
Deposition of Uniform Nanoscale Patterns on Silicon Dioxide Based on Coaxial Jet Direct Writing

Abstract
:1. Introduction
2. Materials and Methods
2.1. Material Properties
2.2. Experimental Setup
2.3. Modeling and Simulation Process
2.4. Numerical Approach
3. Results and Discussion
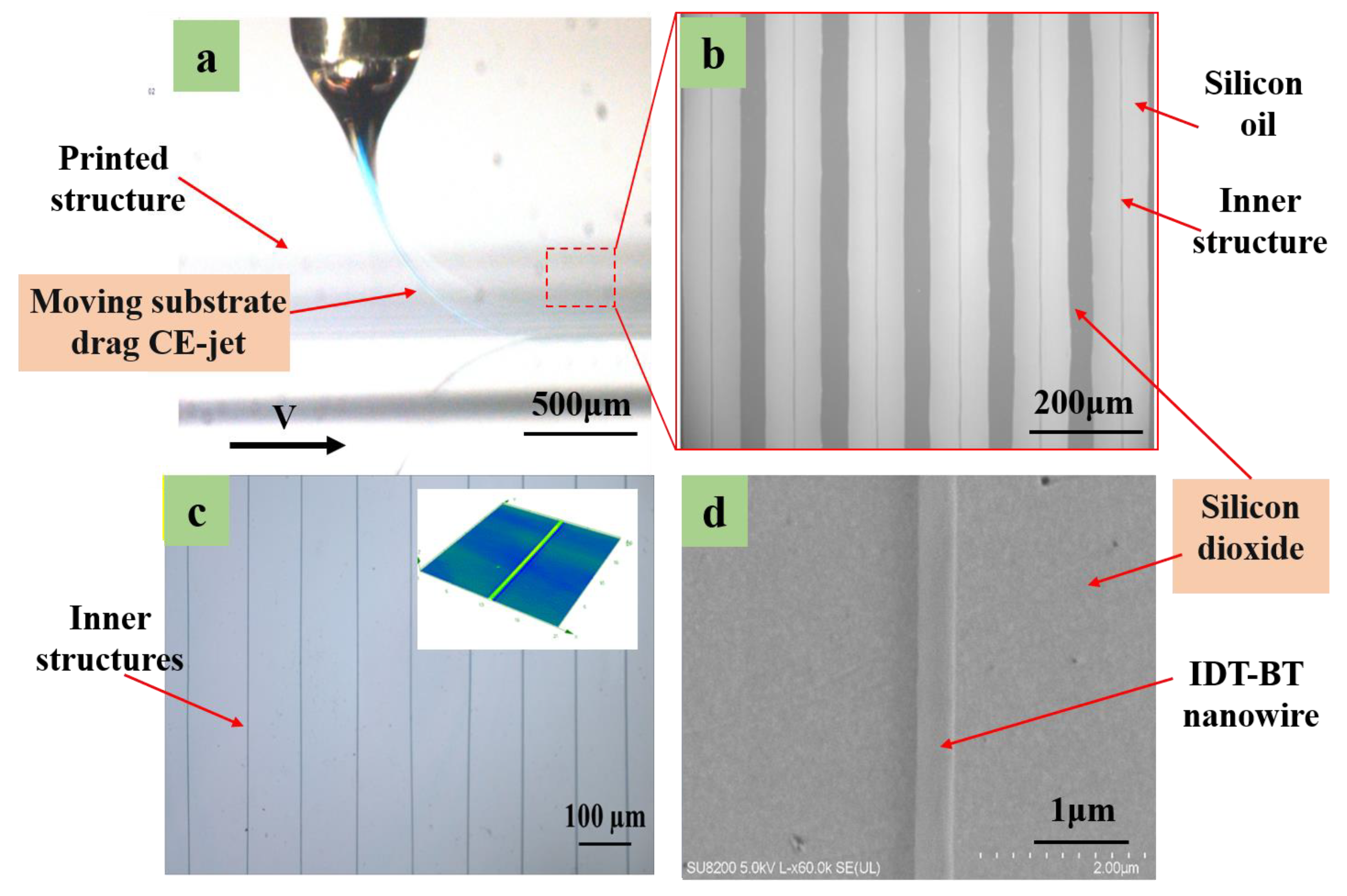
3.1. CE-Jet Development Process
3.2. Experimental Study of Effect of Substrate’s Moving Speed on Printed Structures
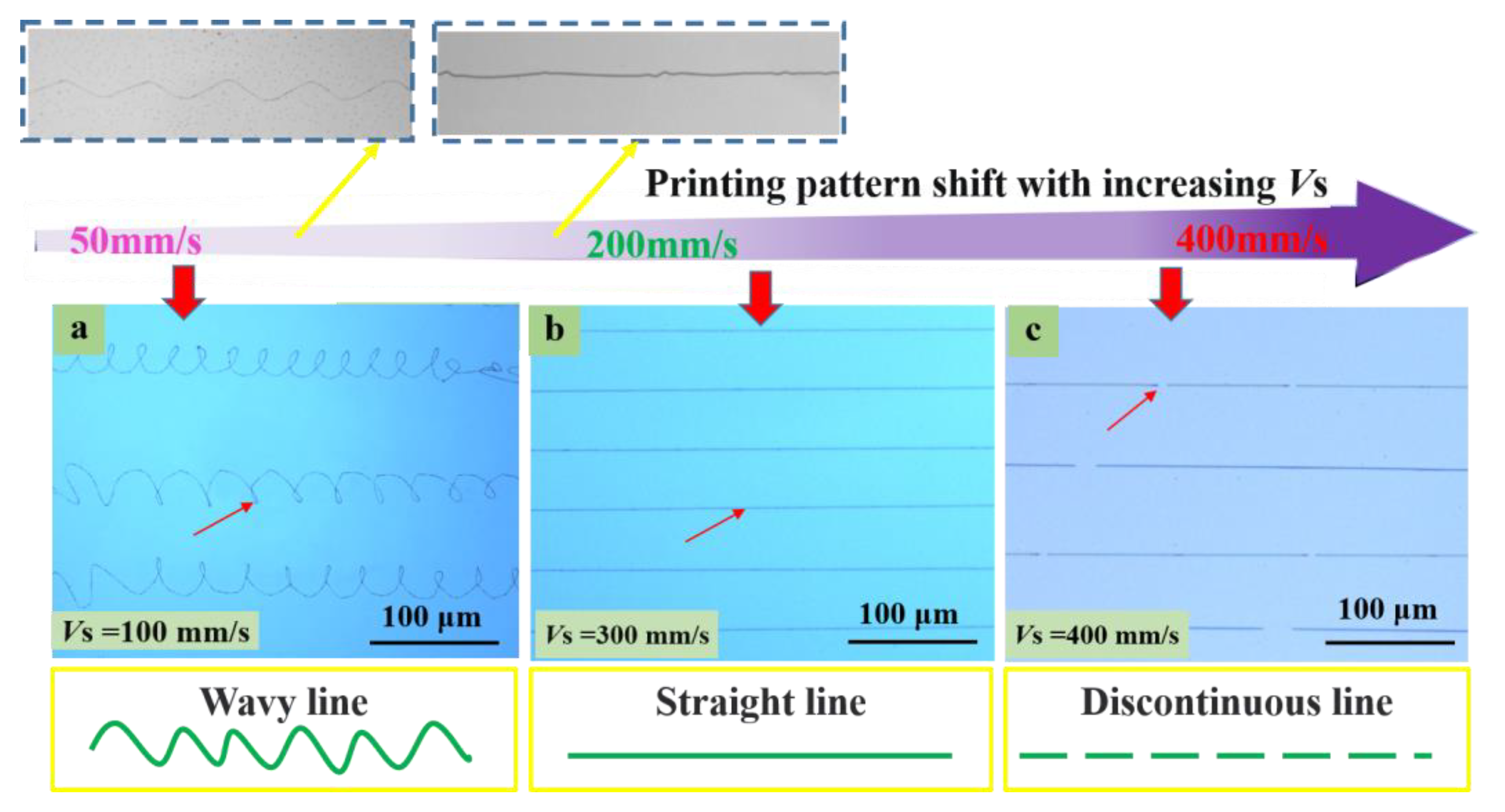
3.2.1. Substrate’s Moving Speed Affected Printed Structure Pattern
3.2.2. Influence of Substrate’s Moving Speed on Printed Structures’ Diameters
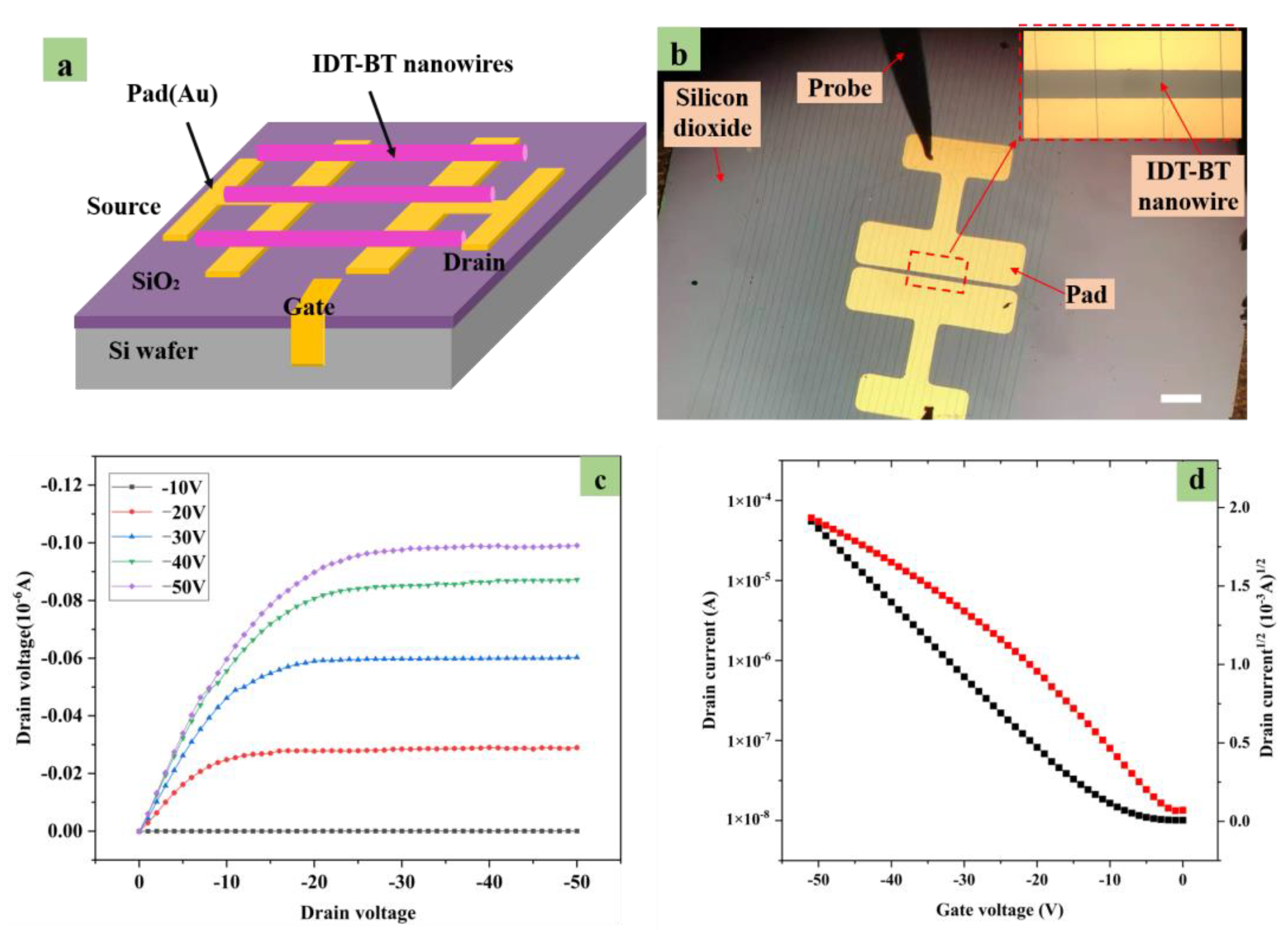
3.2.3. Electrical Property Performance of Printed Structures
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Tran, K.T.M.; Nguyen, T.D. Lithography-Based Methods to Manufacture Biomaterials at Small Scales. J. Sci. Adv. Mater. Devices 2017, 2, 1–14. [Google Scholar] [CrossRef]
- Cheng, J.; Liu, C.S.; Shang, S.; Liu, D.; Perrie, W.; Dearden, G.; Watkins, K. A Review of Ultrafast Laser Materials Micromachining. Opt. Laser Technol. 2013, 46, 88–102. [Google Scholar] [CrossRef]
- Cox, L.M.; Martinez, A.M.; Blevins, A.K.; Sowan, N.; Ding, Y.; Bowman, C.N. Nanoimprint Lithography: Emergent Materials and Methods of Actuation. Nano Today 2020, 31, 100838. [Google Scholar] [CrossRef]
- Previdi, A.; Piazzoni, C.; Borghi, F.; Schulte, C.; Lorenzelli, L.; Giacomozzi, F.; Bucciarelli, A.; Malgaroli, A.; Lamanna, J.; Moro, A.; et al. Micropatterning of Substrates for the Culture of Cell Networks by Stencil-Assisted Additive Nanofabrication. Micromachines 2021, 12, 94. [Google Scholar] [CrossRef]
- Liu, H.; Kameoka, J.; Czaplewski, D.A.; Craighead, H.G. Polymeric Nanowire Chemical Sensor. Nano Lett. 2004, 4, 671–675. [Google Scholar] [CrossRef]
