
Rigid Polyurethane Foams as Thermal Insulation Material from Novel Suberinic Acid-Based Polyols
 , , , ,
, , , ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials for Polyol Synthesis and Analysis
2.2. Materials for Rigid PUR Foam Production
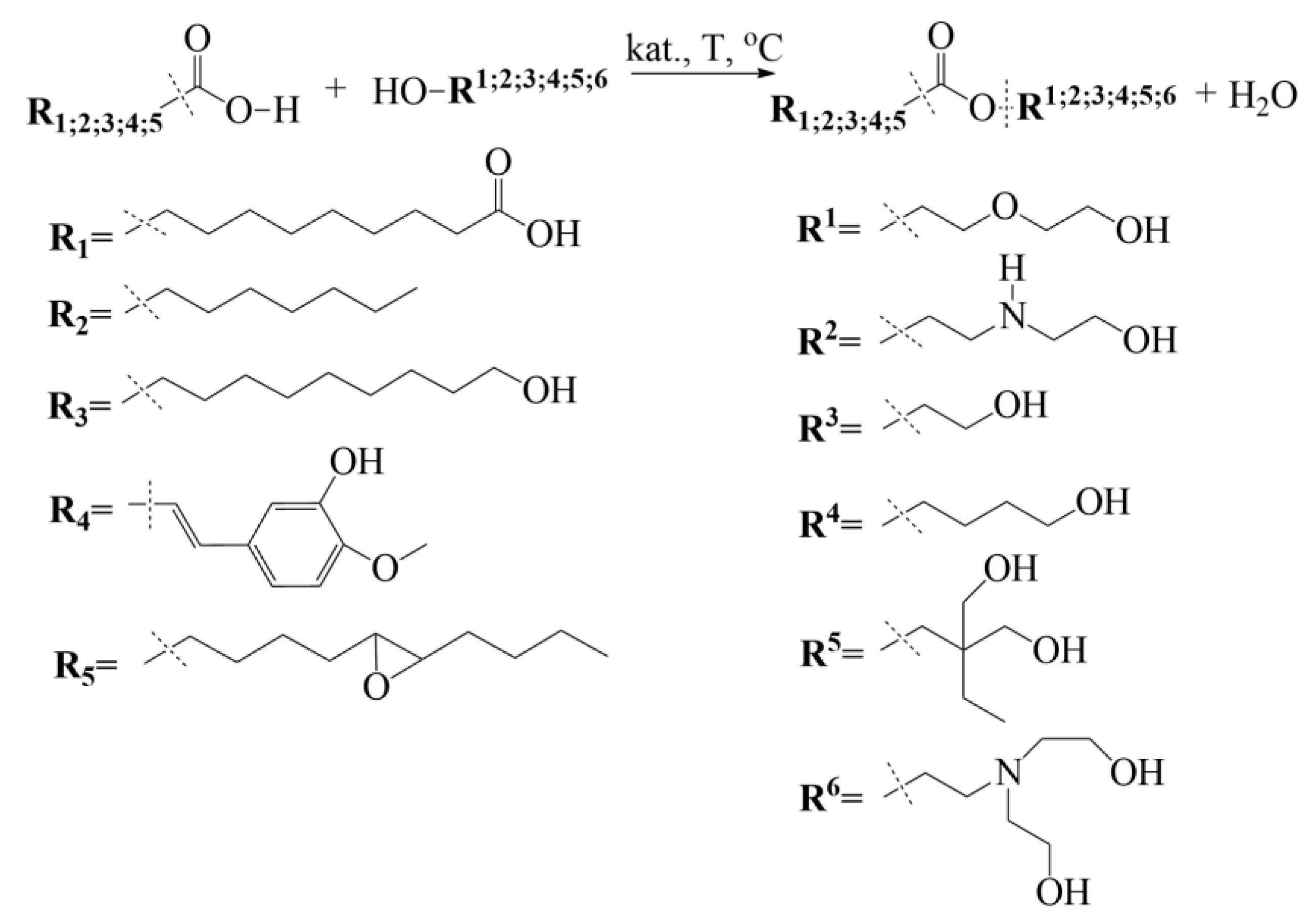
2.3. Synthesis of SA-Based Polyols
2.4. Characterization of the Synthesized SA-Based Polyols
2.4.1. Acid Value
2.4.2. Hydroxyl Value
2.4.3. Moisture Content
2.4.4. Apparent Viscosity
2.4.5. Fourier Transform Infrared Spectrometry
2.5. Rigid PUR Foam Preparation and Formulation
2.6. Rigid PUR Foam Characterization
2.6.1. Foaming Parameters
2.6.2. Apparent Density
2.6.3. Thermal Conductivity
2.6.4. Closed Cell Content
2.6.5. Cell Size
2.6.6. Compressive Strength and Modulus
2.6.7. Sample Grounding
2.6.8. FTIR Spectrometry
2.6.9. Differential Scanning Calorimetry (DSC)
2.6.10. Dynamical Mechanical Analysis (DMA)
2.6.11. Thermogravimetry Analysis (TGA)
2.6.12. SA and Total Renewable Material Content
3. Results and Discussion
3.1. Polyol Characterization
3.1.1. Acid Value
3.1.2. Viscosity
3.1.3. Hydroxyl Value
3.1.4. Moisture Content
3.1.5. Renewable Content
3.2. Rigid PUR Foam Characterization
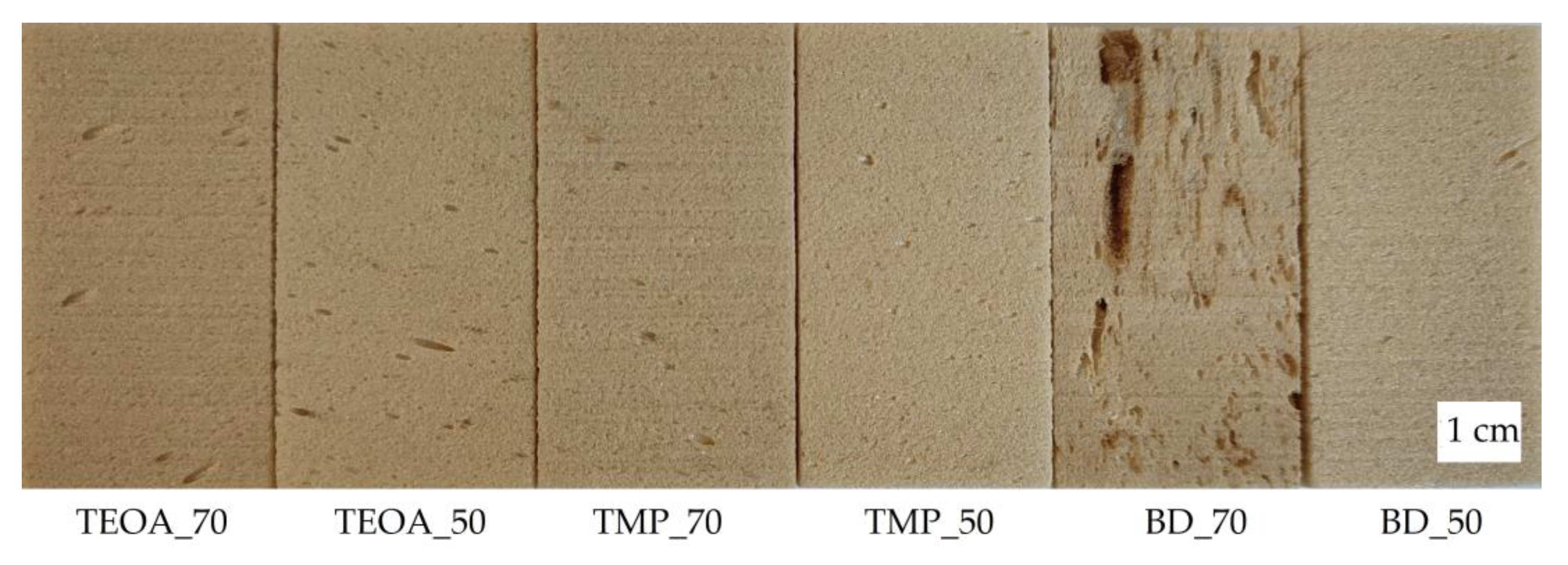
3.2.1. Foam Morphology
3.2.2. Foaming Parameters and Basic Characteristics
3.2.3. Normalized Compressive Strength and Modulus
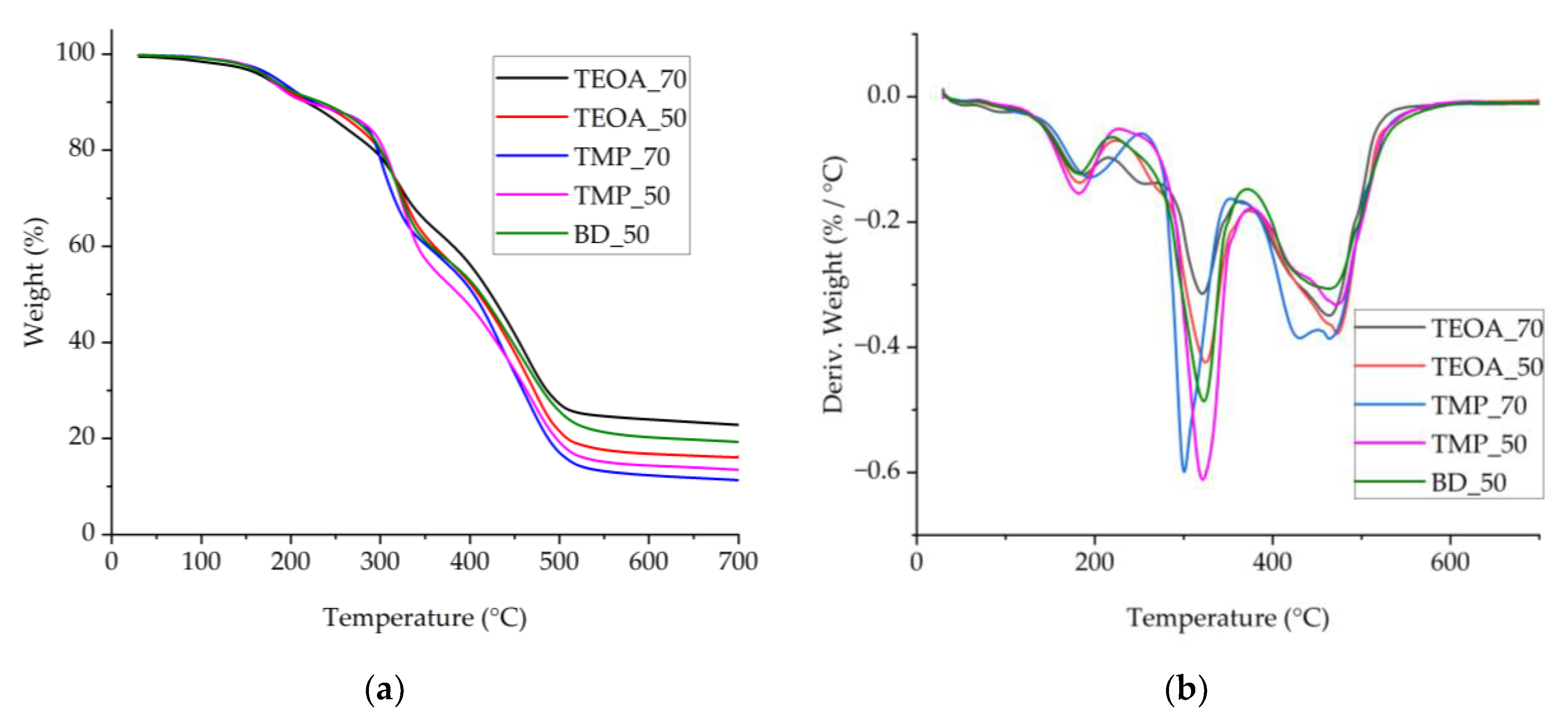
3.2.4. Thermal Characterization
