


Development and Characterization of Bio-Based Composite Films for Food Packing Applications Using Boiled Rice Water and Pistacia vera Shells

 , ,
, ,  ,
,  , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Preparation of Raw Materials
2.2. Development of Biocomposite Film
2.3. Determination of Packaging Properties of the Biocomposite Film
2.3.1. Thickness and Density
2.3.2. Water Solubility
2.3.3. Moisture Content
2.3.4. Swelling Index
2.3.5. Vapor Transmission Rate
2.3.6. Determination of the pH of the Film-Forming Solution
2.3.7. Optical Properties
2.3.8. Biodegradability Tests
2.3.9. Microbial Barrier Properties
2.3.10. Antimicrobial Properties
2.3.11. Mechanical Properties
2.4. Characterization of the Biocomposite Films
3. Results and Discussion
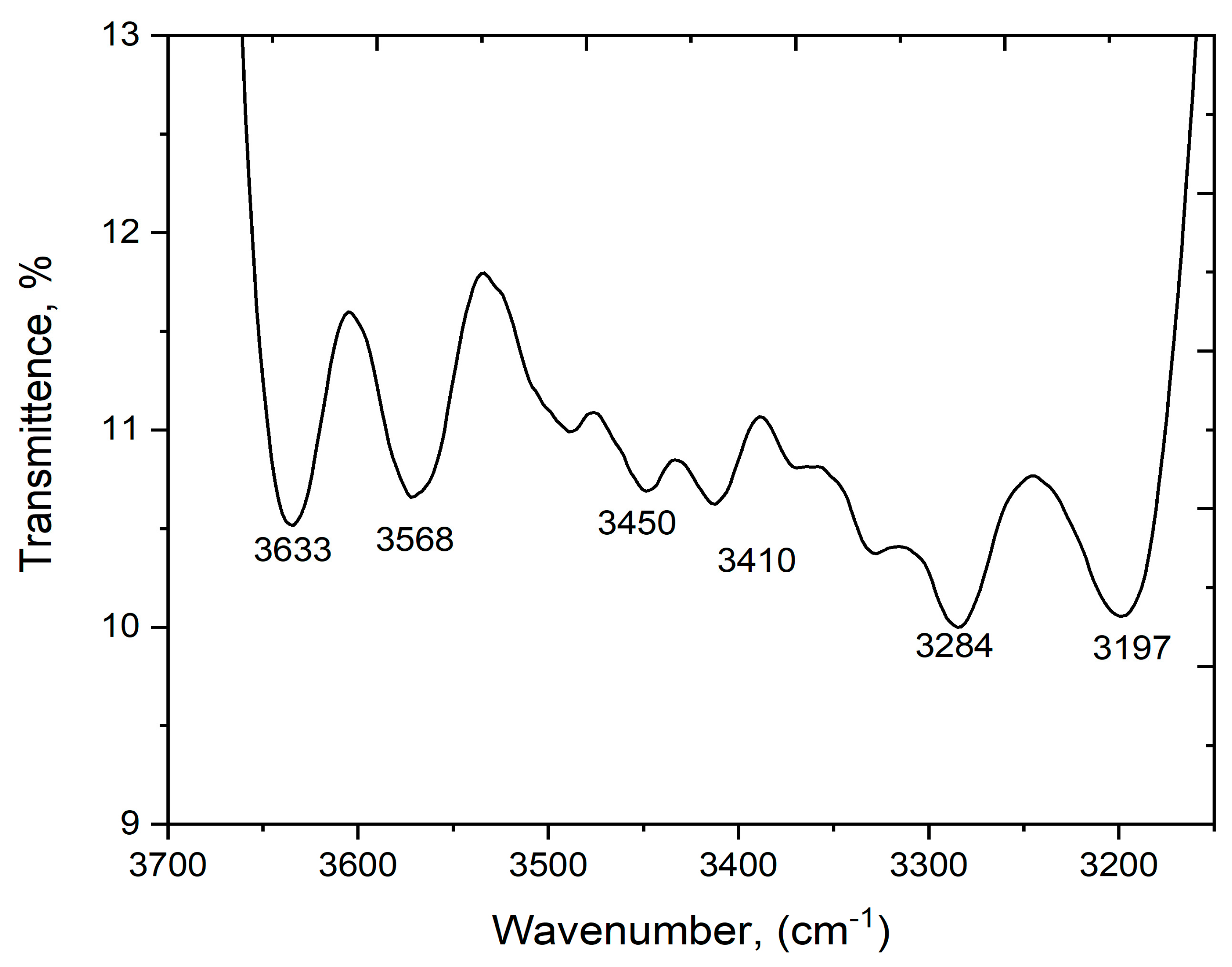
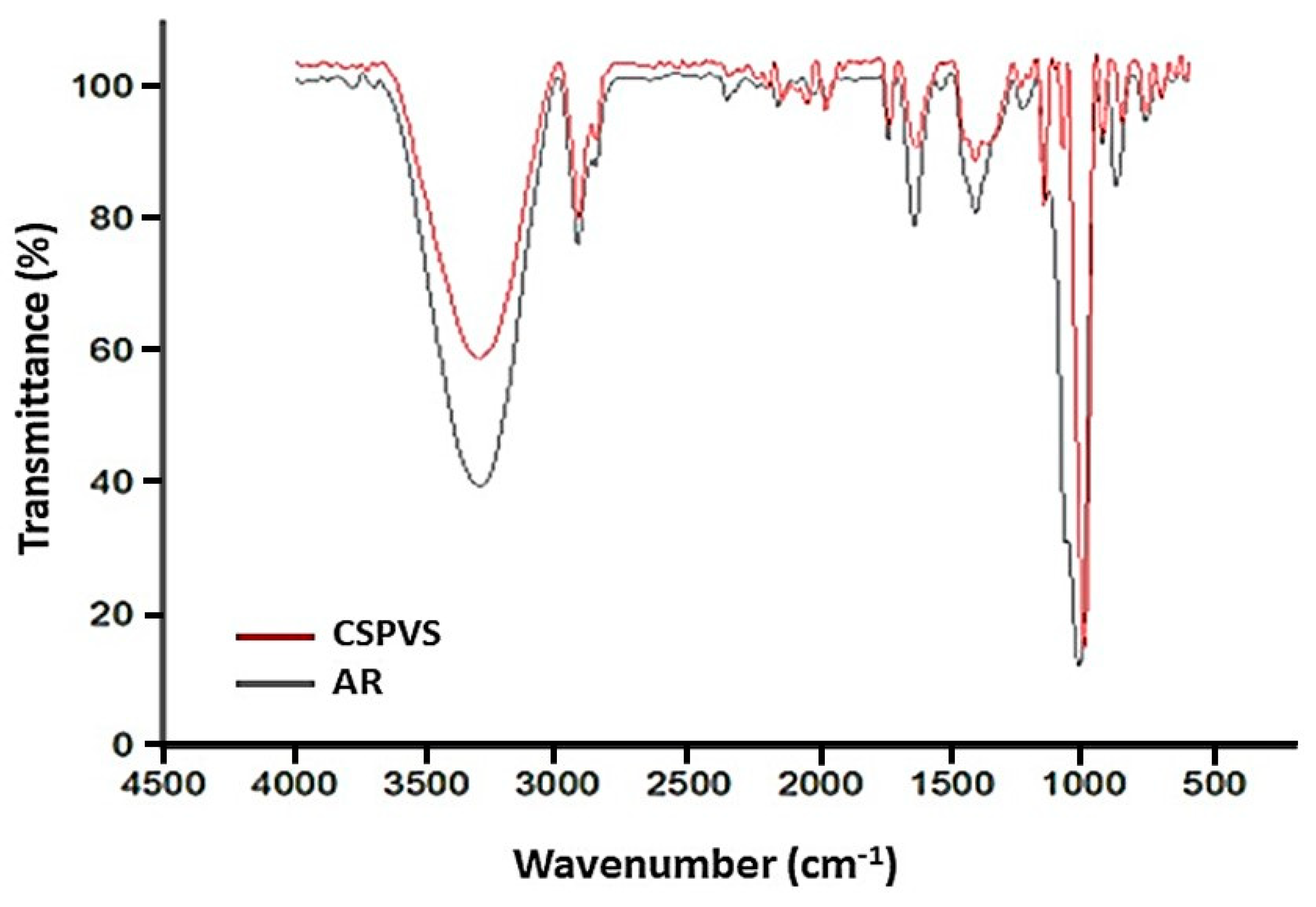
3.1. FTIR Analysis
3.2. SEM Analysis
3.3. XRD Analysis
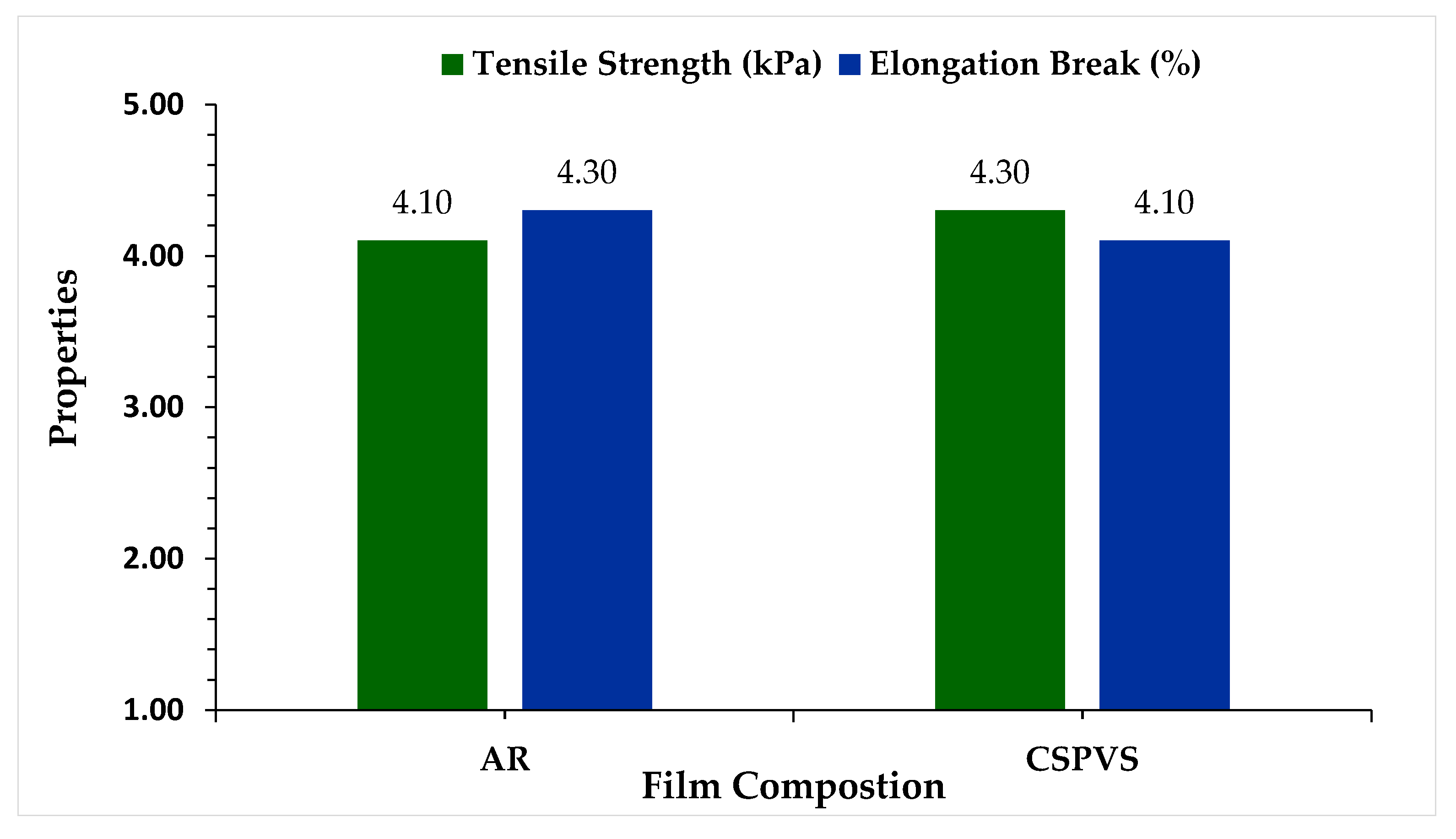
3.4. Mechanical Properties
3.5. Thermal Properties
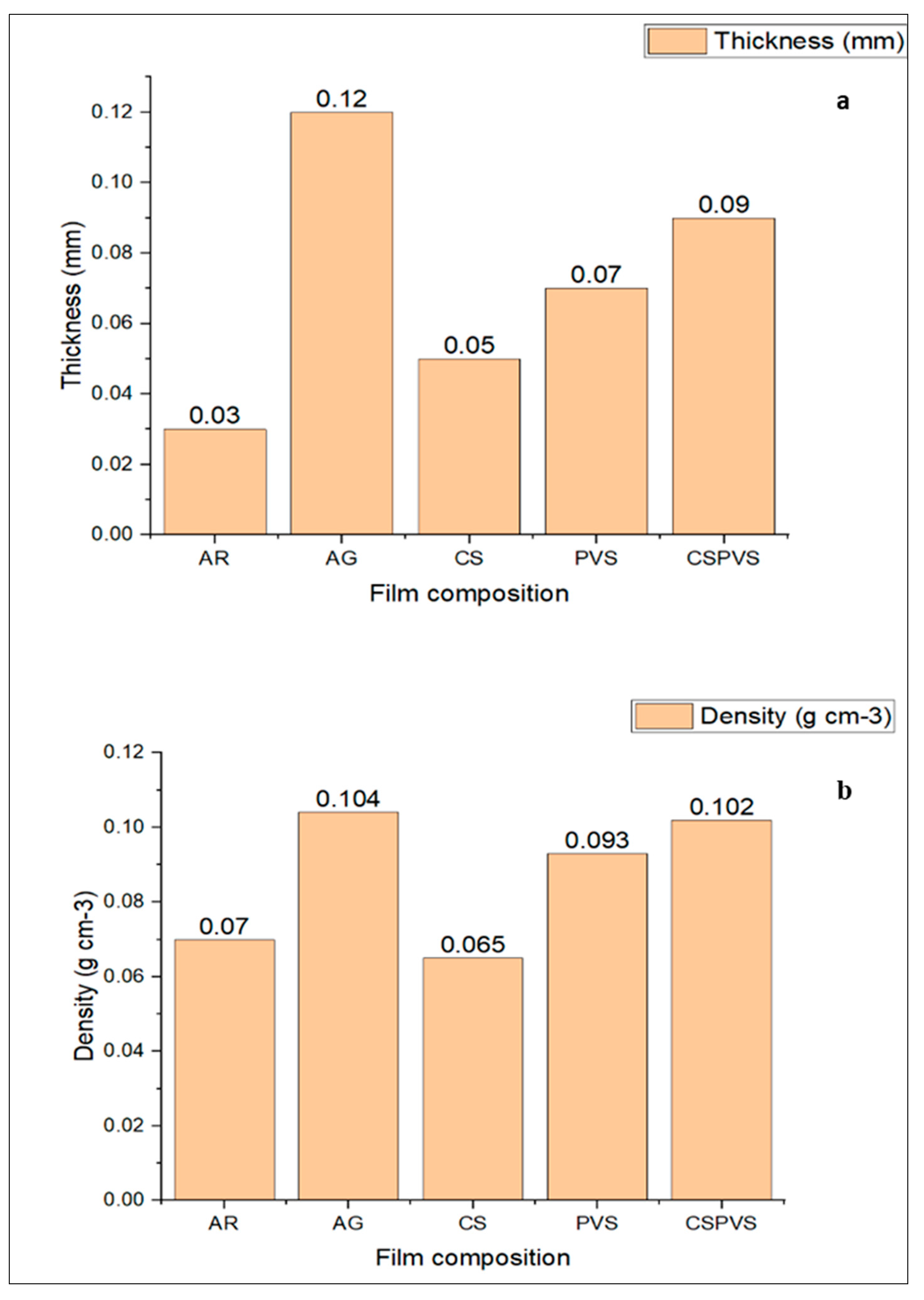
3.6. Thickness and Density
3.7. Water Solubility
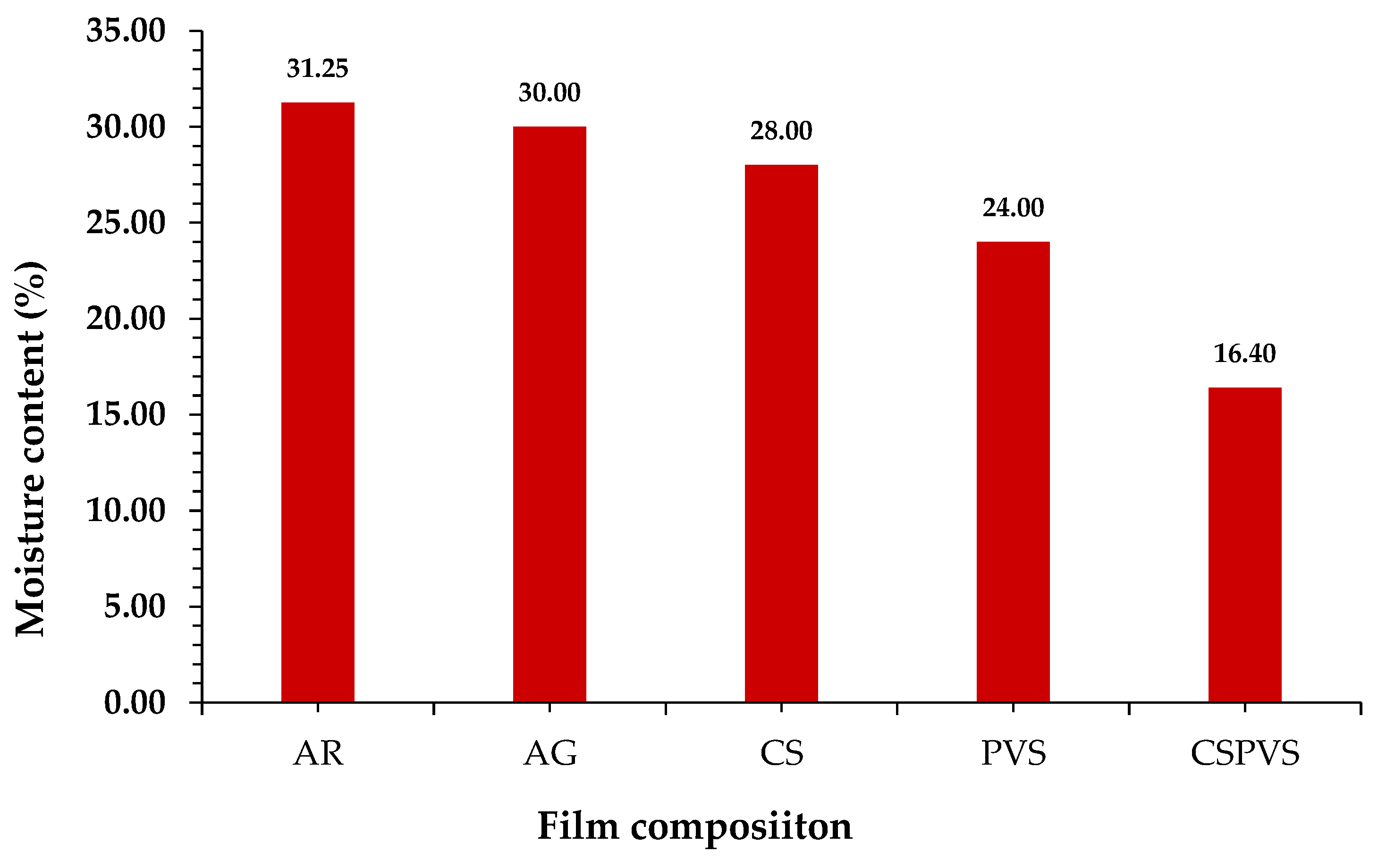
3.8. Moisture Content
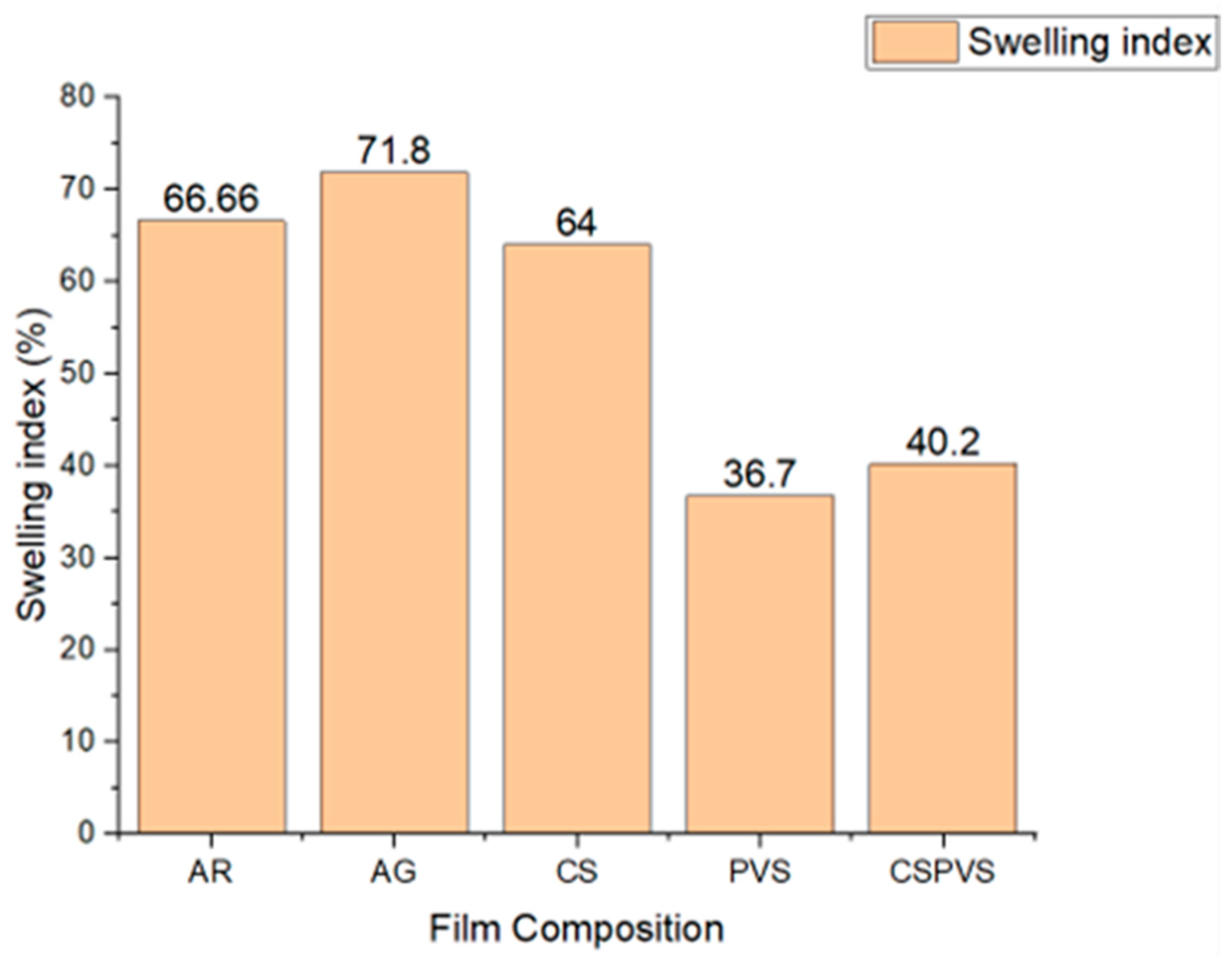
3.9. Swelling Index
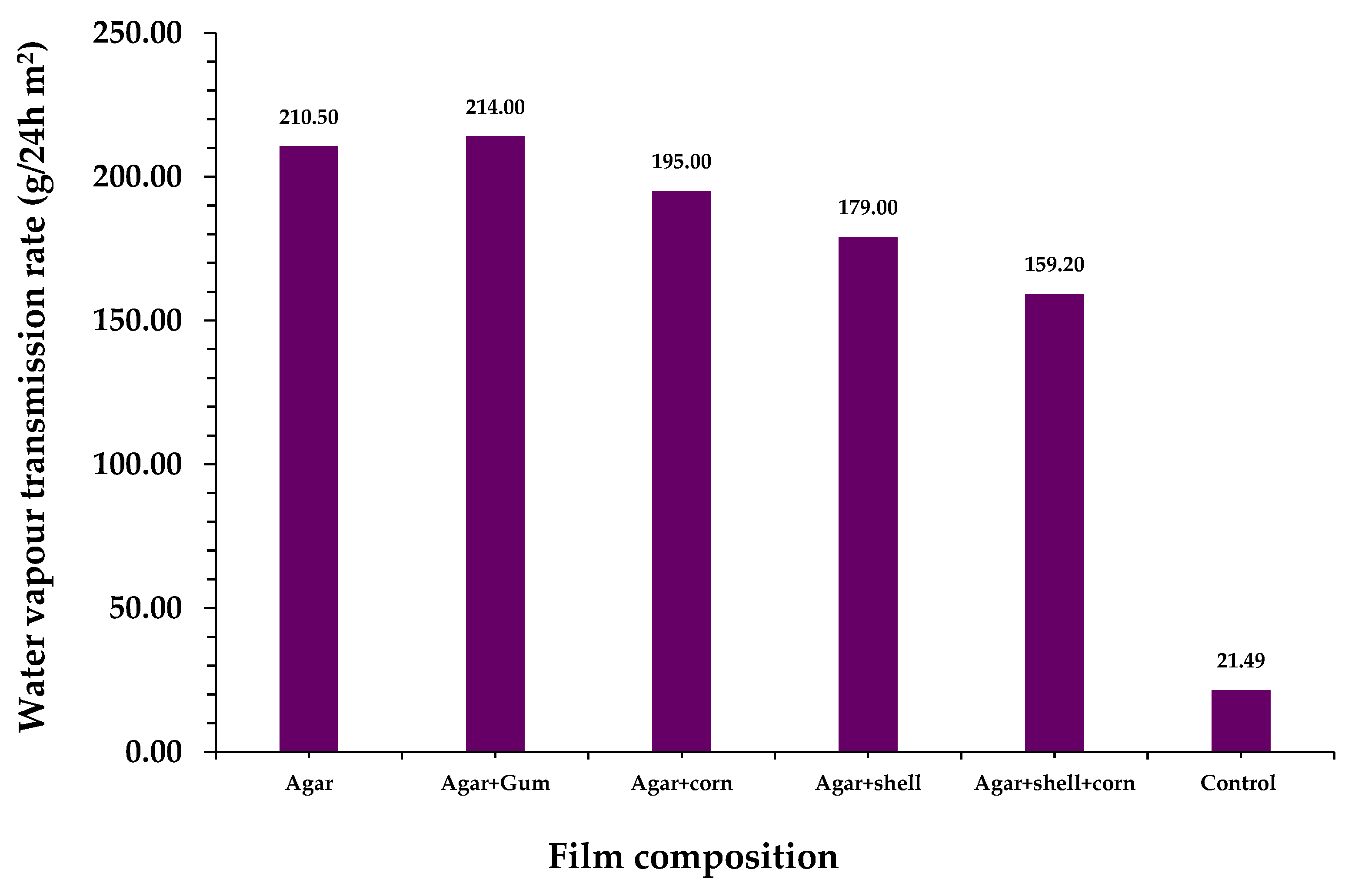
3.10. Vapor Transmission Rate
3.11. Determination of pH under Casting Process Conditions
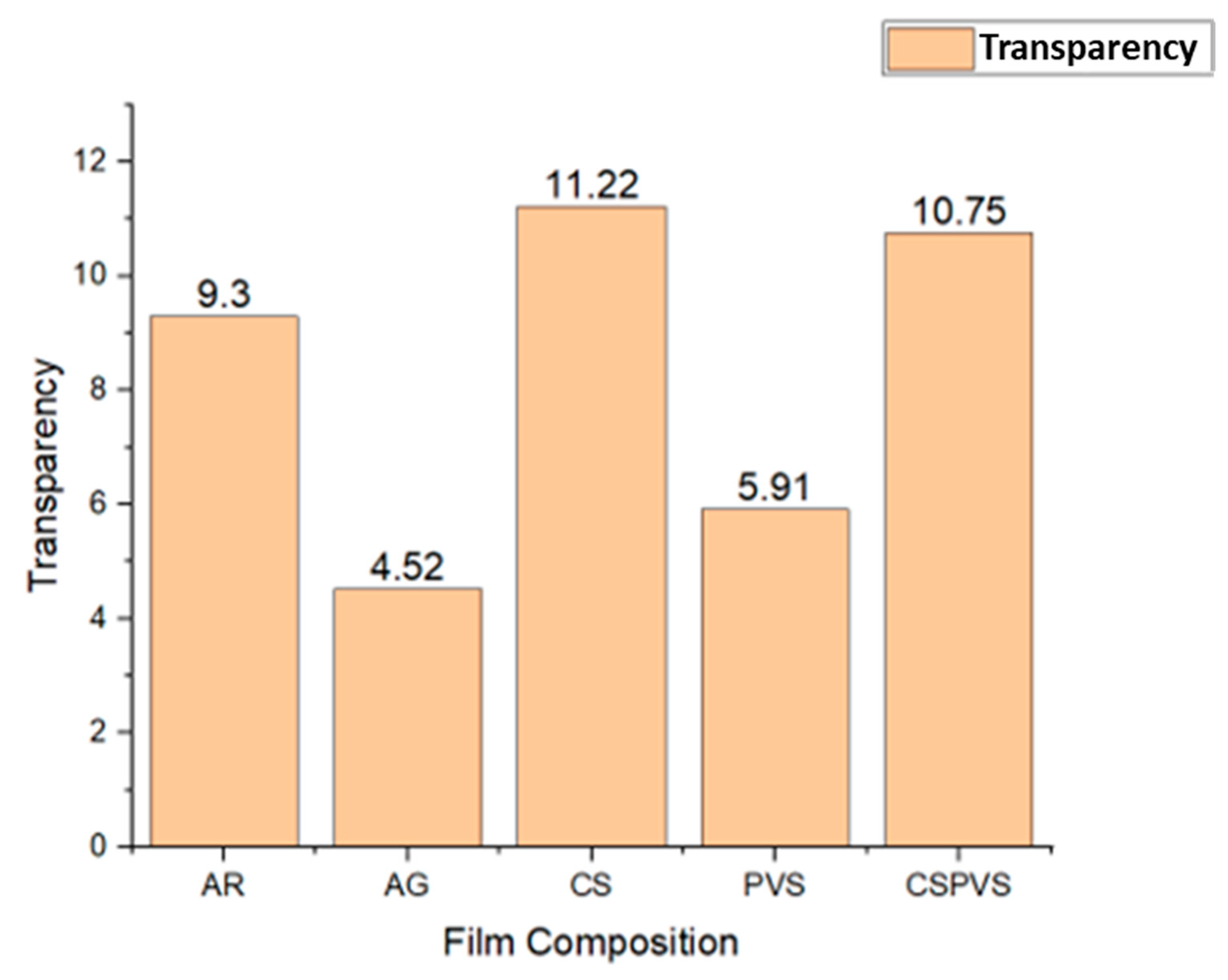
3.12. Determination of the Optical Properties of the Biocomposite Films
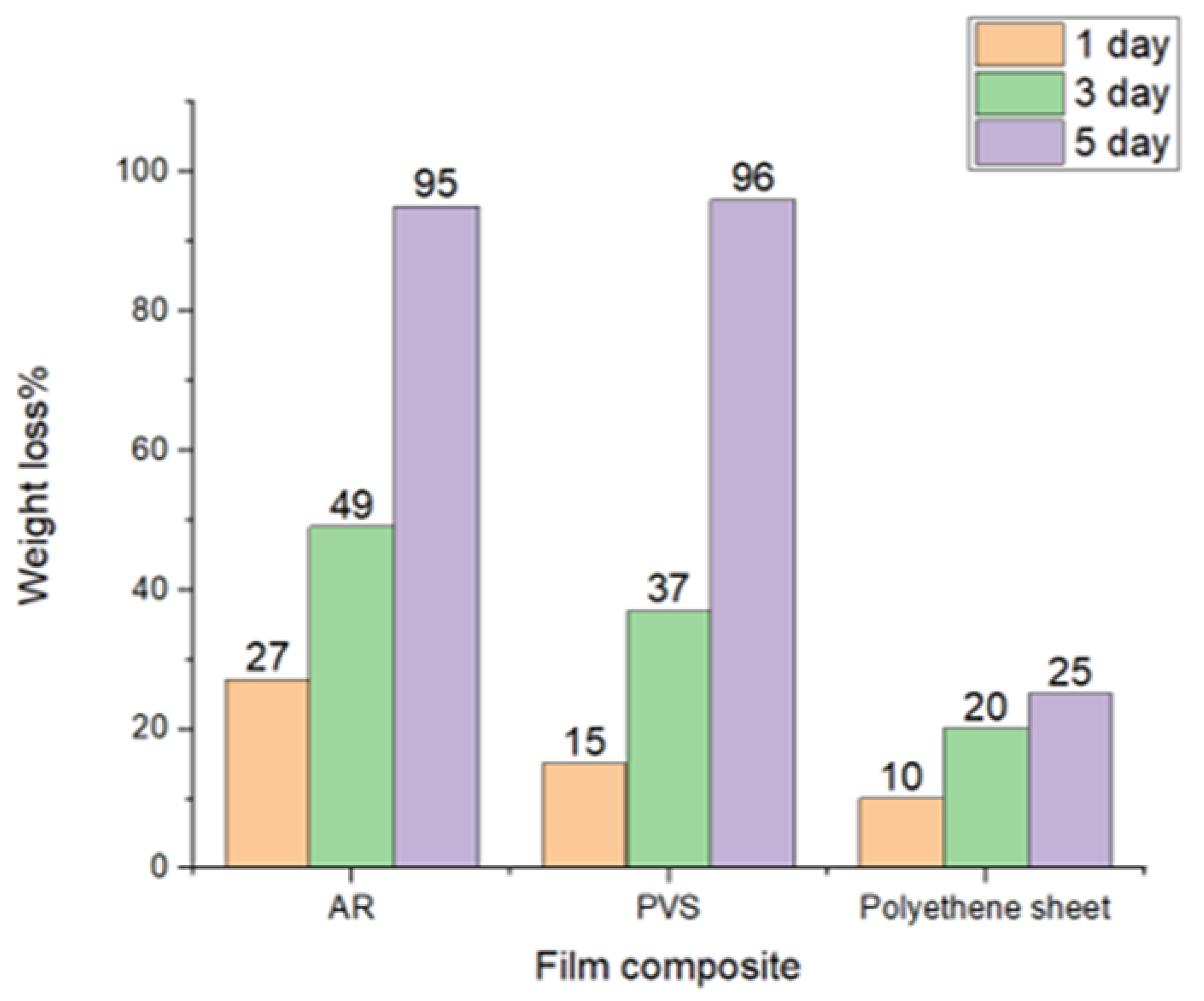
3.13. Biodegradability Test
3.14. Microbial Barrier Properties
3.15. Antimicrobial Tests
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Groh, K.J.; Backhaus, T.; Carney-Almroth, B.; Geueke, B.; Inostroza, P.A.; Lennquist, A.; Leslie, H.A.; Maffini, M.; Slunge, D.; Trasande, L. Overview of known plastic packaging-associated chemicals and their hazards. Sci. Total Environ. 2019, 651, 3253–3268. [Google Scholar] [CrossRef]
