
Enhanced Open-Hole Strength and Toughness of Sandwich Carbon-Kevlar Woven Composite Laminates
 , , and
, , and 
Abstract
:1. Introduction
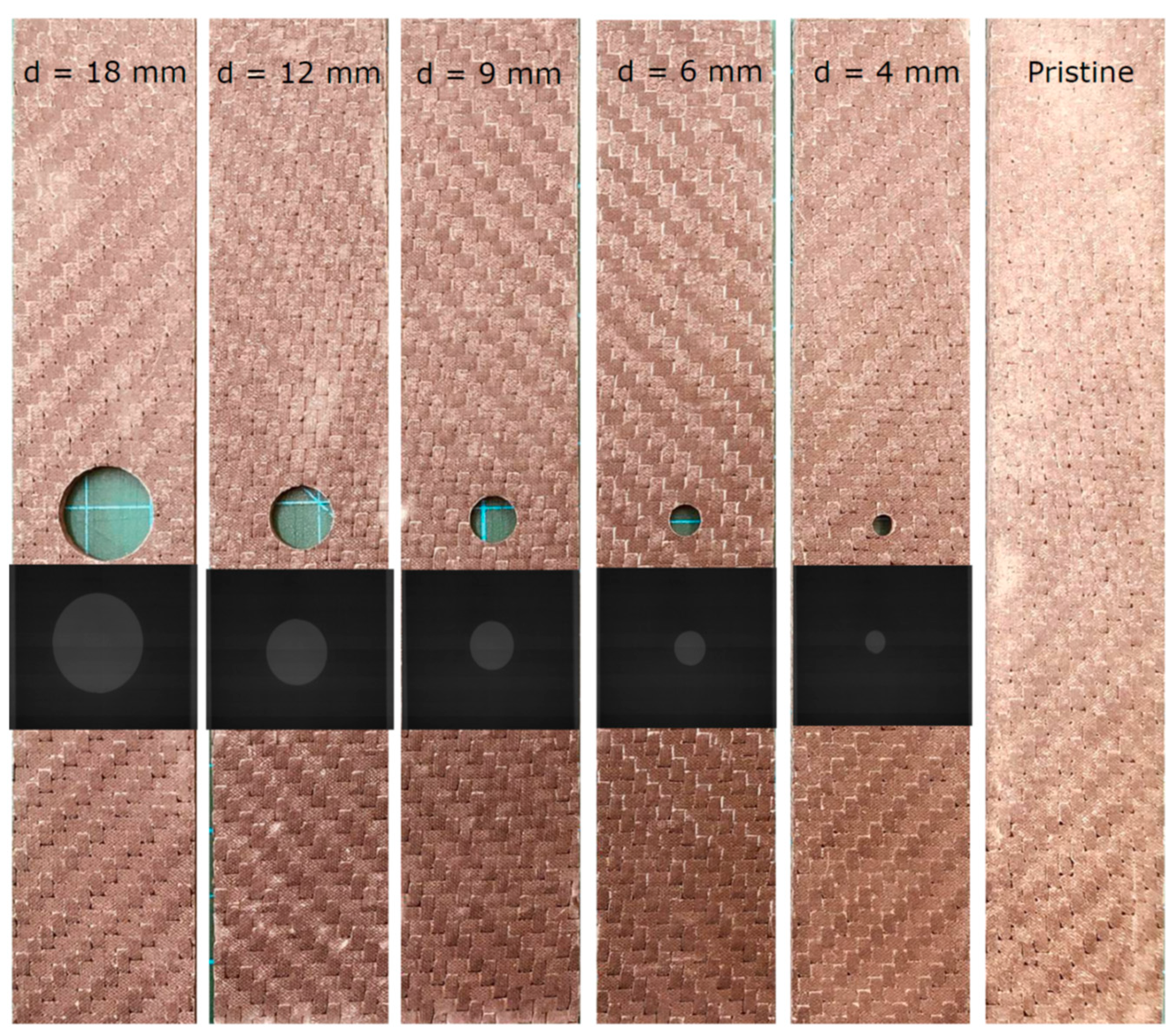
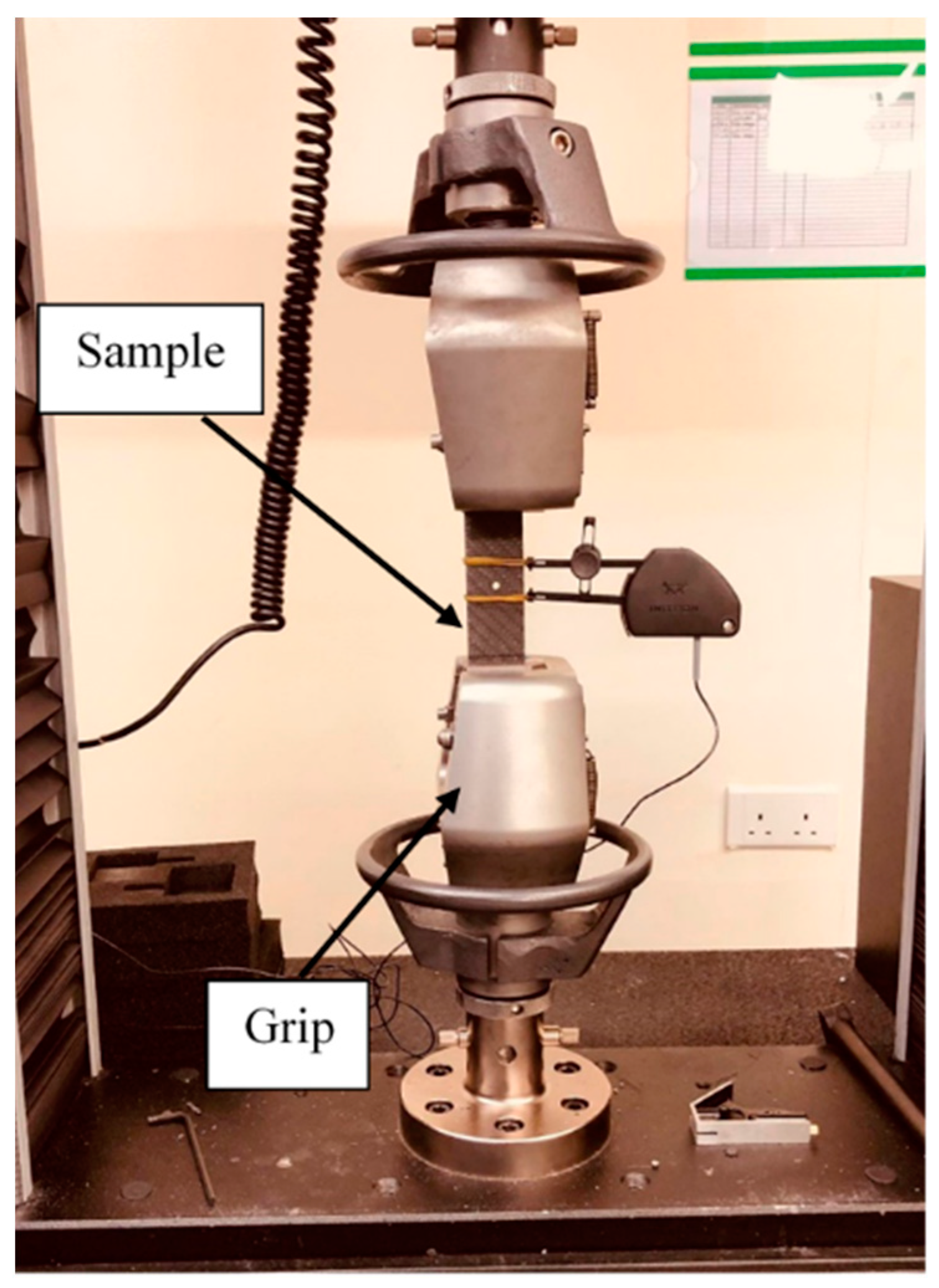
2. Materials and Methods
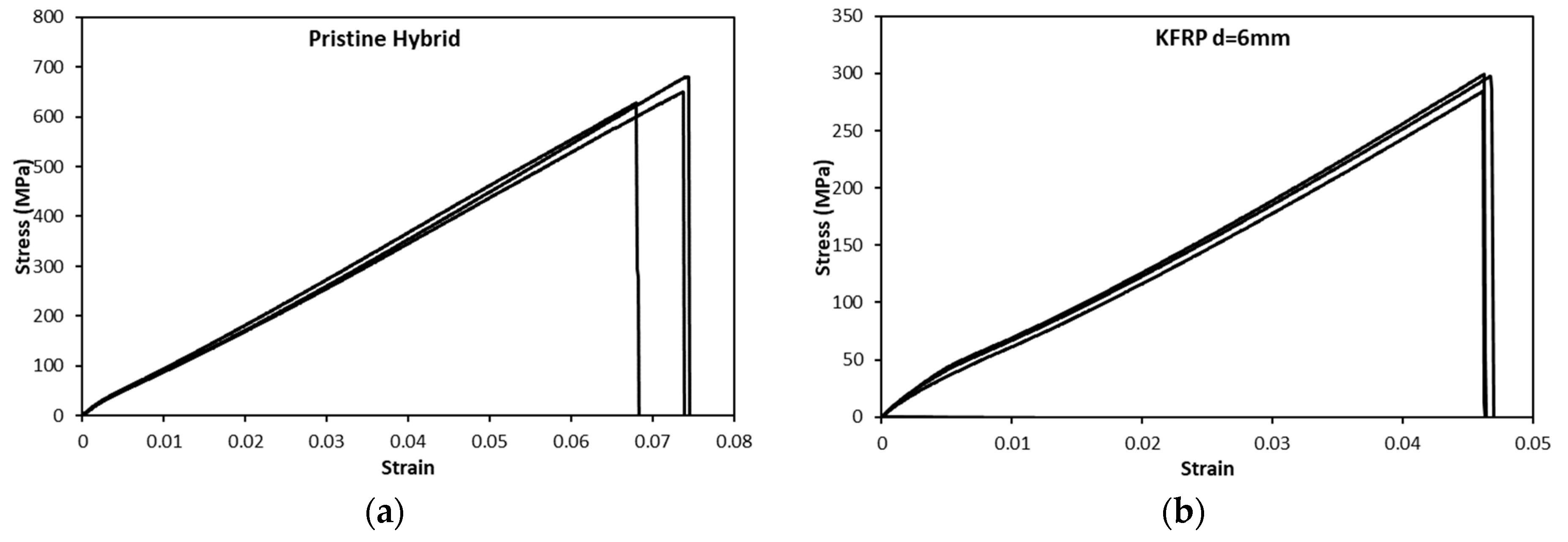