3.2.5. Comparison with Reference Foams
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Backes, J.G.; Traverso, M. Life Cycle Sustainability Assessment as a Metrics towards SDGs Agenda 2030. Curr. Opin. Green Sustain. Chem. 2022, 38, 100683. [Google Scholar] [CrossRef]
- Ma, Y.; Xiao, Y.; Zhao, Y.; Bei, Y.; Hu, L.; Zhou, Y.; Jia, P. Biomass Based Polyols and Biomass Based Polyurethane Materials as a Route towards Sustainability. React. Funct. Polym. 2022, 175, 105285. [Google Scholar] [CrossRef]
- Tuladhar, R.; Yin, S. Sustainability of Using Recycled Plastic Fiber in Concrete. In Use of Recycled Plastics in Eco-Efficient Concrete; Elsevier: Amsterdam, The Netherlands, 2019; pp. 441–460. [Google Scholar]
- Simón, D.; Borreguero, A.M.; de Lucas, A.; Gutiérrez, C.; Rodríguez, J.F. Sustainable Polyurethanes: Chemical Recycling to Get It. In Environment, Energy and Climate Change I Environmental Chemistry of Pollutants and Wastes; Jiménez, E., Cabañas, B., Lefebvre, G., Eds.; Springer: Cham, Switzerland, 2015; pp. 229–260. [Google Scholar]
- Msanne, J.; Kim, H.; Cahoon, E.B. Biotechnology Tools and Applications for Development of Oilseed Crops with Healthy Vegetable Oils. Biochimie 2020, 178, 4–14. [Google Scholar] [CrossRef]
- Ranjbar, S.; Malcata, F.X. Challenges and Prospects for Sustainable Microalga-Based Oil: A Comprehensive Review, with a Focus on Metabolic and Genetic Engineering. Fuel 2022, 324, 124567. [Google Scholar] [CrossRef]
