4.1. Analysis of Variance (ANOVA)
Table 3 shows that the Ra, Rq, and Rz of walls are relatively higher than the top surface while lowest for the bottom surface. So, a statistical analysis based on ANOVA was conducted at a 95% confidence interval to determine if there are significant differences in the mean values of surface roughness parameters for the top, wall, and bottom surfaces of printed parts. Two hypotheses were set, including null and alternative hypotheses, at a significance level/alpha value of 0.05. The null hypothesis assumes that all means are equal (if the
p-value of the test is greater than the alpha value of 0.05). In contrast, the alternative hypothesis states that not all means are equal or that there is a difference in at least one group mean (if the
p-value of the test is less than or equal to the alpha value of 0.05). This analysis allows for a comprehensive assessment of the differences in mean values, helping to identify any significant variations in surface roughness parameters between the top, wall, and bottom sides. The results are summarized in
Table 4. It shows that the
p-values of the test are less than the alpha value of 0.05, depicting that at least two group means are significantly different. So, for this purpose, a statistical test based on the Tukey Simultaneous test is performed. In
Figure 4, if an interval does not contain zero, the corresponding means are significantly different. It shows that all the groups are away from the reference line and are found to be significant, i.e., the mean values of Ra, Rz, and Rq for walls vary significantly from the mean values at the top and bottom surface. Similarly, mean values of Ra, Rz, and Rq of the top surface vary considerably from the bottom surfaces.
In
Figure 4a, Ra_Walls exhibits a positive mean difference (4.33) over Ra_Top, suggesting a higher mean value for Ra_Walls. The 95% confidence interval (2.68, 5.98) adds confidence in the likely range of this difference. Conversely, Ra_Bottom shows a negative mean difference (−7.89) compared to Ra_Top, implying a lower average value for Ra_Bottom. The 95% confidence interval (−9.54, −6.24) reinforces this observation. Similarly, Ra_Bottom has a negative mean difference (−12.22) against Ra_Walls, pointing to a lower average value for Ra_Bottom. The 95% confidence interval (−13.87, −10.57) supports this finding.
In
Figure 4b, Rz_Walls shows a positive mean difference (16.22) over Rz_Top, indicating a higher mean value for Rz_Walls. The relatively wide 95% confidence interval (10.47, 21.97) emphasizes this difference with reasonable certainty. On the other hand, Rz_Bottom displays a substantial negative mean difference (−25.64) compared to Rz_Top, suggesting a significantly lower mean value for Rz_Bottom. The 95% confidence interval (−31.39, −19.89) highlights the likely range of this difference. Moreover, Rz_Bottom exhibits a negative mean difference (−41.86) against Rz_Walls, reinforcing its lower average value. The 95% confidence interval (−47.61, −36.12) supports this contrast.
In
Figure 4c, Rq_Walls reveals a positive mean difference (5.20) over Rq_Top, indicating a higher average value for Rq_Walls. The 95% confidence interval (3.20, 7.20) provides an estimated range for this difference. Conversely, Rq_Bottom shows a negative mean difference (−9.59) against Rq_Top, implying a lower average value for Rq_Bottom. The 95% confidence interval (−11.60, −7.59) describes the probable range of this difference. Similarly, Rq_Bottom exhibits a negative mean difference (−14.79) compared to Rq_Walls, indicating a lower mean value for Rq_Bottom. The 95% confidence interval (−16.80, −12.79) substantiates this likely difference.
These findings will guide us to explore the underlying factors contributing to those variations in surface roughness of different sides of FDM printed parts (as discussed in the following
Section 4.2).
