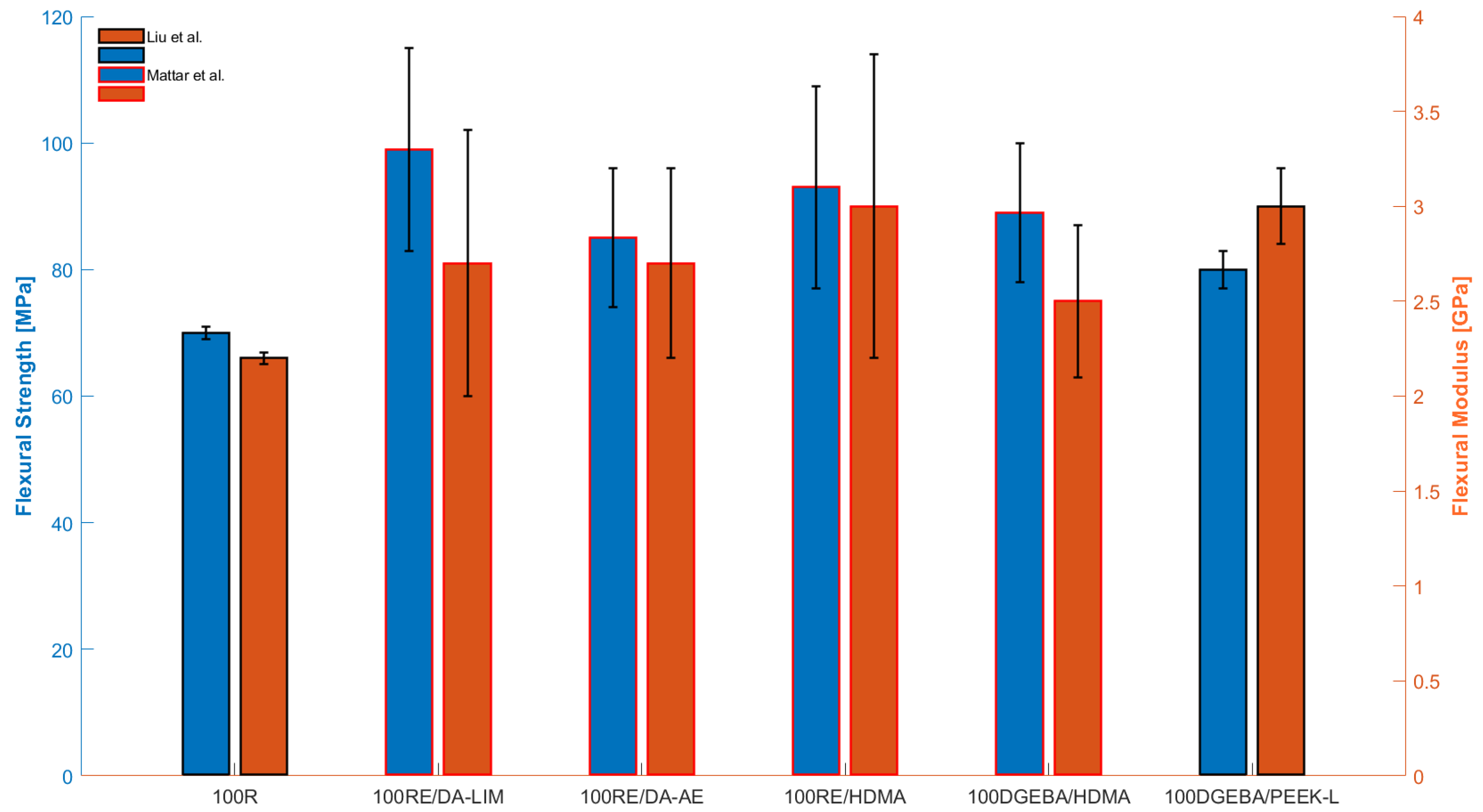
- Mattar, N.; de Anda, A.R.; Vahabi, H.; Renard, E.; Langlois, V. Resorcinol-Based Epoxy Resins Hardened with Limonene and Eugenol Derivatives: From the Synthesis of Renewable Diamines to the Mechanical Properties of Biobased Thermosets. ACS Sustain. Chem. Eng. 2020, 8, 13064–13075. [Google Scholar] [CrossRef]
- Mattar, N.; Langlois, V.; Renard, E.; Rademacker, T.; Hübner, F.; Demleitner, M.; Altstädt, V.; Ruckdäschel, H. Fully Bio-Based Epoxy-Amine Thermosets Reinforced with Recycled Carbon Fibers as a Low Carbon-Footprint Composite Alternative. Appl. Polym. Mater. 2021, 3, 426–435. [Google Scholar] [CrossRef]
- Desai, P.D.; Jagtap, R.N. Synthesis and Characterization of Fiber-Reinforced Resorcinol Epoxy Acrylate Applied to Stereolithography 3D Printing. ACS Omega 2021, 6, 31122–31131. [Google Scholar] [CrossRef] [PubMed]
- Kim, Y.O.; Cho, J.; Kim, Y.N.; Kim, K.W.; Lee, B.W.; Kim, J.W.; Kim, M.; Jung, Y.C. Recyclable, flame-retardant and smoke-suppressing tannic acid-based carbon-fiber-reinforced plastic. Compos. Part B Eng. 2020, 197, 108173. [Google Scholar] [CrossRef]
- Fei, X.; Zhao, F.; Wei, W.; Luo, J.; Chen, M.; Liu, X. Tannic Acid as a Bio-Based Modifier of Epoxy/Anhydride Thermosets. Polymers 2016, 8, 314. [Google Scholar] [CrossRef] [PubMed]
- Kadam, A.; Pawar, M.; Yemul, O.; Thamke, V.; Kodam, K. Biodegradable biobased epoxy resin from karanja oil. Polymer 2015, 72, 82–92. [Google Scholar] [CrossRef]
- Shibata, M.; Nakai, K. Preparation and properties of biocomposites composed of bio-based epoxy resin, tannic acid, and microfibrillated cellulose. J. Polym. Sci. Part B Polym. Phys. 2010, 48, 425–433. [Google Scholar] [CrossRef]
- Borah, N.; Karak, N. Tannic acid based bio-based epoxy thermosets: Evaluation of thermal, mechanical, and biodegradable behaviors. J. Appl. Polym. Sci. 2021, 139, 51792. [Google Scholar] [CrossRef]
- Deng, L.; Ha, C.; Sun, C.; Zhou, B.; Yu, J.; Shen, M.; Mo, J. Properties of Bio-based Epoxy Resins from Rosin with Different Flexible Chains. Ind. Eng. Chem. Res. 2013, 52, 13233–13240. [Google Scholar] [CrossRef]
- Liu, X.; Huang, W.; Jiang, Y.H.; Zhu, J.; Zhang, C.Z. Preparation of a bio-based epoxy with comparable properties to those of petroleum-based counterparts. Express Polym. Lett. 2012, 6, 293–298. [Google Scholar] [CrossRef]
- Jia, P.; Song, F.; Li, Q.; Xia, H.; Li, M.; Shu, X.; Zhou, Y. Recent Development of Cardanol Based Polymer Materials—A Review. J. Renew. Mater. 2019, 7, 601–619. [Google Scholar] [CrossRef]
- Iadarola, A.; Matteo, P.D.; Ciardiello, R.; Gazza, F.; Lambertini, V.G.; Brunella, V.; Paolino, D.S. Quasi-static and dynamic response of cardanol bio-based epoxy resins: Effect of different bio-contents. Procedia Struct. Integr. 2023, 47, 383–397. [Google Scholar] [CrossRef]
- Gour, R.S.; Raut, K.G.; Badiger, M.V. Flexible epoxy novolac coatings: Use of cardanol-based flexibilizers. J. Appl. Polym. Sci. 2017, 134, 44920. [Google Scholar] [CrossRef]
- Gour, R.S.; Kodgire, V.V.; Badiger, M.V. Toughening of epoxy novolac resin using cardanol based flexibilizers. J. Appl. Polym. Sci. 2016, 133, 43318. [Google Scholar] [CrossRef]
- Darroman, E.; Durand, N.; Boutevin, B.; Caillol, S. Improved cardanol derived epoxy coatings. Prog. Org. Coatings 2016, 91, 9–16. [Google Scholar] [CrossRef]
- Darroman, E.; Durand, N.; Boutevin, B.; Caillol, S. New cardanol/sucrose epoxy blends for biobased coatings. Prog. Org. Coatings 2015, 83, 47–54. [Google Scholar] [CrossRef]