- Vevere, L.; Fridrihsone, A.; Kirpluks, M.; Cabulis, U. A Review of Wood Biomass-Based Fatty Acids and Rosin Acids Use in Polymeric Materials. Polymers 2020, 12, 2706. [Google Scholar] [CrossRef] [PubMed]
- Rizikovs, J.; Godina, D.; Makars, R.; Paze, A.; Abolins, A.; Fridrihsone, A.; Meile, K.; Kirpluks, M. Suberinic Acids as a Potential Feedstock for Polyol Synthesis: Separation and Characterization. Polymers 2021, 13, 4380. [Google Scholar] [CrossRef]
- Rizhikovs, J.; Zandersons, J.; Dobele, G.; Paze, A. Isolation of Triterpene-Rich Extracts from Outer Birch Bark by Hot Water and Alkaline Pre-Treatment or the Appropriate Choice of Solvents. Ind. Crops Prod. 2015, 76, 209–214. [Google Scholar] [CrossRef]
- Gandini, A.; Pascoal Neto, C.; Silvestre, A.J.D. Suberin: A Promising Renewable Resource for Novel Macromolecular Materials. Prog. Polym. Sci. 2006, 31, 878–892. [Google Scholar] [CrossRef]
- Godina, D.; Makars, R.; Paze, A.; Rizhikovs, J. Analytical Method Cluster Development for Comprehensive Characterisation of Suberinic Acids Derived from Birch Outer Bark. Molecules 2023, 28, 2227. [Google Scholar] [CrossRef]
- Rižikovs, J.; Zandersons, J.; Paže, A.; Tardenaka, A.; Spince, B. Isolation of Suberinic Acids from Extracted Outer Birch Bark Depending on the Application Purposes. Balt. For. 2014, 20, 98–105. [Google Scholar]