- Alabi, O.A.; Ologbonjaye, K.I.; Awosolu, O.; Alalade, O.E. Public and environmental health effects of plastic wastes disposal: A review. J. Toxicol. Risk Assess. 2019, 5, 21. [Google Scholar]
- Avérous, L.; Fringant, C.; Moro, L. Plasticized starch–cellulose interactions in polysaccharide composites. Polymer 2001, 42, 6565–6572. [Google Scholar] [CrossRef]
- Shaikh, S.; Yaqoob, M.; Aggarwal, P. An overview of biodegradable packaging in food industry. Curr. Res. Food Sci. 2021, 4, 503–520. [Google Scholar] [CrossRef]
- Shah, U.; Naqash, F.; Gani, A.; Masoodi, F. Art and science behind modified starch edible films and coatings: A review. Compr. Rev. Food Sci. Food Saf. 2016, 15, 568–580. [Google Scholar] [CrossRef]
- Rhim, J.-W.; Wang, L.-F. Preparation and characterization of carrageenan-based nanocomposite films reinforced with clay mineral and silver nanoparticles. Appl. Clay Sci. 2014, 97, 174–181. [Google Scholar] [CrossRef]
- Marichelvam, M.; Jawaid, M.; Asim, M. Corn and rice starch-based bio-plastics as alternative packaging materials. Fibers 2019, 7, 32. [Google Scholar] [CrossRef]
- Othman, S.H. Bio-nanocomposite materials for food packaging applications: Types of biopolymer and nano-sized filler. Agric. Agric. Sci. Procedia 2014, 2, 296–303. [Google Scholar] [CrossRef]
- Vieira, M.G.A.; Da Silva, M.A.; Dos Santos, L.O.; Beppu, M.M. Natural-based plasticizers and biopolymer films: A review. Eur. Polym. J. 2011, 47, 254–263. [Google Scholar] [CrossRef]
- Prasetyo, D.; Apriyana, W.; Jatmiko, T.; Hayati, S.; Rosyida, V.; Pranoto, Y.; Poeloengasih, C. Physicochemical properties of sugar palm starch film: Effect of concentration and plasticizer type. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2017; p. 012049. [Google Scholar]
- Hazrati, K.; Sapuan, S.; Zuhri, M.; Jumaidin, R. Effect of plasticizers on physical, thermal, and tensile properties of thermoplastic films based on Dioscorea hispida starch. Int. J. Biol. Macromol. 2021, 185, 219–228. [Google Scholar] [CrossRef]
