
Solid Particle Erosion Behavior on the Outer Surface of Basalt/Epoxy Composite Pipes Produced by the Filament Winding Technique

Abstract
:
1. Introduction
2. Materials and Method
2.1. Test Materials
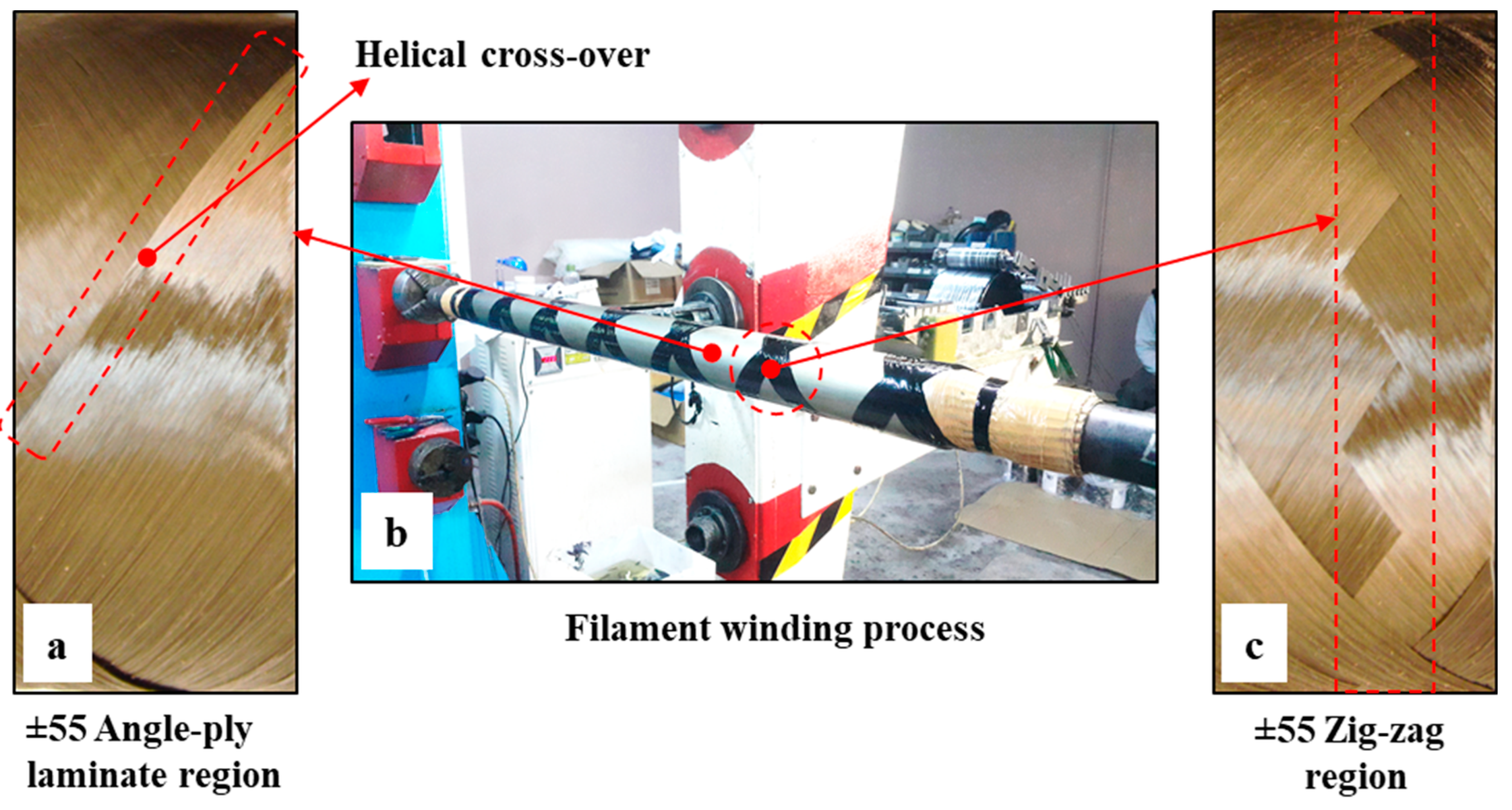
2.2. Production of Composite Pipes
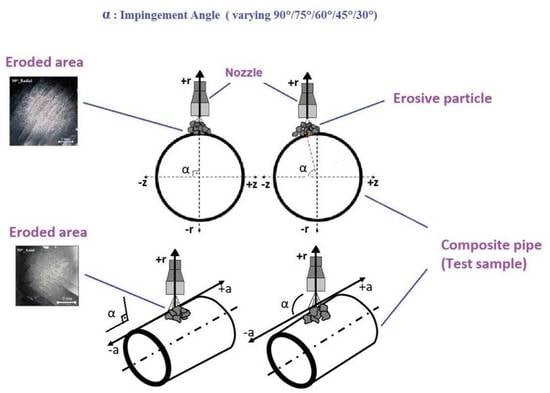
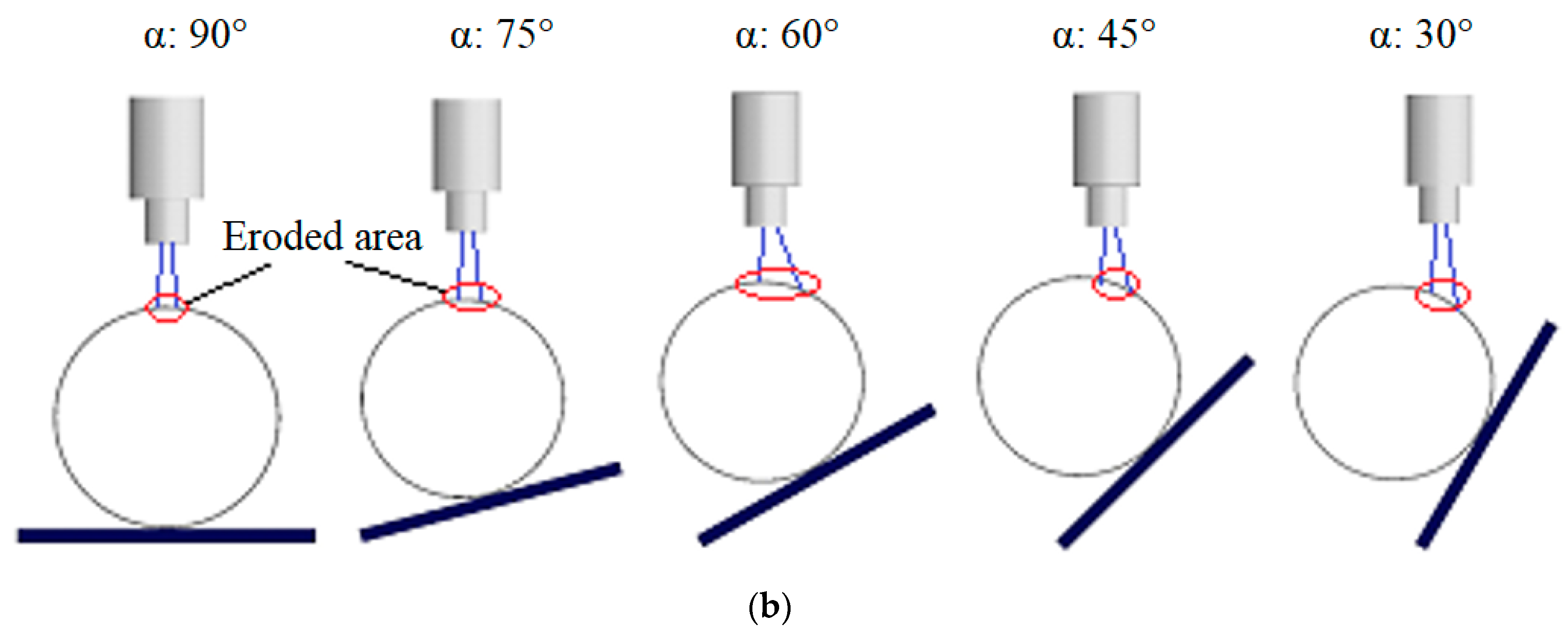
2.3. Test Installation
3. Results and Discussion
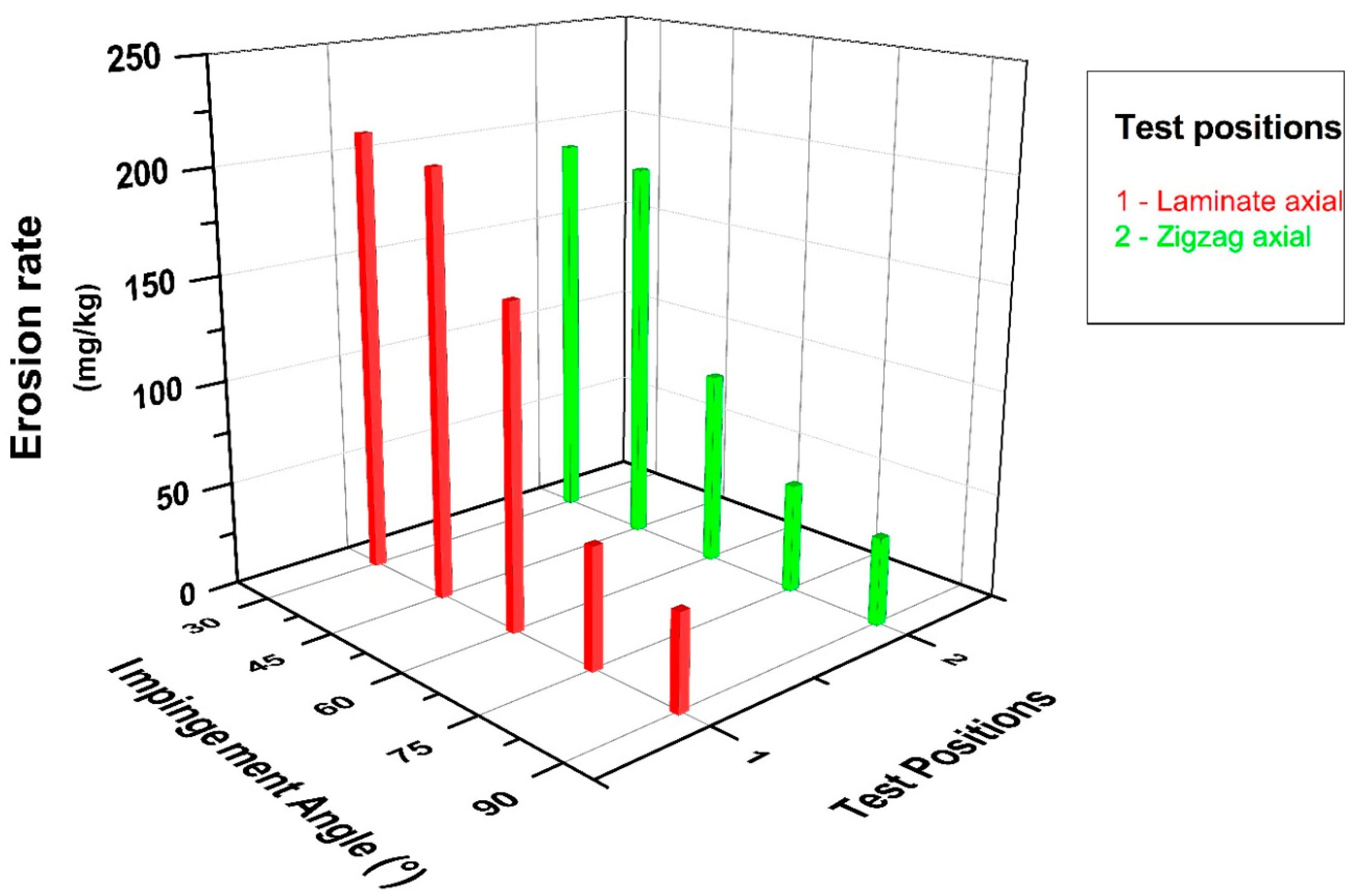
3.1. Effect of Impingement Angle on Erosion Rate
3.2. Effect of Impingement Angle on Erosion Efficiency
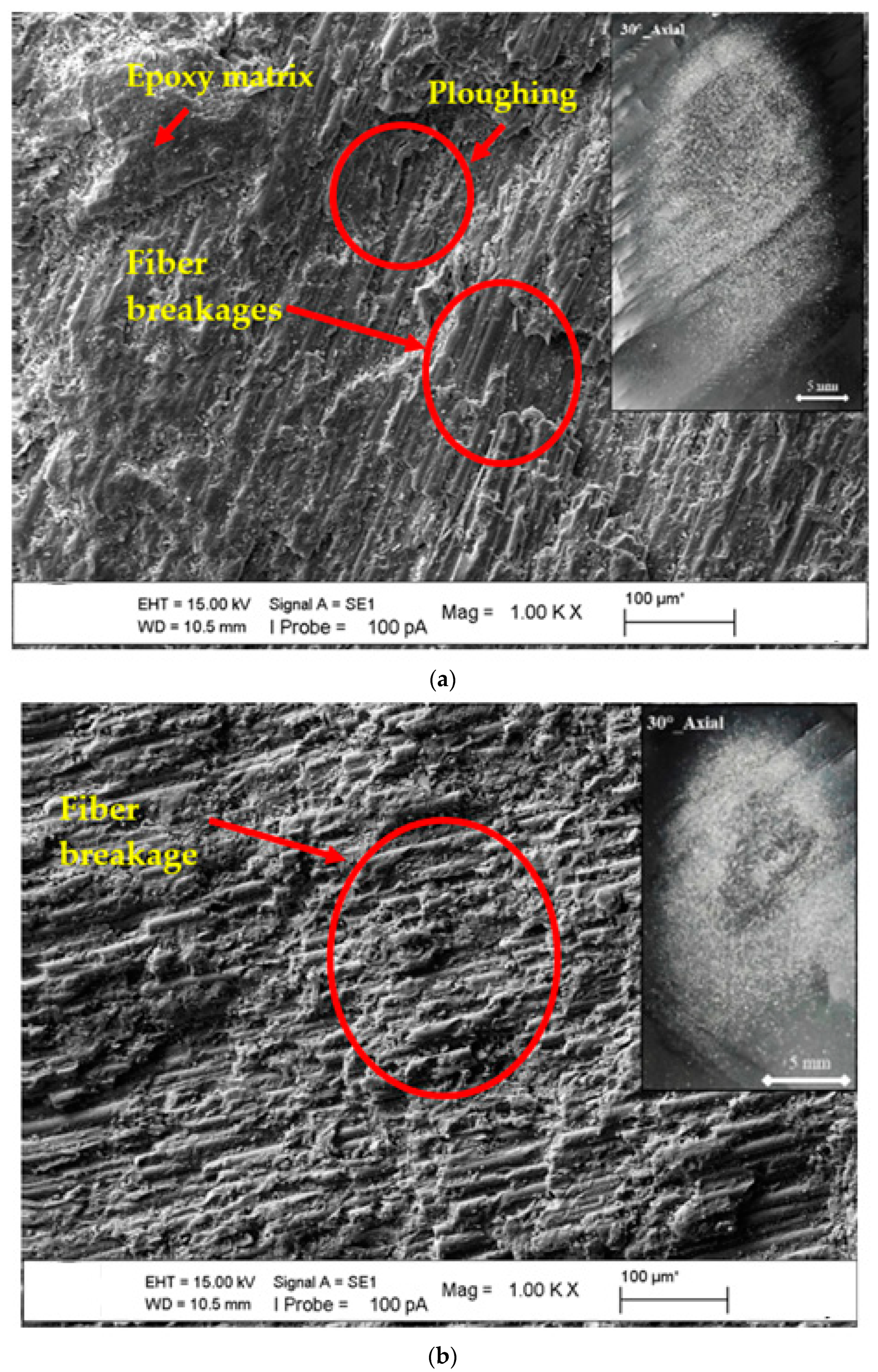
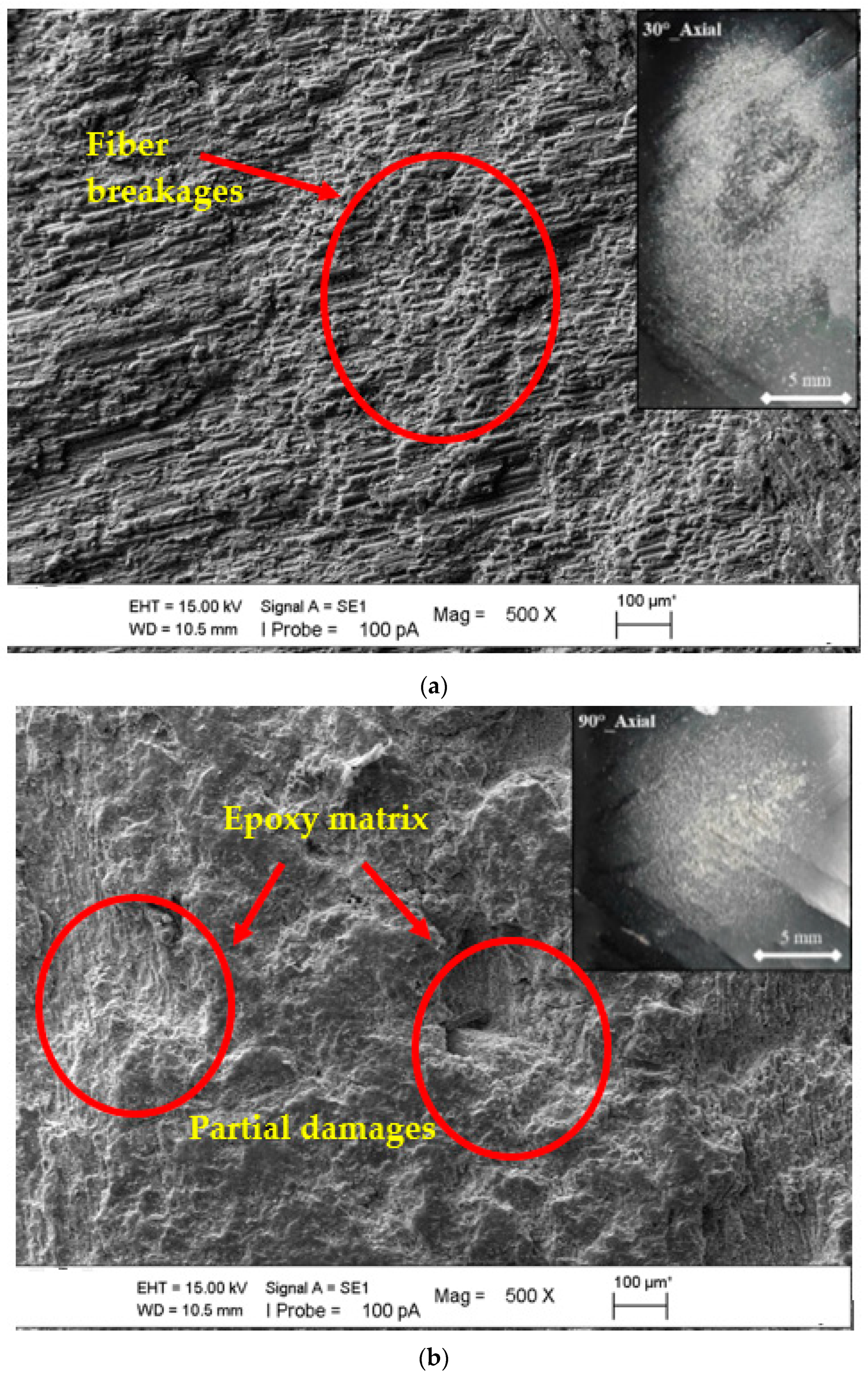
