1. Introduction
Single-use plastics have severe negative impacts on the environment and take hundreds of years to degrade, resulting in harmful pollution to ecosystems and wildlife [
1]. Bio-based materials manufactured from renewable polymers such as soy protein, starch, or gluten offer the opportunity to reduce plastic pollution and resource depletion [
2,
3]. However, renewable thermoplastics, such as those from proteins, typically have relatively high glass transition temperatures (T
g), leading to difficulties in processing [
4]. To improve the mechanical properties and processability of protein-based thermoplastics, native proteins are typically denatured with heat and additives (such as urea, sodium dodecyl sulphate, and sodium sulphite) are included to facilitate protein unfolding. Protein unfolding allows the formation of intermolecular interactions in the presence of water and plasticisers, and this process generally leads to the formation of a thermoplastic protein [
5,
6,
7]. Alternatively, protein-based thermoplastics may also be blended with other polymers to improve mechanical or physical properties, especially resistance to water when used in humid environments.
Polybutylene adipate terephthalate (PBAT) is a biodegradable polymer and has become readily available. Although not currently bioderived, PBAT is less expensive than other biopolymers and, therefore, economically attractive for incorporation into polymer blends. PBAT is a random copolymer, which means that it cannot crystallise significantly and thus, has a relatively wide melting point, low elastic modulus, and stiffness, but has relatively high flexibility and toughness, making it ideal for improving the toughness of polymer blends. Because of these properties, PBAT is often blended with protein-based thermoplastics (e.g., thermoplastic whey [
4,
8], soy [
9,
10,
11,
12], zein [
13], sodium caseinate [
14], and blood meal [
15,
16]), and a compatibiliser is typically included in these blends to aid in interfacial adhesion. Common compatibilisers are maleic anhydride-grafted PBAT [
10,
11], poly-2-ethyl-2-oxazoline (PEOX), pMDI [
17], itaconic anhydride-grafted PBAT [
16], poly(ethylene glycol) diglycidyl ether) [
13], and glycidyl methacrylate-grafted PBAT. When forming a compatible blend, the compatibiliser promotes entanglement between polymer chains which increases T
g, cold crystallisation temperature and melting temperature [
18].
A key challenge in producing thermoplastic protein blends with PBAT is the formation of a homogenous material. Many studies have found that protein forms a dispersed phase in PBAT [
8,
9,
10,
11,
13]. In almost all these examples, the protein fraction still required plasticisation (e.g., with glycerol, triethylene glycol etc.) in the presence or absence of water. The plasticiser aids in the rearrangement of polymer chains, leading to the formation of a homogenous blend [
4,
11,
19].
The use of water and other plasticisers should be avoided when blending thermoplastic protein with other polymers. Using water during compounding ensures that the protein behaves like a plastic. However, once most of the water has evaporated after drying, plastic flow becomes almost impossible; thus, these materials are then often thought of as composites [
19]. Forming a blend without water as a processing aid still requires a compatibiliser. For example, blending zein with PBAT and using poly(ethylene glycol) diglycidyl ether as a compatibiliser led to a fine dispersion of zein in the PBAT matrix with good mechanical properties [
13]; however, without a compatibiliser the protein simply acted as a filler [
20].
Red meat processing facilities use plastic hygeine control products to seal the intestinal tract during processing and these plastics can end up in landfill [
21]. Polypropylene and polyacetal are currently used to make these hygeine control products but they are not safe to render. Rendering transforms red meat processing by-products into meat-and-bone meal, blood meal, and tallow, and processing aids made from polypropylene and polyacetal can contaminate these important products. Novatein
® is a newly developed material made from blood meal, a by-product of the red meat processing industry with high protein content [
17]. Novatein
® is a biodegradable, thermoplastic protein but it becomes brittle over time due to loss of plasticiser; however, this can be mitigated by blending with other polymers [
16], similar to many other protein-based materials [
4,
18,
22]. Novatein
® is best suited for agricultural and horticultural applications, but it lacks the durability required for hygeine control products in red meat processing.