- Rapi, Z.; Szolnoki, B.; Bakó, P.; Niedermann, P.; Toldy, A.; Bodzay, B.; Keglevich, G.; Marosi, G. Synthesis and characterization of biobased epoxy monomers derived from D-glucose. Eur. Polym. J. 2015, 67, 375–382. [Google Scholar] [CrossRef]
- Marotta, A.; Faggio, N.; Ambrogi, V.; Cerruti, P.; Gentile, G.; Mija, A. Curing Behavior and Properties of Sustainable Furan-Based Epoxy/Anhydride Resins. Biomacromolecules 2019, 20, 3831–3841. [Google Scholar] [CrossRef]
- Faggio, N.; Marotta, A.; Ambrogi, V.; Cerruti, P.; Gentile, G. Fully bio-based furan/maleic anhydride epoxy resin with enhanced adhesive properties. J. Mater. Sci. 2023, 58, 7195–7208. [Google Scholar] [CrossRef]
- Miao, J.T.; Yuan, L.; Guan, Q.; Liang, G.; Gu, A. Biobased Heat Resistant Epoxy Resin with Extremely High Biomass Content from 2,5-Furandicarboxylic Acid and Eugenol. ACS Sustain. Chem. Eng. 2017, 5, 7003–7011. [Google Scholar] [CrossRef]
- Wang, Z.; Cao, N.; He, J.; Du, R.; Liu, Y.; Zhao, G. Mechanical and anticorrosion properties of furan/epoxy-based basalt fiber-reinforced composites. J. Appl. Polym. Sci. 2017, 134, 44799. [Google Scholar] [CrossRef]
- Hu, F.; La Scala, J.; Sadler, J.; Palmese, G. Synthesis and Characterization of Thermosetting Furan-Based Epoxy Systems. Macromolecules 2014, 47, 3332–3342. [Google Scholar] [CrossRef]
- Chen, C.H.; Tung, S.H.; Jeng, R.J.; Abu-Omar, M.M.; Lin, C.H. A facile strategy to achieve fully bio-based epoxy thermosets from eugenol. Green Chem. 2019, 21, 4475–4488. [Google Scholar] [CrossRef]
- Wan, J.; Gan, B.; Li, C.; Molina-Aldareguia, J.; Kalali, E.N.; Wang, X.; Wang, D.Y. A sustainable, eugenol-derived epoxy resin with high biobased content, modulus, hardness and low flammability: Synthesis, curing kinetics and structure–property relationship. Chem. Eng. J. 2016, 284, 1080–1093. [Google Scholar] [CrossRef]
- Pansumdaeng, J.; Kuntharin, S.; Harnchana, V.; Supanchaiyamat, N. Fully bio-based epoxidized soybean oil thermosets for high performance triboelectric nanogenerator. Green Chem. 2020, 22, 6912–6921. [Google Scholar] [CrossRef]
- Altuna, F.; Esposito, L.; Ruseckaite, R.; Stefani, P. Thermal and Mechanical Properties of Anhydride-Cured Epoxy Resins with Different Contents of Biobased Epoxidized Soybean Oil. J. Appl. Polym. Sci. 2011, 120, 789–798. [Google Scholar] [CrossRef]
- Zhu, J.; Chandrashekhara, K.; Flanigan, V.; Kapila, S. Curing and mechanical characterization of a soy-based epoxy resin system. J. Appl. Polym. Sci. 2004, 91, 3513–3518. [Google Scholar] [CrossRef]
- Samper, M.; Fombuena, V.; Boronat, T.; Garcia-Sanoguera, D.; Balart, R. Thermal and Mechanical Characterization of Epoxy Resins (ELO and ESO) Cured with Anhydrides. J. Am. Oil Chem. Soc. 2012, 89, 1521–1528. [Google Scholar] [CrossRef]
- Manthey, N.; Cardona, F.; Francucci, G.; Aravinthan, T. Thermo-mechanical properties of epoxidized hemp oil-based bioresins and biocomposites. J. Reinf. Plast. Compos. 2013, 32, 1444–1456. [Google Scholar] [CrossRef]
- Pin, J.; Sbirrazzuoli, N.; Mija, A. From Epoxidized Linseed Oil to Bioresin: An Overall Approach of Epoxy/Anhydride Cross-Linking. ChemSusChem 2015, 8, 1232–1243. [Google Scholar] [CrossRef]
- Sahoo, S.; Khandelwal, V.; Manik, G. Influence of epoxidized linseed oil and sisal fibers on structure–property relationship of epoxy biocomposite. Polym. Compos. 2018, 39, E2595–E2605. [Google Scholar] [CrossRef]