- Ghasemlou, M.; Aliheidari, N.; Fahmi, R.; Shojaee-Aliabadi, S.; Keshavarz, B.; Cran, M.J.; Khaksar, R. Physical, mechanical and barrier properties of corn starch films incorporated with plant essential oils. Carbohydr. Polym. 2013, 98, 1117–1126. [Google Scholar] [CrossRef]
- Lee, J.-S.; Lee, E.-S.; Han, J. Enhancement of the water-resistance properties of an edible film prepared from mung bean starch via the incorporation of sunflower seed oil. Sci. Rep. 2020, 10, 13622. [Google Scholar] [CrossRef] [PubMed]
- Wittaya, T. Rice starch-based biodegradable films: Properties enhancement. Struct. Funct. Food Eng. 2012, 5, 103–134. [Google Scholar]
- Bandyopadhyay, S.; Saha, N.; Brodnjak, U.V.; Saha, P. Bacterial cellulose based greener packaging material: A bioadhesive polymeric film. Mater. Res. Express 2018, 5, 115405. [Google Scholar] [CrossRef]
- Jayaraj, J.J.; Renugadevi, K.; Prakash, P.; Harish, M.; Kumar, R.D. Effect of nanocellulose extracted from rice husk on the film properties of native starch based edible films. In AIP Conference Proceedings; AIP Publishing: Melville, NY, USA, 2020; p. 080015. [Google Scholar]
- Salgado, P.R.; Ortiz, S.E.M.; Petruccelli, S.; Mauri, A.N. Biodegradable sunflower protein films naturally activated with antioxidant compounds. Food Hydrocoll. 2010, 24, 525–533. [Google Scholar] [CrossRef]
- Wang, K.; Wang, W.; Ye, R.; Liu, A.; Xiao, J.; Liu, Y.; Zhao, Y. Mechanical properties and solubility in water of corn starch-collagen composite films: Effect of starch type and concentrations. Food Chem. 2017, 216, 209–216. [Google Scholar] [CrossRef] [PubMed]
- Oluwasina, O.O.; Akinyele, B.P.; Olusegun, S.J.; Oluwasina, O.O.; Mohallem, N.D. Evaluation of the effects of additives on the properties of starch-based bioplastic film. SN Appl. Sci. 2021, 3, 421. [Google Scholar] [CrossRef]
- Chen, Y.; Li, Y. Determination of water vapor transmission rate (WVTR) of HDPE bottles for pharmaceutical products. Int. J. Pharm. 2008, 358, 137–143. [Google Scholar] [CrossRef]