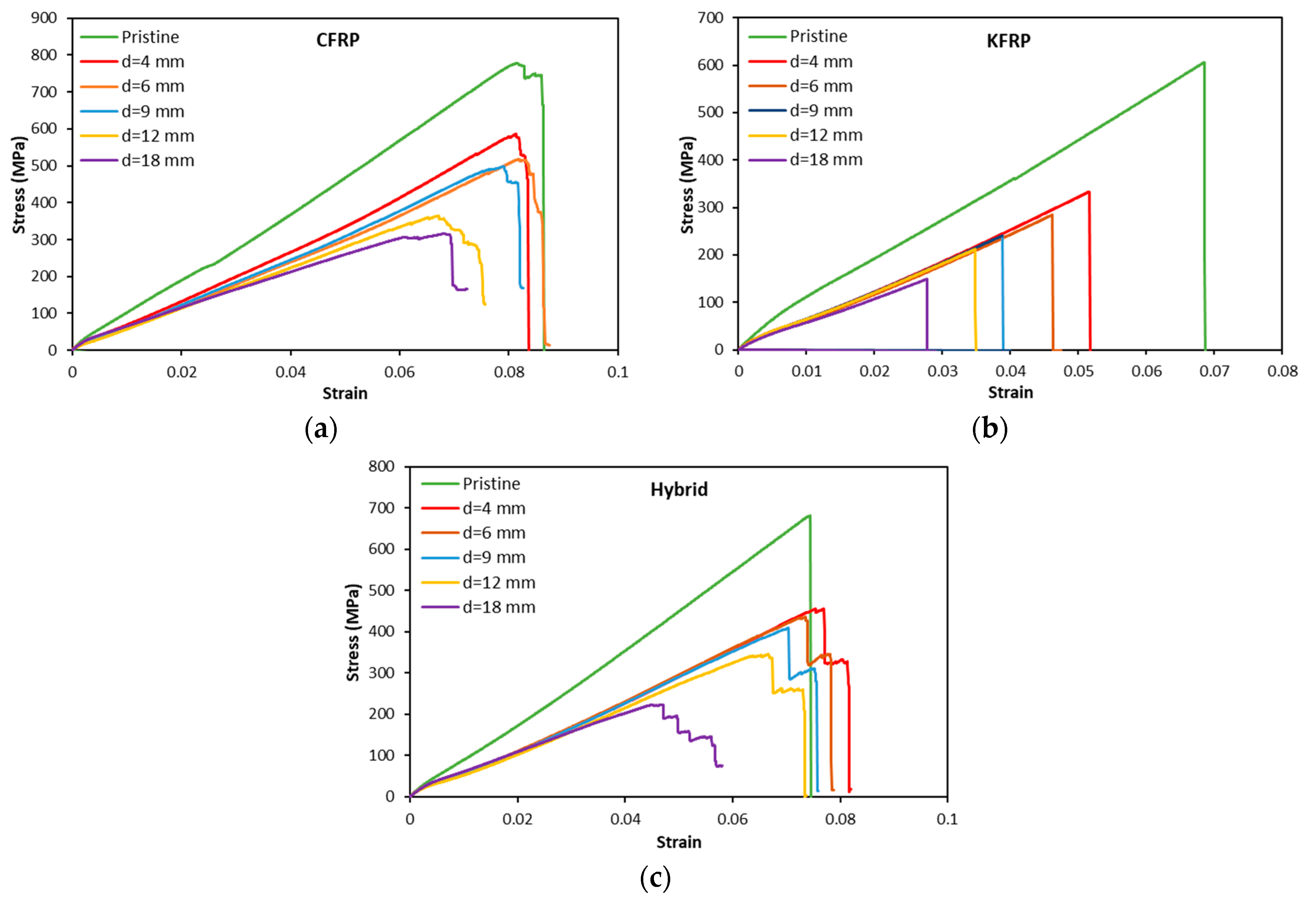
3. Results
4. Discussion
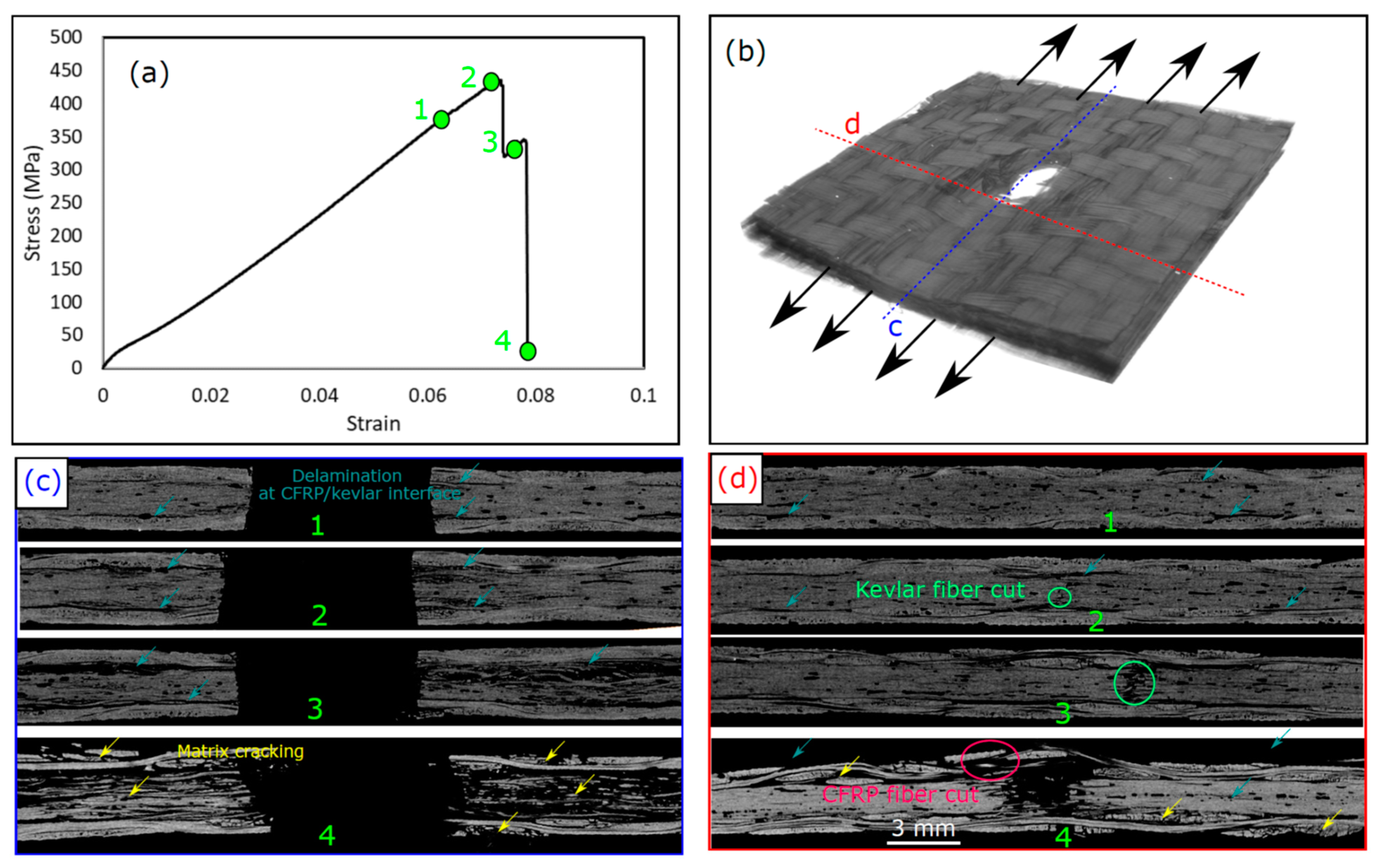
4.1. Damage Sequence
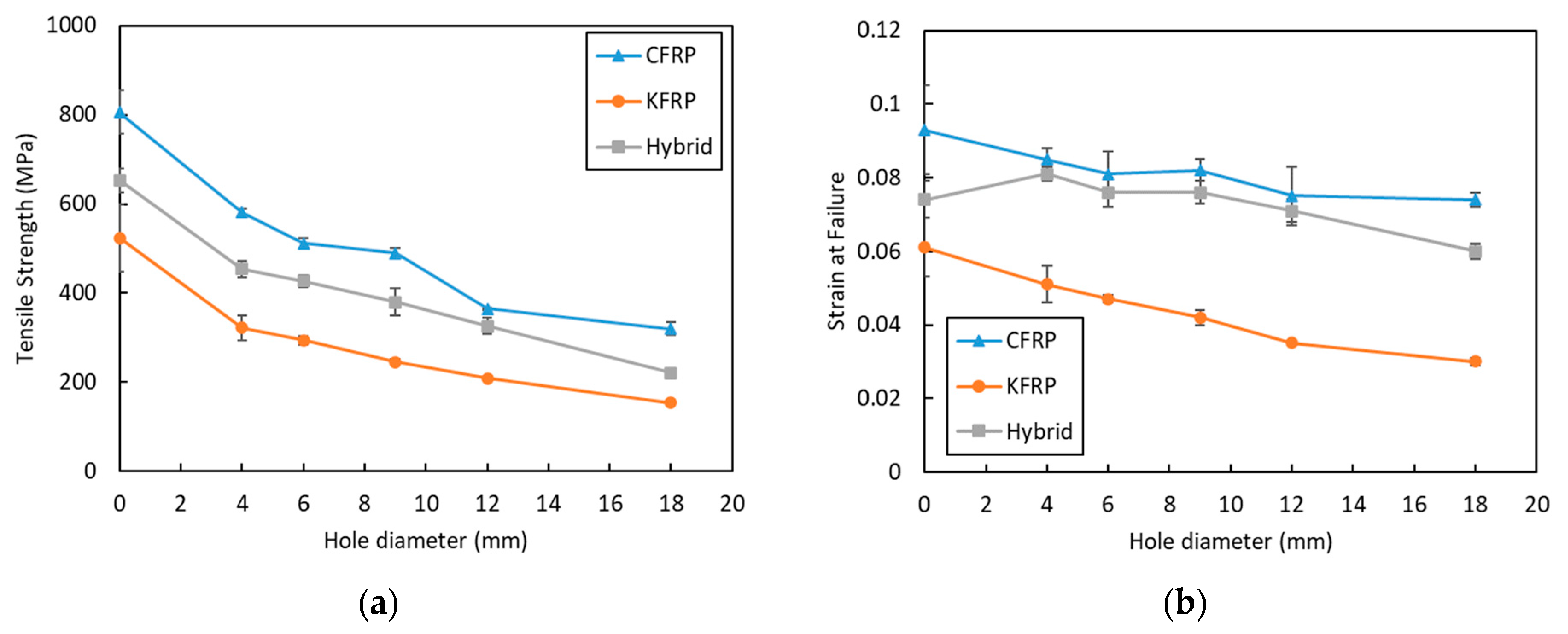
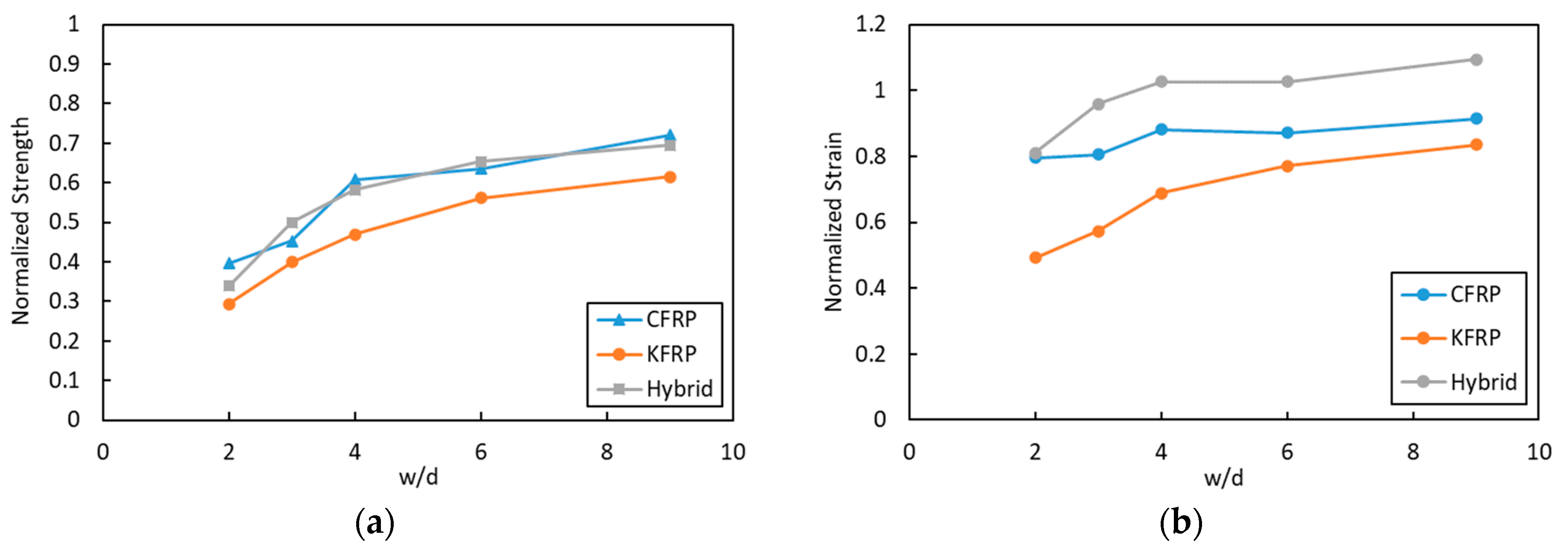
4.2. Notch Sensitivity
5. Conclusions
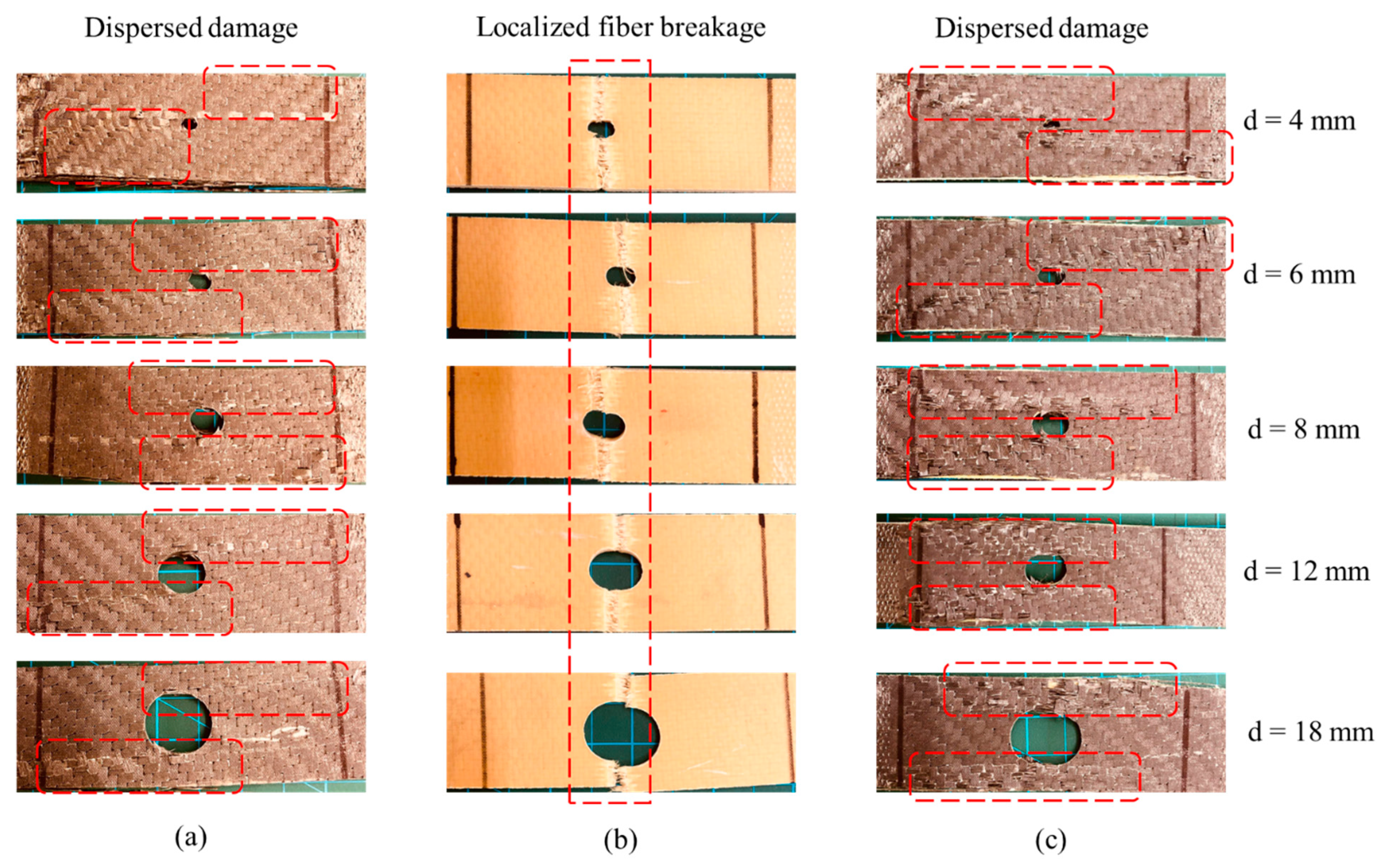
