
Impact of Sunflower Press Cake and Its Modification with Liquid Glass on Polyurethane Foam Composites: Thermal Stability, Ignitability, and Fire Resistance

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of the Control PUR Foams and PUR Foam Composites
2.3. Testing Methods
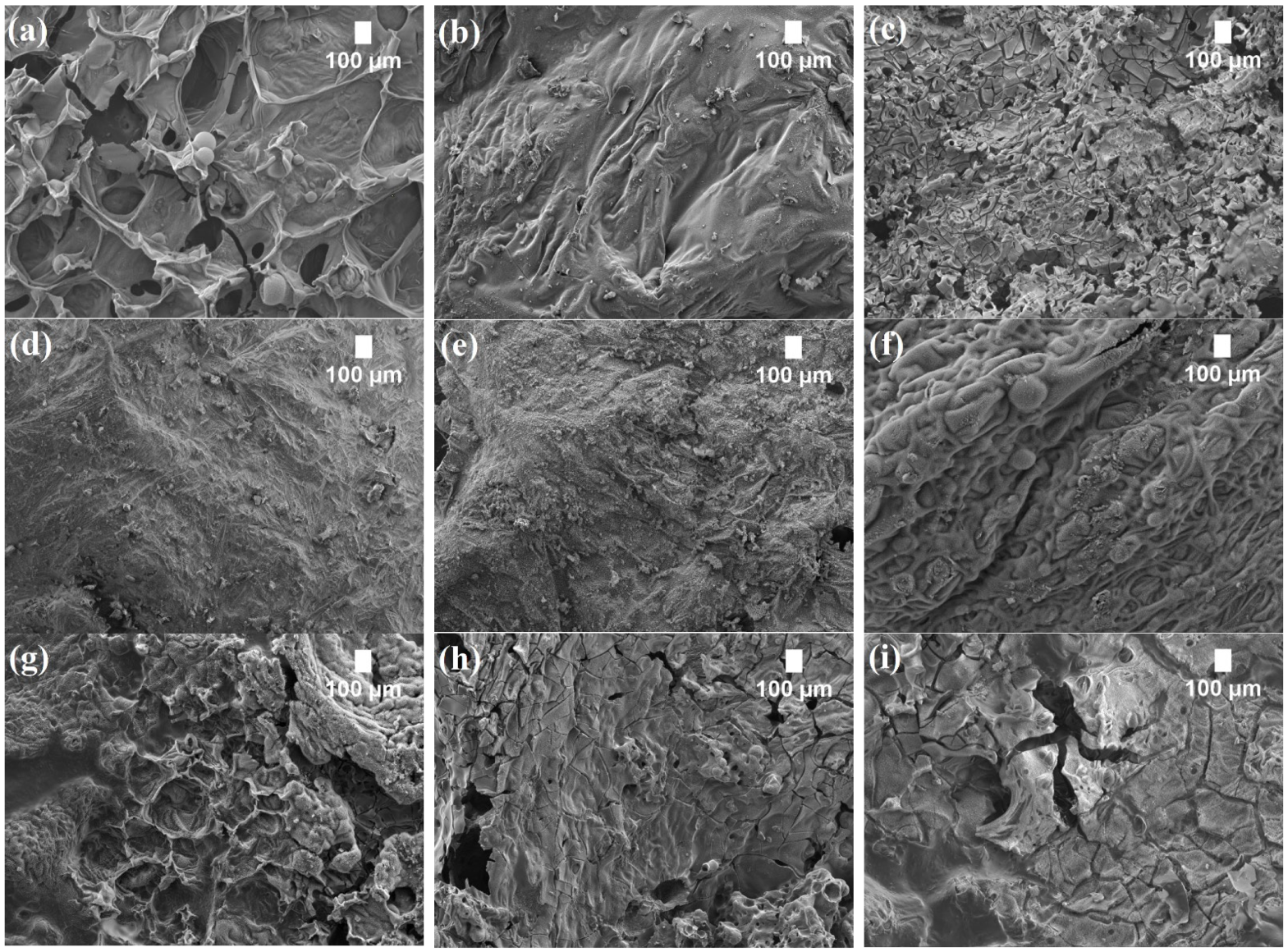
2.3.1. Microstructural Analysis
2.3.2. Mechanical Performance
2.3.3. Water Resistance Properties
2.3.4. Thermal Properties
2.3.5. Fire Retardance Properties
3. Results and Discussion
3.1. The Main Physical Properties of the Control PUR Foams and PUR Foam Composites
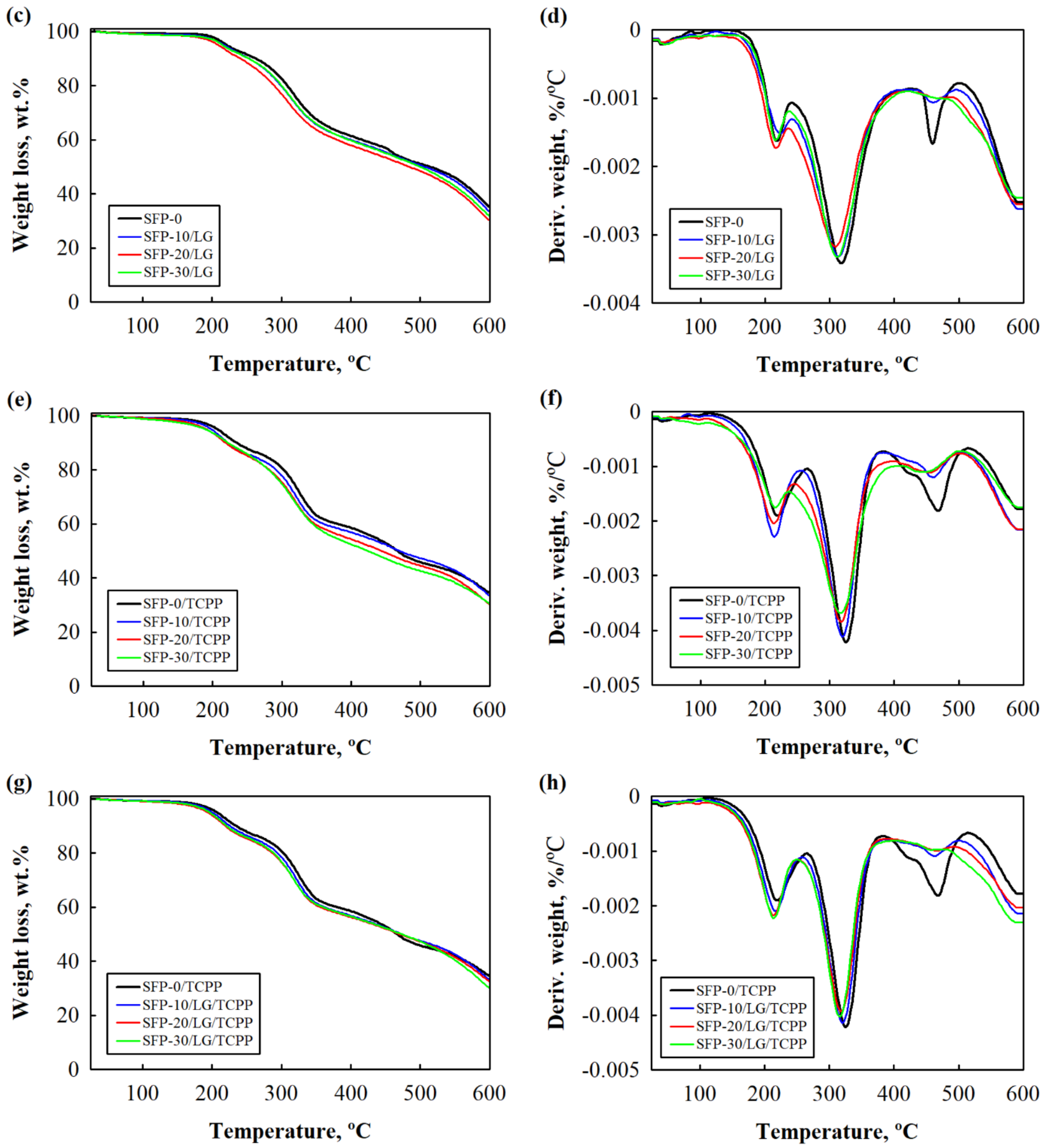
3.2. Thermal Stability of the Control PUR Foams and PUR Foam Composites
3.3. Ignitability and Flammability of the PUR and Flame Retardant PUR Foams
3.4. Analysis of Char Residues
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Karanchie, C.; Yaya, A.; Bensah, D. The effect of natural fibre reinforcement on polyurethane composite foams—A review. Sci. Afr. 2021, 11, e00722. [Google Scholar] [CrossRef]
- Kuźnia, M.; Zygmunt-Kowalska, B.; Szajding, A.; Magiera, A.; Stanik, R.; Gude, M. Comparative study on selected properties of modified polyurethane foam with fly ash. Int. J. Mol. Sci. 2022, 23, 9725. [Google Scholar] [CrossRef] [PubMed]
- Guo, L.; Wang, W.; Guo, X.; Hao, K.; Liu, H.; Xu, Y.; Liu, G.; Guo, S.; Bai, L.; Ren, D.; et al. Recycling of flexible polyurethane foams by regrinding scraps into powder to replace polyol for re-foaming. Materials 2022, 15, 6047. [Google Scholar] [CrossRef] [PubMed]
- Hilmi, H.; Zainuddin, F.; Lan, D.N.U. Mechanical properties of polytetrafluoroethylene (PTFE) powder reinforced bio-based palm oil polyurethane (POPU) composite foam. Mater. Today Proc. 2019, 16, 1708–1714. [Google Scholar] [CrossRef]
- Formela, K.; Hejna, A.; Zedler, Ł.; Przybysz, M.; Ryl, J.; Saeb, M.R.; Piszczyk, Ł. Structural, thermal and physico-mechanical properties of polyurethane/brewer’s spent grain composite foams modified with ground tire rubber. Ind. Crops Prod. 2017, 108, 844–852. [Google Scholar] [CrossRef]
- Selvaraj, V.K.; Subramanian, J. A comparative study on bio-based PU foam reinforced with nanoparticles for EMI-shielding applications. Polymers 2022, 14, 3344. [Google Scholar] [CrossRef]
- Konieczny, J.; Loos, K. Green polyurethanes from renewable isocyanates and biobased white dextrins. Polymers 2019, 11, 256. [Google Scholar] [CrossRef] [Green Version]
- Polaczek, K.; Kurańska, M.; Prociak, A. Open-cell bio-polyurethane foams based on bio-polyols from used cooking oil. J. Clean. Prod. 2022, 359, 132107. [Google Scholar] [CrossRef]
- Gharrak, A.E.; Essamlali, Y.; Amadine, O.; Aboulhrouz, S.; Hafnaoui, A.; Ghalfi, H.; Zahouily, M. Tunable physicochemical properties of lignin and rapeseed oil-based polyurethane coatings with tailored release property of coated NPK fertilizer. Prog. Org. Coat. 2022, 170, 106982. [Google Scholar] [CrossRef]
