
FDM 3D Printing and Soil-Burial-Degradation Behaviors of Residue of Astragalus Particles/Thermoplastic Starch/Poly(lactic acid) Biocomposites

Abstract
:1. Introduction
2. Experimental
2.1. Materials and Reagents
2.2. Preparation of FDM Filaments
2.3. Composite Preparation by FDM
2.4. Soil Degradation
2.5. Testing and Characterization
2.5.1. Mechanical Testing
2.5.2. Thermal Stability
2.5.3. Mass Change in Water
2.5.4. Weight Loss in Soil
2.5.5. Morphological Study (SEM)
2.5.6. Melting and Crystallization Behavior
2.5.7. Thermal Dynamic Mechanic Testing
3. Results and Discussion
3.1. Effects of Compositions on Properties of the Biocomposites
3.1.1. Mechanical Properties
3.1.2. Thermal Properties
3.1.3. Mass Change in Water
3.2. Biodegradation Behavior of the Biocomposites
3.2.1. Visual Appearance
3.2.2. Weight Loss
3.2.3. Prediction of Flexural Properties
3.2.4. Cross-Sectional Morphologies
3.2.5. Thermogravimetric Analysis
3.2.6. DSC Thermal Analysis
3.2.7. Thermo-Dynamic Mechanical Properties
4. Conclusions
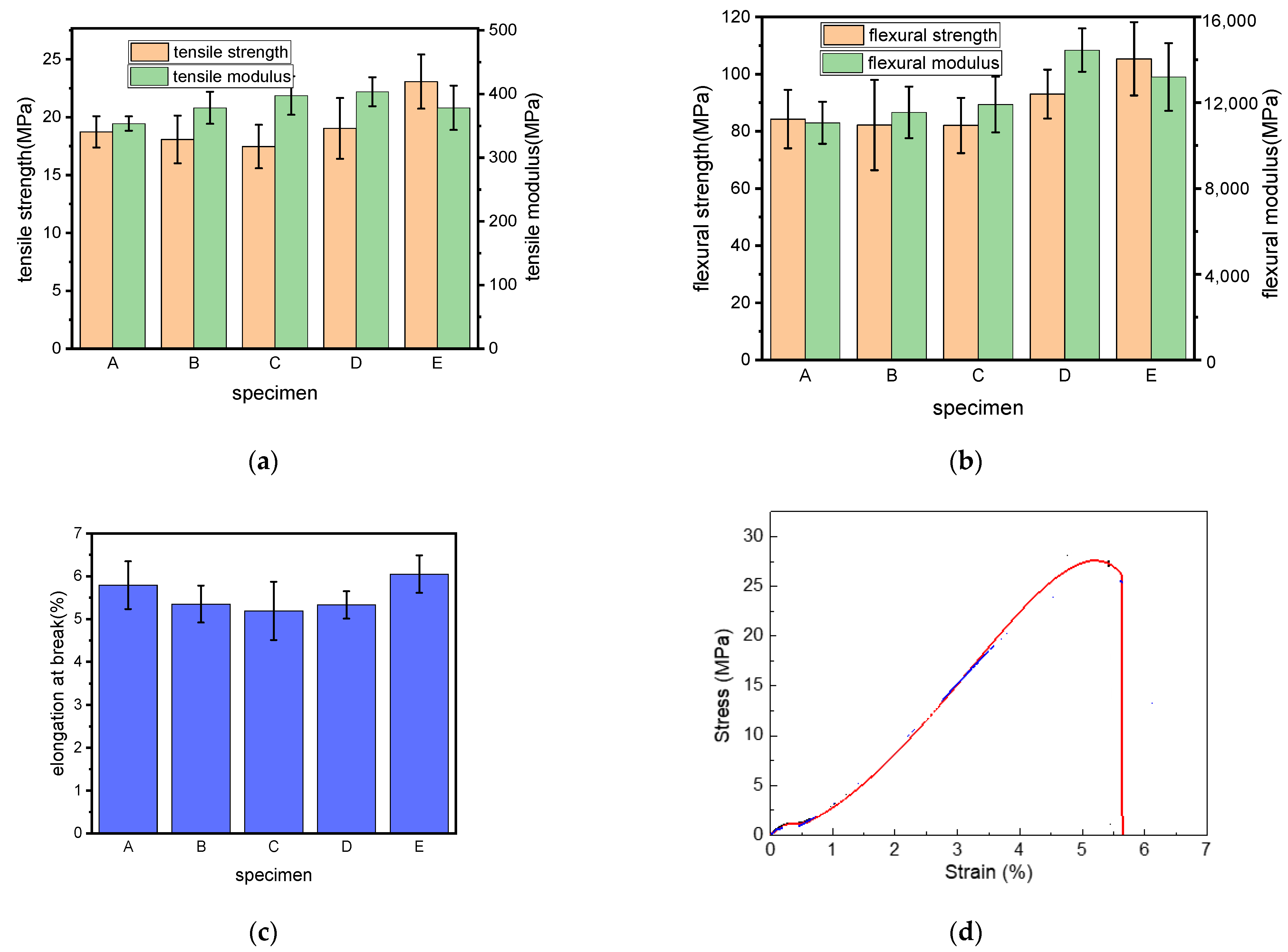
- Raising the dosage of ARP or TPS decreased the strengths of the biocomposites. The tensile and flexural strengths of the samples containing 0 wt.% ARP, 10 wt.% TPS, and 90 wt.% PLA were 18.73 MPa and 84.28 MPa, respectively, The strengths of the samples containing 11 wt.% ARP, 0 wt.% TPS and 89 wt.% PLA were 23.07 MPa and 105.39 MPa, respectively, while those of the samples containing 11 wt.% ARP, 10 wt.% TPS and 79 wt.% PLA dropped to 17.46 MPa and 82.06 MPa, respectively.