- Hong, J.P.; Um, M.C.; Nam, S.R.; Hong, J.I.; Lee, S. Organic Single-Nanofiber Transistors from Organogels. Chem. Commun. 2009, 3, 310–312. [Google Scholar] [CrossRef]
- Li, D.; Wang, Y.; Xia, Y.; Uni, V. Electrospinning of Polymeric and Ceramic Nanofibers as Uniaxially Aligned Arrays. Nano Lett. 2003, 3, 1167–1171. [Google Scholar] [CrossRef]
- Lin, B.D.; Wu, H.; Pan, W. Photoswitches and Memories Assembled by Electrospinning Aluminum-Doped Zinc Oxide Single Nanowires. Adv. Mater. 2007, 19, 3968–3972. [Google Scholar] [CrossRef]
- Zhu, Y.; Yang, B.; Liu, J.; Wang, X.; Chen, X.; Yang, C. An Integrated Flexible Harvester Coupled Triboelectric and Piezoelectric Mechanisms Using PDMS/MWCNT and PVDF. J. Microelectromech. Syst. 2015, 24, 513–515. [Google Scholar] [CrossRef]
- Liu, Q.; Ramakrishna, S.; Long, Y. Electrospun Flexible Sensor Electrospun Flexible Sensor. J. Semicond. 2019, 40, 111603. [Google Scholar] [CrossRef]
- Park, Y.S.; Kim, J.; Oh, J.M.; Park, S.; Cho, S.; Ko, H.; Cho, Y.K. Near-Field Electrospinning for Three-Dimensional Stacked Nanoarchitectures with High Aspect Ratios. Nano Lett. 2020, 20, 441–448. [Google Scholar] [CrossRef] [PubMed]
- Agarwal, S.; Wendorff, J.H.; Greiner, A. Use of Electrospinning Technique for Biomedical Applications. Polymer 2008, 49, 5603–5621. [Google Scholar] [CrossRef]
- Wadsworth, A.; Chen, H.; Thorley, K.J.; Cendra, C.; Nikolka, M.; Bristow, H.; Moser, M.; Salleo, A.; Anthopoulos, T.D.; Sirringhaus, H.; et al. Modification of Indacenodithiophene-Based Polymers and Its Impact on Charge Carrier Mobility in Organic Thin-Film Transistors. J. Am. Chem. Soc. 2020, 142, 652–664. [Google Scholar] [CrossRef]
- Sirringhaus, H.; Kawase, T.; Friend, R.H.; Shimoda, T.; Inbasekaran, M.; Wu, W.; Woo, E.P. High-Resolution Inkjet Printing of All-Polymer Transistor Circuits. Science 2000, 290, 2123–2126. [Google Scholar] [CrossRef] [PubMed]