- Abolins, A.; Pomilovskis, R.; Vanags, E.; Mierina, I.; Michalowski, S.; Fridrihsone, A.; Kirpluks, M. Impact of Different Epoxidation Approaches of Tall Oil Fatty Acids on Rigid Polyurethane Foam Thermal Insulation. Materials 2021, 14, 894. [Google Scholar] [CrossRef] [PubMed]
- Pomilovskis, R.; Mierina, I.; Beneš, H.; Trhlíková, O.; Abolins, A.; Fridrihsone, A.; Kirpluks, M. The Synthesis of Bio-Based Michael Donors from Tall Oil Fatty Acids for Polymer Development. Polymers 2022, 14, 4107. [Google Scholar] [CrossRef] [PubMed]
- ISO 2114:2000; Plastics (polyester resins) and Paints and Varnishes (binders)—Determination of Partial Acid Value and Total Acid Value. International Organization for Standardization: Geneva, Switzerland, 2000.
- ISO 4629-2:2016; Binders for Paints and Varnishes—Determination of Hydroxyl Value—Part 2: Titrimetric Method Using a catalyst. International Organization for Standardization: Geneva, Switzerland, 2016.
- ISO 845:2006; Cellular Plastics and Rubbers—Determination of Apparent Density. International Organization for Standardization: Geneva, Switzerland, 2006.
- ISO 8301:1991; Thermal Insulation—Determination of Steady-State Thermal Resistance and Related Properties—Heat Flow Meter Apparatus. International Organization for Standardization: Geneva, Switzerland, 1991.
- ISO 4590:2016; Rigid Cellular Plastics—Determination of the Volume Percentage of Open Cells and of Closed Cells. International Organization for Standardization: Geneva, Switzerland, 2016.