- Mahendran, A.R.; Wuzella, G.; Kandelbauer, A.; Aust, N. Thermal cure kinetics of epoxidized linseed oil with anhydride hardener. J. Therm. Anal. Calorim. 2012, 107, 989–998. [Google Scholar] [CrossRef]
- Lerma-Canto, A.; Samper, M.; Dominguez, I.; Garcia, D.; Fombuena, V. Epoxidized and Maleinized Hemp Oil to Develop Fully Bio-Based Epoxy Resin Based on Anhydride Hardeners. Polymers 2023, 15, 1404. [Google Scholar] [CrossRef] [PubMed]
- Frias, C.F.; Serra, A.C.; Ramalho, A.; Coelho, J.F.; Fonseca, A.C. Preparation of fully biobased epoxy resins from soybean oil based amine hardeners. Ind. Crop. Prod. 2017, 109, 434–444. [Google Scholar] [CrossRef]
- Mustapha, R.; Rahmat, A.; Majid, R.; Mustapha, S.N.H. Vegetable oil-based epoxy resins and their composites with bio-based hardener: A short review. Polym. Plast. Technol. Mater. 2019, 58, 1–16. [Google Scholar] [CrossRef]
- EasyComposites. IB2—Epoxy Infusion Bio Resin. Available online: https://media.easycomposites.eu/datasheets/EC-TDS-IB2-Epoxy-Infusion-Bio-Resin.pdf (accessed on 29 November 2023).
- Niutta, C.B.; Ciardiello, R.; Tridello, A.; Paolino, D.S. Epoxy and Bio-Based Epoxy Carbon Fiber Twill Composites: Comparison of the Quasi-Static Properties. Materials 2023, 16, 1601. [Google Scholar] [CrossRef]
- Ciardiello, R. Impact Response of Carbon Fiber Composites: Comparison Between Epoxy and Bio-Based Epoxy Matrices; Springer: Cham, Switzerland, 2022. [Google Scholar] [CrossRef]
- Barua, S.; Dutta, G.; Karak, N. Glycerol based tough hyperbranched epoxy: Synthesis, statistical optimization and property evaluation. Chem. Eng. Sci. 2013, 95, 138–147. [Google Scholar] [CrossRef]
- Takada, Y.; Shinbo, K.; Someya, Y.; Shibata, M. Preparation and Properties of Bio-Based Epoxy Montomorillonite Nanocomposites Derived from Polyglycerol Polyglycidyl Ether and epsilon-Polylysine. J. Appl. Polym. Sci. 2009, 113, 479–484. [Google Scholar] [CrossRef]
- Park, S.J.; Jin, F.; Lee, J. Effect of Biodegradable Epoxidized Castor Oil on Physicochemical and Mechanical Properties of Epoxy Resins. Macromol. Chem. Phys. 2004, 205, 2048–2054. [Google Scholar] [CrossRef]
- Sudha, G.S.; Kalita, H.; Mohanty, S.; Nayak, S. Biobased Epoxy Blends from Epoxidized Castor Oil: Effect on Mechanical, Thermal, and Morphological Properties. Macromol. Res. 2017, 25, 420–430. [Google Scholar] [CrossRef]
- Omonov, T.S.; Curtis, J.M. Biobased epoxy resin from canola oil. J. Appl. Polym. Sci. 2014, 131. [Google Scholar] [CrossRef]
- AMPROTM BIO. Bio-Based Epoxy Multipurpose System. Available online: https://www.gurit.com/wp-content/uploads/2022/12/AMPRO-BIO.pdf (accessed on 29 November 2023).
- Sicomin Epoxy Systems. SR Surf Clear EVO/SD EVO Epoxy System for Surfboards. Available online: http://sicomin.com/datasheets/product-pdf74.pdf (accessed on 29 November 2023).
- Sicomin Epoxy Systems. SR GreenPoxy 56/SD 7561 Transparent Epoxy System High Carbon System of Plant Origin. Available online: http://sicomin.com/datasheets/product-pdf1172.pdf (accessed on 29 November 2023).
- Entropy. Super SAP® 100/1000 Sytem. Available online: https://www.pecepoxy.co.uk/data-sheets/TDS_100_1000_v4.pdf (accessed on 29 November 2023).
- Cardolite. FormuliteTM Amine-Cured Epoxy Systems. Available online: https://www.cardolite.com/products/formulite/ (accessed on 29 November 2023).
- Ecopoxy. BioPoxy®36. Available online: https://www.ecopoxy.com/products/biopoxy-36 (accessed on 29 November 2023).