The production of a protein-based material suitable for application in hygiene control during red meat processing necessitated finding a balance between moisture resistance (to preserve mechanical properties during use), safety during rendering, and mechanical characteristics. The objective of this work was to produce a protein-based polymer in the absence of water or any other plasticiser and aimed to achieve sufficient ductility without compromising tensile strength. Building on previous work, modified blood meal powder was blended with PBAT and two different compatibilisers without any other plasticisers. The suitability of the resulting material for rendering was evaluated in a simulated low-temperature rendering process.
3. Results and Discussion
3.1. Mechanical Properties
Blends were prepared using a significant amount of IA-g-PBAT (
Table 1); therefore, the changes in thermal and mechanical properties of PBAT resulting from IA grafting were evaluated (
Table 2 and
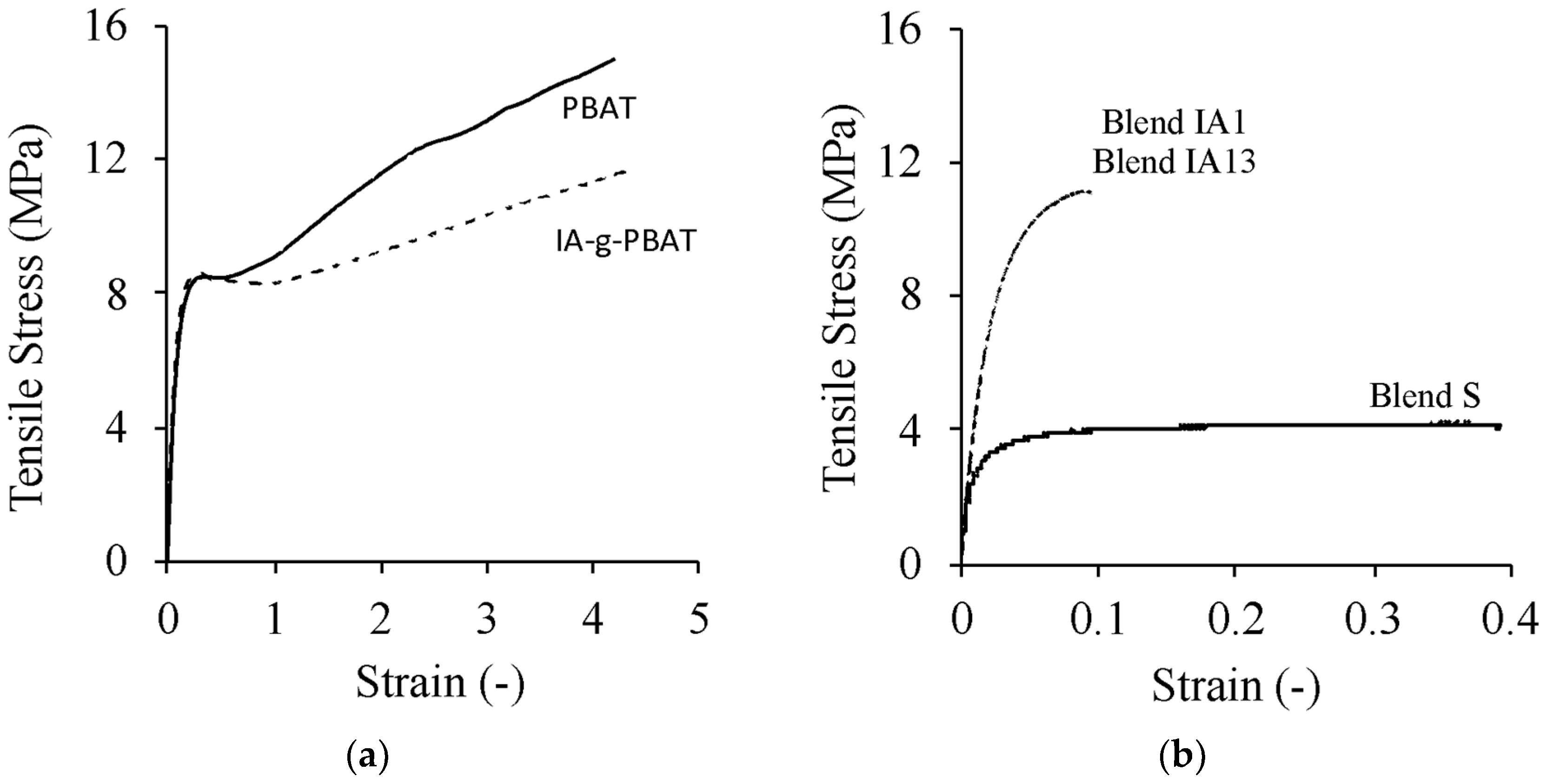
Table 3). Grafting significantly altered the mechanical properties of PBAT; it increased modulus and lowered the ultimate tensile stress (UTS). This was most likely due to unwanted side reactions during grafting, such as crosslinking and chain scission [
25]. Interestingly, the strain at break was largely unaffected, and both PBAT and IA-g-PBAT yielded at approximately the same strain (8.6 MPa yield strength) (
Figure 1a). Comparison of stress-strain for PBAT and IA-g-PBAT revealed that PBAT strain hardened more than the grafted copolymer (
