

The Effect of Cellulose Nanocrystal-Based Nanofluid on Milling Performance: An Investigation of Dillimax 690T

Abstract
:
1. Introduction
2. Materials and Methods
2.1. Workpiece Material and Cutting Tools Details
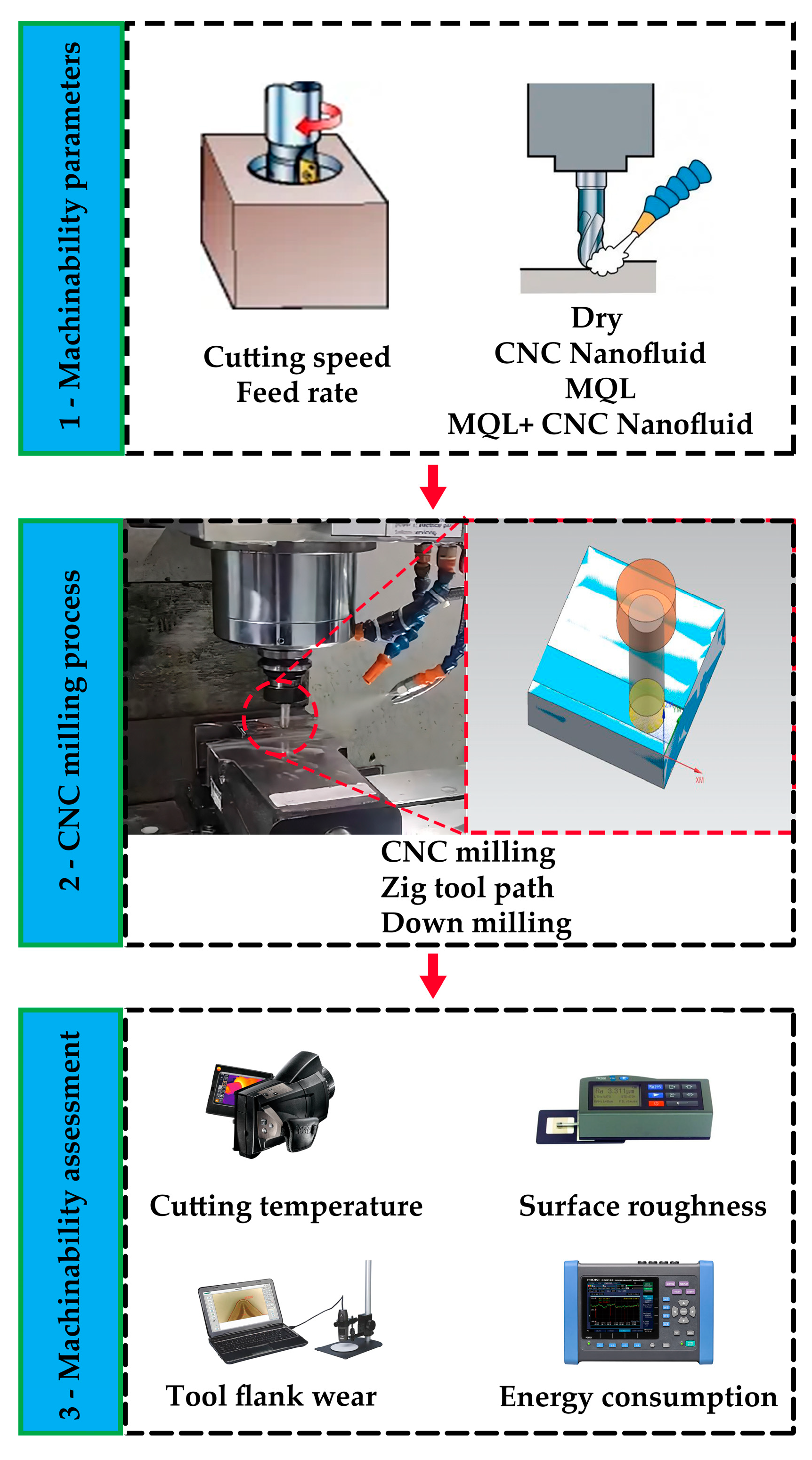
2.2. Machine Tool and Experiments Procedure
2.3. Cooling/Lubricating Conditions
2.4. Measuring Equipment Details
3. Results and Discussion
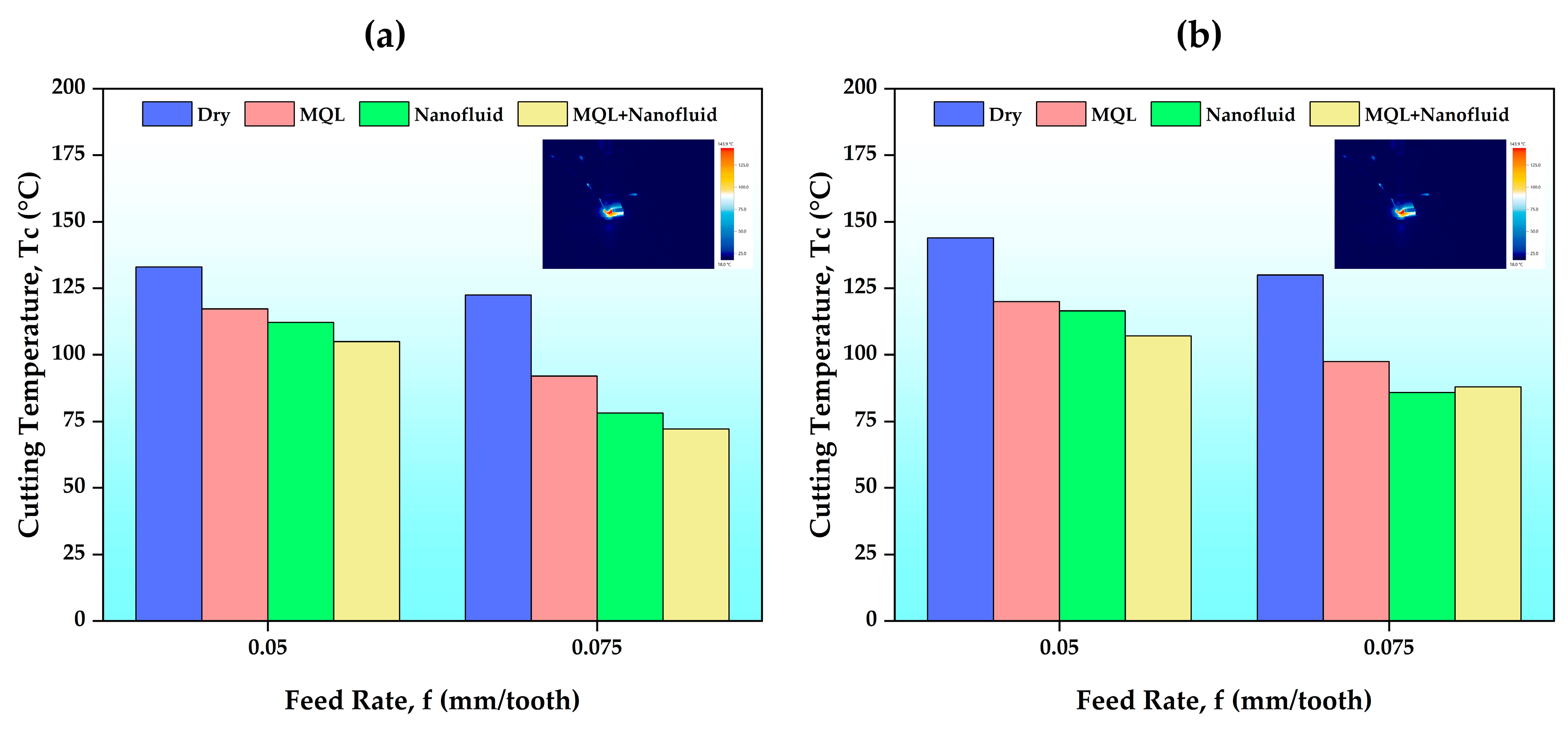
3.1. Evaluation of Cutting Temperature Results
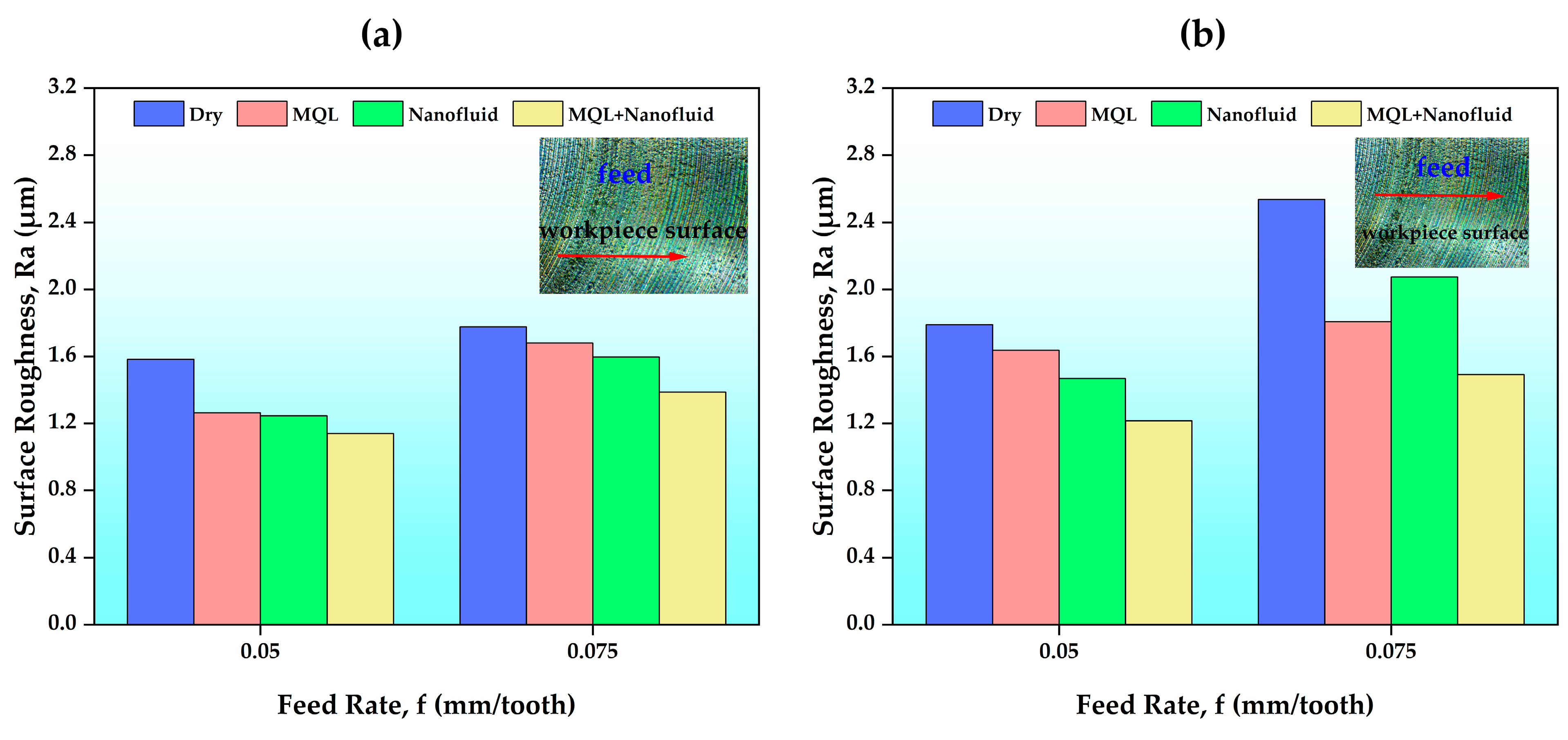
3.2. Evaluation of Surface Roughness Results
3.3. Evaluation of Cutting Tool Wear
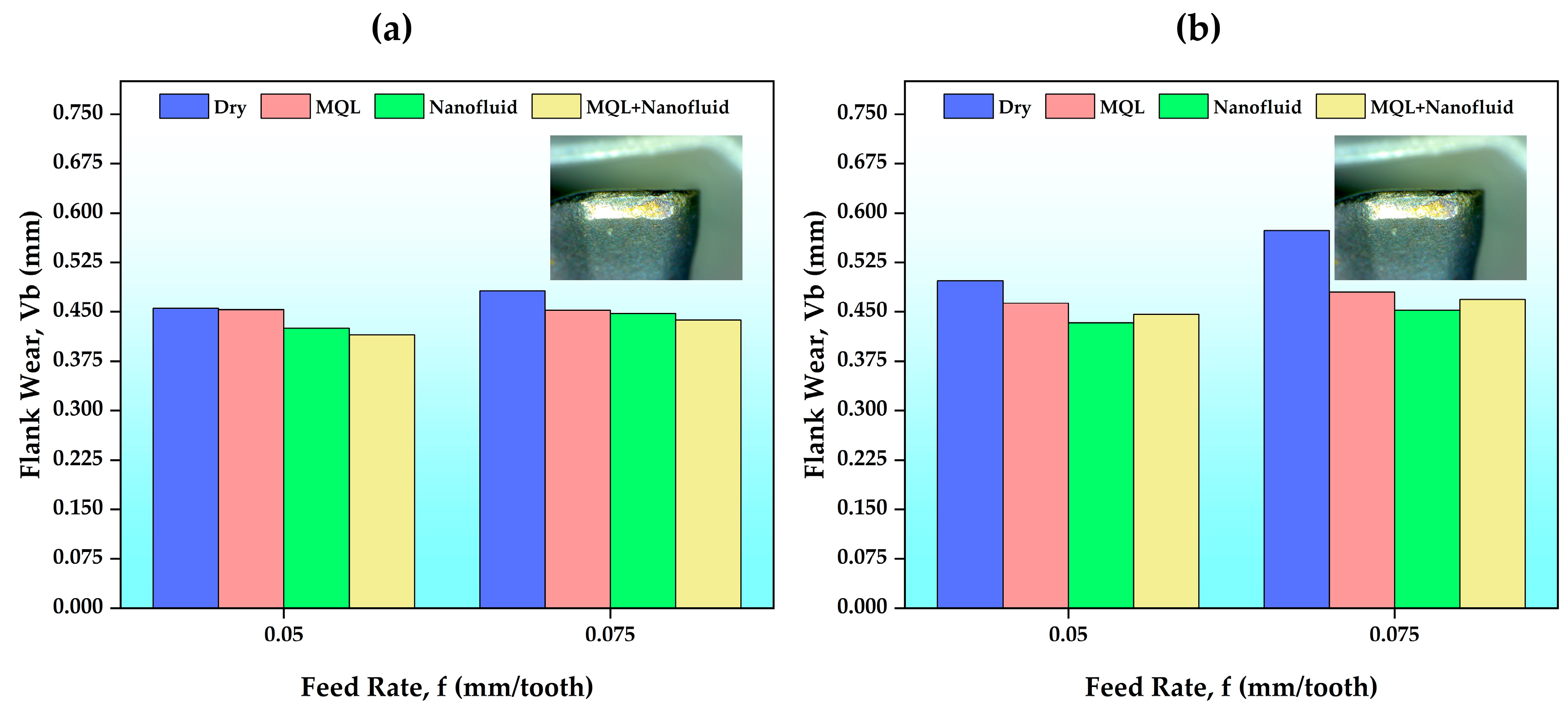
3.3.1. Maximum Flank Wear