- Dukarska, D.; Walkiewicz, J.; Derkowski, A.; Mirski, R. Properties of rigid polyurethane foam filled with sawdust from primary wood processing. Materials 2022, 15, 5361. [Google Scholar] [CrossRef]
- Bhagavathi, L.R.; Deshpande, A.P.; Ram, G.D.J.; Panigrahi, S.K. Effect of cellulosic fillers addition on curing and adhesion strength of moisture-curing one-component polyurethane adhesives. Int. J. Adhes. Adhes. 2021, 108, 102871. [Google Scholar] [CrossRef]
- Paciorek-Sadowska, J.; Borowicz, M.; Isbrandt, M. Effect of evening primrose (Oenothera biennis) oil cake on the properties of polyurethane/polyisocyanurate bio-composites. Int. J. Mol. Sci. 2021, 22, 8950. [Google Scholar] [CrossRef]
- Członka, S.; Strąkowska, A. Rigid polyurethane foams based on bio-polyol and additionally reinforced with silanized and acetylated walnut shells for the synthesis of environmentally friendly insulating materials. Materials 2020, 13, 3245. [Google Scholar] [CrossRef]
- Xie, M.; He, J.; Li, X.; Yang, R. Ammonium polyphosphate/montmorillonite nanocomposite with a completely exfoliated structure and charring-foaming agent flame retardant thermoplastic polyurethane. Mater. Sci. Eng. B 2022, 283, 115825. [Google Scholar] [CrossRef]
- Chan, Y.Y.; Ma, C.; Zhou, F.; Hu, Y.; Schartel, B. Flame retardant flexible polyurethane foams based on phosphorous soybean-oil polyol and expandable graphite. Polym. Degrad. Stab. 2021, 191, 109656. [Google Scholar] [CrossRef]
- Ji, X.; Chen, D.; Wang, Q.; Shen, J.; Guo, S. Synergistic effect of flame retardants and carbon nanotubes on flame retarding and electromagnetic shielding properties of thermoplastic polyurethane. Compos. Sci. Technol. 2018, 163, 49–55. [Google Scholar] [CrossRef]
- Piao, J.; Lai, Y.; Ren, J.; Wang, Y.; Feng, T.; Wang, Y.; Liu, W.; Dong, H.; Chen, W.; Jiao, C.; et al. Zn-doped carbon microspheres as synergist in intumescent flame-retardant thermoplastic polyurethane composites: Mechanism of char residues layer regulation. Compos. Commun. 2022, 32, 101173. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, Y.; Liu, B.; Zhao, Q.; Qi, Y.; Wang, Y.; Sun, Z.; Liu, B.; Zhang, N.; Hu, W.; et al. A novel phosphorus-containing flame retardant and its application in polyurethane. Compos. Commun. 2020, 21, 100382. [Google Scholar] [CrossRef]
- Jiang, Q.; Li, P.; Liu, Y.; Zhu, P. Green flame-retardant flexible polyurethane foam based on polyphenol-iron-phytic acid network to improve the fire safety. Compos. B Eng. 2022, 239, 109958. [Google Scholar] [CrossRef]
- Liu, X.; Gu, X.; Sun, J.; Zhang, S. Preparation and characterization of chitosan derivatives and their application as flame retardants in thermoplastic polyurethane. Carbohydr. Polym. 2017, 167, 356–363. [Google Scholar] [CrossRef]