4.2. Mean Interval Plots
Based on data presented in
Table 3, the pooled standard deviation is used to compute the mean intervals of surface roughness parameters, i.e., Ra, Rz, and Rq for the top, wall, and bottom surface of printed parts. It allows for a more accurate assessment of the variability across different sides of printed parts, as illustrated in
Figure 5. The mean values of Rz at walls are higher, i.e., 53 μm with an interval of 51 to 55 μm followed by Rz at the top surface having a mean value of 37 μm with an interval of 35 to 39 μm, Rq at walls with mean values of 18.44 μm having an interval of 16.30 to 20.56 μm, and Ra at walls with mean values of 15.24 μm having an interval of 13.10 to 17.28 μm. This suggests that the walls and top surface of the printed parts tend to exhibit higher roughness depths than other sides. The reason may be that the FDM printers build objects layer by layer; as the filament is extruded onto the previous layer, it may slightly deform or flatten against the surface, resulting in variations in the surface texture. These variations can contribute to increased surface roughness, particularly on the walls and top surfaces where the layers are more exposed [
21]. Further, after each layer is deposited, it undergoes a cooling and solidification process. The cooling rates can vary across different sides of a printed object, resulting in differential shrinkage and stress [
44]. Being more exposed and subject to faster cooling, the walls and top surface may experience more pronounced thermal effects, leading to increased surface roughness [
20,
21]. Nylon carbon fiber filament materials typically have different thermal expansion coefficients from the base thermoplastic material (such as nylon) and the embedded carbon fibers. As the filament is heated and deposited layer by layer during printing, the thermal expansion mismatch between the two components can result in uneven layer adhesion. This mismatch may lead to delamination or imperfect bonding between the layers, causing surface roughness on the side walls [
45]. Further, carbon fibers in nylon carbon fiber filaments introduce anisotropic properties to the printed parts. The orientation and alignment of the carbon fibers can create textured surfaces, leading to higher surface roughness on the side walls. These fibers can protrude or cause surface unevenness, impacting the printed part’s smoothness [
46].