- All of the composites were more easily thermally decomposed than PLA. Increasing the percentage of TPS or ARP in the biocomposites resulted in the samples becoming more thermally unstable.
- After immersion in water for 7 days, the masses of all of the samples would be changed due to the dissolvement of TPS and the water absorption by the samples. For sample A containing 90 wt.% PLA and 10 wt.% TPS, the mass change rate was negative. With the increase in the dosage of ARP, the mass change rate of the samples increased gradually to positive values. When the content of ARP was kept constant in the specimens, the mass change rate was monotonically reduced with the increase in the amount of TPS.
- Soil burial altered the surfaces and fracture surfaces of the samples. After soil burial, the surface color became uneven, some components detached from the samples, leaving some micro holes on the bodies. The fracture surfaces became much rougher, and more cracks or holes appeared with the prolonging of the soil-burial time.
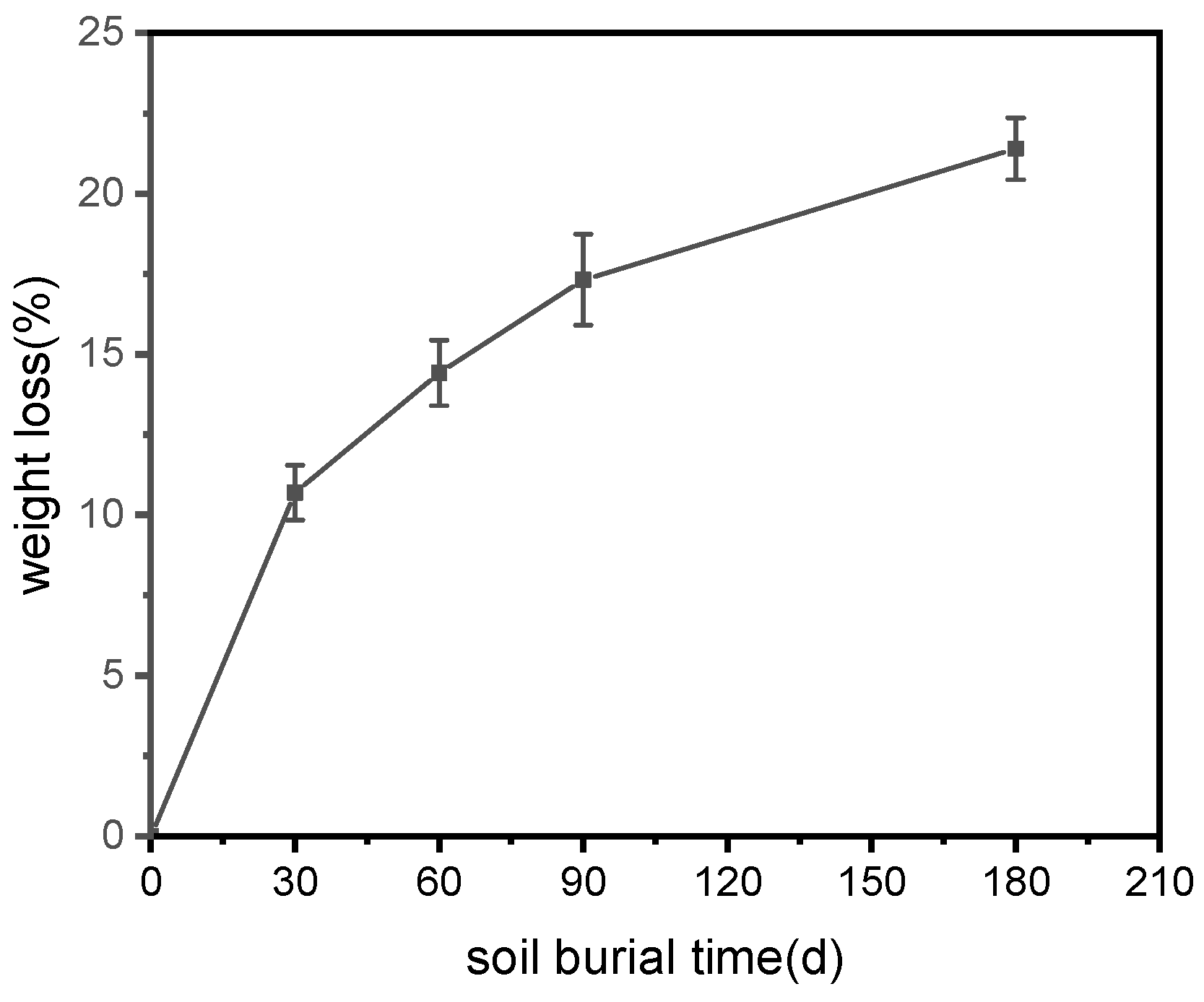
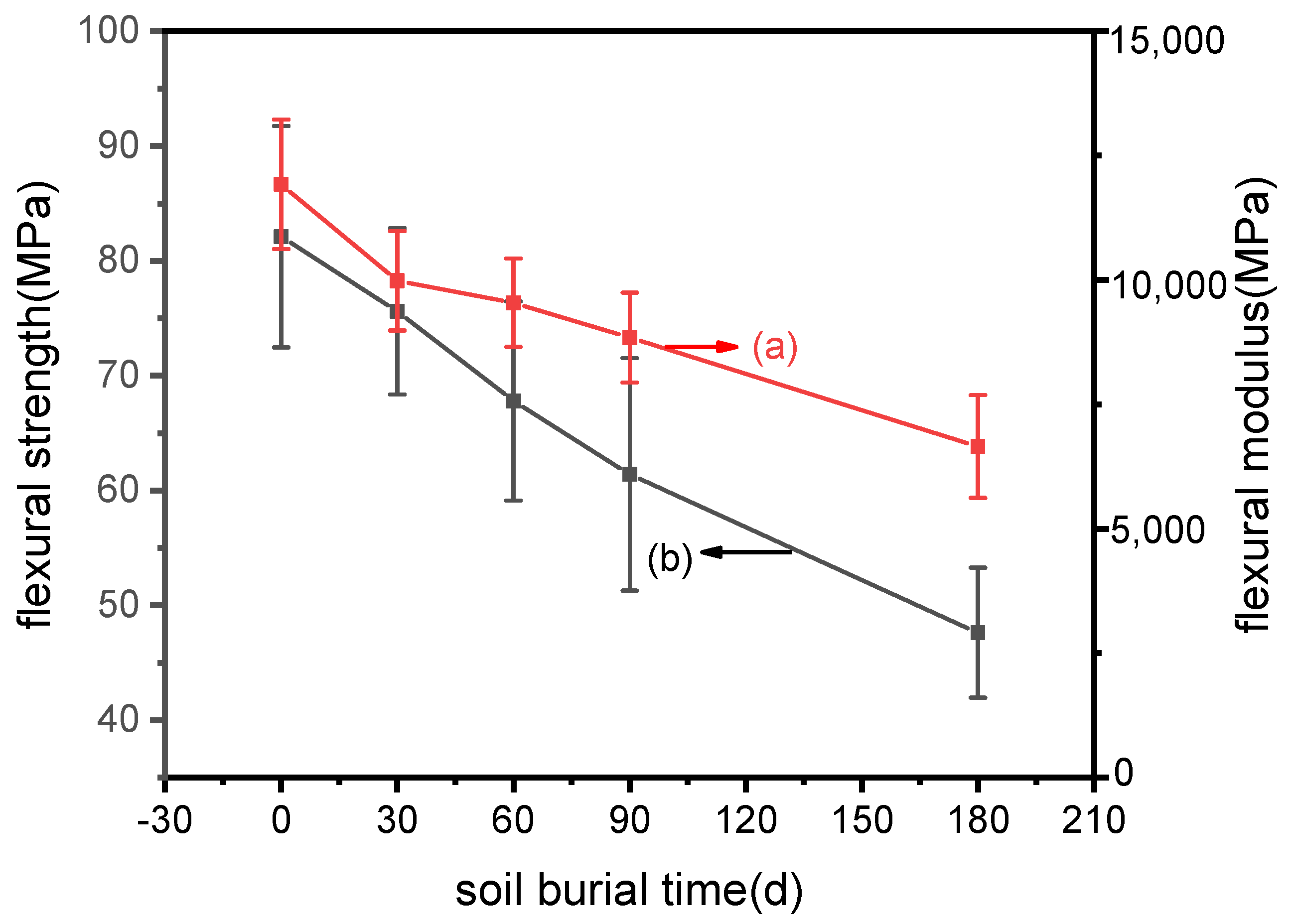
- Extending the soil-burial time resulted in the samples’ extensive mass loss and reduction in storage modulus and flexural properties. After soil burial for 180 d, the weight, the storage modulus at 30 °C, as well as the flexural strength and modulus, were greatly reduced by 21.40%, 38.36%, 42.02% and 44.19%, respectively, when compared with those before soil burial.