- Lubczak, R.; Broda, D.; Kus-Liśkiewicz, M.; Szczęch, D.; Bobko, E.; Dębska, B.; Szpiłyk, M.; Lubczak, J. Flame retardant polyurethane foams with starch unit. Polym. Test. 2021, 104, 107395. [Google Scholar] [CrossRef]
- Niu, Y.; Wang, S.; Zhu, Z.; Su, M.; Wang, Y.; Yan, L.; Ma, Y.; Sun, H.; Liang, W.; Li, A. Robust composite aerogels with excellent flame retardant and thermal insulation properties based on modified hollow glass microspheres. Polym. Degrad. Stab. 2022, 202, 110030. [Google Scholar] [CrossRef]
- Kim, H.-J.; Park, J.; Na, H.; Lim, H.M.; Chang, G. Improvement of flame-retardant performance of polyurethane foam coated with water glass. Fire Sci. Eng. 2020, 34, 7–13. [Google Scholar] [CrossRef]
- Kairytė, A.; Członka, S.; Boris, R.; Vėjelis, A. Vacuum-based impregnation of liquid glass into sunflower press cake particles and their use in bio-based rigid polyurethane foam. Materials 2021, 14, 5351. [Google Scholar] [CrossRef] [PubMed]
- EN ISO 4590; Rigid Cellular Plastics—Determination of the Volume Percentage of Open Cells and of Closed Cells. International Standardization Committee: Geneva, Switzerland, 2016.
- EN 1602; Thermal Insulating Products for Building Applications—Determination of the Apparent Density. European Standardization Committee: Brussels, Belgium, 2013.
- EN 826; Thermal Insulating Products for Building Applications—Determination of Compression Behaviour. European Standardization Committee: Brussels, Belgium, 2013.
- ISO 29767; Thermal Insulating Products for Building Applications—Determination of short-term water absorption by Partial Immersion. International Standardization Committee: Geneva, Switzerland, 2019.
- EN 12667; Thermal Performance of Building Materials and Products—Determination of Thermal Resistance by Means of Guarded Hot Plate and Heat Flow Meter Methods—Products of High and Medium Thermal Resistance. European Standardization Committee: Brussels, Belgium, 2001.
- ISO 5660-1; Reaction-to-Fire Tests-Heat Release, Smoke Production and Mass Loss Rate Heat Release Rate (Cone Calorimeter Method) and Smoke Production Rate (Dynamic Measurement). International Standardization Committee: Geneva, Switzerland, 2015.
- ISO 11925-2; Reaction to Fire Tests—Ignitability of Products Subjected to Direct Impingement of Flame—Part 2: Single-Flame Source Test. International Standardization Committee: Geneva, Switzerland, 2020.
- Hou, L.; Li, H.; Liu, Y.; Niu, K.; Shi, Z.; Liang, L.; Yao, Z.; Liu, C.; Tian, D. Synergistic effect of silica aerogels and hollow glass microspheres on microstructure and thermal properties of rigid polyurethane foam. J. Non-Cryst. Solids 2022, 592, 121753. [Google Scholar] [CrossRef]
- Li, T.-T.; Liu, P.; Wang, H.; Dai, W.; Wang, J.; Wang, Z.; Shiu, B.-C.; Lou, C.-W.; Lin, J.-H. Preparation and characteristics of flexible polyurethane foam filled with expanded vermiculite powder and concave-convex structural panel. J. Mater. Res. Technol. 2021, 12, 1288–1302. [Google Scholar] [CrossRef]