3.3. Macro- and Micro-Scopic Studies of Worn Surfaces
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Rajak, D.K.; Pagar, D.D.; Menezes, P.L.; Linul, E. Fiber-reinforced polymer composites: Manufacturing, properties, and applications. Polymers 2019, 11, 1667. [Google Scholar] [CrossRef] [Green Version]
- Imrek, H.; Demet, S. Experimental investigation of wear behaviors of bronze and carbon-reinforced polytetrafluoroethylene alloy pivot pin bearings. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2014, 228, 1187–1194. [Google Scholar] [CrossRef]
- Jagadeesan, N.; Selvaraj, A.; Nagaraja, S.; Abbas, M.; Saleel, C.A.; Aabid, A.; Baig, M. Response Surface Methodology Based Optimization of Test Parameter in Glass Fiber Reinforced Polyamide 66 for Dry Sliding, Tribological Performance. Materials 2022, 15, 6520. [Google Scholar] [CrossRef]
- Ahmed, D.A.; Yerramalli, C.S. Experimental and computational analysis of the erosion behaviour of unidirectional glass fiber epoxy composites. Wear 2020, 462, 203525. [Google Scholar] [CrossRef]
- Fiore, V.; Scalici, T.; Di Bella, G.; Valenza, A. A review on basalt fibre and its composites. Compos. Part B Eng. 2015, 74, 74–94. [Google Scholar] [CrossRef]
- Liu, H.; Sun, Y.; Yu, Y.; Zhang, M.; Li, L.; Ma, L. Effect of nano-SiO2 modification on mechanical and insulation properties of basalt fiber reinforced composites. Polymers 2022, 14, 3353. [Google Scholar] [CrossRef]