Figure 1a).
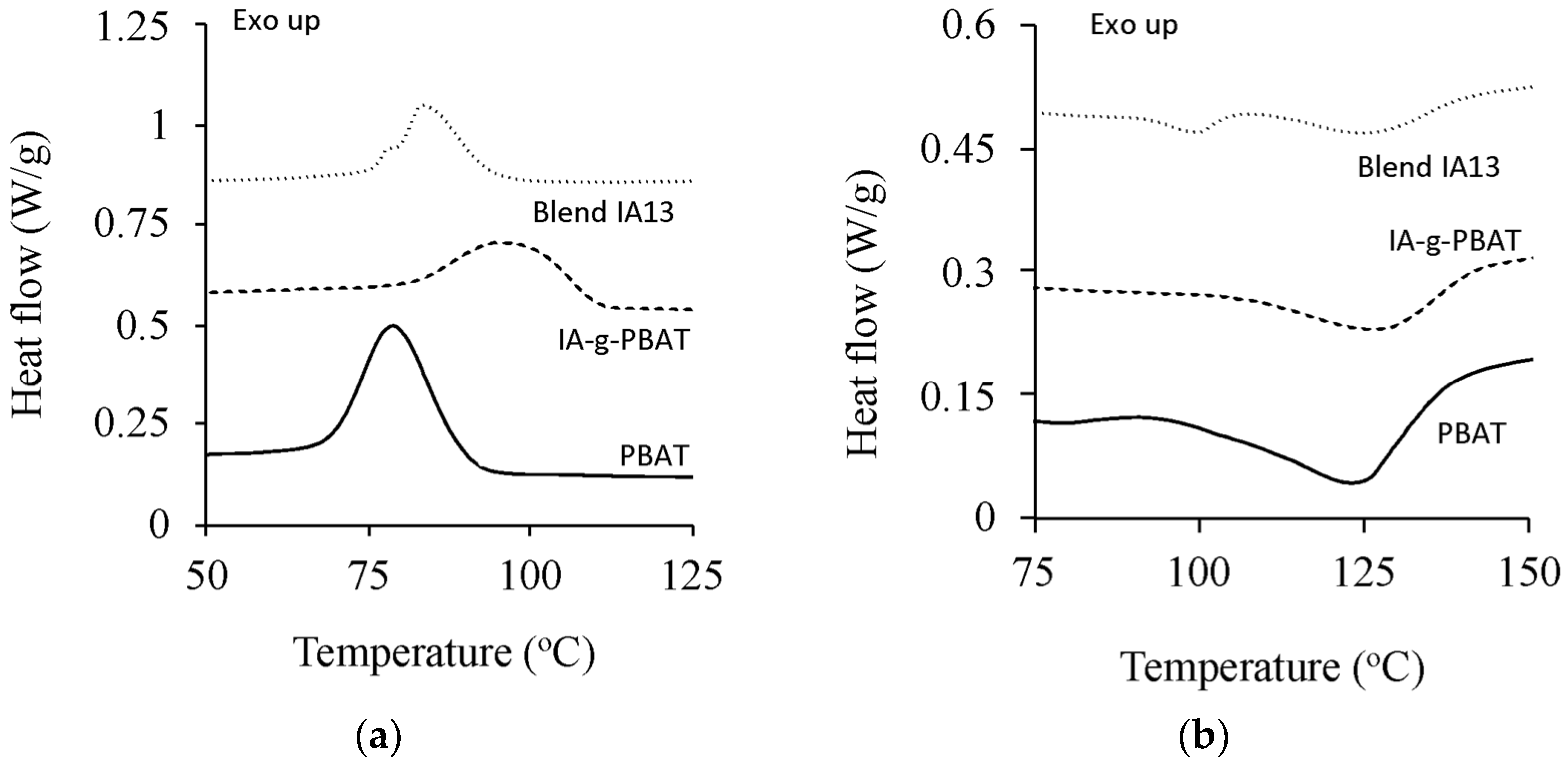
The grafting of IA onto PBAT increased cold crystallisation temperature from 79.4 to 97.7 °C (
Figure 2). A higher crystallisation temperature suggests reduced chain mobility, which could be from the bulkier substituent (IA) or some degree of crosslinking. From previous work, however, crosslinking should be minimal at the initiator and monomer concentrations used during grafting [
16]. The latent heat of crystallisation decreased by 45% (26.5 J·g
−1 to 14.7 J·g
−1), suggesting IA-g-PBAT was less crystalline than PBAT and consistent with disruption of regular, close packing of the chains in the presence of IA. The melting point did not undergo such substanial changes, with an average increase of 3.6 °C, but the energy required to melt was reduced by just over 50% (
Table 3). From DMA, only minor differences were observed between IA-g-PBAT and PBAT at 1 Hz. A subtle shoulder region appeared in the tan δ curve for the copolymer (
Figure 3), suggesting some minor variation in chain structure between these polymers.
Tailoring the mechanical properties of blends of modified protein and PBAT depends on the degree of compatibility and the morphology of the blend [
22]. Three variants were considered (
Table 1). By altering either the amount of protein or the type of compatibiliser, we expected significant changes to the mechanical properties of the blend. Using IA-g-PBAT as a compatibiliser produced the best results for UTS and impact strength. At low