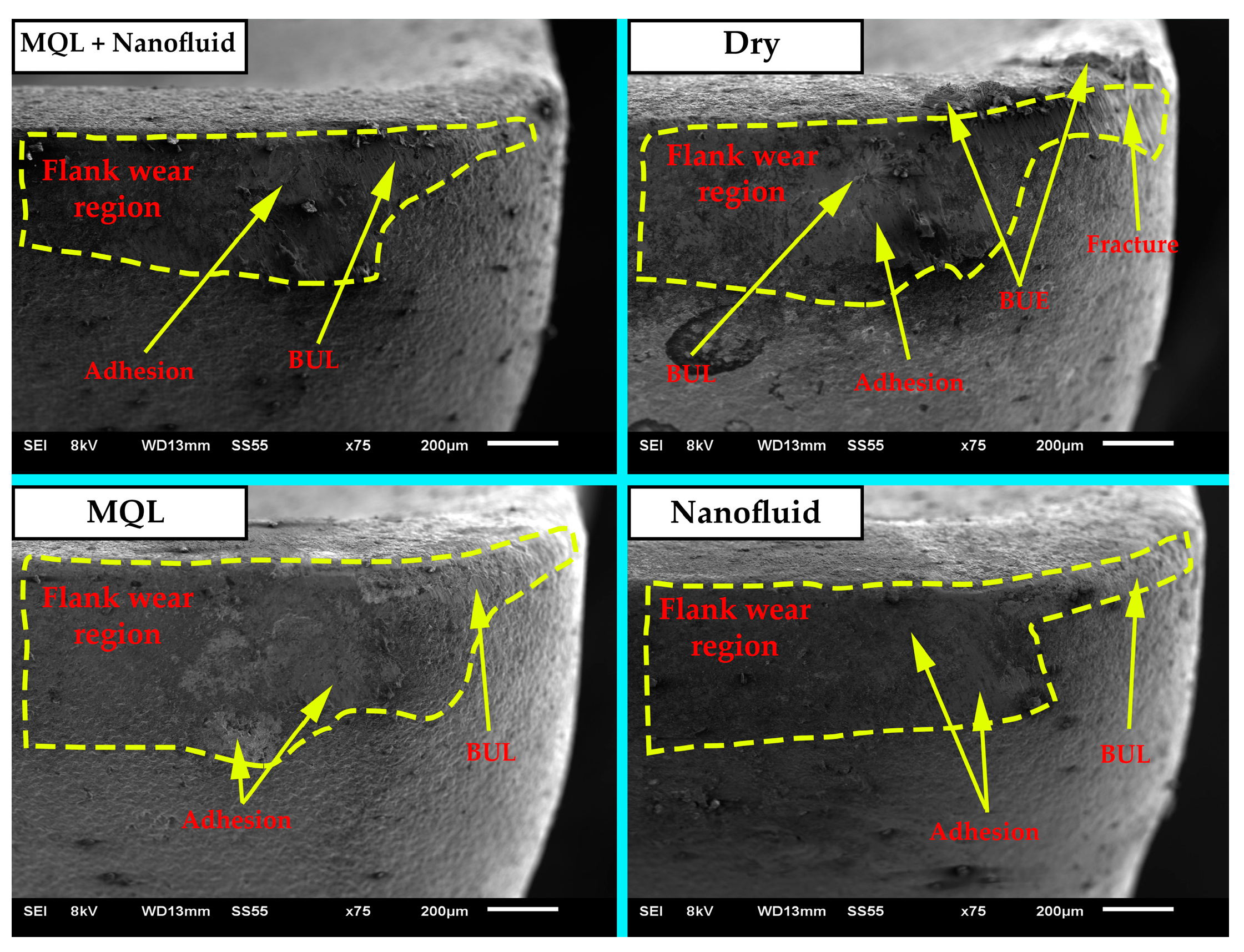
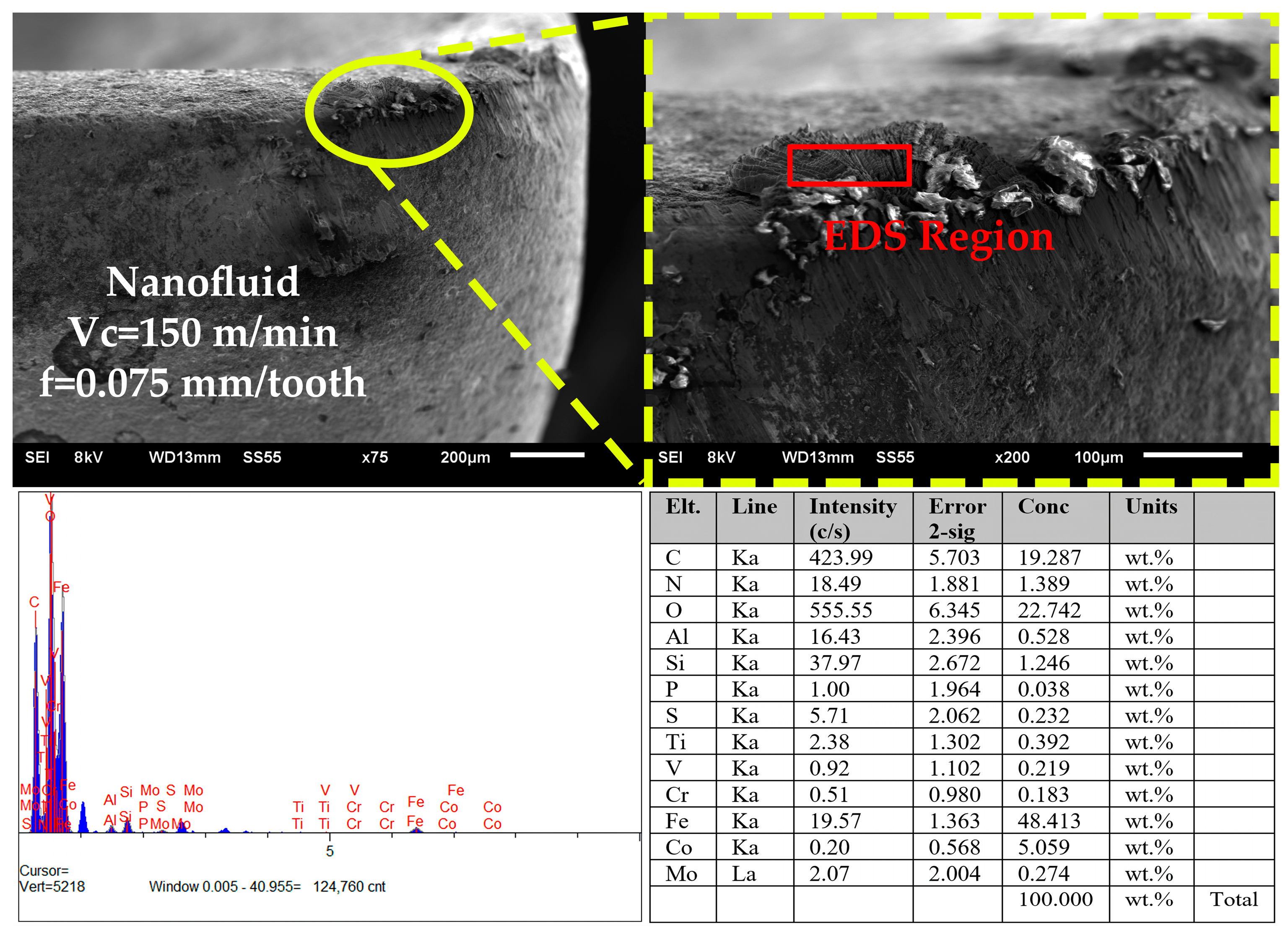
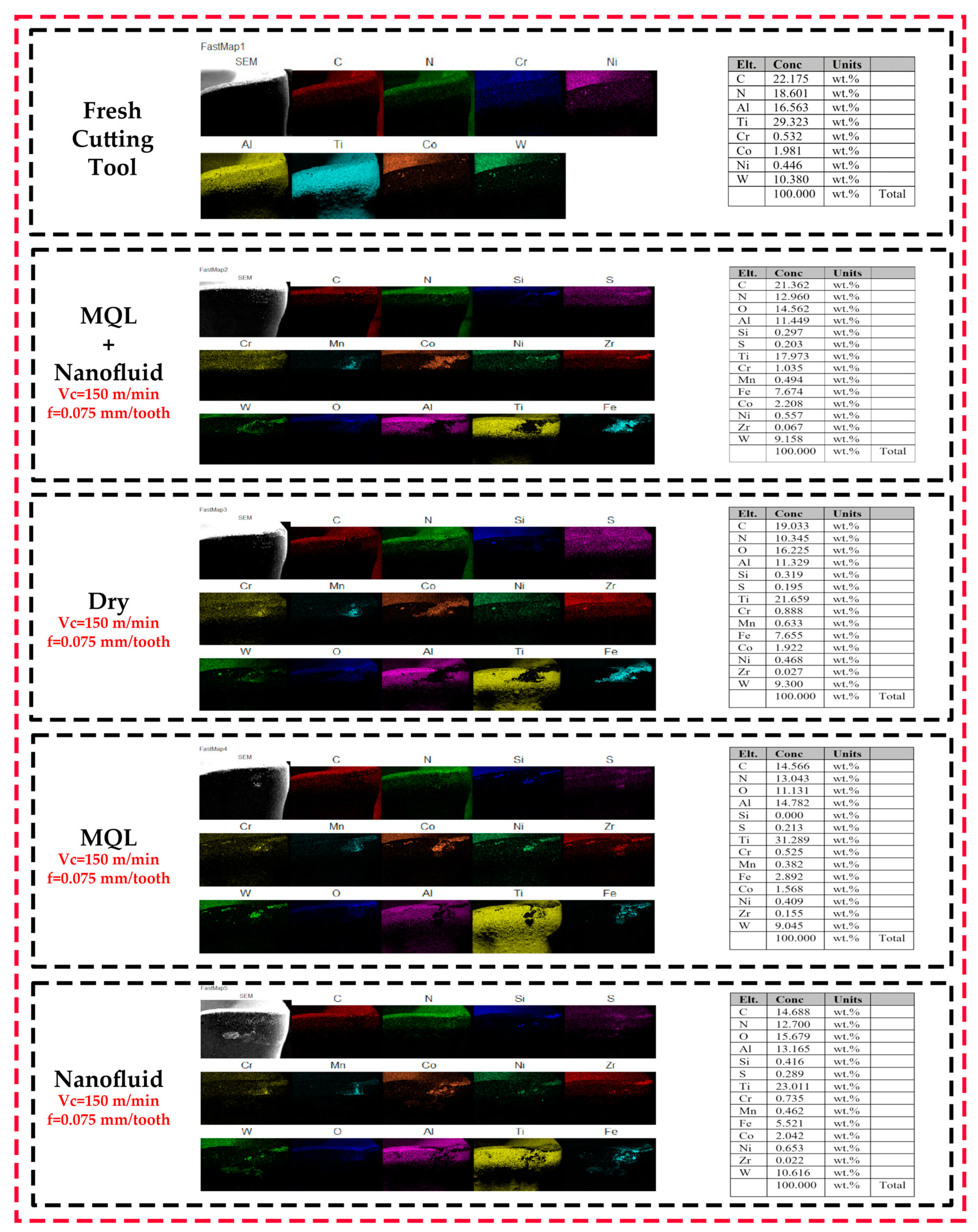
3.3.2. Flank Wear Mechanisms
3.4. Evaluation of Energy Consumption Results
4. Conclusions
- CNC-based nanofluid added to C/L environments significantly reduced the cutting temperatures obtained as a result of the experiments. The maximum cutting temperature obtained for the workpiece was reduced from 143.9 °C to 72.2 °C with appropriate cutting parameters and a hybrid (CNC nanofluid + MQL oil) C/L condition. Additionally, the hybrid C/L condition was approximately 5% more effective in reducing the cutting temperature than using CNC-based nanofluid.