On the other hand, it is observed that the mean values of Ra at the bottom (i.e., 3.02 μm with an interval of 0.89 to 5.2 μm) and Rq at the bottom surface (i.e., 3.65 μm with an interval of 1.52 to 5.78 μm) are relatively smaller compared to the surface roughness parameters computed for other sides. This indicates that the bottom surface of the printed parts tends to have a more consistent or less irregular surface compared to the other sides. The bottom surface, which is in contact with the print bed or support structures, may experience more uniform pressure and less disturbance during printing. This can result in more consistent surface roughness with smaller mean intervals. In addition, the heat from the print bed can help improve the first layer’s adhesion and smoothness. The heated bed can melt the plastic slightly, causing it to fuse and create a strong bond with the bed surface [
47,
48]. However, the support structure’s removal process can sometimes leave minor imperfections, marks, or roughness on the walls and top surface, leading to increased surface roughness.
4.5. Surface Plots
Surface plots were generated to study the relationship between the process parameters and the responses.
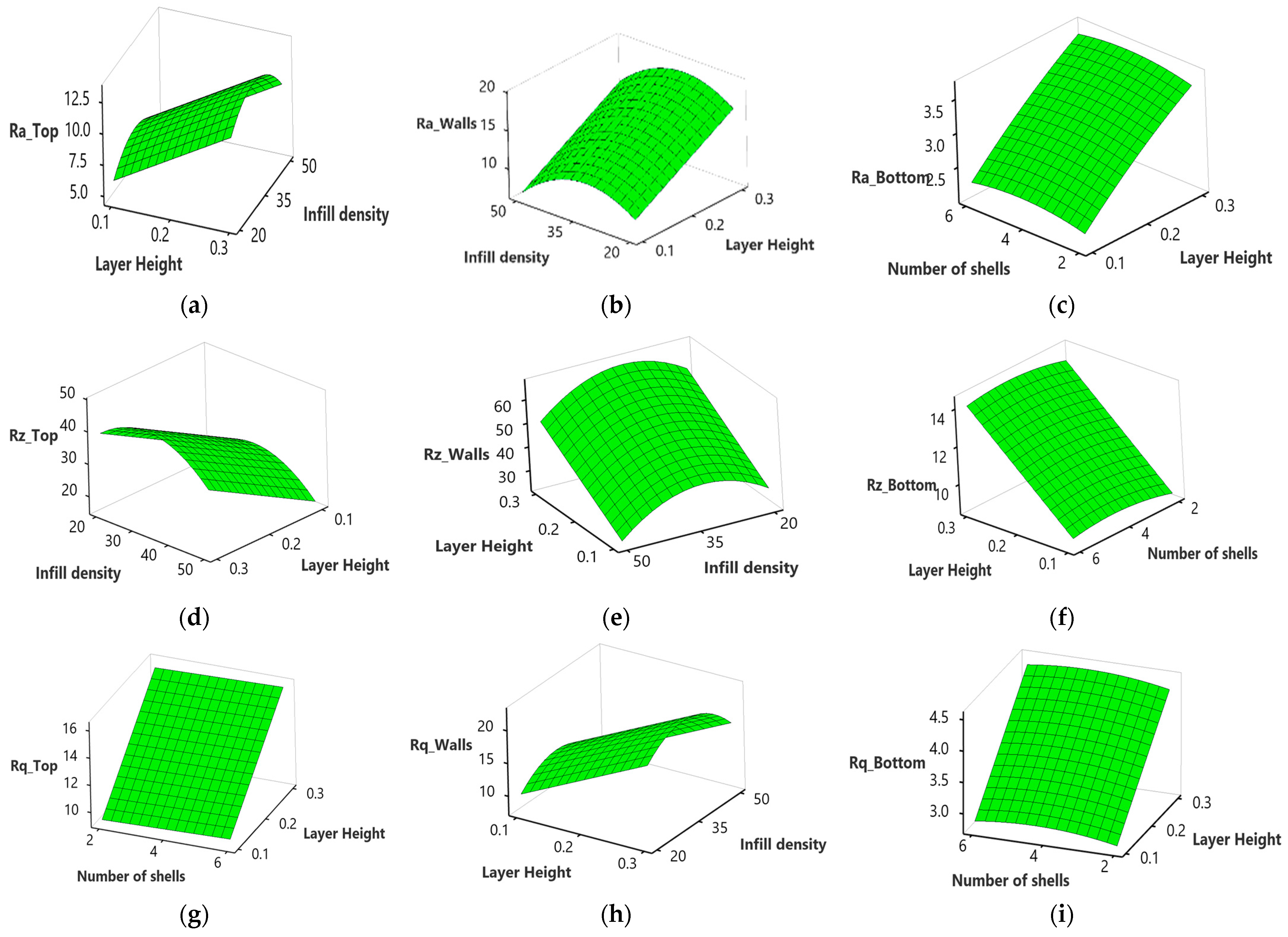
Figure 8a–i shows that the average surface roughness (Ra), maximum height of the profile (Rz), and root mean square roughness (Rq) of the top, wall, and bottom surface increase with an increase in the layer height. This may be attributed to a decrease in surface contact between the nozzle and the previous layer with an increase in layer height. That results in less efficient flattening and smoothing of the molten filament during deposition, leading to higher surface roughness at the top, wall, and bottom surface, as illustrated in
Figure 9a–c obtained using an optical inverted metallurgical microscope (Model No.: M-41X, Lab Testing Technology Shanghai Co., Ltd., Shanghai, China). Further, in larger layer heights, a greater volume of material is deposited in each layer. The deposition of a larger volume of material can lead to more pronounced ridges and valleys on the top surface, contributing to an increase in the maximum height of the profile (Rz) [
49]. The surface roughness can be influenced by the carbon fiber reinforcements within the nylon matrix, where a larger layer height may cause variations due to the impact on fiber alignment and distribution within the printed part [
50].