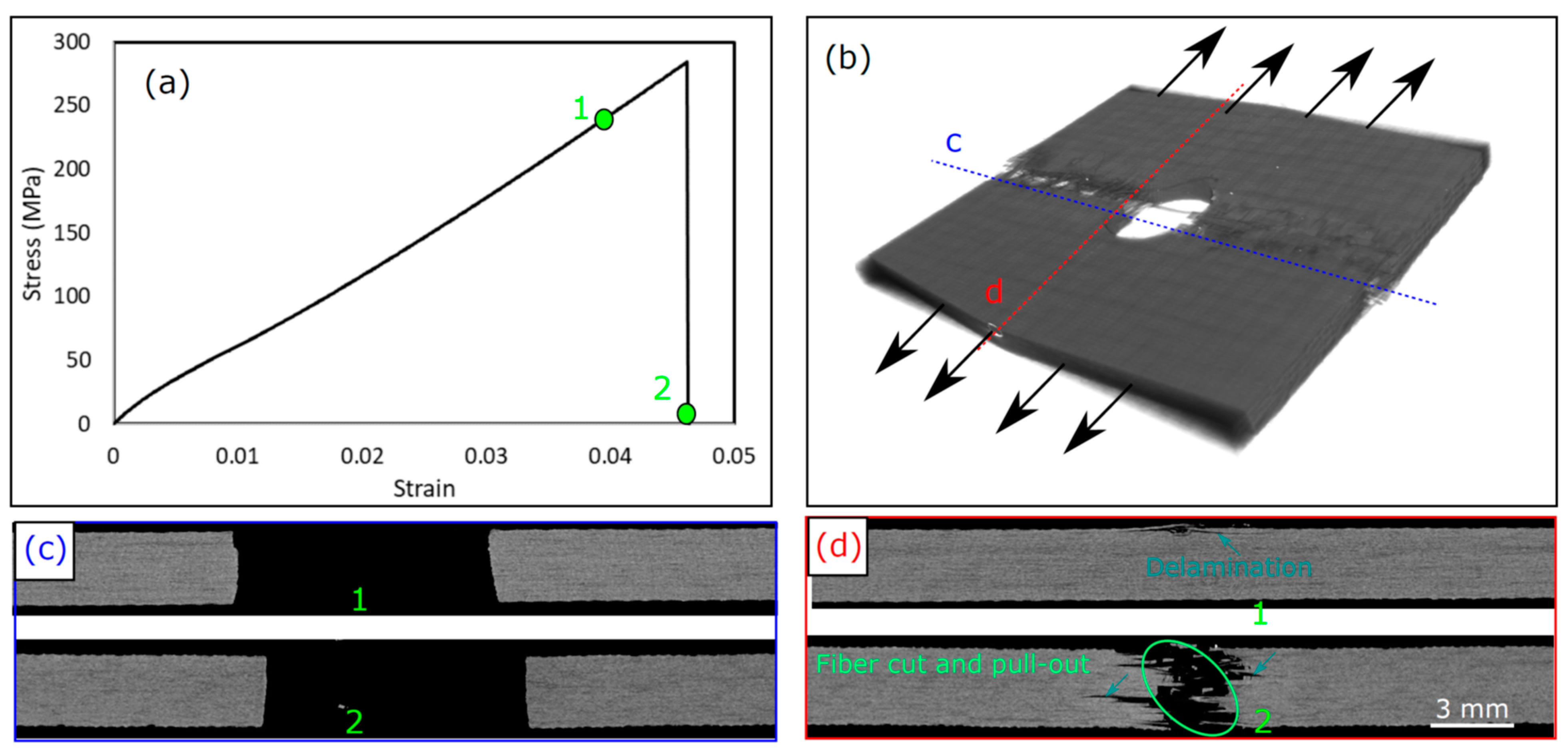
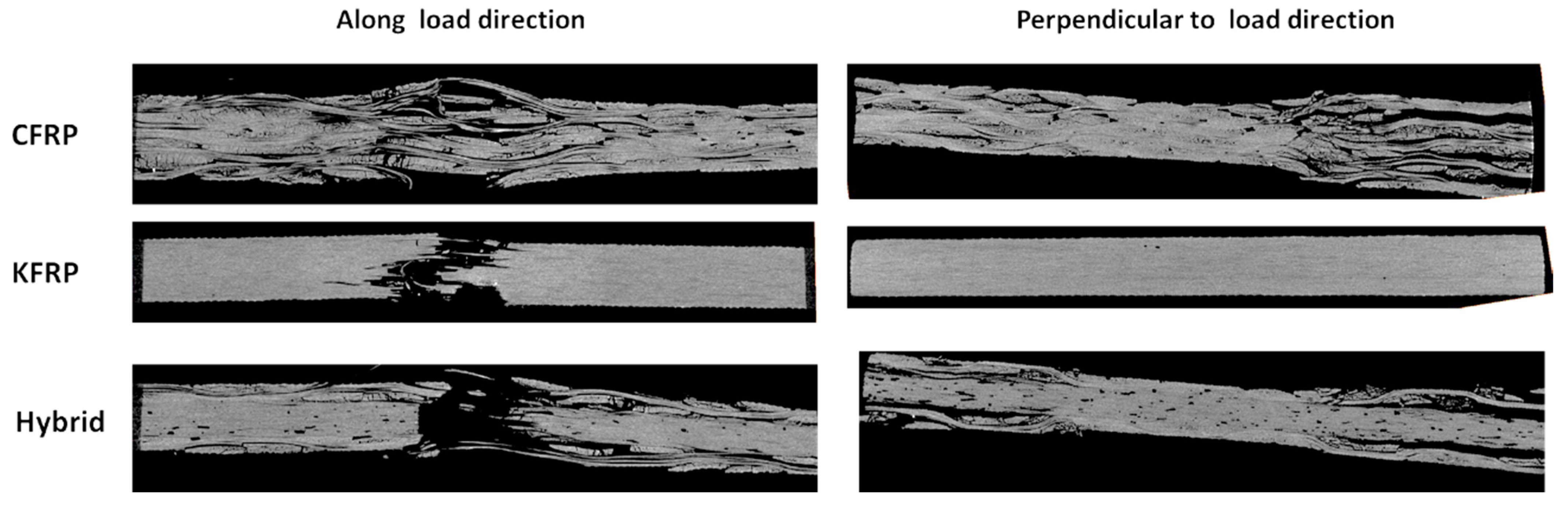
- The progressive damage mode occurred for CFRP and the hybrid laminate under the OHT test, while KFRP showed a brittle damage mode.
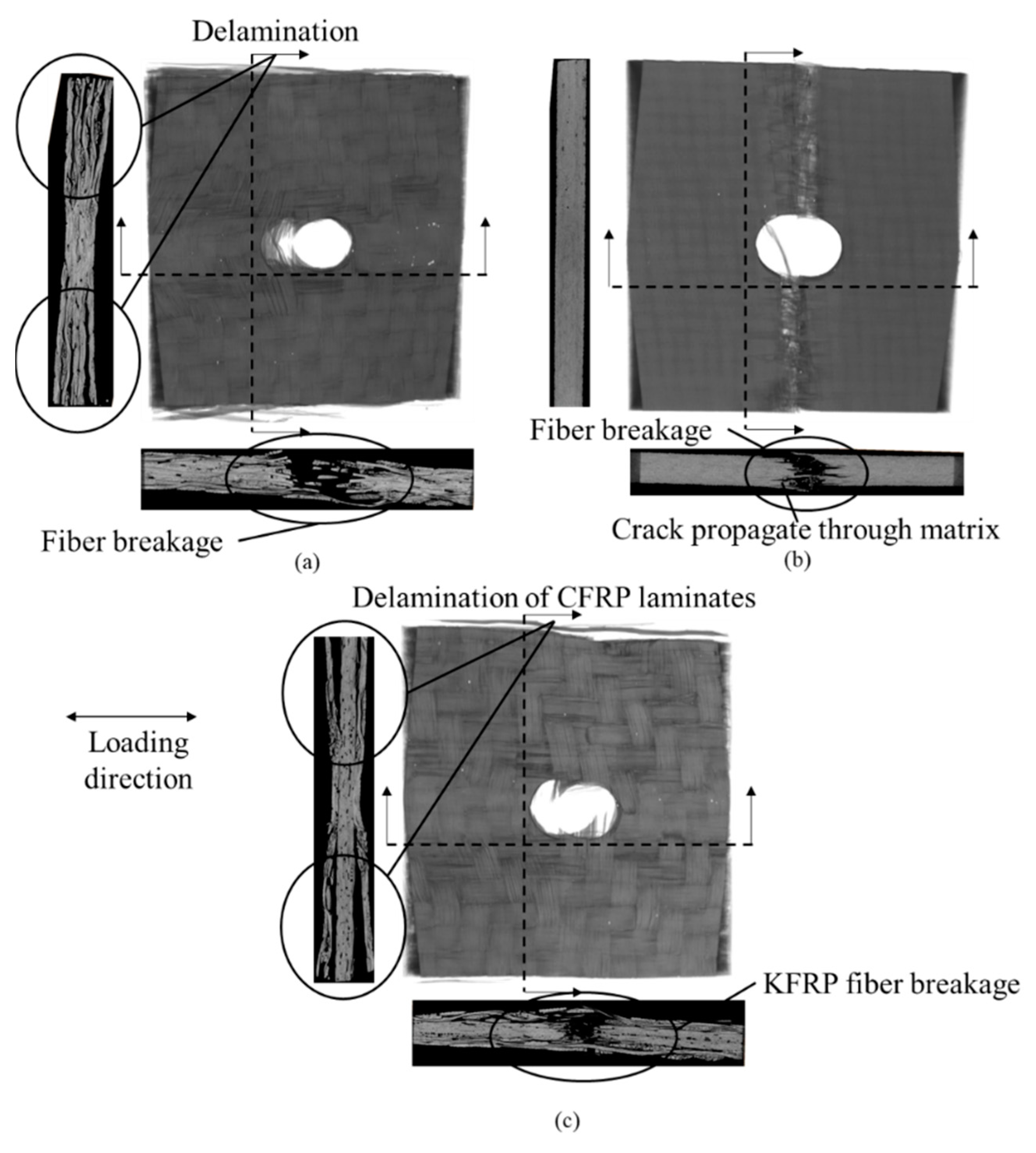
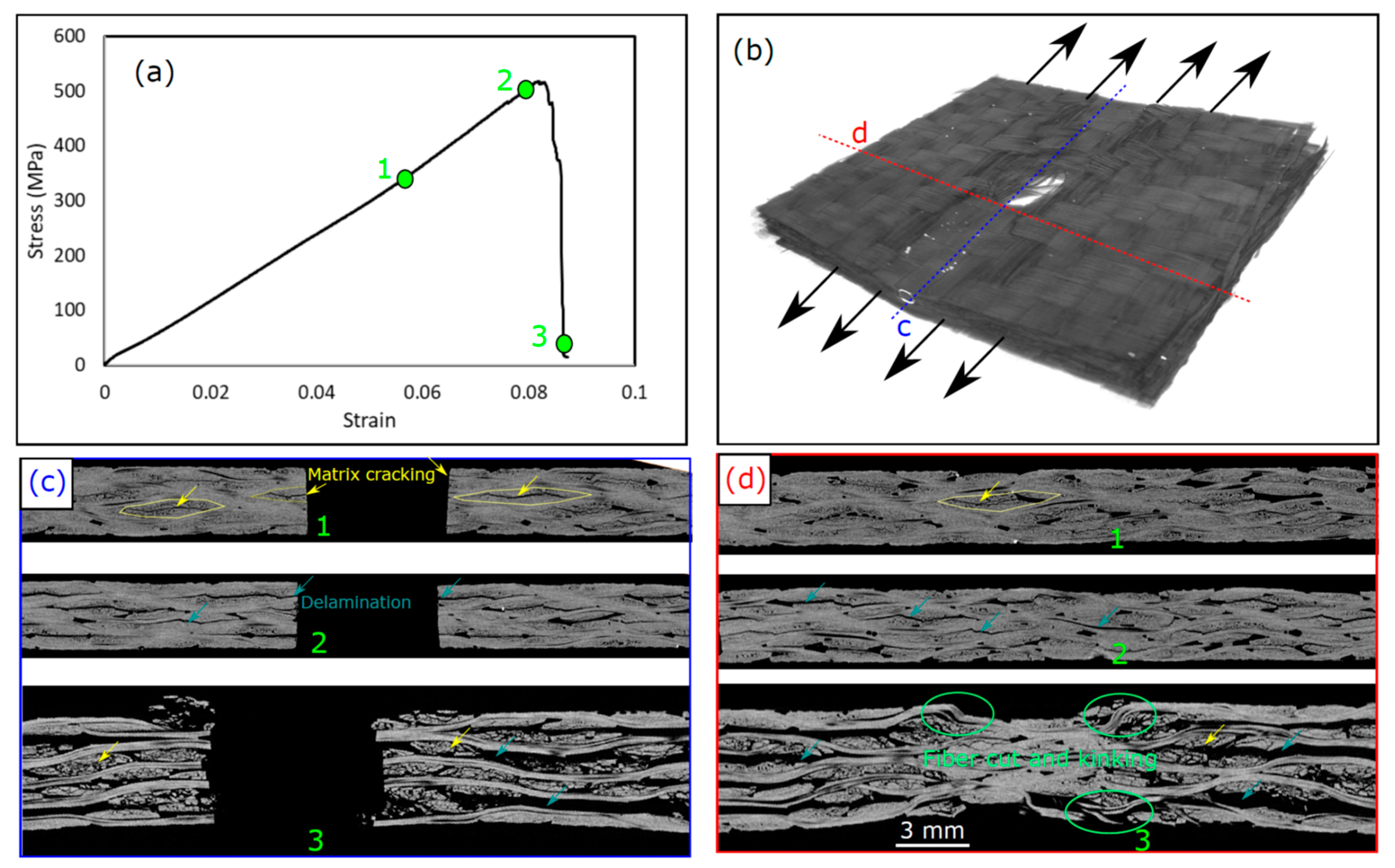
- For CFRP, the damage was initiated as matrix cracks around the hole due to the interlaminar shear stresses at the hole edges, followed by delaminations at the same position. Then, fiber breakage occurred progressively after the saturation of the laminate with delaminations. For the hybrid laminate, the damage was initiated as delaminations at the CFRP/Kevlar interface that propagated by increasing the applied strain. Then, the Kevlar core fiber cut was initiated and propagated, causing a partial loss of laminate strength. Finally, CFRP face sheet fiber breakage and matrix cracking occurred, causing the final failure of the samples.
- The hybrid laminate showed better notch sensitivity than the CFRP and KFRP laminates due to the progressive damage mode, where the reduction in the strength of the hybrid laminate by increasing the hole size was the lowest.