- Sicomin Epoxy Systems. SR InfuGreen 810/SD 882X. Available online: http://sicomin.com/datasheets/product-pdf1243.pdf (accessed on 29 November 2023).
- Huntsman. Araldite LY556/Aradur 917. Available online: https://www.generaladhesivos.com/proveedor-pegamento/430hoja-tecnica-Araldite%20LY%20556_Hardener%20XB3473_eur_e.pdf (accessed on 29 November 2023).
- Dikshit, P.K.; Jun, H.b.; Kim, B.S. Biological conversion of lignin and its derivatives to fuels and chemicals. Korean J. Chem. Eng. 2020, 37, 387–401. [Google Scholar] [CrossRef]
- Sbirrazzuoli, N.; Mititelu-Mija, A.; Vincent, L.; Alzina, C. Isoconversional kinetic analysis of stoichiometric and off-stoichiometric epoxy-amine cures. Thermochim. Acta 2006, 447, 167–177. [Google Scholar] [CrossRef]
- Mansouri, E.; Yuan, Q.; Huang, F. Synthesis and characterization of kraft lignin-based epoxy resins. BioResources 2011, 6, 2492–2503. [Google Scholar] [CrossRef]
- Ferdosian, F.; Yuan, Z.; Anderson, M.; Xu, C. Synthesis of Lignin-based Epoxy Resins: Optimization of Reaction Parameters Using Response Surface Methodology. RSC Adv. 2014, 4, 31745–31753. [Google Scholar] [CrossRef]
- Giudicianni, P.; Cardone, G.; Ragucci, R. Cellulose, hemicellulose and lignin slow steam pyrolysis: Thermal decomposition of biomass components mixtures. J. Anal. Appl. Pyrolysis 2013, 100, 213–222. [Google Scholar] [CrossRef]
- Pinto, P.; Costa, C.; Rodrigues, A. Oxidation of Lignin from Eucalyptus globulus Pulping Liquors to Produce Syringaldehyde and Vanillin. Ind. Eng. Chem. Res. 2013, 52, 4421–4428. [Google Scholar] [CrossRef]
- Fargues, C.; Mathias, A.; Rodrigues, A.E. Kinetics of Vanillin Production from Kraft Lignin Oxidation. Ind. Eng. Chem. Res. 1996, 35, 28–36. [Google Scholar] [CrossRef]
- Mathias, A.; Rodrigues, A. Production of Vanillin by Oxidation of Pine Kraft Lignins with Oxygen. Holzforschung 1995, 49, 273–278. [Google Scholar] [CrossRef]
- Yang, Y.; Xu, Y.; Ji, Y.; Wei, Y. Functional epoxy vitrimers and composites. Prog. Mater. Sci. 2021, 120, 100710. [Google Scholar] [CrossRef]
- Zhang, Y.; Ma, F.; Shi, L.; Lyu, B.; Ma, J. Recyclable, repairable and malleable bio-based epoxy vitrimers: Overview and future prospects. Curr. Opin. Green Sustain. Chem. 2023, 39, 100726. [Google Scholar] [CrossRef]
- Zhao, X.L.; Liu, Y.; Weng, Y.; Li, Y.D.; Zeng, J.B. Sustainable Epoxy Vitrimers from Epoxidized Soybean Oil and Vanillin. ACS Sustain. Chem. Eng. 2020, 8, 15020–15029. [Google Scholar] [CrossRef]
- Genua, A.; Montes, S.; Azcune, I.; Rekondo, A.; Malburet, S.; Daydé-Cazals, B.; Graillot, A. Build-To-Specification Vanillin and Phloroglucinol Derived Biobased Epoxy-Amine Vitrimers. Polymers 2020, 12, 2645. [Google Scholar] [CrossRef] [PubMed]
- Zeng, Y.; Li, J.; Liu, S.; Yang, B. Rosin-Based Epoxy Vitrimers with Dynamic Boronic Ester Bonds. Polymers 2021, 13, 3386. [Google Scholar] [CrossRef] [PubMed]
- Yang, X.; Guo, L.; Xu, X.; Shang, S.; Liu, H. A fully bio-based epoxy vitrimer: Self-healing, triple-shape memory and reprocessing triggered by dynamic covalent bond exchange. Mater. Des. 2020, 186, 108248. [Google Scholar] [CrossRef]
- Liu, Y.Y.; He, J.; Li, Y.D.; Zhao, X.L.; Zeng, J.B. Biobased, reprocessable and weldable epoxy vitrimers from epoxidized soybean oil. Ind. Crop. Prod. 2020, 153, 112576. [Google Scholar] [CrossRef]
- Liu, X.; Zhang, E.; Feng, Z.; Liu, J.; Chen, B.; Liang, L. Degradable bio-based epoxy vitrimers based on imine chemistry and their application in recyclable carbon fiber composites. J. Mater. Sci. 2021, 56, 15733–15751. [Google Scholar] [CrossRef]
- Randall, J.D.; Eyckens, D.J.; Servinis, L.; Stojcevski, F.; O’Dell, L.A.; Gengenbach, T.R.; Demir, B.; Walsh, T.R.; Henderson, L.C. Designing carbon fiber composite interfaces using a ‘graft-to’ approach: Surface grafting density versus interphase penetration. Carbon 2019, 146, 88–96. [Google Scholar] [CrossRef]
- Mileiko, S. Fabrication of composites by the method of internal crystallization. Mech. Compos. Mater. 1992, 27, 592–601. [Google Scholar] [CrossRef]
- Wang, S.; Wang, T.; Zhang, S.; Dong, Z.; Chevali, V.S.; Yang, Y.; Wang, G.; Wang, H. Enhancing fiber-matrix interface in carbon fiber/poly ether ether ketone (CF/PEEK) composites by carbon nanotube reinforcement of crystalline PEEK sizing. Compos. Part B Eng. 2023, 251, 110470. [Google Scholar] [CrossRef]
- Xia, Z.; Kiratitanavit, W.; Facendola, P.; Thota, S.; Yu, S.; Kumar, J.; Mosurkal, R.; Nagarajan, R. Fire resistant polyphenols based on chemical modification of bio-derived tannic acid. Polym. Degrad. Stab. 2018, 153, 227–243. [Google Scholar] [CrossRef]
- Ding, C.; Shuttleworth, P.S.; Makin, S.; Clark, J.H.; Matharu, A.S. New insights into the curing of epoxidized linseed oil with dicarboxylic acids. Green Chem. 2015, 17, 4000–4008. [Google Scholar] [CrossRef]
- Lerma-Canto, A.; Gomez-Caturla, J.; Herrero-Herrero, M.; Garcia, D.; Fombuena, V. Development of Polylactic Acid Thermoplastic Starch Formulations Using Maleinized Hemp Oil as Biobased Plasticizer. Polymers 2021, 13, 1392. [Google Scholar] [CrossRef] [PubMed]
- Montenegro, J.A.S.; Ries, A.; Silva, I.D.S.; Luna, C.B.B.; Souza, A.L.; Wellen, R.M.R. Enzymatic and Synthetic Routes of Castor Oil Epoxidation. Polymers 2023, 15, 2477. [Google Scholar] [CrossRef] [PubMed]
- Pérez, J.; Haagenson, D.; Pryor, S.; Ulven, C.; Wiesenborn, D. Production and Characterization of Epoxidized Canola Oil. Trans. ASABE 2009, 52, 1289–1297. [Google Scholar] [CrossRef]
- ASTM G155-13; Standard Practice for Operating Xenon Arc Light Apparatus for Exposure of Non-Metallic Materials. ASTM: West Conshehoken, PA, USA, 2021.