- ASTM D3576-20; Standard Test Method for Cell Size of Rigid Cellular Plastics. American Society for Testing and Materials: Conshohocken, PA, USA, 2020.
- ISO 844:2021; Rigid cellular Plastics—Determination of Compression Properties. International Organization for Standardization: Geneva, Switzerland, 2021.
- Hawkins, M.C.; O’Toole, B.; Jackovich, D. Cell Morphology and Mechanical Properties of Rigid Polyurethane Foam. J. Cell. Plast. 2005, 41, 267–285. [Google Scholar] [CrossRef]
- Kirpluks, M.; Vanags, E.; Abolins, A.; Michalowski, S.; Fridrihsone, A.; Cabulis, U. High Functionality Bio-Polyols from Tall Oil and Rigid Polyurethane Foams Formulated Solely Using Bio-Polyols. Materials 2020, 13, 1985. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yakushin, V.; Stirna, U.; Bikovens, O.; Misane, M.; Sevastyanova, I.; Vilsone, D. Synthesis and Characterization of Novel Polyurethanes Based on Tall Oil. Mater. Sci. 2013, 19, 112–119. [Google Scholar] [CrossRef] [Green Version]
- Fridrihsone-Girone, A.; Stirna, U. Characterization of Polyurethane Networks Based on Rapeseed Oil Derived Polyol. Polimery 2014, 59, 333–338. [Google Scholar] [CrossRef]
- Yakushin, V.; Stirna, U.; Bikovens, O.; Misane, M.; Sevastyanova, I.; Vilsone, D. Synthesis and Characterization of Novel Polyurethanes Basedon Vegetable Oils Amide and Ester Polyols. Mater. Sci. 2014, 20, 277–282. [Google Scholar] [CrossRef] [Green Version]
- Zieleniewska, M.; Leszczynski, M.K.; Kuranska, M.; Prociak, A.; Szczepkowski, L.; Krzyzowska, M.; Ryszkowska, J. Preparation and Characterisation of Rigid Polyurethane Foams Using a Rapeseed Oil-Based Polyol. Ind. Crops Prod. 2015, 74, 887–897. [Google Scholar] [CrossRef]
- Prociak, A.; Kurañska, M.; Malewska, E.; Szczepkowski, L.; Zieleniewska, M.; Ryszkowska, J.; Ficon, J.; Rzasa, A. Biobased Polyurethane Foams Modified with Natural Fillers. Polimery 2015, 60, 592–599. [Google Scholar] [CrossRef]
- Kairytė, A.; Vėjelis, S. Evaluation of Forming Mixture Composition Impact on Properties of Water Blown Rigid Polyurethane (PUR) Foam from Rapeseed Oil Polyol. Ind. Crops Prod. 2015, 66, 210–215. [Google Scholar] [CrossRef]
- Tan, S.; Abraham, T.; Ference, D.; MacOsko, C.W. Rigid Polyurethane Foams from a Soybean Oil-Based Polyol. Polymer (Guildf.) 2011, 52, 2840–2846. [Google Scholar] [CrossRef]
- Thirumal, M.; Khastgir, D.; Singha, N.K.; Manjunath, B.S.; Naik, Y.P. Effect of Foam Density on the Properties of Water Blown Rigid Polyurethane Foam. J. Appl. Polym. Sci. 2008, 108, 1810–1817. [Google Scholar] [CrossRef]
- Hejna, A.; Kirpluks, M.; Kosmela, P.; Cabulis, U.; Haponiuk, J.; Piszczyk, Ł. The Influence of Crude Glycerol and Castor Oil-Based Polyol on the Structure and Performance of Rigid Polyurethane-Polyisocyanurate Foams. Ind. Crops Prod. 2017, 95, 113–125. [Google Scholar] [CrossRef]
- Ivdre, A.; Abolins, A.; Sevastyanova, I.; Kirpluks, M.; Cabulis, U.; Merijs-Meri, R. Rigid Polyurethane Foams with Various Isocyanate Indices Based on Polyols from Rapeseed Oil and Waste PET. Polymers 2020, 12, 738. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Paberza, A.; Fridrihsone-Girone, A.; Abolins, A.; Cabulis, U. Polyols from Recycled Poly (Ethylene Terephthalate) Flakes and Rapeseed Oil for Polyurethane Foams. Polimery 2015, 60, 572–578. [Google Scholar] [CrossRef]
- Thermal Insulation Materials Made of Rigid Polyurethane Foam. Available online: https://highperformanceinsulation.eu/wp-content/uploads/2016/08/Thermal_insulation_materials_made_of_rigid_polyurethane_foam.pdf (accessed on 17 June 2023).