- Azevedo, S.; Cunha, L.M.; Mahajan, P.V.; Fonseca, S.C. Application of simplex lattice design for development of moisture absorber for oyster mushrooms. Procedia Food Sci. 2011, 1, 184–189. [Google Scholar] [CrossRef]
- Basha, R.K.; Konno, K.; Kani, H.; Kimura, T. Water vapor transmission rate of biomass based film materials. Eng. Agric. Environ. Food 2011, 4, 37–42. [Google Scholar] [CrossRef]
- Parra, D.F.; Tadini, C.; Ponce, P.; Lugão, A. Mechanical properties and water vapor transmission in some blends of cassava starch edible films. Carbohydr. Polym. 2004, 58, 475–481. [Google Scholar] [CrossRef]
- Turan, D. Water vapor transport properties of polyurethane films for packaging of respiring foods. Food Eng. Rev. 2021, 13, 54–65. [Google Scholar] [CrossRef]
- Han, J.H.; Floros, J.D. Casting antimicrobial packaging films and measuring their physical properties and antimicrobial activity. J. Plast. Film Sheeting 1997, 13, 287–298. [Google Scholar] [CrossRef]
- Torres, F.; Troncoso, O.; Torres, C.; Díaz, D.; Amaya, E. Biodegradability and mechanical properties of starch films from Andean crops. Int. J. Biol. Macromol. 2011, 48, 603–606. [Google Scholar] [CrossRef]
- Augustine, R.; Kalarikkal, N.; Thomas, S. An in vitro method for the determination of microbial barrier property (MBP) of porous polymeric membranes for skin substitute and wound dressing applications. Tissue Eng. Regen. Med. 2015, 12, 12–19. [Google Scholar] [CrossRef]
- Musso, Y.S.; Salgado, P.R.; Mauri, A.N. Smart edible films based on gelatin and curcumin. Food Hydrocoll. 2017, 66, 8–15. [Google Scholar] [CrossRef]
- Shyam Kumar, R.; Balasundar, P.; Al-Dhabi, N.A.; Prithivirajan, R.; Ramkumar, T.; Bhat, K.S.; Senthil, S.; Narayanasamy, P. A new natural cellulosic pigeon pea (Cajanus cajan) pod fiber characterization for bio-degradable polymeric composites. J. Nat. Fibers 2021, 18, 1285–1295. [Google Scholar] [CrossRef]