- Scarponi, C.; Sarasini, F.; Tirillò, J.; Lampani, L.; Valente, T.; Gaudenzi, P. Low-velocity impact behaviour of hemp fibre reinforced bio-based epoxy laminates. Compos. Part B Eng. 2016, 91, 162–168. [Google Scholar] [CrossRef]
- Colomer-Romero, V.; Rogiest, D.; García-Manrique, J.A.; Crespo, J.E. Comparison of Mechanical Properties of Hemp-Fibre Biocomposites Fabricated with Biobased and Regular Epoxy Resins. Materials 2020, 13, 5720. [Google Scholar] [CrossRef] [PubMed]
- Vinod, A.; Tengsuthiwat, J.; Gowda, Y.; Vijay, R.; Sanjay, M.; Siengchin, S.; Dhakal, H.N. Jute/Hemp bio-epoxy hybrid bio-composites: Influence of stacking sequence on adhesion of fiber-matrix. Int. J. Adhes. Adhes. 2022, 113, 103050. [Google Scholar] [CrossRef]
- Thiagamani, S.M.K. Investigation into mechanical, absorption and swelling behaviour of hemp/sisal fibre reinforced bioepoxy hybrid composites: Effects of stacking sequences. Int. J. Biol. Macromol. 2019, 140, 637–646. [Google Scholar] [CrossRef]
- Senthilkumar, K.; Ungtrakul, T.; Chandrasekar, M.; Kumar, T.S.M.; Rajini, N.; Siengchin, S.; Pulikkalparambil, H.; Parameswaranpillai, J.; Ayrilmis, N. Performance of Sisal/Hemp Bio-based Epoxy Composites Under Accelerated Weathering. J. Polym. Environ. 2021, 29, 624–636. [Google Scholar] [CrossRef]
- Moudood, A.; Rahman, A.; Khanlou, H.M.; Hall, W.; Öchsner, A.; Francucci, G. Environmental effects on the durability and the mechanical performance of flax fiber/bio-epoxy composites. Compos. Part B Eng. 2019, 171, 284–293. [Google Scholar] [CrossRef]
- Torres-Arellano, M.; Renteria-Rodríguez, V.; Franco-Urquiza, E. Mechanical Properties of Natural-Fiber-Reinforced Biobased Epoxy Resins Manufactured by Resin Infusion Process. Polymers 2020, 12, 2841. [Google Scholar] [CrossRef] [PubMed]
- Adil, S.; Kumar, B.; Panicker, P.S.; Pham, D.H.; Kim, J. High-performance green composites made by cellulose long filament-reinforced vanillin epoxy resin. Polym. Test. 2023, 123, 108042. [Google Scholar] [CrossRef]
- Diógenes, O.B.; de Oliveira, D.R.; da Silva, L.R.; Ítalo, G.P.; Mazzetto, S.E.; Araujo, W.S.; Lomonaco, D. Development of coal tar-free coatings: Acetylated lignin as a bio-additive for anticorrosive and UV-blocking epoxy resins. Prog. Org. Coatings 2021, 161, 106533. [Google Scholar] [CrossRef]
- Chang, J.; Wang, Z.; hou Han, E.; Liang, X.; Wang, G.; Yi, Z.; Li, N. Corrosion resistance of tannic acid, d-limonene and nano-ZrO2 modified epoxy coatings in acid corrosion environments. J. Mater. Sci. Technol. 2021, 65, 137–150. [Google Scholar] [CrossRef]
- Ammar, S.; Iling, A.; Ramesh, K.; Ramesh, S. Development of fully organic coating system modified with epoxidized soybean oil with superior corrosion protection performance. Prog. Org. Coatings 2020, 140, 105523. [Google Scholar] [CrossRef]
- Branciforti, D.S.; Lazzaroni, S.; Milanese, C.; Castiglioni, M.; Auricchio, F.; Pasini, D.; Dondi, D. Visible light 3D printing with epoxidized vegetable oils. Addit. Manuf. 2019, 25, 317–324. [Google Scholar] [CrossRef]
- Kathalewar, M.; Sabnis, A. Epoxy resin from cardanol as partial replacement of bisphenol-A-based epoxy for coating application. J. Coatings Technol. Res. 2014, 11, 601–618. [Google Scholar] [CrossRef]
- Owuamanam, S.; Soleimani, M.; Cree, D. Fabrication and Characterization of Bio-Epoxy Eggshell Composites. Appl. Mech. 2021, 2, 694–713. [Google Scholar] [CrossRef]
- Fombuena, V.; Bernardi, L.; Fenollar, O.; Boronat, T.; Balart, R. Characterization of green composites from biobased epoxy matrices and bio-fillers derived from seashell wastes. Mater. Des. 2014, 57, 168–174. [Google Scholar] [CrossRef]
