
Effect of Glycerol as Processing Oil in Natural Rubber/Carbon Black Composites: Processing, Mechanical, and Thermal Aging Properties
 , and
, and
Abstract
:
1. Introduction
2. Experimental and Characterization
2.1. Materials
2.2. Compound Preparations
2.3. Sample Characterizations
3. Results and Discussion
3.1. Mooney Viscosity and Cure Properties
3.2. Mechanical Properties
3.3. Thermal Aging Properties
4. Conclusions
- -
- For the processing properties: the use of glycerol shows a higher Mooney viscosity and minimum torque (ML), higher maximum torque (MH), torque difference (MH−ML), and cure rate index (CRI) of the rubber compounds, while scorch time (ts2) and cure time (tc90) are lower than for the other types of processing oil.
- -
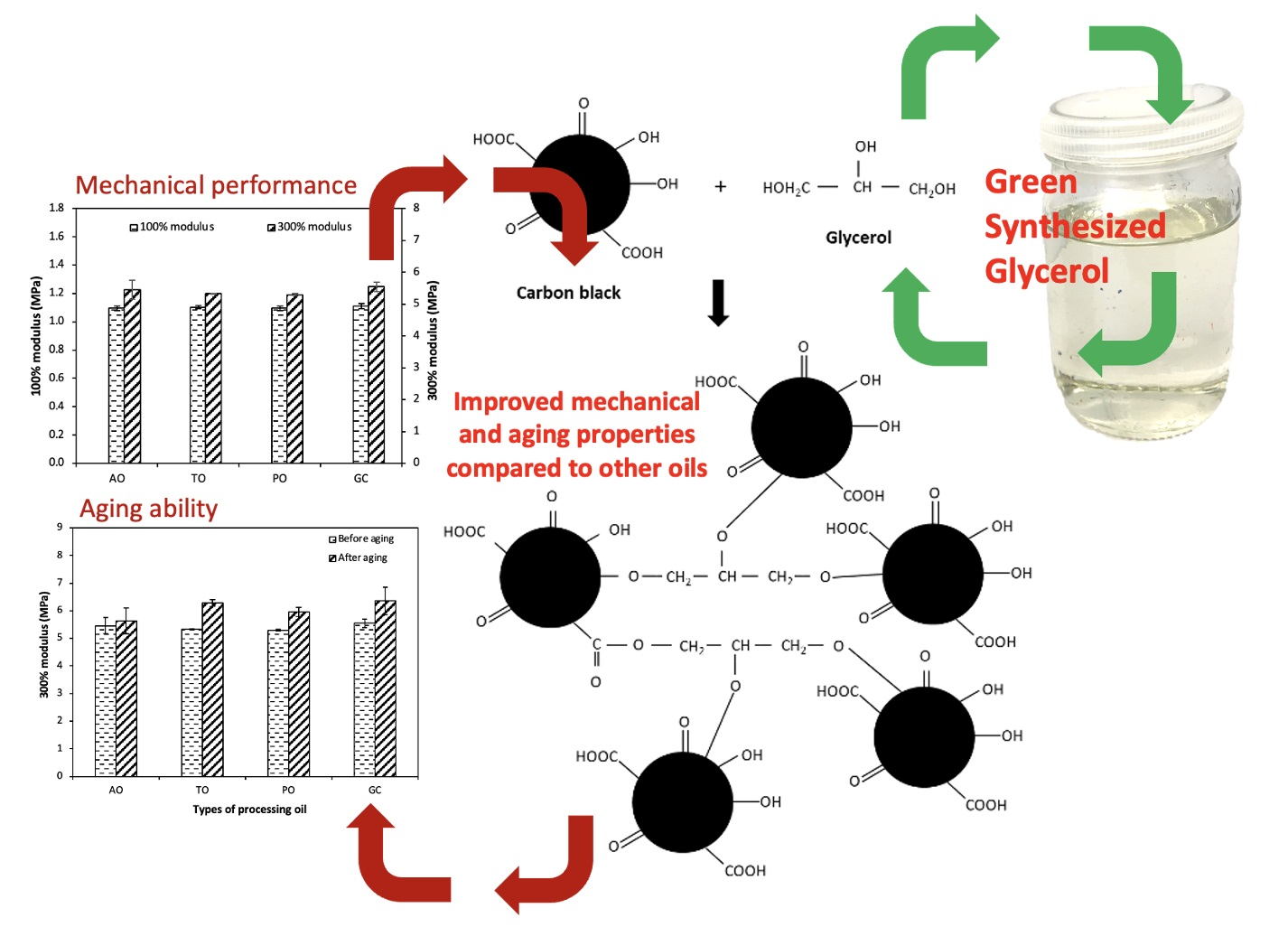
- For the mechanical properties: the tensile strength, elongation at break, and compression set of the vulcanized rubber using glycerol show just slightly lower values than for the other types of processing oil. Whereas the 100% modulus, 300% modulus, and hardness of the glycerol compound shows slightly higher values than for the other types of processing oil.