- Shoaib, M.; Jamshaid, H.; Alshareef, M.; Alharthi, F.A.; Ali, M.; Waqas, M. Exploring the Potential of Alternate Inorganic Fibers for Automotive Composites. Polymers 2022, 14, 4946. [Google Scholar] [CrossRef]
- Akinci, A.; Ercenk, E.; Yilmaz, S.; Sen, U. Slurry erosion behaviors of basalt filled low density polyethylene composites. Mater. Des. 2011, 32, 3106–3111. [Google Scholar] [CrossRef]
- Sepetcioglu, H. Experimental study on the effect of graphene nanoplatelets on the low-velocity impact response of prestressed filament wound basalt-based composite pressure vessels. Polym. Compos. 2021, 42, 5527–5540. [Google Scholar] [CrossRef]
- DIN 50320; Wear; Terms; Systems Analysis of Wear processes; Classification of the Field of Wear. Deutsches Institut für Normung: Berlin, Germany, 1979.
- Shanmugam, S.K.; Sundaresan, T.K.; Varol, T.; Kurniawan, R. Solid Particle Erosion Studies of Varying Tow-Scale Carbon Fibre-Reinforced Polymer Composites. Materials 2022, 15, 7534. [Google Scholar] [CrossRef]
- Hutchings, I.M. Ductile-brittle transitions and wear maps for the erosion and abrasion of brittle materials. J. Phys. D Appl. Phys. 1992, 25, A212. [Google Scholar] [CrossRef]
- Santosh, K.; Singh, K.K. Tribological behaviour of fibre-reinforced thermoset polymer composites: A review. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2020, 234, 1439–1449. [Google Scholar]
- Danna, Q.; Limin, B.; Masayuki, T.; Kiyoshi, K.; Atsuhiko, Y. Fibre-reinforced polymer composite materials with high specific strength and excellent solid particle erosion resistance. Wear 2010, 268, 637–642. [Google Scholar]
- ASTM G76–95; Standard Test Method for Conducting Erosion Tests by Solid Particle Impingement Using Gas Jets. ASTM: West Conshohocken, PA, USA, 2000.
- ASTM G40–05; Standard Terminology Relating to Wear and Erosion. ASTM: West Conshohocken, PA, USA, 1997.