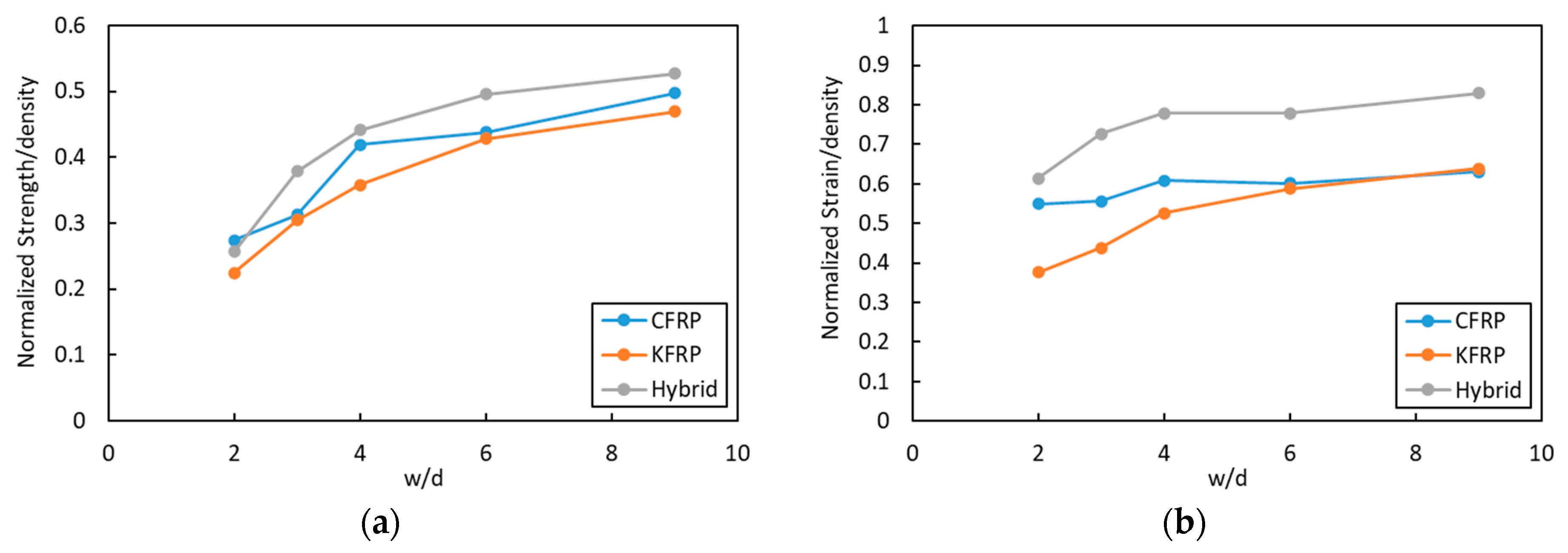
- The hybrid laminate showed 7 and 9% higher specific strength compared to the CFRP and KFRP laminates. At the same time, it showed a 20% and 18% higher specific failure strain compared to the CFRP and KFRP laminates.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Harris, C.E.; Morris, D.H. Fracture of Thick Laminated Composites. Exp. Mech. 1986, 26, 34–41. [Google Scholar] [CrossRef]
- Xian, G.; Guo, R.; Li, C.; Hong, B. Mechanical properties of carbon/glass fiber reinforced polymer plates with sandwich structure exposed to freezing-thawing environment: Effects of water immersion, bending loading and fiber hybrid mode. Mech. Adv. Mater. Struct. 2023, 30, 814–834. [Google Scholar] [CrossRef]
- Pan, Y.; Yan, D. Study on the durability of GFRP bars and carbon/glass hybrid fiber reinforced polymer (HFRP) bars aged in alkaline solution. Compos. Struct. 2021, 261, 113285. [Google Scholar] [CrossRef]
- Guo, R.; Li, C.; Xian, G. Water absorption and long-term thermal and mechanical properties of carbon/glass hybrid rod for bridge cable. Eng. Struct. 2023, 274, 115176. [Google Scholar] [CrossRef]
- Huang, C.; Ju, S.; He, M.; Zheng, Q.; He, Y.; Xiao, J.; Zhang, J.; Jiang, D. Identification of Failure Modes of Composite Thin-Ply Laminates Containing Circular Hole under Tension by Acoustic Emission Signals. Compos. Struct. 2018, 206, 70–79. [Google Scholar] [CrossRef]
- Zheng, K.; Hu, H.; Cao, D.; Zhong, Y.; Li, S. Experimental and numerical studies on the tensile behaviors of thin-ply and thick-ply open-hole laminates. Thin Walled Struct. 2023, 186, 110649. [Google Scholar] [CrossRef]
- Khashaba, U.A.; Sebaey, T.A.; Alnefaie, K.A. Failure and Reliability Analysis of Pinned-Joints Composite Laminates: Effects of Stacking Sequences. Compos. B Eng. 2013, 45, 1694–1703. [Google Scholar] [CrossRef]
- Nguyen-Hoang, M.; Becker, W. Open Holes in Composite Laminates with Finite Dimensions: Structural Assessment by Analytical Methods. Arch. Appl. Mech. 2022, 92, 1101–1125. [Google Scholar] [CrossRef]
- Feistle, M.; Pätzold, I.; Golle, R.; Volk, W. Open Hole Tensile Tests for the Determination of the Edge-Crack Sensitivity of Sheared Holes Dependent on Specimen Geometry, Cutting Parameters, and the Notch Factor. Procedia Manuf. 2019, 29, 412–419. [Google Scholar] [CrossRef]
- Zhang, D.; Zheng, X.; Wu, T. Damage Characteristics of Open-Hole Laminated Composites Subjected to Longitudinal Loads. Compos. Struct. 2019, 230, 111474. [Google Scholar] [CrossRef]
- Guo, Q.; Zhang, Y.; Li, D.; Lv, Q.; Sun, X.; Ma, M.; Chen, L. Experimental and numerical investigation of open-hole tensile properties and damage mechanisms of 3D woven composites under weft-loading. Thin Walled Struct. 2021, 161, 107455. [Google Scholar] [CrossRef]
- Sivakumar, D.; Ng, L.F.; Zalani, N.F.M.; Selamat, M.Z.; Ab Ghani, A.F.; Fadzullah, S.H.S.M. Influence of kenaf fabric on the tensile performance of environmentally sustainable fibre metal laminates. Alex. Eng. J. 2018, 57, 4003–4008. [Google Scholar] [CrossRef]
- Zappalorto, M.; Ricotta, M. Understanding the Effect of Notches in Orthotropic Solids Subjected to Static Loads. Theor. Appl. Fract. Mech. 2021, 116, 103110. [Google Scholar] [CrossRef]
- Green, B.G.; Wisnom, M.R.; Hallett, S.R. An Experimental Investigation into the Tensile Strength Scaling of Notched Composites. Compos. Part A Appl. Sci. Manuf. 2007, 38, 867–878. [Google Scholar] [CrossRef]
- Wisnom, M.R.; Hallett, S.R. The Role of Delamination in Strength, Failure Mechanism and Hole Size Effect in Open Hole Tensile Tests on Quasi-Isotropic Laminates. Compos. Part A Appl. Sci. Manuf. 2009, 40, 335–342. [Google Scholar] [CrossRef]
- Aoki, R.; Higuchi, R.; Yokozeki, T.; Aoki, K.; Uchiyama, S.; Ogasawara, T. Effects of Ply Thickness and 0°-Layer Ratio on Failure Mechanism of Open-Hole and Filled-Hole Tensile Tests of Thin-Ply Composite Laminates. Compos. Struct. 2022, 280, 114926. [Google Scholar] [CrossRef]
- Wysmulski, P. Load Eccentricity of Compressed Composite Z-Columns in Non-Linear State. Materials 2022, 15, 7631. [Google Scholar] [CrossRef]
- Wysmulski, P. Non-linear analysis of the postbuckling behaviour of eccentrically compressed composite channel-section columns. Compos. Struct. 2023, 305, 116446. [Google Scholar] [CrossRef]
- Salleh, Z.; Berhan, M.N.; Hyie, K.M.; Taib, Y.M.; Kalam, A.; Roselina, N.R.N. Open Hole Tensile Properties of Kenaf Composite and Kenaf/Fibreglass Hybrid Composite Laminates. Procedia Eng. 2013, 68, 399–404. [Google Scholar] [CrossRef]
- Shaari, N.; Jumahat, A.; Abdullah, S.A.; Hadderi, A.Z. Effect of Hybridization on Open-Hole Tension Properties of Woven Kevlar/Glass Fiber Hybrid Composite Laminates. J. Teknol. 2015, 76, 91–96. [Google Scholar] [CrossRef]
- Shaari, N.; Jumahat, A. Hole Size Effects on the Open Hole Tensile Properties of Woven Kevlar-Glass Fibre Hybrid Composite Laminates. Pertanika J. Sci. Technol. 2017, 25, 309–318. [Google Scholar]
- De Medeiros, R.J.; da Nóbrega, S.H.S.; de Aquino, E.M.F. Failure Theories on Carbon/Kevlar Hybrid Fabric Based Composite Laminate: Notch and Anisotropy Effects. Mater. Res. 2019, 22, 20180099. [Google Scholar] [CrossRef]
- Shaari, N.; Abdul Wahab, M.F.; Shaari, N.S.; Jumahat, A. Unhole and Open Hole Tensile Properties of Hybrid Kevlar/Glass Fiber Polymer Composites with Different Stacking Sequence. Mater. Today Proc. 2021, 46, 1595–1599. [Google Scholar] [CrossRef]