PBAT content (Blend IA1), the modulus and UTS were the highest, but strain at break and impact strength was lower. Considering high strength (including impact) with a high strain at break are desirable properties, we were faced with a challenge; increasing the proportion of PBAT would reduce the bio-based content in the blend while decreasing the proportion of PBAT below 100 would prevent injection moulding because of high viscosity.
The additon of Surlyn™ as a compatibiliser resulted in much higher strain at break, lower UTS (3.68 MPa), and a comparable modulus to IA-g-PBAT. The impact strength was the lowest of the three blends (55.3 J·m−1), significantly lower than Blend IA13, which in total contained the same amount of non-proteinaceous material. The difference between these blends therefore rested in the degree of compatibility, as was observed through SEM.
3.2. Morphology
The morphology of the Surlyn™ blend (Blend S) showed clear signs of non-homogeneity (
Figure 4). Differing phases of PBAT and protein were distinctly visible in the fracture surfaces, as were spherical Surlyn™ particles. This demonstrated that using Surlyn™ as a compatibiliser was ineffective and led to weakly bonded protein-rich regions dispersed amongst PBAT. As a result, under deformation, the PBAT was relatively unconstrained, and the blend showed a very high strain at break. Despite the high strain at break, the low strength of this blend would make it unsuitable for products under load, such as hygeine control products in red meat processing.