- -
- For the thermal aging properties: the tensile strength and elongation at break of all samples after thermal aging were lower than before, while the 100% and 300% modulus of the samples after thermal aging were all better than before. Glycerol took a middle position.
- -
- The overall results show a slightly reduced processability for glycerol as a processing oil, but a clear improvement of the overall mechanical and good aging properties in comparison with the mineral oil-based processing oils renders this abundantly available chemical a good substitute for many rubbers uses like tires, shoe soles, and rubber stopper applications.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sattayanurak, S.; Sahakaro, K.; Kaewsakul, W.; Dierkes, W.K.; Reuvekamp, L.A.E.M.; Blume, A.; Noordermeer, J.W.M. Synergistic effect by high specific surface area carbon black as secondary filler in silica reinforced natural rubber tire tread compounds. Polym. Test. 2020, 81, 106173. [Google Scholar] [CrossRef]
- Yuvaraj, P.; Rao, J.R.; Fathima, N.N.; Natchimuthu, N.; Mohan, R. Complete replacement of carbon black fller in rubber sole with CaO embedded activated carbon derived from tannery solid waste. J. Clean. Prod. 2018, 170, 446–450. [Google Scholar] [CrossRef]
- Sripornsawat, B.; Saiwari, S.; Nakason, C. Thermoplastic vulcanizates based on waste truck tire rubber and copolyester blends reinforced with carbon black. Waste Manag. 2018, 79, 638–646. [Google Scholar] [CrossRef] [PubMed]
- Du, X.; Zhang, Y.; Pan, X.; Meng, F.; You, J.; Wang, Z. Preparation and properties of modified porous starch/carbon black/natural rubber composites. Compos. B Eng. 2019, 156, 1–7. [Google Scholar] [CrossRef]
- Zafarmehrabian, R.; Gangali, S.T.; Ghoreishy, M.H.R.; Davallu, M. The effects of silica/carbon black ratio on the dynamic properties of the tread compounds in truck tires. E-J. Chem. 2012, 9, 1102–1112. [Google Scholar] [CrossRef]
- Accorsi, J. Plastic Engineering: Special Carbon Black for Plastic; Cobot Corporation: Boston, MA, USA, 1995; pp. 29–32. [Google Scholar]
- Fu, W.; Wang, L.; Huang, J.; Liu, C.; Peng, W.; Xiao, H.; Li, S. Mechanical properties and Mullins effect in natural rubber reinforced by grafted carbon black. Adv. Polym. Technol. 2019, 2019, 4523696. [Google Scholar] [CrossRef]
- Raju, P.; Nandanan, V. A study on the use of castor oil as plasticizer in natural rubber compounds. Prog. Rubber Plast. Recycl. Technol. 2017, 23, 169–180. [Google Scholar] [CrossRef]
- Yong, M.Y.; Basirun, W.J.; Sarih, N.M.; Shalauddin, M.; Lee, S.Y.; Ang, D.T.C. Utilization of liquid epoxidized natural rubber as prepolymer and crosslinker in development of UV-curable palm oil-based alkyd coating. React. Funct. Polym. 2023, 191, 105658. [Google Scholar] [CrossRef]
- Bozga, G. Catalytic conversion of glycerol: A review of process kinetics and catalytic reactors. J. Eng. Sci. Innov. 2022, 7, 175–192. [Google Scholar] [CrossRef]
- Song, Y.; Zheng, Q. Network formation in glycerol plasticized wheat gluten as viewed by extensional deformation and stress relaxation: Final conclusions. Food Hydrocoll. 2008, 22, 674–681. [Google Scholar] [CrossRef]
- Thongpin, C.; Wongprat, C.; Srithavorn, P.; Muenchee, P. Effect of glycerol on gluten filled in natural rubber/WG blend. IOP Conf. Ser. Mater. Sci. Eng. 2020, 965, 012033. [Google Scholar] [CrossRef]
- Kruželák, J.; Hložeková, K.; Kvasničáková, A.; Džuganová, M.; Chodák, I.; Hudec, I. Application of plasticizer glycerol in lignosulfonate-filled rubber compounds based on SBR and NBR. Materials 2023, 16, 635. [Google Scholar] [CrossRef]