- It was observed that the surface quality of the workpiece tended to decrease with the use of nanofluid. This convincingly proves that the hybrid C/L condition predominantly improves the surface quality of the material. It was determined that this hybrid C/L condition provides approximately 26, 13, and 10% improvements compared to dry, MQL oil, and CNC nanofluid, respectively. The hybrid C/L condition was proven to be a reliable fluid in improving surface quality.
- As a result of the cutting temperature, lower tool wear values were obtained at lower cutting temperatures. It can be said that the nanofluid C/L condition contributes as much as the hybrid C/L condition in reducing these values. They provided approximately 12% and 2% improvements in Vbmax values against dry and MQL oil C/L environments, respectively. The effect of cutting parameters confirms the literature studies.
- It was observed that the dominant wear mechanism occurring in cutting tools was adhesion. As a result, BUE and BUL mechanisms were seen in cutting tools. Although the use of C/L conditions prevented the formation of mechanisms such as chip debris, fracture, and BUE, it was observed that BUL formation continued. In addition, it was revealed that with appropriate C/L conditions, cutting parameters can be reduced slightly compared to high cutting parameters.
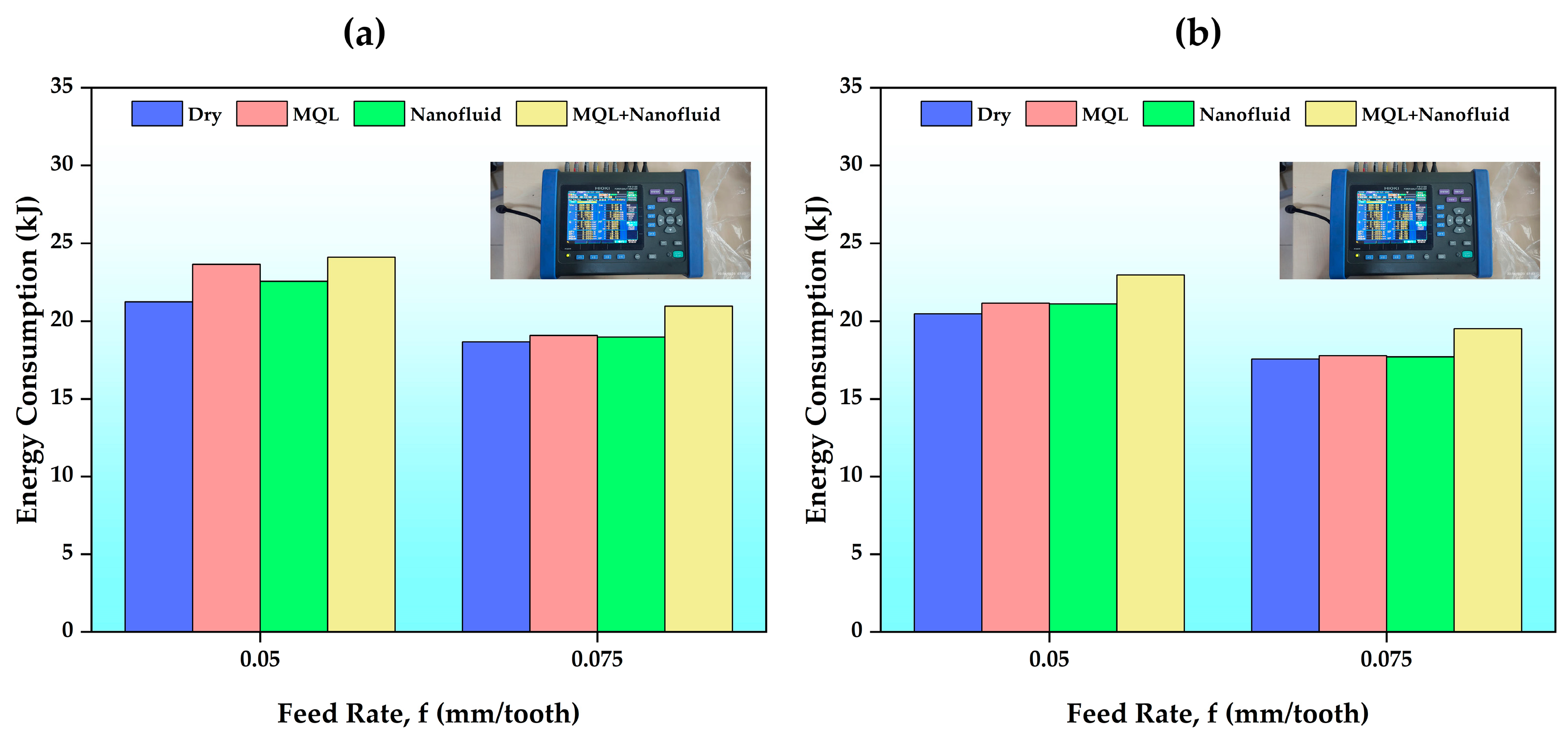
- Although dry machining seems to be the most advantageous for energy consumption, when the results obtained from other machinability metrics are considered, it is clear that dry processing negatively affects the machinability of the materials used. Since one MQL system is used for MQL oil and CNC nanofluid environments and two MQL systems are used for the hybrid C/L environment, it is natural that these C/L conditions have higher energy consumption than the dry environment. However, compared to using MQL oil, the energy saving was approximately 2% in experiments where only CNC-based nanofluid was used.