- Barczewski, M.; Kurańska, M.; Sałasińska, K.; Michałowski, S.; Prociak, A.; Uram, K.; Lewandowski, K. Rigid polyurethane foams modified with thermoset polyester-glass fiber composite waste. Polym. Test. 2020, 81, 106190. [Google Scholar] [CrossRef]
- Miedzińska, K.; Członka, S.; Strąkowska, A.; Strzelec, K. Biobased polyurethane composite foams reinforced with plum stones and silanized plum stones. Int. J. Mol. Sci. 2021, 22, 4757. [Google Scholar] [CrossRef]
- Paciorek-Sadowska, J.; Borowicz, M.; Isbrandt, M.; Czupryński, B.; Apiecionek, Ł. The use of waste from the production of rapeseed oil for obtaining of new polyurethane composites. Polymers 2019, 11, 1431. [Google Scholar] [CrossRef] [Green Version]
- Evon, P.; Vandenbossche, V.; Pontalier, P.Y.; Rigal, L. Aqueous extraction of residual oil from sunflower press cake using a twin-screw extruder: Feasibility study. Ind. Crop. Prod. 2009, 29, 455–465. [Google Scholar] [CrossRef]
- Uram, K.; Leszczyńska, M.; Prociak, A.; Czajka, A.; Gloc, M.; Leszczyński, M.K.; Michałowski, S.; Ryszkowska, J. Polyurethane composite foams synthesized using bio-polyols and cellulose filler. Materials 2021, 14, 3474. [Google Scholar] [CrossRef]
- Leszczyńska, M.; Malewska, E.; Ryszkowska, J.; Kurańska, M.; Gloc, M.; Leszczyński, M.K.; Prociak, A. Vegetable fillers and rapeseed oil-based polyol as natural raw materials for the production of rigid polyurethane foams. Materials 2021, 14, 1772. [Google Scholar] [CrossRef]
- Członka, S.; Kairytė, A.; Miedzińska, K.; Strąkowska, A. Casein/apricot filler in the production of flame-retardant polyurethane composites. Materials 2021, 14, 3620. [Google Scholar] [CrossRef]
- Olszewski, A.; Kosmela, P.; Żukowska, W.; Wojtasz, P.; Szczepański, M.; Barczewski, M.; Zedler, Ł.; Formela, K.; Hejna, A. Insights into stoichiometry adjustments governing the performance of flexible foamed polyurethane/ground tire rubber composites. Polymers 2022, 14, 3838. [Google Scholar] [CrossRef]
- Husainie, S.M.; Deng, X.; Ghalia, M.A.; Robinson, J.; Naguib, H.E. Natural fillers as reinforcement for closed-molded polyurethane foam plaques: Mechanical, morphological, and thermal properties. Mater. Today Commun. 2021, 27, 102187. [Google Scholar] [CrossRef]
- Khaleel, M.; Soykan, U.; Cetin, S. Influences of turkey feather fiber loading on significant characteristics of rigid polyurethane foam: Thermal degradation, heat insulation, acoustic performance, air permeability and cellular structure. Constr. Build. Mater. 2021, 308, 125014. [Google Scholar] [CrossRef]
- Strąkowska, A.; Członka, S.; Kairytė, A.; Strzelec, K. Effects of physical and chemical modification of sunflower cake on polyurethane composite foam properties. Materials 2021, 14, 1414. [Google Scholar] [CrossRef]