- Loscertales, I.G.; Barrero, A.; Guerrero, I.; Cortijo, R.; Marquez, M.; Gañán-Calvo, A.M. Micro/Nano Encapsulation via Electrified Coaxial Liquid Jets. Science 2002, 295, 1695–1698. [Google Scholar] [CrossRef] [PubMed]
- Olvera-Trejo, D.; Velásquez-García, L.F. Additively Manufactured MEMS Multiplexed Coaxial Electrospray Sources for High-Throughput, Uniform Generation of Core-Shell Microparticles. Lab Chip 2016, 16, 4121–4132. [Google Scholar] [CrossRef]
- Tang, Z.; Jia, S.; Wang, F.; Bian, C.; Chen, Y.; Wang, Y.; Li, B. Highly Stretchable Core-Sheath Fibers via Wet-Spinning for Wearable Strain Sensors. ACS Appl. Mater. Interfaces 2018, 10, 6624–6635. [Google Scholar] [CrossRef]
- Shin, Y.M.; Hohman, M.M.; Brenner, M.P.; Rutledge, G.C. Experimental Characterization of Electrospinning: The Electrically Forced Jet and Instabilities. Polymer 2001, 42, 9955–9967. [Google Scholar] [CrossRef]
- Reneker, D.H.; Yarin, A.L. Electrospinning Jets and Polymer Nanofibers. Polymer 2008, 49, 2387–2425. [Google Scholar] [CrossRef]
- Sun, D.; Chang, C.; Li, S.; Lin, L. Near-Field Electrospinning. Nano Lett. 2006, 6, 839–842. [Google Scholar] [CrossRef]
- Bhattarai, N.; Edmondson, D.; Veiseh, O.; Matsen, F.A.; Zhang, M. Electrospun Chitosan-Based Nanofibers and Their Cellular Compatibility. Biomaterials 2005, 26, 6176–6184. [Google Scholar] [CrossRef]
- Ding, Z.; Salim, A.; Ziaie, B. Selective Nanofiber Deposition through Field-Enhanced Electrospinning. Langmuir 2009, 25, 9648–9652. [Google Scholar] [CrossRef] [PubMed]
- Yang, D.; Zhang, J.; Zhang, J.; Nie, J. Aligned Electrospun Nanofibers Induced by Magnetic Field. J. Appl. Polym. Sci. 2008, 110, 3368–3372. [Google Scholar] [CrossRef]