- As a result of the experiments, C/L environments produced with CNC nanopowder mixed with 0.5% by volume significantly improved material machinability in both single use and hybrid use. In general, it was observed that the hybrid C/L environment gave better results for machinability metrics compared to using CNC-based nanofluid.
- In future studies, different volume ratios can be tried to improve the machinability of similar or other metals. The studied approach can also be seen as a further alternative for turning, grinding, and drilling operations.
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Marichamy, S.; Maniraj, S.; Thanigaivelan, R.; Kumaravel, S.T.; Vinoth Babu, K.; Mallesham, P. Enhancement of material removal rate in EDM process using silicon carbide based strenx 900 steel. Mater. Today Proc. 2021, 45, 780–782. [Google Scholar] [CrossRef]
- Rapoport, L.; Leshchinsky, V.; Lvovsky, M.; Nepomnyashchy, O.; Volovik, Y.; Tenne, R. Mechanism of friction of fullerenes. Ind. Lubr. Tribol. 2002, 54, 171–176. [Google Scholar] [CrossRef]
- Salur, E. Understandings the tribological mechanism of Inconel 718 alloy machined under different cooling/lubrication conditions. Tribol. Int. 2022, 174, 107677. [Google Scholar] [CrossRef]
- Aslan, A.; Salur, E.; Kuntoğlu, M. Evaluation of the Role of Dry and MQL Regimes on Machining and Sustainability Index of Strenx 900 Steel. Lubricants 2022, 10, 301. [Google Scholar] [CrossRef]
- Gitanjali, V.; Nithya, P.; Pandiarajan, P.; Dhruthi, N.; Vineeth Raj, T.; Subbiah, R. Performance machinability through electrochemical grinding of strenx steel. Mater. Today Proc. 2021, 45, 2479–2481. [Google Scholar] [CrossRef]
- Raguraman, D.; Sakthivel, P.; Paramasivam, V.; Girisha, L.; Krishnamoorthy, S.; Rahul Alex, S.; Subbiah, R. Analyze the effect of abrasives in water jet Machining on strenx steel. Mater. Today Proc. 2022, 66, 1088–1092. [Google Scholar] [CrossRef]
- Khanna, N.; Airao, J.; Kshitij, G.; Nirala, C.K.; Hegab, H. Sustainability analysis of new hybrid cooling/lubrication strategies during machining Ti6Al4V and Inconel 718 alloys. Sustain. Mater. Technol. 2023, 36, e00606. [Google Scholar] [CrossRef]
- Makhesana, M.A.; Patel, K.M.; Krolczyk, G.M.; Danish, M.; Singla, A.K.; Khanna, N. Influence of MoS2 and graphite-reinforced nanofluid-MQL on surface roughness, tool wear, cutting temperature and microhardness in machining of Inconel 625. CIRP J. Manuf. Sci. Technol. 2023, 41, 225–238. [Google Scholar] [CrossRef]
- Gupta, M.K.; Korkmaz, M.E.; Sarıkaya, M.; Krolczyk, G.M.; Günay, M.; Wojciechowski, S. Cutting forces and temperature measurements in cryogenic assisted turning of AA2024-T351 alloy: An experimentally validated simulation approach. Measurement 2022, 188, 110594. [Google Scholar] [CrossRef]
- Kuntoglu, M. Machining induced tribological investigations in sustainable milling of Hardox 500 steel: A new approach of measurement science. Measurement 2022, 201, 111715. [Google Scholar] [CrossRef]
- Patel, U.S.; Rawal, S.K.; Arif, A.F.M.; Veldhuis, S.C. Influence of secondary carbides on microstructure, wear mechanism, and tool performance for different cermet grades during high-speed dry finish turning of AISI 304 stainless steel. Wear 2020, 452, 203285. [Google Scholar] [CrossRef]
- Ross, N.S.; Ganesh, M.; Ananth, M.B.J.; Kumar, M.; Rai, R.; Gupta, M.K.; Korkmaz, M.E. Development and potential use of MWCNT suspended in vegetable oil as a cutting fluid in machining of Monel 400. J. Mol. Liq. 2023, 382, 121853. [Google Scholar] [CrossRef]
- Al-Shargabi, M.; Davoodi, S.; Wood, D.A.; Al-Musai, A.; Rukavishnikov, V.S.; Minaev, K.M. Nanoparticle applications as beneficial oil and gas drilling fluid additives: A review. J. Mol. Liq. 2022, 352, 118725. [Google Scholar] [CrossRef]
- Şirin, Ş. Investigation of the performance of cermet tools in the turning of Haynes 25 superalloy under gaseous N2 and hybrid nanofluid cutting environments. J. Manuf. Process. 2022, 76, 428–443. [Google Scholar] [CrossRef]
- Gupta, M.K.; Demirsöz, R.; Korkmaz, M.E.; Ross, N.S. Wear and Friction Mechanism of Stainless Steel 420 Under Various Lubrication Conditions: A Tribological Assessment with Ball on Flat Test. J. Tribol. 2022, 145, 041703. [Google Scholar] [CrossRef]
- Kamata, Y.; Obikawa, T. High speed MQL finish-turning of Inconel 718 with different coated tools. J. Mater. Process. Technol. 2007, 192, 281–286. [Google Scholar] [CrossRef]
- Ji, M.; Xu, J.; Chen, M.; Mansori, M.E.I. Effects of Different Cooling Methods on the Specific Energy Consumption when Drilling CFRP/Ti6Al4V Stacks. Proc. Manufact. 2020, 43, 95–102. [Google Scholar] [CrossRef]
- Tasdelen, B.; Wikblom, T.; Ekered, S. Studies on minimum quantity lubrication (MQL) and air cooling at drilling. J. Mater. Process. Technol. 2008, 200, 339–346. [Google Scholar] [CrossRef]