- Bryśkiewicz, A.; Zieleniewska, M.; Przyjemska, K.; Chojnacki, P.; Ryszkowska, J. Modification of flexible polyurethane foams by the addition of natural origin fillers. Polym. Degrad. Stab. 2016, 132, 32–40. [Google Scholar] [CrossRef]
- Campos, A.; Correa, A.C.; Cannella, D.; Teixeira, E.D.M.; Marconcini, J.M.; Dufresne, A.; Mattoso, L.H.C.; Cassland, P.; Sanadi, A.R. Obtaining nanofibers from curauá and sugarcane bagasse fibers using enzymatic hydrolysis followed by sonication. Cellulose 2013, 20, 1491–1500. [Google Scholar] [CrossRef]
- Członka, S.; Kerche, E.F.; Neves, R.M.; Strąkowska, A.; Strzelec, K. Bio-based rigid polyurethane foam composites reinforced with bleached curauá fiber. Int. J. Mol. Sci. 2021, 22, 11203. [Google Scholar] [CrossRef]
- Geneau-Sbartaï, C.; Leyris, J.; Silvestre, F.; Rigal, L. Sunflower cake as a natural composite: Composition and plastic properties. J. Agric. Food Chem. 2008, 56, 11198–11208. [Google Scholar] [CrossRef] [PubMed]
- Gama, N.V.; Silva, R.; Mohseni, F.; Davarpanah, A.; Amaral, V.S.; Ferreira, A.; Barros-Timmons, A. Enhancement of physical and reaction to fire properties of crude glycerol polyurethane foams filled with expanded graphite. Polym. Test. 2018, 69, 199–207. [Google Scholar] [CrossRef]
- Ma, Z.; Zhang, J.; Liu, L.; Zheng, H.; Dai, J.; Tang, L.-C.; Song, P. A highly fire-retardant rigid polyurethane foam capable of fire-warning. Compos. Commun. 2022, 29, 101046. [Google Scholar] [CrossRef]
- Ciecierska, E.; Jurczyk-Kowalska, M.; Bazarnik, P.; Gloc, M.; Kulesza, M.; Kowalski, M.; Krauze, S.; Lewandowska, M. Flammability, mechanical properties and structure of rigid polyurethane foams with different types of carbon reinforcing materials. Compos. Struct. 2016, 140, 67–76. [Google Scholar] [CrossRef]
- Kurańska, M.; Cabulis, U.; Auguścik, M.; Prociak, A.; Ryszkowska, J.; Kirpluks, M. Bio-based polyurethane-polyisocyanurate composites with an intumescent flame retardant. Polym. Degrad. Stab. 2016, 127, 11–19. [Google Scholar] [CrossRef]
- Li, Q.; Wang, J.; Chen, L.; Shi, H.; Hao, J. Ammonium polyphosphate modified with β-cyclodextrin crosslinking rigid polyurethane foam: Enhancing thermal stability and suppressing flame spread. Polym. Degrad. Stab. 2019, 161, 166–174. [Google Scholar] [CrossRef]
- Hejna, A.; Korol, J.; Przybysz-Romatowska, M.; Zedler, Ł.; Chmielnicki, B.; Formela, K. Waste tire rubber as low-cost environmentally-friendly modifier in thermoset polymers—A review. Waste Manag. 2020, 108, 106–118. [Google Scholar] [CrossRef]
- Miedzińska, K.; Członka, S.; Strąkowska, A.; Strzelec, K. Vermiculite filler modified with casein, chitosan, and potato protein as a flame retardant for polyurethane foams. Int. J. Mol. Sci. 2021, 22, 10825. [Google Scholar] [CrossRef]