- Kowsari, E.; Haddadi-Asl, V.; Ajdari, F.B.; Hemmat, J. Aramid Fibers Composites to Innovative Sustainable Materials for Biomedical Applications. Mater. Biomed. Eng. Biopolym. Fibers 2019, 173–204. [Google Scholar] [CrossRef]
- Manocha, L.M. Carbon Fibers. Encycl. Mater. Sci. Technol. 2001, 906–916. [Google Scholar] [CrossRef]
- Sebaey, T.A.; Wagih, A. Flexural Properties of Notched Carbon–Aramid Hybrid Composite Laminates. J. Compos. Mater. 2019, 53, 4137–4148. [Google Scholar] [CrossRef]
- Wagih, A.; Sebaey, T.A.; Yudhanto, A.; Lubineau, G. Post-Impact Flexural Behavior of Carbon-Aramid/Epoxy Hybrid Composites. Compos. Struct. 2020, 239, 112022. [Google Scholar] [CrossRef]
- Monjon, A.; Santos, P.; Valvez, S.; Reis, P.N.B. Hybridization Effects on Bending and Interlaminar Shear Strength of Composite Laminates. Materials 2022, 15, 1302. [Google Scholar] [CrossRef]
- Alsaadi, M.; Erkliğ, A.; Alrawi, H. Effect of S-Glass Fabric on the Mechanical Characteristics of a Hybrid Carbon/Aramid Fabric Reinforced Epoxy Composites. Mater. Res. Express 2017, 4, 055304. [Google Scholar] [CrossRef]
- Guled, F.D.; Chittappa, H.C. Influence of Interply Arrangement on Inter-Laminar Shear Strength of Carbon-Kevlar/Epoxy Hybrid Composites. AIP Conf. Proc. 2019, 2057, 020045. [Google Scholar] [CrossRef]
- Basha, M.; Wagih, A.; Melaibari, A.; Lubineau, G.; Eltaher, M.A. On the Impact Damage Resistance and Tolerance Improvement of Hybrid CFRP/Kevlar Sandwich Composites. Microporous Mesoporous Mater. 2022, 333, 111732. [Google Scholar] [CrossRef]
- Basha, M.; Wagih, A.; Melaibari, A.; Lubineau, G.; Abdraboh, A.M.; Eltaher, M.A. Impact and Post-Impact Response of Lightweight CFRP/Wood Sandwich Composites. Compos. Struct. 2022, 279, 114766. [Google Scholar] [CrossRef]
- ASTM Standard D3039/D3039M; Standard Test Method for Tensile Properties of Polymer Matrix Composite Materials. ASTM International: West Conshohocken, PA, USA, 2000. [CrossRef]
- ASTM Standard D5766/D5766M; Standard Test Method for Open-Hole Tensile Strength of Polymer Matrix Composite Laminates. ASTM International: West Conshohocken, PA, USA, 2018. [CrossRef]
- Katerelos, D.T.G. Investigation of the Free Edge Interlaminar Stresses Dependence on the Ply Thickness and Orientation. Adv. Compos. Lett. 2006, 15, 096369350601500102. [Google Scholar] [CrossRef]
- Hu, F.Z.; Soutis, C.; Edge, E.C. Interlaminar Stresses in Composite Laminates with a Circular Hole. Compos. Struct. 1997, 37, 223–232. [Google Scholar] [CrossRef]
- Chuaqui, T.R.C.; Nielsen, M.W.D.; Colton, J.; Butler, R.; Rhead, A.T. Effects of Ply Angle and Blocking on Open-Hole Tensile Strength of Composite Laminates: A Design and Certification Perspective. Compos. B Eng. 2021, 207, 108582. [Google Scholar] [CrossRef]
- O’Higgins, R.M.; McCarthy, M.A.; McCarthy, C.T. Comparison of Open Hole Tension Characteristics of High Strength Glass and Carbon Fibre-Reinforced Composite Materials. Compos. Sci. Technol. 2008, 68, 2770–2778. [Google Scholar] [CrossRef]
- Moure, M.M.; Otero, F.; García-Castillo, S.K.; Sánchez-Sáez, S.; Barbero, E.; Barbero, E.J. Damage Evolution in Open-Hole Laminated Composite Plates Subjected to in-Plane Loads. Compos. Struct. 2015, 133, 1048–1057. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Carbon Fiber | Kevlar Fiber | Epoxy Matrix | |
|---|---|---|---|
| Tensile strength (MPa) | 3500 | 2920 | 66 |
| Tensile modulus (GPa) | 230 | 70.5 | 3.7 |
| Hole Diameter (mm) | Apparent Modulus (MPa) | Strain at Failure | Tensile Strength (MPa) | ||||||
|---|---|---|---|---|---|---|---|---|---|
| CFRP | KFRP | Hybrid | CFRP | KFRP | Hybrid | CFRP | KFRP | Hybrid | |
| 0 | 9482 ± 220 | 8733 ± 399 | 8786 ± 369 | 0.093 ± 0.012 | 0.061 ± 0.008 | 0.074 ± 0.005 | 806 ± 48 | 524 ± 76 | 653 ± 27 |
| 4 | 6426 ± 139 | 6183 ± 109 | 5872 ± 171 | 0.085 ± 0.003 | 0.051 ± 0.005 | 0.081 ± 0.002 | 581 ± 8 | 322 ± 28 | 454 ± 19 |
| 6 | 6458 ± 093 | 6122 ± 215 | 5712 ± 489 | 0.081 ± 0.006 | 0.047 ± 0.001 | 0.076 ± 0.004 | 512 ± 11 | 294 ± 9 | 427 ± 14 |
| 9 | 6030 ± 347 | 6112 ± 302 | 5693 ± 162 | 0.082 ± 0.003 | 0.042 ± 0.002 | 0.076 ± 0.003 | 490 ± 12 | 246 ± 6 | 380 ± 31 |
| 12 | 5748 ± 562 | 5851 ± 334 | 5359 ± 078 | 0.075 ± 0.008 | 0.035 ± 0 | 0.071 ± 0.003 | 365 ± 2 | 209 ± 4 | 326 ± 18 |
| 18 | 5372 ± 011 | 5284 ± 331 | 5149 ± 392 | 0.074 ± 0.002 | 0.03 ± 0.001 | 0.06 ± 0.002 | 320 ± 14 | 154 ± 4 | 221 ± 9 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Khan, M.K.A.; Junaedi, H.; Alshahrani, H.; Wagih, A.; Lubineau, G.; Sebaey, T.A. Enhanced Open-Hole Strength and Toughness of Sandwich Carbon-Kevlar Woven Composite Laminates. Polymers 2023, 15, 2276. https://doi.org/10.3390/polym15102276
Khan MKA, Junaedi H, Alshahrani H, Wagih A, Lubineau G, Sebaey TA. Enhanced Open-Hole Strength and Toughness of Sandwich Carbon-Kevlar Woven Composite Laminates. Polymers. 2023; 15(10):2276. https://doi.org/10.3390/polym15102276
Chicago/Turabian StyleKhan, Mohammad K. A., Harri Junaedi, Hassan Alshahrani, Ahmed Wagih, Gilles Lubineau, and Tamer A. Sebaey. 2023. "Enhanced Open-Hole Strength and Toughness of Sandwich Carbon-Kevlar Woven Composite Laminates" Polymers 15, no. 10: 2276. https://doi.org/10.3390/polym15102276