- Tosun, N.; Huseyinoglu, M. Effect of MQL on Surface Roughness in Milling of AA7075-T6. Mater. Manufact. Process. 2010, 25, 793–798. [Google Scholar] [CrossRef]
- Şap, E.; Usca, Ü.A.; Uzun, M. Machining and optimization of reinforced copper composites using different cooling-lubrication conditions. J. Brazil. Soc. Mech. Sci. Eng. 2022, 44, 399. [Google Scholar] [CrossRef]
- Şap, S.; Usca, Ü.A.; Uzun, M.; Kuntoğlu, M.; Salur, E.; Pimenov, D.Y. Investigation of the Effects of Cooling and Lubricating Strategies on Tribological Characteristics in Machining of Hybrid Composites. Lubricants 2022, 10, 63. [Google Scholar] [CrossRef]
- Usca, Ü.A.; Uzun, M.; Şap, S.; Giasin, K.; Pimenov, D.Y.; Prakash, C. Determination of machinability metrics of AISI 5140 steel for gear manufacturing using different cooling/lubrication conditions. J. Mater. Res. Technol. 2022, 21, 893–904. [Google Scholar] [CrossRef]
- Babu, M.N.; Anandan, V.; Yıldırım, Ç.V.; Babu, M.D.; Sarıkaya, M. Investigation of the characteristic properties of graphene-based nanofluid and its effect on the turning performance of Hastelloy C276 alloy. Wear 2022, 510, 204495. [Google Scholar] [CrossRef]
- Yücel, A.; Yıldırım, Ç.V.; Sarıkaya, M.; Şirin, Ş.; Kıvak, T.; Gupta, M.K.; Tomaz, Í.V. Influence of MoS2 based nanofluid-MQL on tribological and machining characteristics in turning of AA 2024 T3 aluminum alloy. J. Mater. Res. Technol. 2021, 15, 1688–1704. [Google Scholar] [CrossRef]
- Şirin, Ş.; Kıvak, T. Effects of hybrid nanofluids on machining performance in MQL-milling of Inconel X-750 superalloy. J. Manuf. Process. 2021, 70, 163–176. [Google Scholar] [CrossRef]
- Lyu, Z.; Asadi, A.; Alarifi, I.M.; Ali, V.; Foong, L.K. Thermal and Fluid Dynamics Performance of MWCNT-Water Nanofluid Based on Thermophysical Properties: An Experimental and Theoretical Study. Sci. Rep. 2020, 10, 5185. [Google Scholar] [CrossRef]
- Sun, S.; Sun, S.; Cao, X.; Sun, R. The role of pretreatment in improving the enzymatic hydrolysis of lignocellulosic materials. Bioresour. Technol. 2016, 199, 49–58. [Google Scholar] [CrossRef] [PubMed]
- Trache, D.; Hussin, M.H.; Haafiz, M.K.M.; Thakur, V.K. Recent progress in cellulose nanocrystals: Sources and production. Nanoscale 2017, 9, 1763–1786. [Google Scholar] [CrossRef] [PubMed]
- Grishkewich, N.; Mohammed, N.; Tang, J.; Tam, K.C. Recent advances in the application of cellulose nanocrystals. Curr. Opin. Colloid Interface Sci. 2017, 29, 32–45. [Google Scholar] [CrossRef]
- Xie, H.; Du, H.; Yang, X.; Si, C. Recent Strategies in Preparation of Cellulose Nanocrystals and Cellulose Nanofibrils Derived from Raw Cellulose Materials. Int. J. Polym. Sci. 2018, 2018, 7923068. [Google Scholar] [CrossRef]
- Şap, S.; Usca, Ü.A.; Tarih, Y.S.; Yar, A.; Kuntoğlu, M.; Gupta, M.K. Novel Use of Cellulose Based Biodegradable Nano Crystals in the Machining of PPS Composites: An Approach Towards Green Machining. Int. J. Precis. Eng. Manuf. Technol. 2023, 1–19. [Google Scholar] [CrossRef]
- Ross, N.S.; Ganesh, M.; Srinivasan, D.; Gupta, M.K.; Korkmaz, M.E.; Krolczyk, J.B. Role of sustainable cooling/lubrication conditions in improving the tribological and machining characteristics of Monel-400 alloy. Tribol. Int. 2022, 176, 107880. [Google Scholar] [CrossRef]
- Abukhshim, N.A.; Mativenga, P.T.; Sheikh, M.A. Heat generation and temperature prediction in metal cutting: A review and implications for high speed machining. Int. J. Mach. Tools Manuf. 2006, 46, 782–800. [Google Scholar] [CrossRef]
- Danish, M.; Gupta, M.K.; Rubaiee, S.; Ahmed, A.; Mahfouz, A.; Jamil, M. Machinability investigations on CFRP composites: A comparison between sustainable cooling conditions. Int. J. Adv. Manuf. Technol. 2021, 114, 3201–3216. [Google Scholar] [CrossRef]
- Bagherzadeh, A.; Budak, E. Investigation of machinability in turning of difficult-to-cut materials using a new cryogenic cooling approach. Tribol. Int. 2018, 119, 510–520. [Google Scholar] [CrossRef]
- Yıldırım, Ç.V. Investigation of hard turning performance of eco-friendly cooling strategies: Cryogenic cooling and nanofluid based MQL. Tribol. Int. 2020, 144, 106127. [Google Scholar] [CrossRef]
- Duc, T.M.; Long, T.T.; Chien, T.Q. Performance Evaluation of MQL Parameters Using Al2O3 and MoS2 Nanofluids in Hard Turning 90CrSi Steel. Lubricants 2019, 7, 40. [Google Scholar] [CrossRef]
- Moura, R.R.; da Silva, M.B.; Machado, Á.R.; Sales, W.F. The effect of application of cutting fluid with solid lubricant in suspension during cutting of Ti-6Al-4V alloy. Wear 2015, 332, 762–771. [Google Scholar] [CrossRef]
- Zetty Akhtar, A.M.; Rahman, M.M.; Kadirgama, K.; Maleque, M.A. Effect of TiO2 and Al2O3-ethylene glycol-based nanofluids on cutting temperature and surface roughness during turning process of AISI 1018. OP Conf. Ser. Mater. Sci. Eng. 2020, 736, 052033. [Google Scholar] [CrossRef]