The distinct two-phase system between blood meal and PBAT was not present in the two IA-g-PBAT blends (Blends IA1 and IA13) (
Figure 4). The addition of the copolymer resulted in an almost indistinguishable phase structure between PBAT and protein (minor phase separation was visible at higher magnification). The anhydride functional group is much more reactive towards protein (compared to unfunctionalized PBAT), forming strong bonds between the protein chains and IA-g-PBAT. It is worth noting that in this work, no water (or other plasticiser) was used as part of the protein-based fraction. It is common practise to include a significant amount of water and plasticisers when processing protein-based plastics, as seen in many studies for plant or animal derived protein [
4,
7,
10]. These are normally required to assist in chain rearrangement during processing, which is vital for the formation of a cohesive material. In previous work, when blood meal was used as the protein source and blended with PBAT, the protein fraction was first converted to a thermoplastic before blending with PBAT [
16]. Even though this was successful, the presence of water during processes like injection moulding was problematic and led to excessive shrinkage, and the morphology of these blends were more comparable to that of the Surlyn™ blends in this work. The implication is that protein chain rearrangement can arise solely from the interaction with synthetic polymers with reactive functional groups, making it possible to produce protein-based thermoplastics in the absence of water and other plasticisers. For this reason, only the 130-PBAT blend was evaluated in the latter part of this study.
3.3. Thermal Properties
In contrast to PBAT and the copolymer, the thermal behaviour of Blend IA13 included a second, lower crystallisation temperature, as well as two distinct melting points (
Figure 5). From the cooling curve (
Figure 5), the combined latent heat was 10.7 J·g
−1, less than the PBAT fractions in the blend (13.1 J·g
−1). The second peak was at 79 °C, identical to that of virgin PBAT. In the blend, crystallisation was hampered by the presence of the protein fraction, which strongly bound to the PBAT phase (
Figure 2c).
Blend IA13 melting occurred in two stages (
Figure 2c), which was distinctly different to IA-g-PBAT and PBAT. The highest peak was at 127 °C, approximately that of PBAT, while the lower melting point was at 100 °C. The latent heat of fusion for these fractions were 0.83 J·g
−1 and 3.30 J·g
−1 respectively, and lower than what would be expected from the PBAT fractions of the blend (6.6 J·g
−1) (
Table 3). This would suggest that not all the available PBAT could crystallise because of the interference of the amorphous protein chains. Further, a small fraction of PBAT melting at a lower temperature was likely due to smaller, imperfect crystals, compared to the bulk PBAT fraction.
Thermal behaviour was further explored using DMA and measured by loss modulus and tan δ (
Figure 4). A clear peak at about −20 °C was observed for PBAT and IA-g-PBAT, commonly taken as the T
g. The T
g of the copolymer wasn’t significantly lower than that of virgin PBAT. However, in both cases, as the frequency was increased to 30 Hz, a shoulder region appeared at about 0 °C and was slightly more pronounced for the copolymer. This behaviour was more apparent from the tan δ curves, where (at higher frequency) the T
g clearly shifted to a higher temperature. In this case, the polymer chains do not have sufficient time to relax during deformation and a higher T
g was observed, although the T
g region was rather broad and the lower temperature T
g did remain (albeit less pronounced). This could be indicative of variability in chain composition and mobility, as would be expected from PBAT (PBAT is also a copolymer where the aromatic portion can have varying chain lengths).
However, considering Blend IA13, the loss modulus had a much more pronounced shoulder region (as seen in IA-g-PBAT) at higher frequency. It was also evident from the tan δ curves that the Tg for the blend was much closer to 0 °C even at lower frequency. This observation suggests that chain movement was severely restricted in the compatibilised blend.