- Mazliah, M.; Mohamad, N.; Maulod, H.E.A.; Jeefferie, A.R.; Abid, M.A.A.M.; Karim, K.I.; Mahamood, M.A.; Hamdan, M.M. Optimization of physical and mechanical properties of glycerol-modified natural rubber/starch-filled carbon black composites using two level factorial design. J. Mech. Eng. Sci. 2019, 13, 4989–5005. [Google Scholar] [CrossRef]
- Halloran, M.W.; Nicell, J.A.; Leask, R.L.; Marić, M. Bio-based glycerol plasticizers for flexible poly(vinyl chloride) blends. J. Appl. Polym. Sci. 2022, 139, e527. [Google Scholar] [CrossRef]
- Sheng, K.; Dong, X.; Chen, Z.; Zhou, Z.; Gu, Y.; Huang, J. Increasing the surface hydrophobicity of silicone rubber by electron beam irradiation in the presence of a glycerol layer. Appl. Surf. Sci. 2022, 591, 153097. [Google Scholar] [CrossRef]
- Mathias, K.A.; Hiremath, S.; Kulkarni, S.M. Experimental studies on mechanical and dielectric behavior of Glycerol filled Silicone rubber composites. Eng. Res. Express 2021, 3, 035010. [Google Scholar] [CrossRef]
- Mazurek, P.S.; Yu, L.; Gerhard, R.; Wirges, W.; Skov, A.L. Glycerol as high-permittivity liquid filler in dielectric silicone elastomers. J. Appl. Polym. Sci. 2016, 133, 44153. [Google Scholar] [CrossRef]
- ASTM D1646; Standard Test Methods for Rubber—Viscosity, Stress Relaxation, and Pre-Vulcanization Characteristics (Mooney Viscometer). ASTM International: West Conshohocken, PA, USA, 2019.
- ASTM D412; Standard Test Methods for Vulcanized Rubber and Thermoplastic Elastomers—Tension. ASTM International: West Conshohocken, PA, USA, 2021.
- ASTM D2240; Standard Test Method for Rubber Property—Durometer Hardness. ASTM International: West Conshohocken, PA, USA, 2021.
- ASTM D395; Standard Test Methods for Rubber Property—Compression Set. ASTM International: West Conshohocken, PA, USA, 2018.
- ASTM D573; Standard Test Method for Rubber—Deterioration in an Air Oven. ASTM International: West Conshohocken, PA, USA, 2019.
- Li, X.; Tan, S.; Liu, G.; Hoch, M.; Zhao, S. The effect of paraffinic oil and aromatic oil on the crosslinks and physical properties of butyl rubber. J. Macromol. Sci. 2016, 55, 494–502. [Google Scholar] [CrossRef]
- Martina, L.; Per, R. Determination of three-dimensional solubility parameters and solubility spheres for naphthenic mineral oils. Energy Fuels 2008, 22, 3395–3401. [Google Scholar] [CrossRef]
- Hansen, C.M. Hansen Solubility Parameters; CRC Press: Oxford, UK, 2007; p. 246. [Google Scholar]
- Petchkaew, A.; Sahakaro, K.; Noordermeer, J.W.M. Petroleum-based safe process oils in NR, SBR and their blends: Study on unfilled compounds. Part I: Oil characteristics and solubility aspects. Kautsch. Gummi Kunstst. 2004, 4, 43–47. [Google Scholar]
- Park, S.J.; Seo, M.K.; Nah, C. Influence of surface characteristics of carbon blacks on cure and mechanical behaviors of rubber matrix compoundings. J. Colloid Interface Sci. 2005, 291, 229–235. [Google Scholar] [CrossRef]
- Ismail, H.; Freakley, P.K. Determination of the modes of action of a cationic surfactant for property development in silica-filled natural rubber compounds. Eur. Polym. J. 1996, 32, 411–416. [Google Scholar] [CrossRef]
- Sattayanurak, S.; Sahakaro, K.; Kaewsakul, W.; Dierkes, W.K.; Reuvekamp, L.A.E.M.; Blume, A.; Noordermeer, J.W.M. Elucidating the role of clay-modifier on the properties of silica- and silica/nanoclay-reinforced natural rubber tire compounds. Express Polym. Lett. 2021, 15, 666–684. [Google Scholar] [CrossRef]