- Ribe, M.N.; Habibi, M.; Bonn, D. Stability of Liquid Rope Coiling. Phys. Fluids 2006, 18, 084102. [Google Scholar] [CrossRef]
- Ding, H.; Cao, K.; Zhang, F.; Boettcher, W.; Chang, R.C. A Fundamental Study of Charge Effects on Melt Electrowritten Polymer Fibers. Mater. Des. 2019, 178, 107857. [Google Scholar] [CrossRef]
- Yan, F.; Farouk, B.; Ko, F. Numerical Modeling of an Electrostatically Driven Liquid Meniscus in the Cone-Jet Mode. J. Aerosol Sci. 2003, 34, 99–116. [Google Scholar] [CrossRef]
- Wang, C.; Smith, K.A. Numerical Simulation of Cone-Jet Formation in Electrohydrodynamic Atomization. AIChE J. 2011, 57, 57–78. [Google Scholar] [CrossRef]
- Xu, Q.; Qin, H.; Yin, Z.; Hua, J.; Pack, D.W.; Wang, C.H. Coaxial Electrohydrodynamic Atomization Process for Production of Polymeric Composite Microspheres. Chem. Eng. Sci. 2013, 104, 330–346. [Google Scholar] [CrossRef]
- Kara, Y.; Kovács, N.K.; Nagy-György, P.; Boros, R.; Molnár, K. A Novel Method and Printhead for 3D Printing Combined Nano-/Microfiber Solid Structures. Addit. Manuf. 2023, 61, 103315. [Google Scholar] [CrossRef]
- López-Herrera, J.M.; Herrada, M.A.; Gamero-Castanõ, M.; Ganãń-Calvo, A.M. A Numerical Simulation of Coaxial Electrosprays. J. Fluid Mech. 2019, 885, A15. [Google Scholar] [CrossRef]
- Dodds, S.; Carvalho, M.; Kumar, S. Stretching Liquid Bridges with Moving Contact Lines: The Role of Inertia. Phys. Fluids 2011, 23, 092101. [Google Scholar] [CrossRef]
- Zhang, W.; Smith, J.; Watkins, S.E.; Gysel, R.; McGehee, M.; Salleo, A.; Kirkpatrick, J.; Ashraf, S.; Anthopoulos, T.; Heeney, M.; et al. Indacenodithiophene Semiconducting Polymers for High-Performance, Air-Stable Transistors. J. Am. Chem. Soc. 2010, 132, 11437–11439. [Google Scholar] [CrossRef]