3.4. Water Absorption
When submerged, Blend IA13 rapidly absorbed water and reached a plateau of ~23% water uptake after 2 h (
Figure 5). Only Blend IA13 was evaluated as the other blends were dismissed as candidates based on their processability and mechanical properties. Previous work has shown that blood meal-based thermoplastics absorb more than 100% water (similar to other protein-based materials [
7]), although the degree of water absorption was reduced to similar levels after blending with polyethylene [
17]. PBAT was not tested for water absorption as it is a hydrophobic polymer with negligible water absorption (less than 1 wt.% over 20 h) [
26]. This would suggest that the blend is still reasonably hydrophilic, which should aid in breakdown during rendering. After 2 h of submersion in water, the UTS and modulus decreased by 5.5% and 16.6%, respectively, while the strain at break increased by 65%. These relatively small changes after water absorption would make products from this material suitable for using in a moist environment, such as hygiene control during red meat processing.
3.5. Simulated Low Temperature Rendering
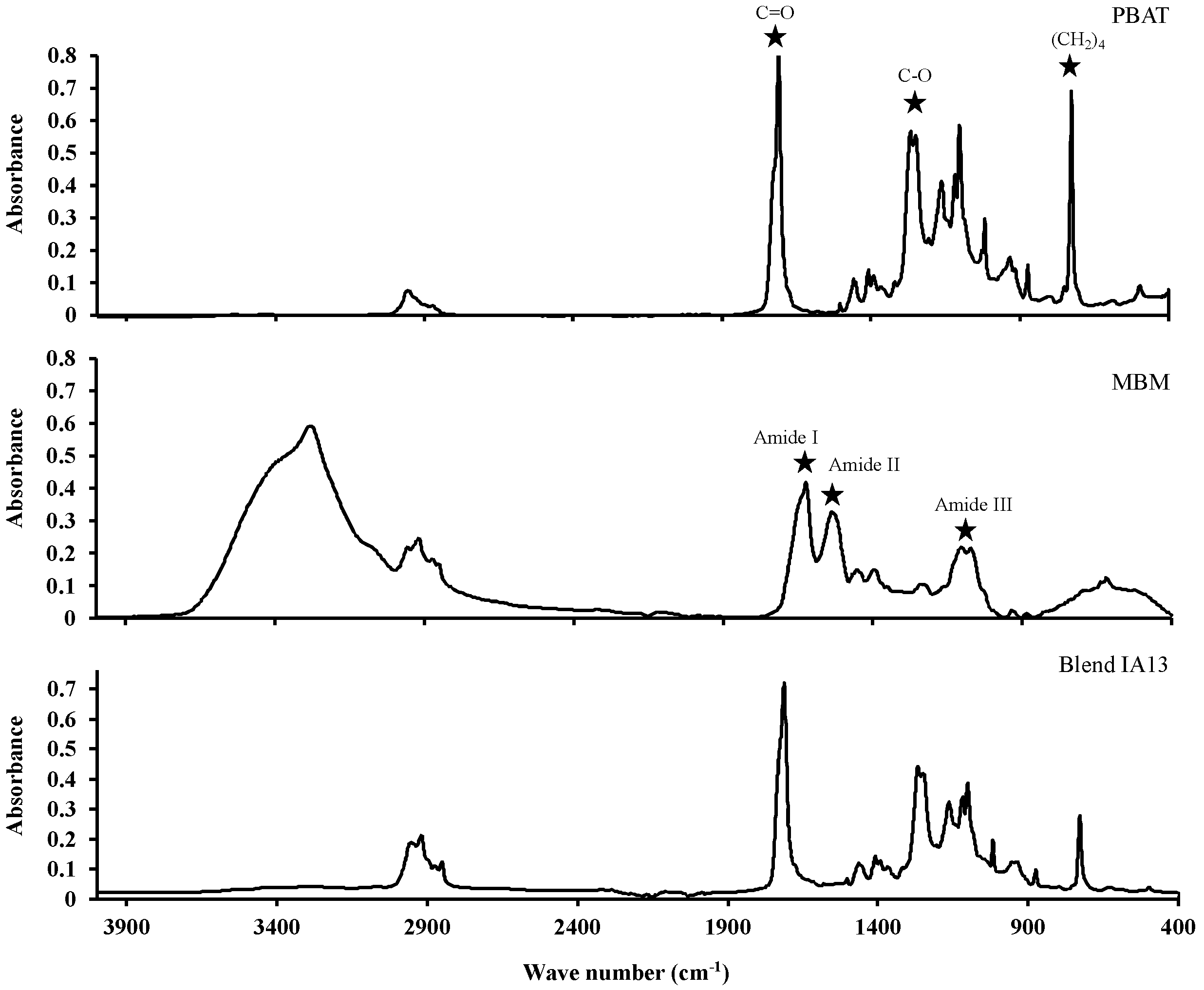
MBM was produced from simulated low temperature rendering of animal co-products with modified blood meal powder blends added at 0.1, 1, and 5 wt.%. Samples were dried and milled through a 2 mm screen to produce a free-flowing meal, and visually compared. A sub-sample of each MBM and tallow sample was analysed by FT-IR to identify spectral features associated with the presence of modified protein or blends with PBAT in the samples. In addition, samples of modified protein, Blends IA13, MBM, and tallow were analysed to provide a baseline for comparisons. The characteristic peaks of PBAT can be defined around 3000 cm−1 (C–H stretching), 1710 cm−1 (C=O in ester linkages), 1260 cm−1 (C-O in ester linkages), and at 720 cm−1 (-CH2-). For MBM, the most characteristics peaks are the amide I (1600–1800 cm–1), II (1470–1570 cm–1), and III (1250–1350 cm–1) regions.
There was no observable difference in visual appearance between MBM, and MBM containing either 0.1 or 1 wt.% of Blend IA13. The FT-IR spectra of modified protein and Blend IA13 (