- Matykiewicz, D. Biochar as an Effective Filler of Carbon Fiber Reinforced Bio-Epoxy Composites. Processes 2020, 8, 724. [Google Scholar] [CrossRef]
- Tellers, J.; Willems, P.; Tjeerdsma, B.; Sbirrazzuoli, N.; Guigo, N. Spent Coffee Grounds as Property Enhancing Filler in a Wholly Bio-Based Epoxy Resin. Macromol. Mater. Eng. 2021, 306, 2100323. [Google Scholar] [CrossRef]
- Rangappa, S.; Parameswaranpillai, J.; Siengchin, S.; Jawaid, M.; Ozbakkaloglu, T. Bioepoxy based hybrid composites from nano-fillers of chicken feather and lignocellulose Ceiba Pentandra. Sci. Rep. 2022, 12, 379. [Google Scholar] [CrossRef] [PubMed]
- Ghoushji, M.J.; Alebrahim, R.; Zulkifli, R.; Sulong, A.B.; Abdullah, S.; Azhari, C.H. Crashworthiness characteristics of natural ramie/bio-epoxy composite tubes for energy absorption application. Iran. Polym. J. 2018, 27, 563–575. [Google Scholar] [CrossRef]
- Ramon, E.; Sguazzo, C.; Moreira, P. A Review of Recent Research on Bio-Based Epoxy Systems for Engineering Applications and Potentialities in the Aviation Sector. Aerospace 2018, 5, 110. [Google Scholar] [CrossRef]
- Yi, X.; Zhang, X.; Ding, F.; Tong, J. Development of Bio-Sourced Epoxies for Bio-Composites. Aerospace 2018, 5, 65. [Google Scholar] [CrossRef]
- Albuquerque, R.Q.; Rothenhäusler, F.; Gröbel, P.; Ruckdäschel, H. Multi-Objective Optimization of Sustainable Epoxy Resin Systems through Bayesian Optimization and Machine Learning. ACS Appl. Eng. Mater. 2023. [Google Scholar] [CrossRef]
- Lascano, D.; Quiles-Carrillo, L.; Torres-Giner, S.; Boronat, T.; Montanes, N. Optimization of the Curing and Post-Curing Conditions for the Manufacturing of Partially Bio-Based Epoxy Resins with Improved Toughness. Polymers 2019, 11, 1354. [Google Scholar] [CrossRef]
- Zhou, T.; Zhang, X.; Bu, M.; Lei, C. Tuning the properties of bio-based epoxy resins by varying the structural unit rigidity in oligomers and curing procedures. Eur. Polym. J. 2023, 197, 112326. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name | Epoxy System | Bio-Feedstock Nature | Bio Content | Amine Type | Ref. |
|---|---|---|---|---|---|
| AMB | AMPRO BIO/ Slow Hardener (Gurit AG, Zurich, Switzerland) | Cashew nut shell liquid | 40–60% | cycloaliphatic, aliphatic and aromatic | [75] |
| EVO | SR Surf Clear EVO/ SD EVO Fast (Sicomin, Châteauneuf-les-Martigues, France) | Vegetable oil | 40% | N.D. | [76] |
| SR56 + SD | SRGreenpoxy56/ SD7561 (Sicomin) | Plant origin | 35–41% | aliphatic | [77] |
| SP100 | SuperSap 100/ 1000 Hardener (Entropy, San Francisco Bay Area, CA, USA) | Waste pine and vegetable oils | 37% | cycloaliphatic and aliphatic | [78] |
| F2501 | FORMULITE 2501A/ FORMULITE 2401B (Cardolite Corp., Bristol, PA, USA) | Food waste origin: cardanol | 34% | aliphatic and cycloaliphatic | [79] |
| BP36 | BioPoxy 36/ Clear Hardener (Ecopoxy, Winnipeg, MB, Canada) | Soybean, cashew nut oil and recycled egg shells | 32% | aliphatic and aromatic | [80] |
| IB2 | IB2/ Amine Hardener (Easy Composites, Stoke-on-Trent, UK) | Plant origin: glycerol | 31% | N.D. | [67] |
| INF810 | Infugreen810/ SD8824 (Sicomin) | Plant origin | 29% | aliphatic and aromatic | [81] |
| LY556 + HY917 | Araldite LY556/ Aradur 917 (Huntsman Corp., Freeport, TX, USA) | Petroleum based | 0% | aliphatic | [82] |
| Name | Tensile Strength [MPa] | Tensile Modulus [GPa] | Flexural Strength [MPa] | Flexural Modulus [GPa] |
|---|---|---|---|---|
| AMB | 36 | 1.9 | 62 | 1.8 |
| EVO | 68 | 3.4 | 117 | 3.2 |
| SR56 + SD | 70 | 3.1 | 114 | 3.2 |
| SP100 | 57 | 2.6 | 77 | 2.3 |
| F2501 | 69 | 3.1 | 113 | 2.8 |
| BP36 | 58 | 2.8 | 97 | 2.9 |