There is an increase in Ra, Rz, and Rq at the top and wall surface, with an increase in infill density from 20 to 35%, followed by a decrease from 35 to 50% (
Figure 8a,b,d,e,h). At low infill density, there is less material filling the internal regions, resulting in pores and warping during the printing process, leading to increased Ra at the top and walls [
51]. However, an increase in infill density minimized the visibility of individual layer lines. As more material is deposited, the surface irregularities caused by the distinct layers may blend, resulting in a perceived decrease in surface roughness at the top and walls [
52]. This can be justified further from the microscopic images shown in
Figure 9d–f; at a 20% infill density, the layers are more visible than 35% and are blended at 50%.
Ra, Rz, and Rz at the bottom surface increase steadily and then decrease with an increase in the number of shells from 2 to 4 and 4 to 6 (
Figure 8c,f,g,i). When more contours or shells are used, the printer creates more layers and fills in more material, resulting in a finer resolution and improved surface quality. The additional contours provide better coverage and fill gaps between the layers, reducing the visibility of the stair-stepping effect, as shown in
Figure 9g–h.
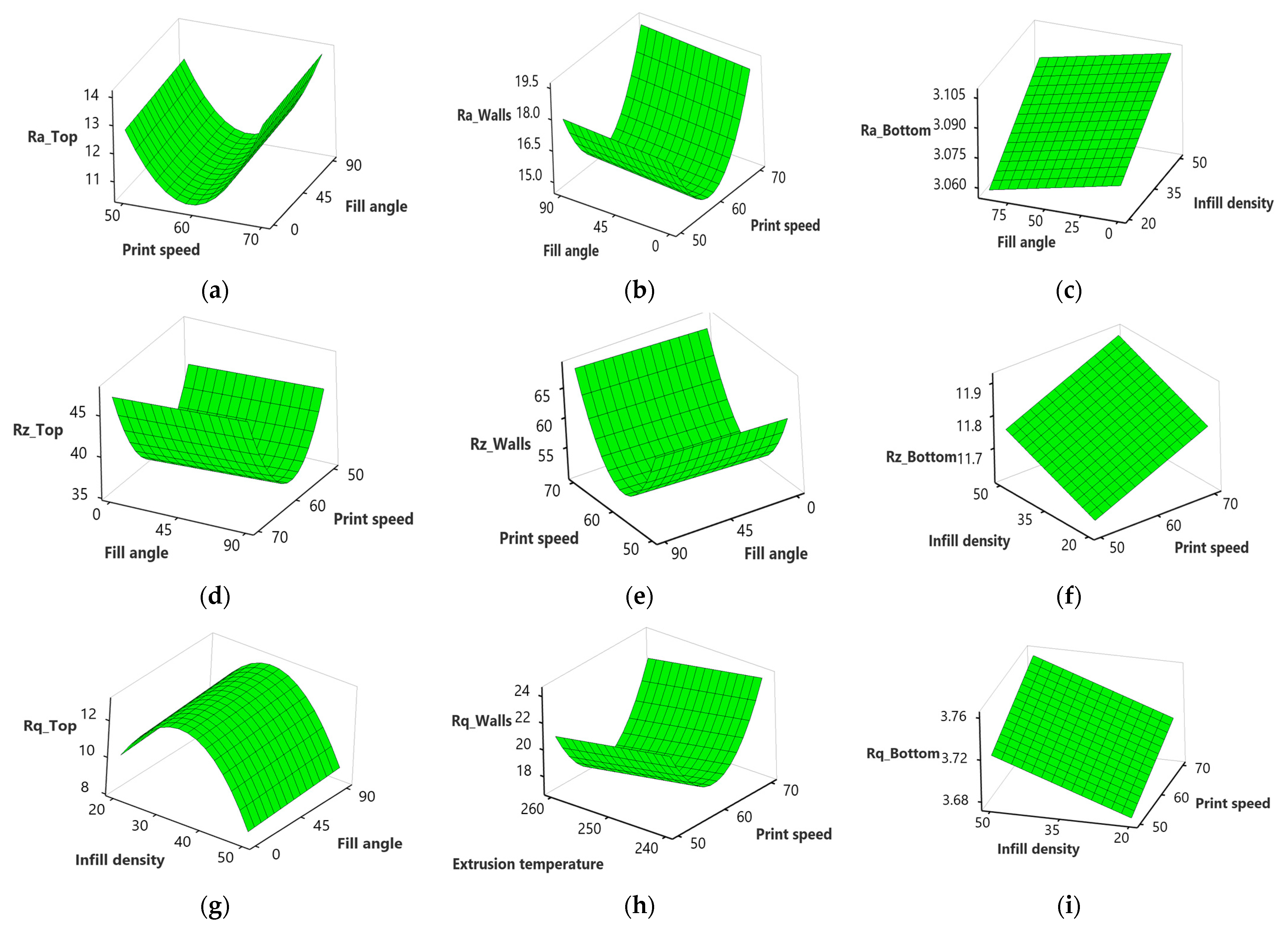
Regarding the fill angle, no pronounced effect is observed on Ra, Rz, and Rq at the top and walls with an increase from 0° to 90° (
Figure 10a,b,d,e,g). However, Ra at the bottom (
Figure 10c) surface decreases with an increase in the fill angle. This is in line with previous studies [
53,
54] that highlight with the rise in fill angle, the printed layers have a larger contact area between adjacent lines and this allows for better adhesion between layers, resulting in smoother surface finishes.
However, there is a significant decrease in Ra at the top and wall surface with an increase in print speed from 50 mm/s to 60 mm/s, while an increase is observed from 60 to 70 mm/s (