- Extending soil-burial time increased the thermal stability and decreased the crystallinity of the samples gradually, but had little effect on the glass transition temperature, cold crystallization temperature or melting point of the samples.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Khorasani, M.; Ghasemi, H.; Rolfe, B.; Gibson, I. Additive manufacturing a powerful tool for the aerospace industry. Rapid Prototyp. J. 2022, 28, 87–100. [Google Scholar] [CrossRef]
- Beg, M.D.H.; Pickering, K.L.; Gauss, C. The effects of alkaline digestion, bleaching and ultrasonication treatment of fibre on 3D printed harakeke fibre reinforced polylactic acid composites. Compos. Part A 2023, 166, 107384. [Google Scholar] [CrossRef]
- Choo1, Y.J.; Boudier-Revéret, M.; Chang, M.C. 3D printing technology applied to orthosis manufacturing: Narrative review. Ann. Palliat. Med. 2020, 9, 4262–4270. [Google Scholar] [CrossRef] [PubMed]
- Melocchi, A.; Parietti, F.; Loreti, G.; Maroni, A.; Gazzaniga, A. Lucia Zema. 3D printing by fused deposition modeling (FDM) of a swellable/ erodible capsular device for oral pulsatile release of drugs. J. Drug Deliv. Sci. Technol. 2015, 30, 1–8. [Google Scholar]
- Raja, S.; Agrawal, A.P.; Patil, P.; Thimothy, P.; Capangpangan, R.Y.; Singhal, P.; Wotango, M.T. Optimization of 3D printing process parameters of polylactic acid filament based on the mechanical test. Int. J. Chem. Eng. 2022, 2022, 5830869. [Google Scholar] [CrossRef]
- Rahmatabadi, D.; Ghasemi, I.; Baniassadi, M.; Abrinia, K.; Baghani, M. 3D printing of PLA-TPU with different component ratios: Fracture toughness, mechanical properties, and morphology. J. Mater. Res. Technol. 2022, 21, 3970–3981. [Google Scholar] [CrossRef]
- Davood, R.; Kianoosh, S.; Mohammad, A.; Elyas, S.; Ismaeil, G.; Majid, B.; Karen, A.; Mahdi, B.; Mostafa, B. Development of Pure Poly Vinyl Chloride (PVC) with Excellent 3D Printability and Macro- and Micro-Structural Properties. Macromol. Mater. Eng. 2022, 308, 2200568. [Google Scholar] [CrossRef]
- Badouard, C.; Traon, F.; Denoual, C.; Mayer-Laigle, C.; Paës, G.; Bourmaud, A. Exploring mechanical properties of fully compostable flax reinforced composite fifilaments for 3D printing applications. Ind. Crops Prod. 2019, 135, 246–250. [Google Scholar] [CrossRef]
- Abdullah, T.; Qurban, R.O.; Abdel-Wahab, M.S.; Salah, N.A.; Melaibari, A.A.; Zamzami, M.A.; Memić, A. Development of nanocoated filaments for 3D fused deposition modeling of antibacterial and antioxidant materials. Polymers 2022, 14, 2645. [Google Scholar] [CrossRef]
- Tran, T.N.; Bayer, I.S.; Heredia-Guerrero, J.A.; Frugone, M.; Lagomarsino, M.; Maggio, F.; Athanassiou, A. Cocoa shell waste biofilaments for 3D printing applications. Macromol. Mater. Eng. 2017, 302, 1700219. [Google Scholar] [CrossRef]
- Vaidya, A.A.; Collet, C.; Gaugler, M.; Lloyd-Jones, G. Integrating softwood biorefinery lignin into polyhydroxybutyrate composites and application in 3D printing. Mater. Today Commun. 2019, 19, 286–296. [Google Scholar] [CrossRef]
- Zhang, Q.F.; Cai, H.Z.; Zhang, A.D.; Lin, X.N.; Yi, W.M.; Zhang, J.B. Effects of lubricant and toughening agent on the fluidity and toughness of poplar powder-reinforced polylactic acid 3D printing materials. Polymers 2018, 10, 932. [Google Scholar] [CrossRef] [PubMed]