- Shin, E.S.; Park, W.T.; Kwon, Y.W.; Xu, Y.; Noh, Y.Y. Spontaneous Doping at the Polymer-Polymer Interface for High-Performance Organic Transistors. ACS Appl. Mater. Interfaces 2019, 11, 12709–12716. [Google Scholar] [CrossRef] [PubMed]
- Gañán-Calvo, A.M.; Dávila, J.; Barrero, A. Current and Droplet Size in the Electrospraying of Liquids. Scaling Laws. J. Aerosol Sci. 1997, 28, 249–275. [Google Scholar] [CrossRef]
- Gañán-Calvo, A.M.; López-Herrera, J.M.; Rebollo-Muñoz, N.; Montanero, J.M. The Onset of Electrospray: The Universal Scaling Laws of the First Ejection. Sci. Rep. 2016, 6, 32357. [Google Scholar] [CrossRef] [PubMed]
- Melcher, J.R.; Taylor, G.I. Electrohydrodynamics: A Review of the Role of Interfacial Shear Stresses. Annu. Rev. Fluid Mech. 1969, 1, 111–146. [Google Scholar] [CrossRef]
- Boyer, F.; Lapuerta, C.; Minjeaud, S.; Piar, B.; Quintard, M. Cahn-Hilliard/Navier-Stokes Model for the Simulation of Three-Phase Flows. Transp. Porous Media 2010, 82, 463–483. [Google Scholar] [CrossRef]
- Jasak, H. A Moving Mesh Finite Volume Interface Tracking Method for Surface Tension Dominated Interfacial Fluid Flow. Comput. Fluids 2012, 55, 70–84. [Google Scholar] [CrossRef]
- Engineering, B.; Lafayette, W. A Diffuse-Interface Method for Simulating Two-Phase Flows of Complex Fluids. J. Fluid Mech. 2004, 515, 293–317. [Google Scholar] [CrossRef]
- Saville, D.A. Electrohydrodynamics: The Taylor-Melcher Leaky Dielectric Model. Annu. Rev. Fluid Mech. 1997, 29, 27–64. [Google Scholar] [CrossRef]
- Najjaran, A.; Ebrahimi, R.; Rahmanpoor, M.; Najjaran, A. Numerical Simulation of Electrohydrodynamic (EHD) Atomization in the Cone-Jet Mode. Appl. Mech. Mater. 2013, 327, 180–185. [Google Scholar] [CrossRef]
- Brown, T.D.; Dalton, P.D.; Hutmacher, D.W. Direct Writing by Way of Melt Electrospinning. Adv. Mater. 2011, 23, 5651–5657. [Google Scholar] [CrossRef] [PubMed]