Figure 10a,b,d–f,h,i). When the print speed increases, the filament is deposited onto the previous layer more quickly. This faster deposition can lead to better fusion and adhesion between layers, resulting in a smoother surface with reduced surface roughness [
55]. However, if the print speed becomes too high, the cooling time for each layer may become insufficient. Inadequate cooling time can cause uneven cooling, resulting in higher residual stresses, warping, or distortions in the printed part. These effects can manifest as increased surface roughness [
56]. According to a study [
57], high print speed disrupts the continuous flow of material that causes layer distortion, and results in the formation of pores and poor bonding.
Figure 11a shows the layer distortion at a high print speed of 70 mm/s, while it was relatively uniform at 60 mm/s, as shown in
Figure 11b.
In contrast to the top surface and walls, Ra, Rz, and Rq at the bottom surface increase with an increase in infill density (
Figure 10c,f,g,i). This may be attributed to heat transfer and cooling dynamics within the part change. Higher infill densities can result in slower cooling rates and increased shrinkage forces, leading to internal stresses and potential surface roughness, contributing to increased surface roughness at the bottom [
58]. The other possible reason is that, as the infill density increases, it becomes more challenging to maintain fine details and intricate features on the bottom surface. Excessive infill density can lead to overfilling, where the material overflows and extends beyond the intended boundaries of the bottom surface. This overflow can create irregularities, protrusions, and a rougher bottom surface, contributing to an increase in surface roughness, as shown in
Figure 11c,d.
Increasing the extrusion temperature from 240 to 260 °C decreases Rq, Ra, and Rz at the top and wall surface (
Figure 10h). Increasing the extrusion temperature enhances the melt flow characteristics of the filament. As the filament melts more thoroughly, it has better adhesion and fusion with the previously deposited layers. Improved fusion results in a more cohesive structure and smoother interlayer transitions, reducing surface roughness [
59].