| IB2 | 65 | 2.8 | 107 | 2.8 |
| INF810 | 62 | 3.1 | 106 | 9.9 |
| LY556 + HY917 | 88 | 3.2 | 130 | - |
| Epoxy System | Lignin Type | Bio Content | Hardener Nature | Ref. |
|---|---|---|---|---|
| EKL/NT1515 | Kraft | 100% | cashew nut shell based (Cardolite Co., Bristol, PA, USA) | [21] |
| EKL-DGEBA/PY | Kraft | 20–50% | gallic acid based (Sigma-Aldrich, Burlington, MA, USA) | [22] |
| EKL-DGEBA/LE20 | Kraft | 15–30% | petroleum based (ABCOL, São Caetano do Sul, SP, Brazil) | [23] |
| DKL-DGEBA/MeTHPA | Kraft | 20–80% | phthalic anhydride based (Jiaxing Lianxin Chemical New Materials Co., Zhejiang, China) | [24] |
| DOL-DGEBA/DMM or DKL-DGEBA/DDM | Kraft & Organosolv | 25–100% | aniline based (Sigma Aldrich) | [25] |
| GOL-DGEBA/IPDA | Organosolv | 0–33% | nitrile based (TCI, Tokyo, Japan) | [26] |
| DHL-DGEBA/DDM | Hydrolysis | 25–100% | aniline based (Sigma Aldrich) | [28] |
| Thermoset Sample | [°C] | [°C] |
|---|---|---|
| 100DHL/DDM | 213 | 368 |
| 75DHL/DDM | 232 | 372 |
| 50DHL/DDM | 240 | 377 |
| 25DHL/DMM | 278 | 384 |
| 100DGEBA */DDM | 360 | 405 |
| Thermoset Sample | Tensile Strength at Break [MPa] | Tensile Modulus [GPa] | [°C] | [°C] |
|---|---|---|---|---|
| 100Van-Ep/IPDA | 65 ± 5 | 2.3 ± 0.2 | 222 | 121 |
| 100Van-Ep/IPDA-1 | 61 ± 4 | 2.4 ± 0.1 | - | - |
| 100Van-Ep/IPDA-2 | 63 ± 4 | 2.6 ± 0.2 | - | - |
| 100Van-Ep/IPDA-3 | 66 ± 3 | 2.6 ± 0.1 | - | - |
| 100DGEBA */IPDA | 76 ± 4 | 2.5 ± 0.1 | 227 | 145 |
| Thermoset Sample | Tensile Strength at Break [MPa] | Tensile Modulus [GPa] | Elongation at Break [%] | [°C] |
|---|---|---|---|---|
| 100VE/DETA | 53 ± 6 | 0.9 ± 0.1 | 9 | 58 |
| 100VE/IPDA | 62 ± 7 | 2.8 ± 0.2 | 6 | 132 |
| 100VE/IPDA-D230 | 34 | 1.5 ± 0.1 | 8 | 84 |
| 100VE/DDM | 48 ± 5 | 2.9 ± 0.3 | 2 | 143 |
| 100DGEBA */IPDA | 76 ± 4 | 2.5 ± 0.1 | 5 | 145 |
| Thermoset Sample | Flexural Strength [MPa] | Flexural Modulus [GPa] | Elongation at Break [%] | [°C] | [°C] |
|---|---|---|---|---|---|
| 100RE/DA-LIM | 99 ± 16 | 2.7 ± 0.7 | 8 ± 3 | 94 | 320 |
| 100RE/DA-AE | 85 ± 11 | 2.2 ± 0.5 | 15 ± 2 | 97 | 328 |
| 100RE/HMDA | 93 ± 16 | 3.0 ± 0.8 | 7 ± 2 | 110 | 353 |
| 100DGEBA/HMDA | 89 ± 11 | 2.5 ± 0.4 | 6 ± 2 | 121 | 362 |
| Thermoset Sample | Tensile Strength [MPa] | Elongation at Break [%] | Impact Energy [kJ/m] | Adhesive Strength (Wood–Wood) [MPa] | [°C] |
|---|---|---|---|---|---|
| 100TAE/BA | 18 ± 1 | 16 ± 1 | 19 | 4545 ± 37 | 62 |
| 90TAE-10DGEBA/BA | 15 ± 2 | 39 | 17 | 2715 ± 29 | 64 |
| 75TAE-15DGEBA/BA | 8 ± 2 | 55 ± 3 | 7 | 2040 ± 23 | 56 |
| 50TAE-50DGEBA/BA | 5 ± 1 | 64 ± 1 | 5 | 881 ± 15 | 99 |
| 100DGEBA/BA | 62 ± 4 | 8 ± 1 | - | 863 ± 5 | 72 |
| Thermoset Sample | Tensile Strength [MPa] | Tensile Modulus [MPa] | Shear Stress at Break [MPa] | Char Yield (700 °C) [%] | [°C] |
|---|---|---|---|---|---|
| 100BOMF/MA | 14 ± 1 | 382 ± 58 | 13 ± 5 | 26 | 34 |
| 100DGEBA/MA | 51 ± 14 | 2187 ± 125 | 4 ± 2 | 16 | 56 |
| Thermoset Sample | Flexural Strength [MPa] | Flexural Modulus [GPa] | Impact Strength [kJ/m] | [°C] | Ref. |
|---|---|---|---|---|---|
| 100FF/MeTHPA | 38 | 2.2 | 3 | 99 | [52] |
| 93.3EUFU-EP/MHHPA | 129 | 3.3 | - | 153 | [51] |
| 60FF-40DGEBA */MeTHPA | 79 | 3.0 | 7 | 131 | [52] |
| 50FF-50DGEBA */MeTHPA | 103 | 3.2 | 15 | 140 | [52] |
| 40FF-60DGEBA */MeTHPA | 95 | 3.1 | 13 | 137 | [52] |
| 100DGEBA */MeTHPA | 92 | 2.8 | 14 | 145 | [52] |
| 100DGEBA/MHHPA | 140 | 3.0 | - | 144 | [51] |
| Thermoset Sample | Tensile Peak Strength [MPa] | Tensile Modulus [GPa] | Flexural Strength [MPa] | Flexural Modulus [MPa] | [°C] | Ref. |
|---|---|---|---|---|---|---|
| 100ELO/PA-MA | - | - | 36 | 623 | 37 | [59] |
| 80ELO-20ESO/PA-MA | - | - | 33 | 676 | 33 | [59] |