- Sattayanurak, S.; Sahakaro, K.; Kaewsakul, W.; Dierkes, W.K.; Reuvekamp, L.A.E.M.; Blume, A.; Noordermeer, J.W.M. Enhancing performance of silica-reinforced natural rubber tire tread compounds by applying organoclay as secondary filler. Rubber Chem. Technol. 2021, 94, 121–144. [Google Scholar] [CrossRef]
- Al-Juothry, S.A. The influence surface area and structure of particles carbon black on cure characteristics and mechanical properties of natural rubber. Int. J. Adv. Res. Eng. Technol. 2014, 5, 149–159. [Google Scholar]
- Naebpetch, W.; Junhasavasdikul, B.; Saetung, A.; Tulyapitak, T.; Nithi-Uthai, N. Influence of accelerator/sulphur and coagent/peroxide ratios in mixed vulcanisation systems on cure characteristics, mechanical properties and heat aging resistance of vulcanised SBR. Plast. Rubber Compos. 2016, 45, 436–444. [Google Scholar] [CrossRef]
- Maxwell, R.S.; Cohenour, R.; Sung, W.; Solyom, D.; Patel, M. The effects of γ-radiation on the thermal, mechanical, and segmental dynamics of a silica filled, room temperature vulcanized polysiloxane rubber. Polym. Degrad. Stab. 2003, 80, 443–450. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ingredients | Quantity (phr) | |||
|---|---|---|---|---|
| AO | TO | PO | GC | |
| RSS#3 | 100.0 | 100.0 | 100.0 | 100.0 |
| ZnO | 3.0 | 3.0 | 3.0 | 3.0 |
| Stearic acid | 1.0 | 1.0 | 1.0 | 1.0 |
| CB (N330) | 30.0 | 30.0 | 30.0 | 30.0 |
| Aromatic oil | 5.0 | - | - | - |
| Paraffinic oil | - | 5.0 | - | - |
| TDAE oil | - | - | 5.0 | - |
| Glycerol | - | - | - | 5.0 |
| CBS | 1.0 | 1.0 | 1.0 | 1.0 |
| Sulfur | 2.0 | 2.0 | 2.0 | 2.0 |
| Coding | Types of Compounds |
|---|---|
| AO | CB/aromatic oil-filled NR |
| TO | CB/treated distillate aromatic extracted oil-filled NR |
| PO | CB/paraffinic oil-filled NR |
| GC | CB/glycerol-filled NR |
| Step | Mixing Procedure | Time (min) |
|---|---|---|
| 1 | Mastication of RSS#3 | 2 |
| 2 | Add ZnO and stearic acid and continue mixing | 7 |
| 3 | Add CB (N330) and processing oil, continue mixing | 18 |
| 4 | Add CBS and sulfur, continue mixing | 6 |
| Total | 33 | |
| Rubber and Oil Types | Solubility Parameter (MPa1/2) |
|---|---|
| Natural rubber | 16.4 |
| Aromatic oil | 18.4 |
| Treated distillate aromatic extracted oil | 16.7 |
| Paraffinic oil | 16.6 |
| Glycerol | 34.8 |
| Types of Processing Oil | Tensile Strength (MPa) | Elongation at Break (%) | Hardness (Shore A) | Compression Set (%) |
|---|---|---|---|---|
| AO | 26.0 ± 1.4 | 694 ± 36.2 | 55.8 ± 0.4 | 23.9 ± 1.8 |
| TO | 27.8 ± 0.3 | 748 ± 6.3 | 56.6 ± 0.8 | 23.9 ± 0.2 |
| PO | 26.2 ± 0.1 | 720 ± 6.4 | 55.9 ± 0.2 | 23.7 ± 1.3 |
| GC | 25.6 ± 1.0 | 666 ± 7.2 | 57.2 ± 0.5 | 23.5 ± 1.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Naebpetch, W.; Thumrat, S.; Indriasari; Nakaramontri, Y.; Sattayanurak, S. Effect of Glycerol as Processing Oil in Natural Rubber/Carbon Black Composites: Processing, Mechanical, and Thermal Aging Properties. Polymers 2023, 15, 3599. https://doi.org/10.3390/polym15173599
Naebpetch W, Thumrat S, Indriasari, Nakaramontri Y, Sattayanurak S. Effect of Glycerol as Processing Oil in Natural Rubber/Carbon Black Composites: Processing, Mechanical, and Thermal Aging Properties. Polymers. 2023; 15(17):3599. https://doi.org/10.3390/polym15173599
Chicago/Turabian StyleNaebpetch, Weerawut, Sutiwat Thumrat, Indriasari, Yeampon Nakaramontri, and Suppachai Sattayanurak. 2023. "Effect of Glycerol as Processing Oil in Natural Rubber/Carbon Black Composites: Processing, Mechanical, and Thermal Aging Properties" Polymers 15, no. 17: 3599. https://doi.org/10.3390/polym15173599