- Aumnate, C.; Soatthiyanon, N.; Makmoon, T.; Potiyaraj, P. Polylactic acid/kenaf cellulose biocomposite filaments for melt extrusion based-3D printing. Cellulose 2021, 28, 8509–8525. [Google Scholar] [CrossRef]
- Suteja, J.; Firmanto, H.; Soesanti, A.; Christian, C. Properties investigation of 3D printed continuous pineapple leaf fiber reinforced PLA composite. J. Thermoplast. Compos. Mater. 2020, 35, 2052–2061. [Google Scholar] [CrossRef]
- Depuydt, D.; Balthazar, M.; Hendrickx, K.; Six, W.; Ferraris, E.; Desplentere, F.; Ivens, J.; Vuure, V.A.W. Production and characterization of bamboo and flax fiber reinforced polylactic acid filaments for fused deposition modeling (FDM). Polym. Compos. 2019, 40, 1951–1963. [Google Scholar] [CrossRef]
- Le Guen, M.J.; Hill, S.; Smith, D.; Theobald, B.; Gaugler, E.; Barakat, A.; Mayer-Laigle, C. Influence of rice husk and wood biomass properties on the manufacture of filaments for Fused Deposition Modelling. Front. Chem. 2019, 7, 735. [Google Scholar] [CrossRef] [PubMed]
- Yu, W.W.; Shi, J.N.; Sun, L.W.; Lei, W. Effects of printing parameters on pProperties of FDM 3D printed residue of astragalus/polylactic acid biomass composites. Molecules 2022, 27, 7373. [Google Scholar] [CrossRef]
- Harynska, A.; Janik, H.; Sienkiewicz, M.; Mikolaszek, B.; Kucinska-Lipka, J. PLA−potato thermoplastic starch filament as a sustainable alternative to the conventional PLA filament: Processing, characterization, and FFF 3D printing. ACS Sustain. Chem. Eng. 2021, 9, 6923–6938. [Google Scholar] [CrossRef]
- Zhao, Y.Q.; Yang, J.H.; Ding, X.K.; Ding, X.J.; Duan, S.; Xu, F.J. Polycaprolactone/polysaccharide functional composites for low-temperature fused deposition modelling. Bioact. Mater. 2020, 5, 185–191. [Google Scholar] [CrossRef]
- Ju, Q.; Tang, Z.P.; Shi, H.D.; Zhu, Y.F.; Shen, Y.C.; Wang, T.W. Thermoplastic starch based blends as a highly renewable filament for fused deposition modeling 3D printing. Int. J. Biol. Macromol. 2022, 219, 175–184. [Google Scholar] [CrossRef]
- Yu, W.W.; Shi, J.; Qiu, R.; Lei, W. Degradation behavior of 3D-printed residue of astragalus particle/poly(Lactic Acid) biocomposites under soil conditions. Polymers 2023, 15, 1477. [Google Scholar] [CrossRef] [PubMed]
- Yu, W.W.; Dong, L.L.; Lei, W.; Shi, J.N. Rice straw powder/polylactic acid biocomposites for three-dimensional printing. Adv. Compos. Lett. 2020, 29, 1–8. [Google Scholar] [CrossRef]
- Wu, C.S. Utilization of peanut husks as a fifiller in aliphaticearomatic polyesters: Preparation, characterization, and biodegradability. Polym. Degrad. Stab. 2012, 97, 2388–2395. [Google Scholar] [CrossRef]
- Singamneni, S.; Smith, D.; LeGuen, M.J.; Truong, D. Extrusion 3D printing of polybutyrate-adipate-terephthalate-polymer composites in the pellet form. Polymers 2018, 10, 922. [Google Scholar] [CrossRef]
- Prakash, K.; Chantara, T.; Sivakumar, M. Enhancements in crystallinity, thermal stability, tensile modulus and strength of sisal fifibres and their PP composites induced by the synergistic effects of alkali and high intensity ultrasound (HIU) treatments. Ultrason. Sonochem. 2017, 34, 729–742. [Google Scholar]