- Chowdhury, M.A.; Hossain, N.; Shahin, M.; Debnath, U.K.; Rahman, M.; Rahman, M.M. Erosion characteristics of stainless steels under different percentage of SiC-Al2O3-Fe2O3 solid particles. Tribol. Int. 2022, 167, 107403. [Google Scholar] [CrossRef]
- Amaro, A.M.; Loureiro, A.J.R.; Neto, M.A.; Reis, P.N.B. Residual impact strength of glass/epoxy composite laminates after solid particle erosion. Compos. Struct. 2020, 238, 112026. [Google Scholar] [CrossRef]
- Presby, M.J. Influence of Particle Velocity and Impingement Angle on Elevated Temperature Solid Particle Erosion of a SiC/SiC Ceramic Matrix Composite; NASA/TM-20205003560 2020 (No. E-19841); Glenn Research Center: Cleveland, OH, USA, 2020. [Google Scholar]
- Bagci, M. Influence of fibre orientation on solid particle erosion of uni/multidirectional carbon fibre/glass fibre reinforced epoxy composites. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2017, 231, 594–603. [Google Scholar] [CrossRef]
- Finnie, I.; Wolak, J.; Kabil, Y. Erosion of metals by solid particles. J. Mater. 1967, 2, 682–700. [Google Scholar]
- Barkalow, R.H.; Goebel, J.A.; Pettit, F.S. Erosion-Corrosion of Coatings and Superalloys in High-Velocity Hot Gases, Erosion: Prevention and Useful Applications; ASTM STP 664; Adler, W.F., Ed.; ASTM: West Conshohocken, PA, USA, 1979; pp. 163–192. [Google Scholar]
- Panchal, M.; Minugu, O.P.; Gujjala, R.; Ojha, S.; Mallampati, C.S.; Mohammad, A. Study of environmental behavior and its effect on solid particle erosion behavior of hierarchical porous activated carbon-epoxy composite. Polym. Compos. 2022, 43, 2276–2287. [Google Scholar] [CrossRef]
- Demirci, M.; Bagci, M. Alternative system design for high temperature solid particle erosion wear problem. Tribol. Lett. 2021, 69, 1–11. [Google Scholar]
- Tewari, U.S.; Harsha, A.P.; Häger, A.M.; Friedrich, K. Solid particle erosion of unidirectional carbon fibre reinforced polyetheretherketone composites. Wear 2002, 252, 992–1000. [Google Scholar] [CrossRef]
- Roy, M.; Vishwanathan, B.; Sundararajan, G. The solid particle erosion of polymer matrix composites. Wear 1994, 171, 149–161. [Google Scholar] [CrossRef]
- Sundararajan, G.; Roy, M.; Venkataraman, B. Erosion efficiency—A new parameter to characterize the dominant erosion mechanism. Wear 1990, 140, 369–381. [Google Scholar] [CrossRef]
- Boggarapu, V.; Gujjala, R.; Ojha, S. A critical review on erosion wear characteristics of polymer matrix composites. Mater. Res. Express 2020, 7, 022002. [Google Scholar] [CrossRef]
- Harsha, A.P.; Thakre, A.A. Investigation on solid particle erosion behaviour of polyetherimide and its composites. Wear 2007, 262, 807–818. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type | Elasticity Modulus E, GPa | Ultimate Tensile Strength σ, MPa | Strain at the Break ε, mm/mm | Density ρ, g/cm3 |
|---|---|---|---|---|
| Basalt Fiber | 90–95 | 2900–3200 | - | 2.48 |
| Epoxy Resin | 3.2 | 70–75 | 4–5 | 1.25 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Demet, S.M.; Sepetcioglu, H.; Bagci, M. Solid Particle Erosion Behavior on the Outer Surface of Basalt/Epoxy Composite Pipes Produced by the Filament Winding Technique. Polymers 2023, 15, 319. https://doi.org/10.3390/polym15020319
Demet SM, Sepetcioglu H, Bagci M. Solid Particle Erosion Behavior on the Outer Surface of Basalt/Epoxy Composite Pipes Produced by the Filament Winding Technique. Polymers. 2023; 15(2):319. https://doi.org/10.3390/polym15020319
Chicago/Turabian StyleDemet, Seyit Mehmet, Harun Sepetcioglu, and Mehmet Bagci. 2023. "Solid Particle Erosion Behavior on the Outer Surface of Basalt/Epoxy Composite Pipes Produced by the Filament Winding Technique" Polymers 15, no. 2: 319. https://doi.org/10.3390/polym15020319