- Slimak, K.M.; Slimak, R.A. Process of Using Sodium Silicate to Create Fire Retardant Products. U.S. Patent No. US6303234B1, 16 October 2001. pp. 1–36. [Google Scholar]
- Członka, S.; Kairytė, A.; Miedzińska, K.; Strąkowska, A.; Adamus-Włodarczyk, A. Mechanically strong polyurethane composites reinforced with montmorillonite-modified sage filler (Salvia officinalis L.). Int. J. Mol. Sci. 2021, 22, 3744. [Google Scholar] [CrossRef]
- Strąkowska, A.; Członka, S.; Kairytė, A. Rigid polyurethanefoams reinforced with POSS-impregnated sugar beet pulp filler. Materials 2020, 13, 5493. [Google Scholar] [CrossRef]
- Borowicz, M.; Paciorek-Sadowska, J.; Lubczak, J.; Czupryński, B. Biodegradable, flame-retardant, and bio-based rigid polyurethane/polyisocyanurate foams for thermal insulation application. Polymers 2019, 11, 1816. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wang, X.; Zhang, P.; Huang, Z.; Xing, W.; Song, L.; Hu, Y. Effect of alluminum diethylphosphinate on the thermal stability and flame retardancy of flexible polyurethane foams. Fire Saf. J. 2019, 106, 72–79. [Google Scholar] [CrossRef]
- Dong, F.; Wang, Y.; Wang, S.; Shaghaleh, H.; Sun, P.; Huang, X.; Xu, X.; Wang, S.; Liu, H. Flame-retarded polyurethane foam conffered by a bio-based nitrogen-phosphorus-containing flame retardant. React. Funct. Polym. 2021, 168, 105057. [Google Scholar] [CrossRef]
- Kairytė, A.; Kirpluks, M.; Ivdre, A.; Cabulis, U.; Vaitkus, S.; Pundienė, I. Cleaner production of polyurethane foam: Replacement of conventional raw materials, assessment of fire resistance and environmental impact. J. Clean. Prod. 2018, 183, 760–771. [Google Scholar] [CrossRef]
- Yuan, Y.; Yang, H.; Yu, B.; Shi, Y.; Wang, W.; Song, L.; Hu, Y.; Zhang, Y. Phosphorus and nitrogen-containing polyols: Synergistic effect on the thermal property and flame retardancy of rigid polyurethane foam composites. Ind. Eng. Chem. Res. 2016, 55, 10813–10822. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Foam | Raw Materials, Parts by Weight | |||||||
|---|---|---|---|---|---|---|---|---|
| BioPolyol RD | PETOL 400-4G | Lupranat M20S | Distilled Water | Polycat 9 | ST-52 | TCPP | SFP, wt.% SFP/LG, wt.% | |
| Control PUR foams | ||||||||
| SFP-0 | 60 | 40 | Index 125 | 2.7 | 1.0 | 3.0 | – | – |
| SFP-0/TCPP | 25 | – | ||||||
| PUR foam composites with SFP filler | ||||||||
| SFP-10 | 60 | 40 | Index 125 | 2.7 | 1.0 | 3.0 | – | 10 |
| SFP-20 | 20 | |||||||
| SFP-30 | 30 | |||||||
| PUR foam composites with LG-modified SFP filler | ||||||||
| SFP-10/LG | 60 | 40 | Index 125 | 2.7 | 1.0 | 3.0 | – | 10 |
| SFP-20/LG | 20 | |||||||
| SFP-30/LG | 30 | |||||||
| PUR foam composites with TCPP and SFP filler | ||||||||
| SFP-10/TCPP | 60 | 40 | Index 125 | 2.7 | 1.0 | 3.0 | 25 | 10 |
| SFP-20/TCPP | 20 | |||||||
| SFP-30/TCPP | 30 | |||||||
| PUR foam composites with TCPP and LG-modified SFP filler | ||||||||