- Hochleitner, G.; Youssef, A.; Hrynevich, A.; Haigh, J.N.; Jungst, T.; Groll, J.; Dalton, P.D. Fibre Pulsing during Melt Electrospinning Writing. BioNanoMaterials 2016, 17, 159–171. [Google Scholar] [CrossRef]
- Bergou, M.; Audoly, B.; Vouga, E.; Wardetzky, M.; Grinspun, E. Discrete Viscous Threads. In Proceedings of the ACM SIGGRAPH 2010 Papers, SIGGRAPH 2010, Los Angeles, CA, USA, 26–30 July 2010. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Character | Dynamic Viscosity µ (Pa.s) | Density ρ (kg m−3) | Relative Permittivity ε | Surface Tension Coefficient σ (mN.m−1) |
|---|---|---|---|---|
| Silicone oil | 58.56 | 976 | 2.77 | 21 |
| IDT-BT liquid | 12 | 16 | 22.5 | 12.5 |
| Boundary | Electrostatic Field | Hydrodynamic Field |
|---|---|---|
| a: Inner needle inlet | φ = V0 | ui = Qi/Ai |
| b: Outer needle inlet | φ = V0 | uo = Qo/Ao |
| c: Wall of inner needle | φ = V0 | u = 0 |
| d: Wall of outer needle | φ = V0 | u = 0 |
| e: Boundary of computational domain | φ = V | P = 0 |
| f: Axisymmetric | φr = 0 | ur = 0 |
| g: Outlet | φ = 0 | P = 0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shi, S.; Abbas, Z.; Zhao, X.; Liang, J.; Wang, D. Deposition of Uniform Nanoscale Patterns on Silicon Dioxide Based on Coaxial Jet Direct Writing. Polymers 2023, 15, 3702. https://doi.org/10.3390/polym15183702
Shi S, Abbas Z, Zhao X, Liang J, Wang D. Deposition of Uniform Nanoscale Patterns on Silicon Dioxide Based on Coaxial Jet Direct Writing. Polymers. 2023; 15(18):3702. https://doi.org/10.3390/polym15183702
Chicago/Turabian StyleShi, Shiwei, Zeshan Abbas, Xiangyu Zhao, Junsheng Liang, and Dazhi Wang. 2023. "Deposition of Uniform Nanoscale Patterns on Silicon Dioxide Based on Coaxial Jet Direct Writing" Polymers 15, no. 18: 3702. https://doi.org/10.3390/polym15183702