On the other hand, there is a drastic increase in Ra, Rz, and Rq at the top, wall, and bottom surface with an increase in part orientation from 0° to 90° (
Figure 12a,b,d–f,i,j). This may be attributed to the support structure that leaves behind small imperfections, marks, or roughness on the bottom surface, leading to increased surface roughness, as evident from a microscopic structural analysis as illustrated in
Figure 13a. The top surface of a printed part is exposed to the air, which can result in faster cooling compared to other surfaces in contact with the print bed or support structures. Rapid filament cooling can cause uneven solidification and increase surface roughness, as shown in
Figure 13b. When printing in vertical orientations, the reduced contact with the print bed restricts heat dissipation, leading to less effective cooling and higher surface roughness [
60,
61]. When printing vertically (90° orientation), the layers are stacked on top of each other, and the deposition direction is perpendicular to the top surface. This orientation can result in step-like features, layer mismatches, and reduced surface quality, increasing Rz [
62,
63].
However, there is a sharp decrease with an increase in bed temperature from 70 to 90 °C (
Figure 12c,f,j). Increasing the bed temperature improves adhesion between the printed part and the build platform. Adequate bed adhesion ensures that the bottom layers of the print remain firmly attached during the printing process, reducing the chances of warping or shifting. This improved adhesion results in a smoother and more uniform bottom surface with reduced surface roughness, as evident from
Figure 13d. According to studies [
64,
65], higher bed temperatures can help to mitigate part distortions, particularly at the bottom surface. When the bed temperature increases, the layers in contact with the build platform experience less differential cooling and shrinkage. This reduces the likelihood of warping, curling, or other deformations contributing to surface roughness.
By analyzing the trends, it is evident that the choice of printing parameters significantly influences surface roughness. For optimal results, it is recommended to carefully consider the desired surface quality requirements for each specific surface. Adjusting parameters such as layer height, infill density, print speed, and extrusion temperature can help achieve the desired surface roughness characteristics. Furthermore, the findings highlight the importance of considering different surfaces, such as the top, walls, and bottom surfaces, as their responses to printing parameters may vary. This knowledge can guide manufacturers and 3D printing enthusiasts in making informed decisions when selecting printing parameters to achieve the desired surface roughness for their specific applications. Further research and experimentation may be required to fully explore the interactions between different printing parameters and their impact on surface roughness. Nevertheless, the presented trends serve as a valuable starting point for optimizing the printing process and enhancing the surface quality of 3D printed objects.
4.6. Multi-Response Optimization
The desirability function (DF) of individual responses (in
Table 3) is computed using Equation (1), as shown in
Table 6. To calculate the weights of responses, determine the entropy for each DF using Equations (3)–(5). Determine the redundancy of entropy using Equation (6) and compute the weights based on Equation (7). The results are summarized in
Table 7. It shows that the highest weight is attributed to
(0.132) followed by
(0.126),
(0.124), and
(0.106), while the least weight is assigned to
(0.132). Finally, the weighted composite desirability function (WCDF) is determined using Equation (2) and is tabulated in
Table 6. Finally, to determine the optimal levels, the average values of the Weighted Cumulative Distribution Function (WCDF) are calculated for each parameter across different levels, as presented in
Table 8. The highest average WCDF value among the three levels for each parameter indicates the optimal level for that specific parameter. The optimal level for the layer height and number of shells is the low level (−1), showing the highest WCDF averages of 0.706 and 0.467, respectively, having values of 0.1 mm and two shells. Similarly, for infill density, the highest WCDF average obtained is 0.487 at the high level (1), corresponding to a 50% infill density. For the infill angle, the optimal level is the low level (−1), yielding a WCDF average of 0.461, denoting a 0° fill angle. For print speed, the medium level (0) prevails with a WCDF average peak of 0.532, equating to 60 mm/s. Notably, nozzle temperature’s high level (1) showcases the highest WCDF average (0.466) at 260 °C, while bed temperature’s medium level (0) excels with a 0.495 WCDF average at 80 °C. Lastly, print orientation’s optimal level is the low level (−1), capturing the highest WCDF average of 0.544 at a 0° orientation. The optimized values obtained for the specimens printed at optimal levels are the
of (3.95, 13.83, 4.74) µm, for
, they are (2.82, 10.03, 3.38) µm, and for
, they are (1.92, 6.72, 2.31) µm.


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}