- Anandan, V.; Naresh Babu, M.; Vetrivel Sezhian, M.; Yildirim, C.V.; Dinesh Babu, M. Influence of graphene nanofluid on various environmental factors during turning of M42 steel. J. Manuf. Process. 2021, 68, 90–103. [Google Scholar] [CrossRef]
- Binali, R.; Demirpolat, H.; Kuntoğlu, M.; Sağlam, H. Machinability Investigations Based on Tool Wear, Surface Roughness, Cutting Temperature, Chip Morphology and Material Removal Rate during Dry and MQL-Assisted Milling of Nimax Mold Steel. Lubricants 2023, 11, 101. [Google Scholar] [CrossRef]
- Binali, R.; Demirpolat, H.; Kuntoğlu, M.; Salur, E. Different Aspects of Machinability in Turning of AISI 304 Stainless Steel: A Sustainable Approach with MQL Technology. Metals 2023, 13, 1088. [Google Scholar] [CrossRef]
- Şap, S. Machining and Energy Aspect Assessment with Sustainable Cutting Fluid Strategies of Al–12Si Based Hybrid Composites. Int. J. Precis. Eng. Manuf. Technol. 2023. [Google Scholar] [CrossRef]
- Şap, E.; Usca, Ü.A.; Gupta, M.K.; Kuntoğlu, M.; Sarıkaya, M.; Pimenov, D.Y.; Mia, M. Parametric optimization for improving the machining process of cu/mo-sicp composites produced by powder metallurgy. Materials 2021, 14, 1921. [Google Scholar] [CrossRef] [PubMed]
- Korkmaz, M.E.; Gupta, M.K.; Günay, M.; Boy, M.; Yaşar, N.; Demirsöz, R.; Ross, K.N.S.; Abbas, Y. Comprehensive analysis of tool wear, surface roughness and chip morphology in sustainable turning of Inconel-601 alloy. J. Manuf. Process. 2023, 103, 156–167. [Google Scholar] [CrossRef]
- Şap, S. Understanding the Machinability and Energy Consumption of Al-Based Hybrid Composites under Sustainable Conditions. Lubricants 2023, 11, 111. [Google Scholar] [CrossRef]
- Thakur, A.; Manna, A.; Samir, S. Experimental investigation of nanofluids in minimum quantity lubrication during turning of EN-24 steel. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2020, 234, 712–729. [Google Scholar] [CrossRef]
- Demirpolat, H.; Binali, R.; Patange, A.D.; Pardeshi, S.S.; Gnanasekaran, S. Comparison of Tool Wear, Surface Roughness, Cutting Forces, Tool Tip Temperature, and Chip Shape during Sustainable Turning of Bearing Steel. Materials 2023, 16, 4408. [Google Scholar] [CrossRef]
- ISO 3685:1993; Tool Life Test Standard. ISO: Geneva, Switzerland, 1993.
- Cappellini, C.; Abeni, A. Development and implementation of crater and flank tool wear model for hard turning simulations. Int. J. Adv. Manuf. Technol. 2022, 120, 2055–2073. [Google Scholar] [CrossRef]
- Gupta, M.K.; Mia, M.; Pruncu, C.I.; Kapłonek, W.; Nadolny, K.; Patra, K.; Mikolajczyk, T.; Pimenov, D.Y.; Sarikaya, M.; Sharma, V.S. Parametric optimization and process capability analysis for machining of nickel-based superalloy. Int. J. Adv. Manuf. Technol. 2019, 102, 3995–4009. [Google Scholar] [CrossRef]
- Aslan, A. Optimization and analysis of process parameters for flank wear, cutting forces and vibration in turning of AISI 5140: A comprehensive study. Measurement 2020, 163, 107959. [Google Scholar] [CrossRef]
- Mia, M.; Gupta, M.K.; Singh, G.; Królczyk, G.; Pimenov, D.Y. An approach to cleaner production for machining hardened steel using different cooling-lubrication conditions. J. Clean. Prod. 2018, 187, 1069–1081. [Google Scholar] [CrossRef]
- Talib, N.; Rahim, E.A. Performance of modified jatropha oil in combination with hexagonal boron nitride particles as a bio-based lubricant for green machining. Tribol. Int. 2018, 118, 89–104. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | C | Si | Mn | P | S | Cr | Cu | Ni | Mo | B | Zr |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Max % | 0.2 | 0.6 | 1.6 | 0.02 | 0.01 | 0.8 | 0.3 | 2.0 | 0.7 | 0.005 | 0.015 |
| Parameters | Symbols | Unit | Levels | |||
|---|---|---|---|---|---|---|
| L1 | L2 | L3 | L4 | |||
| Cutting speed | Vc | m/min | 120 | 150 | - | - |
| Feed rate | f | mm/tooth | 0.05 | 0.075 | - | - |
| C/L conditions | C/L | - | Dry | MQL oil | CNC nanofluid | MQL oil + CNC nanofluid |
| Technical Properties | Value |
|---|---|
| Color | White/off white |
| Form | Spray dried powder |
| Average Particle Size | 10–20 nm wide, 300–900 nm length |
| Density | 1.49 g/cm3 |
| Viscosity | >5 cP |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Usca, Ü.A. The Effect of Cellulose Nanocrystal-Based Nanofluid on Milling Performance: An Investigation of Dillimax 690T. Polymers 2023, 15, 4521. https://doi.org/10.3390/polym15234521
Usca ÜA. The Effect of Cellulose Nanocrystal-Based Nanofluid on Milling Performance: An Investigation of Dillimax 690T. Polymers. 2023; 15(23):4521. https://doi.org/10.3390/polym15234521
Chicago/Turabian StyleUsca, Üsame Ali. 2023. "The Effect of Cellulose Nanocrystal-Based Nanofluid on Milling Performance: An Investigation of Dillimax 690T" Polymers 15, no. 23: 4521. https://doi.org/10.3390/polym15234521