- Rigid Polyurethane Foams as an Insulation Material. Available online: https://www.ufoam.com/images/ufoam/downloads/brochures-tech-info/technical-literature4-rigid-pu-foam-as-insulation.pdf (accessed on 27 June 2023).
- Ahern, A.; Verbist, G.; Weaire, D.; Phelan, R.; Fleurent, H. The Conductivity of Foams: A Generalisation of the Electrical to the Thermal Case. Colloids Surfaces A Physicochem. Eng. Asp. 2005, 263, 275–279. [Google Scholar] [CrossRef]
- Andersons, J.; Kirpluks, M.; Stiebra, L.; Cabulis, U. Anisotropy of the Stiffness and Strength of Rigid Low-Density Closed-Cell Polyisocyanurate Foams. Mater. Des. 2016, 92, 836–845. [Google Scholar] [CrossRef]
- Paberza, A.; Stiebra, L.; Cabulis, U. Photodegradation of Polyurethane Foam Obtained from Renewable Resource–Pulp Production Byproducts. J. Renew. Mater. 2015, 3, 19–27. [Google Scholar] [CrossRef]
- Jabar, J.M. Production of Sustainable Rigid Polyurethane Foam from Chemically Modified Underutilized Jatropha Curcas L Seed Oil: Influence of Polyol Chemical Structure on Properties of Polymer. Curr. Res. Green Sustain. Chem. 2022, 5, 100331. [Google Scholar] [CrossRef]
- Makars, R.; Rizikovs, J.; Godina, D.; Paze, A.; Merijs-Meri, R. Utilization of Suberinic Acids Containing Residue as an Adhesive for Particle Boards. Polymers 2022, 14, 2304. [Google Scholar] [CrossRef]
- Ferreira, R.; Garcia, H.; Sousa, A.F.; Freire, C.S.R.; Silvestre, A.J.D.; Rebelo, L.P.N.; Silva Pereira, C. Isolation of Suberin from Birch Outer Bark and Cork Using Ionic Liquids: A New Source of Macromonomers. Ind. Crops Prod. 2013, 44, 520–527. [Google Scholar] [CrossRef]
- Kirpluks, M.; Ivdre, A.; Fridrihsone, A.; Cabulis, U. Tall Oil Based Rigid Polyurethane Foams Thermal Insulation Filled with Nanofibrillated Cellulose. Polimery 2020, 65, 719–727. [Google Scholar] [CrossRef]
- Kurańska, M.; Pinto, J.A.; Salach, K.; Barreiro, M.F.; Prociak, A. Synthesis of Thermal Insulating Polyurethane Foams from Lignin and Rapeseed Based Polyols: A Comparative Study. Ind. Crops Prod. 2020, 143, 111882. [Google Scholar] [CrossRef]
- Ivdre, A.; Fridrihsone-Girone, A.; Abolins, A.; Cabulis, U. Effect of Different Concentration of Rapeseed Oil and Recycled Poly (Ethylene Terephthalate) in Polyols for Rigid Polyurethane Foams. J. Cell. Plast. 2018, 54, 161–177. [Google Scholar] [CrossRef]
- BASF Technical Data Sheet Elastospray 1622/6. Available online: https://www.torkret.by/files/files/Elastospray1622-6.pdf (accessed on 17 June 2023).