- Kumar, R.; Ghoshal, G.; Goyal, M. Biodegradable composite films/coatings of modified corn starch/gelatin for shelf life improvement of cucumber. J. Food Sci. Technol. 2021, 58, 1227–1237. [Google Scholar] [CrossRef]
- Segal, L.; Creely, J.J.; Martin, A., Jr.; Conrad, C. An empirical method for estimating the degree of crystallinity of native cellulose using the X-ray diffractometer. Text. Res. J. 1959, 29, 786–794. [Google Scholar] [CrossRef]
- Kowsik, P.V.; Mazumder, N. Structural and chemical characterization of rice and potato starch granules using microscopy and spectroscopy. Microsc. Res. Tech. 2018, 81, 1533–1540. [Google Scholar] [CrossRef]
- Ahmad, M.; Gani, A.; Hassan, I.; Huang, Q.; Shabbir, H. Production and characterization of starch nanoparticles by mild alkali hydrolysis and ultra-sonication process. Sci. Rep. 2020, 10, 3533. [Google Scholar] [CrossRef] [PubMed]
- Arthanarieswaran, V.; Kumaravel, A.; Saravanakumar, S. Physico-chemical properties of alkali-treated Acacia leucophloea fibers. Int. J. Polym. Anal. Charact. 2015, 20, 704–713. [Google Scholar] [CrossRef]
- Saravanakumar, S.; Kumaravel, A.; Nagarajan, T.; Sudhakar, P.; Baskaran, R. Characterization of a novel natural cellulosic fiber from Prosopis juliflora bark. Carbohydr. Polym. 2013, 92, 1928–1933. [Google Scholar] [CrossRef] [PubMed]
- Staroszczyk, H.; Janas, P. Microwave-assisted preparation of potato starch silicated with silicic acid. Carbohydr. Polym. 2010, 81, 599–606. [Google Scholar] [CrossRef]
- Movva, M.; Kommineni, R. Extraction of cellulose from pistachio shell and physical and mechanical characterisation of cellulose-based nanocomposites. Mater. Res. Express 2017, 4, 045014. [Google Scholar] [CrossRef]
- Fathiraja, P.; Gopalrajan, S.; Karunanithi, M.; Nagarajan, M.; Obaiah, M.C.; Durairaj, S.; Neethirajan, N. Response surface methodology model to optimize concentration of agar, alginate and carrageenan for the improved properties of biopolymer film. Polym. Bull. 2022, 79, 6211–6237. [Google Scholar] [CrossRef]