| SFP-10/LG/TCPP | 60 | 40 | Index 125 | 2.7 | 1.0 | 3.0 | 25 | 10 |
| SFP-20/LG/TCPP | 20 | |||||||
| SFP-30/LG/TCPP | 30 | |||||||
| Foam | Parameter | ||||
|---|---|---|---|---|---|
| Apparent Density, kg/m3 | Closed Cell Content, vol. % | Thermal Conductivity, W/(m·K) | Compressive Strength, kPa | Short-Term Water Absorption, kg/m2 | |
| Control PUR foams | |||||
| SFP-0 | 39 ± 3 | 81 ± 2 | 0.0354 ± 0.0003 | 168 ± 5 | 0.36 ± 0.02 |
| SFP-0/TCPP | 41 ± 4 | 82 ± 3 | 0.0356 ± 0.0003 | 246 ± 7 | 0.18 ± 0.03 |
| PUR foam composites with SFP filler | |||||
| SFP-10 | 41 ± 4 | 87 ± 2 | 0.0322 ± 0.0004 | 224 ± 5 | 0.17 ± 0.02 |
| SFP-20 | 66 ± 5 | 90 ± 1 | 0.0294 ± 0.0002 | 347 ± 6 | 0.18 ± 0.02 |
| SFP-30 | 86 ± 5 | 85 ± 4 | 0.0321 ± 0.0003 | 490 ± 4 | 0.18 ± 0.02 |
| PUR foam composites with LG modified SFP filler | |||||
| SFP-10/LG | 42 ± 3 | 88 ± 3 | 0.0336 ± 0.0003 | 177 ± 7 | 0.22 ± 0.02 |
| SFP-20/LG | 54 ± 4 | 90 ± 2 | 0.0328 ± 0.0004 | 217 ± 6 | 0.23 ± 0.02 |
| SFP-30/LG | 68 ± 6 | 92 ± 2 | 0.0319 ± 0.0002 | 321 ± 7 | 0.24 ± 0.02 |
| PUR foam composites with TCPP and SFP filler | |||||
| SFP-10/TCPP | 56 ± 5 | 88 ± 3 | 0.0321 ± 0.0002 | 334 ± 10 | 0.15 ± 0.03 |
| SFP-20/TCPP | 75 ± 3 | 89 ± 2 | 0.0321 ± 0.0002 | 378 ± 12 | 0.16 ± 0.02 |
| SFP-30/TCPP | 95 ± 5 | 91 ± 3 | 0.0295 ± 0.0003 | 462 ± 8 | 0.18 ± 0.03 |
| PUR foam composites with TCPP and LG modified SFP filler | |||||
| SFP-10/LG/TCPP | 51 ± 4 | 83 ± 2 | 0.0320 ± 0.0004 | 306 ± 8 | 0.17 ± 0.03 |
| SFP-20/LG/TCPP | 56 ± 2 | 90 ± 2 | 0.0325 ± 0.0003 | 313 ± 5 | 0.21 ± 0.03 |
| SFP-30/LG/TCPP | 73 ± 3 | 92 ± 2 | 0.0291 ± 0.0002 | 353 ± 9 | 0.24 ± 0.03 |
| Foam | T5wt.%, °C | T50wt.%, °C | Tmax | Char Yield at 600 °C, wt.% | ||
|---|---|---|---|---|---|---|
| 1st Stage | 2nd Stage | 3rd Stage | ||||
| Control PUR foams | ||||||
| SFP-0 | 221 | 513 | 219 | 321 | 459 | 35.3 |
| SFP-0/TCPP | 207 | 467 | 221 | 327 | 469 | 34.5 |
| PUR foams with SFP filler | ||||||
| SFP-10 | 217 | 499 | 221 | 315 | 457 | 34.0 |
| SFP-20 | 215 | 483 | 219 | 315 | 461 | 32.3 |
| SFP-30 | 215 | 481 | 219 | 319 | 455 | 33.7 |
| PUR foams with LG-modified SFP filler | ||||||
| SFP-10/LG | 217 | 507 | 223 | 313 | 461 | 33.6 |
| SFP-20/LG | 209 | 485 | 217 | 309 | 465 | 30.3 |
| SFP-30/LG | 215 | 501 | 217 | 313 | 463 | 31.9 |
| PUR foams with TCPP and SFP filler | ||||||
| SFP-10/TCPP | 199 | 469 | 215 | 321 | 461 | 33.6 |
| SFP-20/TCPP | 191 | 443 | 215 | 319 | 457 | 30.4 |
| SFP-30/TCPP | 189 | 425 | 219 | 317 | 451 | 30.7 |
| PUR foams with TCPP and LG-modified SFP filler | ||||||
| SFP-10/LG/TCPP | 201 | 473 | 219 | 319 | 465 | 33.3 |
| SFP-20/LG/TCPP | 194 | 471 | 213 | 317 | 465 | 32.6 |
| SFP-30/LG/TCPP | 197 | 473 | 215 | 317 | 457 | 30.1 |
| Foam | Time for Flame to Reach 150 mm Height, s | Height of Flame Damaged Area, mm | Self-Extinguishment Time after Flame Source Removal, s |