- Randall, D.; Lee, S. The Polyurethanes Book; John Wiley & Sons Ltd.: New York, NY, USA, 2002. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Multifunctional Alcohol | Molar Ratio | Mass of Alcohol, g | Synthesis Temperature, °C | Acronym of Polyol |
|---|---|---|---|---|
| DEG | 1:1 | 17.0 | 185 | SA_DEG_1 |
| 1:2 | 34.0 | SA_DEG_2 | ||
| DEOA | 1:1 | 16.9 | 145 | SA_DEOA_1 |
| 1:2 | 33.8 | SA_DEOA_2 | ||
| EG | 1:1 | 10.0 | 180 | SA_EG_1 |
| 1:2 | 20.0 | SA_EG_2 | ||
| BD | 1:1 | 14.5 | 170 | SA_BD_1 |
| 1:2 | 28.9 | SA_BD_2 | ||
| TMP | 1:1 | 21.5 | 185 | SA_TMP_1 |
| 1:2 | 43.0 | SA_TMP_2 | ||
| TEOA | 1:1 | 23.9 | 175 | SA_TEOA_1 |
| 1:2 | 47.8 | SA_TEOA_2 |
| Component | Weight, g | ||||||
|---|---|---|---|---|---|---|---|
| TEOA_70 | TEOA_50 | TMP_70 | TMP_50 | BD_70 | BD_50 | ||
| Polyols | SA_TEOA_2 | 70 | 50 | - | - | - | - |
| SA_TMP_2 | - | - | 70 | 50 | - | - | |
| SA_BD_2 | - | - | - | - | 70 | 50 | |
| ETO_TMP | 30 | 50 | 30 | 50 | 30 | 50 | |
| Flame retardant | TCPP | 30 | 30 | 30 | 30 | 30 | 30 |
| Catalysts | PC CAT TKA 30 | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 |
| Polycat NP10 | 1.2 | 1.2 | 5.0 | 5.0 | 5.0 | 5.0 | |
| Surfactant | L-6915 | 2.5 | 2.5 | 2.5 | 2.5 | 2.5 | 2.5 |
| Blowing agents | Total water | 2.0 | 2.0 | 2.0 | 2.0 | 2.0 | 2.0 |
| Opteon™ 1100 | 30 | 35 | 35 | 35 | 35 | 35 | |
| Isocyanate | pMDI * | 166 | 166 | 170 | 170 | 157 | 160 |
| Synthesized Polyols | Acid Value, mg KOH/g | OH Value, mg KOH/g | Apparent Viscosity, mPa·s (50 s−1) | Moisture, % | Renewable Content, % |
|---|---|---|---|---|---|
| SA_BD_1 | 27 | 304 | 5.03·105 | <0.2 | 87.4 |
| SA_BD_2 | 14 | 411 | 3.64·105 | <0.2 | 77.6 |
| SA_EG_1 | 37 | n.a. | n.a. | n.a. | 90.9 |
| SA_EG_2 | 26 | 565 | 8.02·106 | <0.2 | 83.4 |
| SA_DEG_1 | 28 | n.a. | n.a. | n.a. | 85.5 |
| SA_DEG_2 | 20 | 470 | 5.96·105 | <0.2 | 74.6 |
| SA_DEOA_1 | 25 | n.a. | n.a. | n.a. | 85.6 |
| SA_DEOA_2 | 22 | 397 | 7.29·106 | <0.2 | 74.8 |
| SA_TEOA_1 | 24 | 351 | 6.34·105 | <0.2 | 80.7 |
| SA_TEOA_2 | 13 | 454 | 4.38·105 | <0.2 | 67.6 |
| SA_TMP_1 | 20 | 320 | 2,56·106 | <0.2 | 82.3 |
| SA_TMP_2 | 14 | 478 | 7.27·105 | <0.2 | 69.9 |
| TEOA_70 | TEOA_50 | TMP_70 | TMP_50 | BD_70 | BD_50 | |
|---|---|---|---|---|---|---|
| Closed cell content, vol.% | 93.4 ± 0.3 | 93.2 ± 0.3 | 94.2 ± 0.3 | 94.4 ± 0.2 | 87.0 ± 0.4 | 95.0 ± 0.3 |
| Average cell diameter Z, µm | 235 ± 25 | 282 ± 19 | 235 ± 24 | 265 ± 15 | n.a. | 372 ± 31 |
| Average cell diameter X, µm | 192 ± 13 | 209 ± 16 | 203 ± 10 | 218 ± 10 | n.a. | 235 ± 11 |
| Geometrical anisotropy | 1.2 | 1.4 | 1.2 | 1.2 | n.a. | 1.6 |
| TEOA_70 | TEOA_50 | TMP_70 | TMP_50 | BD_50 | |
|---|---|---|---|---|---|
| Foaming start time, s | 30 | 29 | 53 | 27 | 44 |
| Foam gel time, s | 79 | 85 | 94 | 88 | 56 |
| Tack-free time, s | 127 | 135 | 142 | 113 | 84 |