- Sani, I.K.; Pirsa, S.; Tağı, Ş. Preparation of chitosan/zinc oxide/Melissa officinalis essential oil nano-composite film and evaluation of physical, mechanical and antimicrobial properties by response surface method. Polym. Test. 2019, 79, 106004. [Google Scholar] [CrossRef]
- Indran, S.; Raj, R.E.; Sreenivasan, V. Characterization of new natural cellulosic fiber from Cissus quadrangularis root. Carbohydr. Polym. 2014, 110, 423–429. [Google Scholar] [CrossRef]
- Wijaya, C.; Do, Q.D.; Ju, Y.H.; Santoso, S.P.; Putro, J.N.; Laysandra, L.; Soetaredjo, F.E.; Ismadji, S. Isolation and characterization of starch from Limnophila aromatica. Heliyon 2019, 5, e01622. [Google Scholar] [CrossRef]
- Jumaidin, R.; Sapuan, S.M.; Jawaid, M.; Ishak, M.R.; Sahari, J. Thermal, mechanical, and physical properties of seaweed/sugar palm fibre reinforced thermoplastic sugar palm Starch/Agar hybrid composites. Int. J. Biol. Macromol. 2017, 97, 606–615. [Google Scholar] [CrossRef]
- Phan, T.D.; Debeaufort, F.; Luu, D.; Voilley, A. Functional properties of edible agar-based and starch-based films for food quality preservation. J. Agric. Food Chem. 2005, 53, 973–981. [Google Scholar] [CrossRef] [PubMed]
- Saarai, A.; Sedlacek, T.; Kasparkova, V.; Kitano, T.; Saha, P. On the characterization of sodium alginate/gelatine-based hydrogels for wound dressing. J. Appl. Polym. Sci. 2012, 126, E79–E88. [Google Scholar] [CrossRef]
- Abdollahi, M.; Damirchi, S.; Shafafi, M.; Rezaei, M.; Ariaii, P. Carboxymethyl cellulose-agar biocomposite film activated with summer savory essential oil as an antimicrobial agent. Int. J. Biol. Macromol. 2019, 126, 561–568. [Google Scholar] [CrossRef] [PubMed]
- Jane, J.; Chen, Y.; Lee, L.; McPherson, A.; Wong, K.; Radosavljevic, M.; Kasemsuwan, T. Effects of amylopectin branch chain length and amylose content on the gelatinization and pasting properties of starch. Cereal Chem. 1999, 76, 629–637. [Google Scholar] [CrossRef]