- Aberoumand, M.; Soltanmohammadi, K.; Soleyman, E.; Rahmatabadi, D.; Ghasemi, I.; Baniassadi, M.; Abrinia, K.; Baghani, M. A comprehensive experimental investigation on 4D printing of PET-G under bending. J. Mater. Res. Technol. 2022, 18, 2552–2569. [Google Scholar] [CrossRef]
- Moradi, M.; Aminzadeh, A.; Rahmatabadi, D.; Rasouli, S.A. Statistical and Experimental Analysis of Process Parameters of 3D Nylon Printed Parts by Fused Deposition Modeling: Response Surface Modeling and Optimization. J. Mater. Eng. Perform. 2021, 30, 5441–5454. [Google Scholar] [CrossRef]
- Daver, F.; Lee, M.; Brandt, M.; Shanks, R. Cork–PLA composite filaments for fused deposition modelling. Compos. Sci. Technol. 2018, 168, 230–237. [Google Scholar] [CrossRef]
- Manshor, R.; Anuar, H.; Aimi, N.; Fitrie, I.; Nazri, B.; Sapuan, M.; Shekeil, A.; Wahit, U. Mechanical, thermal and morphological properties of durian skin fibre reinforced PLA biocomposites. Mater. Des. 2014, 59, 279–286. [Google Scholar] [CrossRef]
- Sun, Y.; Wang, Y.; Mu, W.; Zheng, Z.; Yang, B.; Wang, J.; Zhang, R.; Zhou, K.; Chen, L.; Ying, J.; et al. Mechanical properties of 3D printed micro-nano rice husk/polylactic acid filaments. J. Appl. Polym. Sci. 2022, 139, e52619. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample ID | A | B | C | D | E |
|---|---|---|---|---|---|
| PLA (wt.%) | 90 | 85 | 79 | 84 | 89 |
| TPS (wt.%) | 10 | 10 | 10 | 5 | 0 |
| ARP (wt.%) | 0 | 5 | 11 | 11 | 11 |
| Parameter | Print Temperature/°C | Layer Thickness/mm | Print Speed/(mm/s) | Deposition Angle/° |
|---|---|---|---|---|
| Data | 220 | 0.1 | 50 | 0 |
| Sample | Ti/°C | Tp/°C | W/% (550 °C) |
|---|---|---|---|
| A | 335.8 | 370.3 | 5.92 |
| B | 334.1 | 363.8 | 5.33 |
| C | 326.4 | 354.9 | 5.27 |
| D | 327.6 | 356.3 | 3.68 |
| E | 331.3 | 362.4 | 3.93 |
| Soil-Burial Time/Day | Ti/°C | Tp/°C | Char Residue/% (550 °C) |
|---|---|---|---|
| 0 | 329.4 | 354.8 | 7.72 |
| 30 | 336.3 | 363.6 | 7.28 |
| 60 | 337.5 | 364.7 | 7.79 |
| 90 | 338.9 | 366.8 | 2.43 |
| 180 | 340.0 | 367.5 | 2.72 |
| Soil-Burial Time/d | Tg/°C | Tcc/°C | Tm/°C | ΔHcc/(J/g) | ΔHm/(J/g) | Χc/% |
|---|---|---|---|---|---|---|
| 0 | 62.7 | 121.2 | 150.9 | −13.70 | 16.76 | 4.2 |
| 30 | 62.2 | 122.2 | 151.0 | −18.38 | 19.26 | 1.2 |
| 60 | 62.0 | 124.3 | 151.1 | −7.83 | 8.67 | 1.1 |
| 90 | 61.9 | 124.4 | 151.2 | −14.81 | 14.52 | 0.4 |
| 120 | 61.7 | 124.6 | 151.4 | −15.87 | 16.13 | 0.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ni, Z.; Shi, J.; Li, M.; Lei, W.; Yu, W. FDM 3D Printing and Soil-Burial-Degradation Behaviors of Residue of Astragalus Particles/Thermoplastic Starch/Poly(lactic acid) Biocomposites. Polymers 2023, 15, 2382. https://doi.org/10.3390/polym15102382
Ni Z, Shi J, Li M, Lei W, Yu W. FDM 3D Printing and Soil-Burial-Degradation Behaviors of Residue of Astragalus Particles/Thermoplastic Starch/Poly(lactic acid) Biocomposites. Polymers. 2023; 15(10):2382. https://doi.org/10.3390/polym15102382
Chicago/Turabian StyleNi, Zhibing, Jianan Shi, Mengya Li, Wen Lei, and Wangwang Yu. 2023. "FDM 3D Printing and Soil-Burial-Degradation Behaviors of Residue of Astragalus Particles/Thermoplastic Starch/Poly(lactic acid) Biocomposites" Polymers 15, no. 10: 2382. https://doi.org/10.3390/polym15102382