|---|---|---|---|
| SFP-0 | 6 ± 1 | 180 ± 2 | – |
| SFP-0/TCPP | Did not reach | 30 ± 3 | Instantly |
| SFP-10 | 6 ± 2 | 180 ± 2 | – |
| SFP-20 | 5 ± 2 | 187 ± 4 | – |
| SFP-30 | 4 ± 1 | 190 ± 4 | – |
| SFP-10/LG | Did not reach | 46 ± 2 | Instantly |
| SFP-20/LG | Did not reach | 44 ± 3 | Instantly |
| SFP-30/LG | Did not reach | 29 ± 2 | Instantly |
| SFP-10/TCPP | Did not reach | 25 ± 3 | Instantly |
| SFP-20/TCPP | Did not reach | 16 ± 3 | Instantly |
| SFP-30/TCPP | Did not reach | 25 ± 3 | Instantly |
| SFP-10/LG/TCPP | Did not reach | 19 ± 2 | Instantly |
| SFP-20/LG/TCPP | Did not reach | 21 ± 2 | Instantly |
| SFP-30/LG/TCPP | Did not reach | 23 ± 3 | Instantly |
| Foam | HRR, kW/m2 | TSR, m2/m2 | COY, kg/kg | CO2Y, kg/kg | COY/CO2Y, n.d. | Ignition Time, s | LOI, % |
|---|---|---|---|---|---|---|---|
| Control PUR foams | |||||||
| SFP-0 | 99 | 1139 | 0.17 | 3.65 | 0.05 | 4 | 19.8 |
| SFP-0/TCPP | 113 | 1968 | 0.36 | 4.24 | 0.08 | 6 | 20.8 |
| PUR foams with SFP filler | |||||||
| SFP-10 | 208 | 3412 | 0.30 | 5.88 | 0.05 | 2 | 19.4 |
| SFP-20 | 238 | 3383 | 0.31 | 5.62 | 0.06 | 2 | 19.2 |
| SFP-30 | 205 | 3796 | 0.26 | 6.41 | 0.04 | 2 | 18.9 |
| PUR foams with LG-modified SFP filler | |||||||
| SFP-10/LG | 168 | 2026 | 0.19 | 6.04 | 0.03 | 4 | 20.2 |
| SFP-20/LG | 180 | 2626 | 0.19 | 6.12 | 0.03 | 4 | 20.5 |
| SFP-30/LG | 198 | 3291 | 0.27 | 6.19 | 0.04 | 4 | 20.6 |
| PUR foams with TCPP and SFP filler | |||||||
| SFP-10/TCPP | 148 | 2918 | 0.38 | 4.18 | 0.09 | 6 | 20.8 |
| SFP-20/TCPP | 170 | 2686 | 0.42 | 4.53 | 0.09 | 6 | 21.5 |
| SFP-30/TCPP | 134 | 4232 | 0.33 | 4.27 | 0.08 | 4 | 20.1 |
| PUR foams with TCPP and LG-modified SFP filler | |||||||
| SFP-10/LG/TCPP | 168 | 2795 | 0.39 | 4.71 | 0.08 | 6 | 21.7 |
| SFP-20/LG/TCPP | 175 | 3905 | 0.32 | 4.58 | 0.07 | 6 | 21.7 |
| SFP-30/LG/TCPP | 130 | 2898 | 0.29 | 3.76 | 0.08 | 8 | 21.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kairytė, A.; Członka, S.; Šeputytė-Jucikė, J.; Vėjelis, S. Impact of Sunflower Press Cake and Its Modification with Liquid Glass on Polyurethane Foam Composites: Thermal Stability, Ignitability, and Fire Resistance. Polymers 2022, 14, 4543. https://doi.org/10.3390/polym14214543
Kairytė A, Członka S, Šeputytė-Jucikė J, Vėjelis S. Impact of Sunflower Press Cake and Its Modification with Liquid Glass on Polyurethane Foam Composites: Thermal Stability, Ignitability, and Fire Resistance. Polymers. 2022; 14(21):4543. https://doi.org/10.3390/polym14214543
Chicago/Turabian StyleKairytė, Agnė, Sylwia Członka, Jurga Šeputytė-Jucikė, and Sigitas Vėjelis. 2022. "Impact of Sunflower Press Cake and Its Modification with Liquid Glass on Polyurethane Foam Composites: Thermal Stability, Ignitability, and Fire Resistance" Polymers 14, no. 21: 4543. https://doi.org/10.3390/polym14214543