- Gontard, N.; Guilbert, S.; CUQ, J.L. Water and glycerol as plasticizers affect mechanical and water vapor barrier properties of an edible wheat gluten film. J. Food Sci. 1993, 58, 206–211. [Google Scholar] [CrossRef]
- Chung, Y.L.; Lai, H.M. Properties of Cast Films Made of HCl-Methanol Modified Corn Starch. Starch-Stärke 2007, 59, 583–592. [Google Scholar] [CrossRef]
- Petersson, M.; Stading, M. Water vapour permeability and mechanical properties of mixed starch-monoglyceride films and effect of film forming conditions. Food Hydrocoll. 2005, 19, 123–132. [Google Scholar] [CrossRef]
- Sakkara, S.; Nataraj, D.; Venkatesh, K.; Xu, Y.; Patil, J.H.; Reddy, N. Effect of pH on the physicochemical properties of starch films. J. Appl. Polym. Sci. 2020, 137, 48563. [Google Scholar] [CrossRef]
- Lee, J.H.; Han, J.-A.; Lim, S.-T. Effect of pH on aqueous structure of maize starches analyzed by HPSEC-MALLS-RI system. Food Hydrocoll. 2009, 23, 1935–1939. [Google Scholar] [CrossRef]
- Romero-Bastida, C.A.; Bello-Pérez, L.A.; García, M.A.; Martino, M.N.; Solorza-Feria, J.; Zaritzky, N.E. Physicochemical and microstructural characterization of films prepared by thermal and cold gelatinization from non-conventional sources of starches. Carbohydr. Polym. 2005, 60, 235–244. [Google Scholar] [CrossRef]
- Gusakov, A.V.; Salanovich, T.N.; Antonov, A.I.; Ustinov, B.B.; Okunev, O.N.; Burlingame, R.; Emalfarb, M.; Baez, M.; Sinitsyn, A.P. Design of highly efficient cellulase mixtures for enzymatic hydrolysis of cellulose. Biotechnol. Bioeng. 2007, 97, 1028–1038. [Google Scholar] [CrossRef] [PubMed]
- Mathew, S.; Mathew, J.; Radhakrishnan, E. Polyvinyl alcohol/silver nanocomposite films fabricated under the influence of solar radiation as effective antimicrobial food packaging material. J. Polym. Res. 2019, 26, 223. [Google Scholar] [CrossRef]