Figure 6) were noticeably different, with the only prominent similarity being the group of four peaks around 2900 wave number, a region of the FT-IR spectrum typically associated with -CH stretching. The FT-IR spectra of MBM samples containing Blend IA13 (
Figure 7) were similar to MBM containing modified protein at all inclusion rates. The broad spectral feature between 3000 and 3750 wave numbers indicated the presence of bound water in the sample, and thus, was not diagnostic of modified protein being detected in the MBM samples. Blend IA13 was difficult to detect in FT-IR spectra (
Figure 7) of MBM at inclusion rates of 5% or lower. The FT-IR spectra of tallow samples from wet rendering in the presence of either modified protein or blends thereof did not contain any significant peaks associated with the presence of bioplastic (
Figure 8). It was therefore concluded that hygiene products for red meat processing made from this blend would be safe to render.
4. Conclusions
In this study, blends of modified blood meal powder with PBAT were prepared in the absence of water, which is normally required for processing protein-based thermoplastics. IA-g-PBAT provided superior interaction with the protein over Surlyn™ and led to sufficient plasticisation. It was found compatibilising the blend with IA-g-PBAT led to a homogenous microstructure rather than the filler-matrix structure observed when using Surlyn™. Although decreasing the proportion of PBAT in the blend slightly increased the tensile strength, a ratio of 1:1.3 was considered optimal in light of a higher impact strength and elongation at break. Using a higher proprtion of PBAT as a plasticiser also made injection moulding easier.
Including PBAT in the blends did not compromise the ability of the material to be rendered along with other offal into meat and bone meal. It was found that PBAT and blood meal degraded sufficiently to be indistinguishable from either tallow or meat and bone meal, both important products from rendering. Products made from this new material would therefore be suitable for hygiene control during red meat processing and will not require sepration from offal before rendering, leading to significant cost savings for renderers.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}