| Foam rise time, s | 112 | 107 | 174 | 97 | 140 |
| Shrinkage, % | 1.7 | 0.8 | 6.2 | 2.3 | 15.0 |
| SA content, % | 14.3 | 10.0 | 14.1 | 10.1 | 11.6 |
| Total renewable material content, % | 20.6 | 20.0 | 20.2 | 19.9 | 21.6 |
| Apparent density, kg/m3 | 35.1 ± 0.5 | 31.7 ± 1.0 | 35.0 ± 0.4 | 33.9 ± 0.7 | 33.4 ± 0.4 |
| Compressive strength Z, MPa | 0.253 ± 0.012 | 0.237 ± 0.006 | 0.261 ± 0.017 | 0.265 ± 0.013 | 0.239 ± 0.008 |
| Compressive modulus Z, MPa | 6.52 ± 0.36 | 5.40 ± 0.10 | 6.42 ± 0.18 | 6.60 ± 0.20 | 5.50 ± 0.20 |
| Thermal conductivity ± 0.0002, W/(m·K) | 0.0192 | 0.0193 | 0.0190 | 0.0189 | 0.0194 |
| Sample | First Onset 1, °C | Tm5% 2, °C | Tm10% 2, °C | Residue 3, % | Tmax1 4, °C | Tmax2 4, °C | Tmax3 4, °C |
|---|---|---|---|---|---|---|---|
| TEOA_70 5 | 159.6 ± 3.6 | 176.5 ± 3.9 | 218.8 ± 2.3 | 21.1 ± 1.5 | 188.6 ± 2.0 | 323.1 ± 2.0 | 464.3 ± 0.9 |
| TEOA_50 | 154.6 ± 4.0 | 177.7 ± 3.5 | 224.5 ± 1.0 | 16.2 ± 0.2 | 183.6 ± 3.5 | 325.4 ± 3.3 | 472.0 ± 1.2 |
| TMP_70 6 | 156.0 ± 9.7 | 181.4 ± 4.1 | 225.2 ± 1.4 | 11.5 ± 0.3 | 194.1 ± 1.1 | 300.5 ± 1.2 | 464.8 ± 3.0 |
| TMP_50 6 | 155.2 ± 6.8 | 176.8 ± 5.4 | 219.7 ± 2.7 | 13.8 ± 0.3 | 184.1 ± 6.1 | 322.7 ± 4.1 | 471.0 ± 4.5 |
| BD_50 | 150.8 ± 5.1 | 181.1 ± 5.1 | 236.0 ± 2.6 | 19.3 ± 0.2 | 185.0 ± 4.6 | 325.5 ± 3.6 | 464.8 ± 1.7 |
| TEOA_70 | NFC_0% [43] | PU/LP/30 [44] | RO/PET 1/6 [45] | SBOP 100 [30] | Elastospray 1622/6 [46] | |
|---|---|---|---|---|---|---|
| Main blowing agent | Opteon™ 1100 | c-pentane | water | Solkane 365/227 | n-pentane | HFC 1 |
| Total renewable material content, % | 20.6 | 18.1 | n.a. | 4.5 2 | n.a. | n.a. |
| Apparent density, kg/m3 | 35.1 | 35.0 | 41.4 | 45.0 | 46.4 | 37.0 |
| Closed cell content, vol.% | 93 | 96 | 86 | 95 | 91 | 95 |
| Thermal conductivity, W/(m·K) | 0.0192 | 0.022 | 0.0229 | 0.0206 | 0.0242 | 0.0205 |
| Compressive strength 3, MPa | 0.25 | 0.20 | 0.34 | 0.25 | 0.17 | 0.22 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ivdre, A.; Abolins, A.; Volkovs, N.; Vevere, L.; Paze, A.; Makars, R.; Godina, D.; Rizikovs, J. Rigid Polyurethane Foams as Thermal Insulation Material from Novel Suberinic Acid-Based Polyols. Polymers 2023, 15, 3124. https://doi.org/10.3390/polym15143124
Ivdre A, Abolins A, Volkovs N, Vevere L, Paze A, Makars R, Godina D, Rizikovs J. Rigid Polyurethane Foams as Thermal Insulation Material from Novel Suberinic Acid-Based Polyols. Polymers. 2023; 15(14):3124. https://doi.org/10.3390/polym15143124
Chicago/Turabian StyleIvdre, Aiga, Arnis Abolins, Nikita Volkovs, Laima Vevere, Aigars Paze, Raimonds Makars, Daniela Godina, and Janis Rizikovs. 2023. "Rigid Polyurethane Foams as Thermal Insulation Material from Novel Suberinic Acid-Based Polyols" Polymers 15, no. 14: 3124. https://doi.org/10.3390/polym15143124