| 60ELO-40ESO/PA-MA | - | - | 22 | 425 | 32 | [59] |
| 40ELO-60ESO/PA-MA | - | - | 11 | 155 | 28 | [59] |
| 20ELO-80ESO/PA-MA | - | - | 6 | 100 | 29 | [59] |
| 100ESO/PA-MA | - | - | 1 | 11 | 27 | [59] |
| 30ESO-70DGEBA */CA | 60 | 3.2 | 99 | 2910 | 62 | [58] |
| 30EAS-70DGEBA */CA | 54 | 3.0 | 103 | 2979 | 65 | [58] |
| 30EMS-70DGEBA */CA | 59 | 3.1 | 98 | 2841 | 55 | [58] |
| 20ESO-80DGEBA */CA | 36 | 2.4 | 111 | 3090 | 67 | [58] |
| 20EAS-80DGEBA */CA | 41 | 3.0 | 123 | 3359 | 69 | [58] |
| 20EMS-80DGEBA */CA | 31 | 2.6 | 110 | 3083 | 63 | [58] |
| 100DGEBA */Epicure 9550 | 58 | 3.0 | 110 | 3021 | 75 | [58] |
| Thermoset Sample | Flexural Strength [MPa] | Flexural Modulus [MPa] | [°C] | Ref. |
|---|---|---|---|---|
| 100EHO/100MNA | 7 | 295 | 49 | [64] |
| 100EHO/75MNA-25MHO | 6 | 100 | 34 | [64] |
| 100EHO/50MNA-50MHO | 6 | 70 | 27 | [64] |
| 100EHO/25MNA-75MHO | 1 | 13 | 20 | [64] |
| 100EHO/100MHO | 1 | 12 | 7 | [64] |
| 40ESO-60DGEBA */CA | 4 | 161 | 79 | [60] |
| 40EHO-60DGEBA */CA | 6 | 311 | 80 | [60] |
| 30ESO-70DGEBA */CA | 61 | 1490 | 88 | [60] |
| 30EHO-70DGEBA */CA | 67 | 1701 | 90 | [60] |
| 20ESO-80DGEBA */CA | 75 | 1895 | 91 | [60] |
| 20EHO-80DGEBA */CA | 84 | 1935 | 97 | [60] |
| 100DGEBA */CA | 108 | 2359 | 107 | [60] |
| Thermoset Sample | Tensile Strength [MPa] | Tensile Modulus [GPa] | [°C] |
|---|---|---|---|
| 50ECO-50DGEBA */HY915 | 18 | 0.901 | 39 |
| 30ECO-70DGEBA */HY915 | 42 | 2.728 | 47 |
| 20ECO-80DGEBA */HY915 | 54 | 2.131 | 72 |
| 100DGEBA*/HY915 | 70 | 3.343 | 97 |
| Laminate | Woven Style | Weight (gsm) | Volume Fraction (%) | Ref. |
|---|---|---|---|---|
| C | Twill 2 × 2 | 210 | 51 | [68] |
| G | Plain | Not available | N.D. | [28] |
| C/F | Plain | 205 (C)–200 (F) | 26.4 | [16] |
| B/F | 200 (B)–200 (F) | 20.9 | ||
| C/A | Plain | 205 (C)–200 (A) | 34.9 | [17] |
| B/A | 200 (B)–200 (A) | 33.2 | ||
| C/Bb | Plain | 205 (C)–200 (Bb) | N.D. | [18] |
| B/Bb | 200 (B)–200 (Bb) |
| Laminate | Tensile Strength [MPa] | Tensile Modulus [GPa] | Flexural strength [MPa] | Flexural Modulus [GPa] | Ref. |
|---|---|---|---|---|---|
| Carbon | 716 | 57.8 | 658 | 41.7 | [68] |
| Glass | 214 | 17.5 | 266 | 13.0 | [28] |
| Carbon/Flax | 129 | 2.1 | 388 | 35.8 | [16] |
| Basalt/Flax | 89 | 1.2 | 171 | 14.2 | [16] |
| Laminate | Volume Fraction [%] | Tensile Strength [MPa] | Tensile Modulus [GPa] | Impact Strength [kJ/m] | Ref. |
|---|---|---|---|---|---|
| Hemp | 23.7 | 56 | 1.9 | 2.5 | [110] |
| Jute | 21.5 | 47 | 0.9 | 5.9 | [110] |
| Flax | 29.4 | 47 | 1.0 | 2.6 | [16] |
| Laminate | Volume Fraction [%] | Tensile Strength [MPa] | Tensile Modulus [GPa] | Flexural Strength [MPa] | Flexural Modulus [GPa] | Ref. |
|---|---|---|---|---|---|---|
| Jute/SR56 + SD | 21.5 | 47 | 0.9 | 92 | 1.9 | [110] |
| Jute/SR56 + SZ | 29.0 | 73 | 8.0 | 115 | 7.2 | [114] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Capretti, M.; Giammaria, V.; Santulli, C.; Boria, S.; Del Bianco, G. Use of Bio-Epoxies and Their Effect on the Performance of Polymer Composites: A Critical Review. Polymers 2023, 15, 4733. https://doi.org/10.3390/polym15244733
Capretti M, Giammaria V, Santulli C, Boria S, Del Bianco G. Use of Bio-Epoxies and Their Effect on the Performance of Polymer Composites: A Critical Review. Polymers. 2023; 15(24):4733. https://doi.org/10.3390/polym15244733
Chicago/Turabian StyleCapretti, Monica, Valentina Giammaria, Carlo Santulli, Simonetta Boria, and Giulia Del Bianco. 2023. "Use of Bio-Epoxies and Their Effect on the Performance of Polymer Composites: A Critical Review" Polymers 15, no. 24: 4733. https://doi.org/10.3390/polym15244733