- Bisignano, C.; Filocamo, A.; Faulks, R.M.; Mandalari, G. In vitro antimicrobial activity of pistachio (Pistacia vera L.) polyphenols. FEMS Microbiol. Lett. 2013, 341, 62–67. [Google Scholar] [CrossRef]
- Pyla, R.; Kim, T.-J.; Silva, J.L.; Jung, Y.-S. Enhanced antimicrobial activity of starch-based film impregnated with thermally processed tannic acid, a strong antioxidant. Int. J. Food Microbiol. 2010, 137, 154–160. [Google Scholar] [CrossRef] [PubMed]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| S. No. | Composition of Film | Quantity |
|---|---|---|
| 1. | Boiled rice water | 100.00 mL |
| 2. | Agar | 1.00 g |
| 3. | Corn starch | 300.00 mg |
| 4. | Pistacia shell powder | 150.00 mg |
| 5. | Sorbitol | 1.00 mL |
| 6. | Oil | 100.00 μL |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Raj, V.A.; Sankar, K.; Narayanasamy, P.; Moorthy, I.G.; Sivakumar, N.; Rajaram, S.K.; Karuppiah, P.; Shaik, M.R.; Alwarthan, A.; Oh, T.H.; et al. Development and Characterization of Bio-Based Composite Films for Food Packing Applications Using Boiled Rice Water and Pistacia vera Shells. Polymers 2023, 15, 3456. https://doi.org/10.3390/polym15163456
Raj VA, Sankar K, Narayanasamy P, Moorthy IG, Sivakumar N, Rajaram SK, Karuppiah P, Shaik MR, Alwarthan A, Oh TH, et al. Development and Characterization of Bio-Based Composite Films for Food Packing Applications Using Boiled Rice Water and Pistacia vera Shells. Polymers. 2023; 15(16):3456. https://doi.org/10.3390/polym15163456
Chicago/Turabian StyleRaj, Vinnarasi A., Karthikumar Sankar, Pandiarajan Narayanasamy, Innasi Ganesh Moorthy, Natesan Sivakumar, Shyam Kumar Rajaram, Ponmurugan Karuppiah, Mohammed Rafi Shaik, Abdulrahman Alwarthan, Tae Hwan Oh, and et al. 2023. "Development and Characterization of Bio-Based Composite Films for Food Packing Applications Using Boiled Rice Water and Pistacia vera Shells" Polymers 15, no. 16: 3456. https://doi.org/10.3390/polym15163456