
Lightweight and High Impact Toughness PP/PET/POE Composite Foams Fabricated by In Situ Nanofibrillation and Microcellular Injection Molding
 ,
,
Abstract
:
1. Introduction
2. Experimental
2.1. Materials
2.2. Preparation of Nanofibrillar PP based Composites and Foams
2.3. Characterization
2.3.1. INF Composites and Foams Morphology Characterization
2.3.2. Rheology Characterization
2.3.3. Isothermal Crystallization Characterization
2.3.4. Mechanical Characterization
3. Results and Discussion
3.1. Composite Morphology
3.2. Rheological Behavior
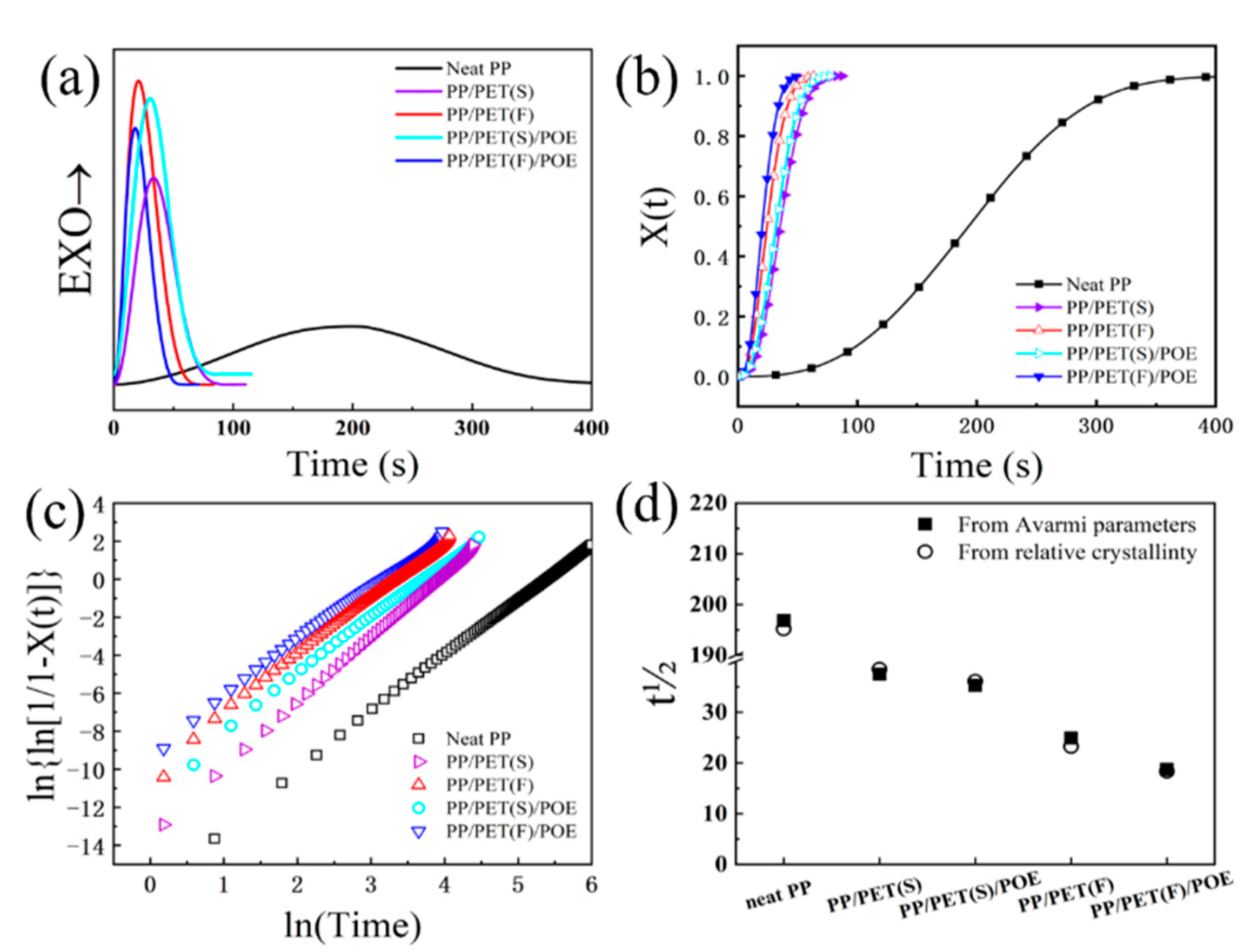
3.3. Crystallization Behavior
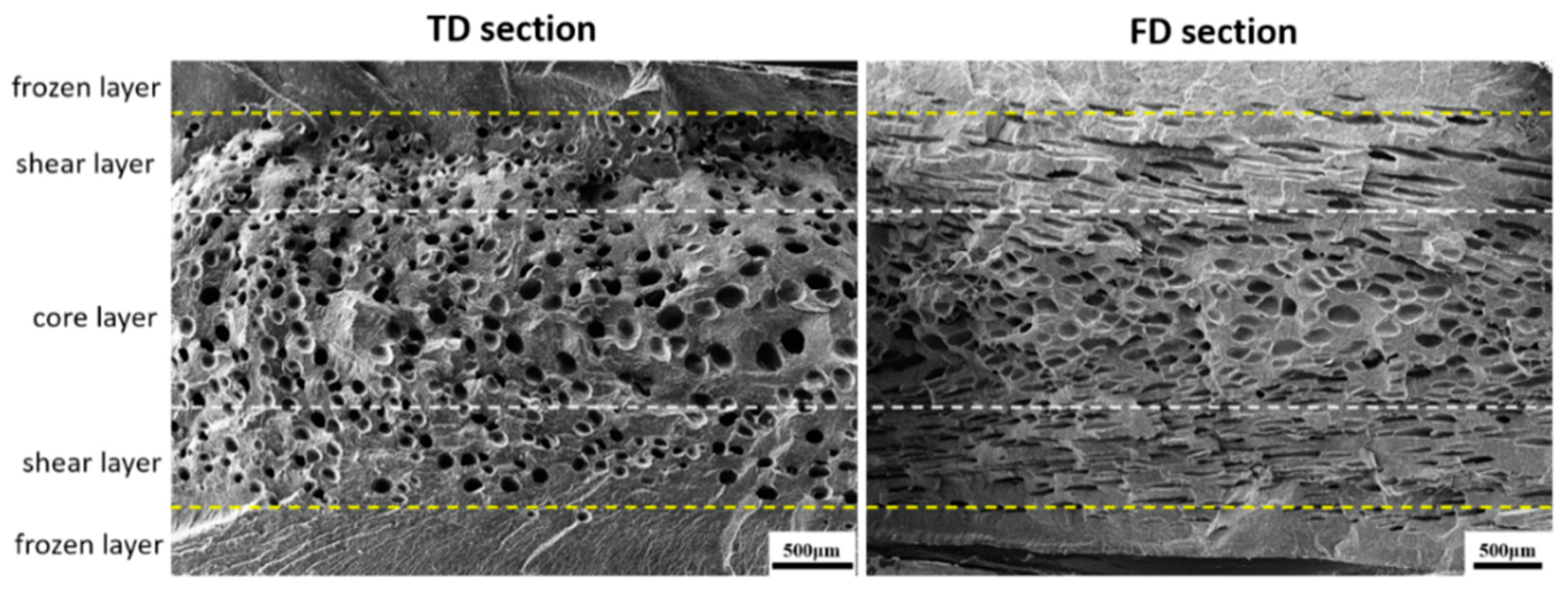
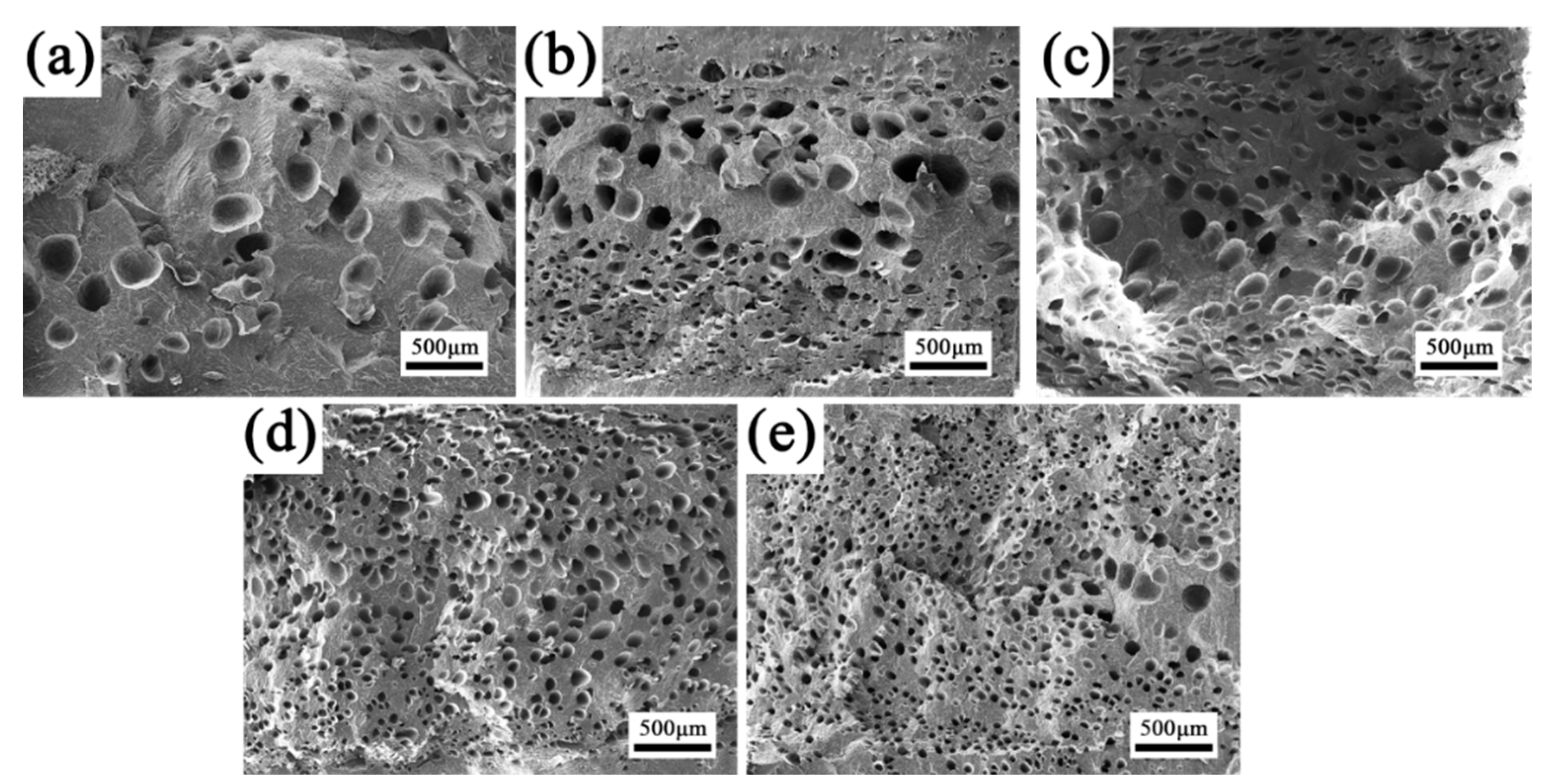
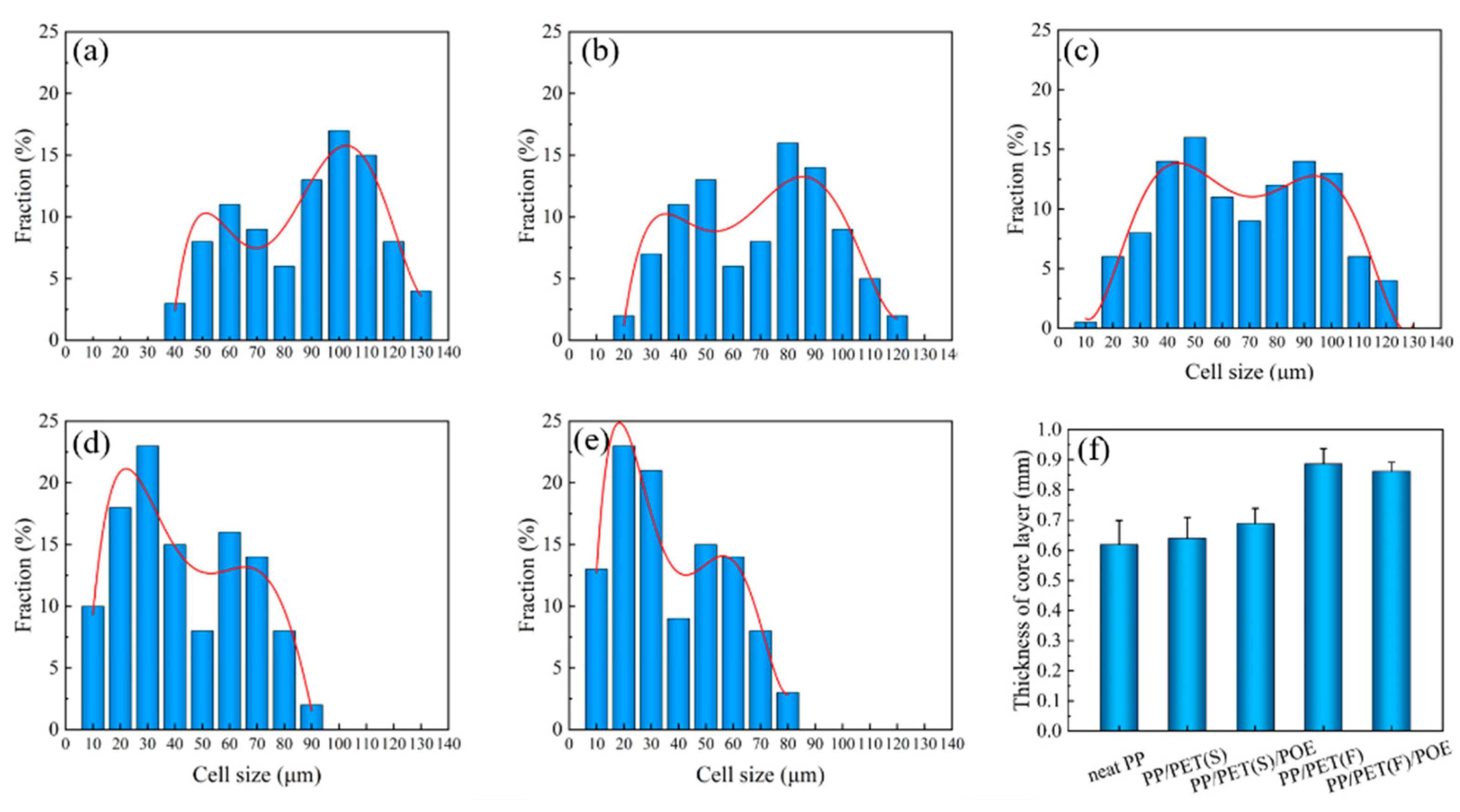
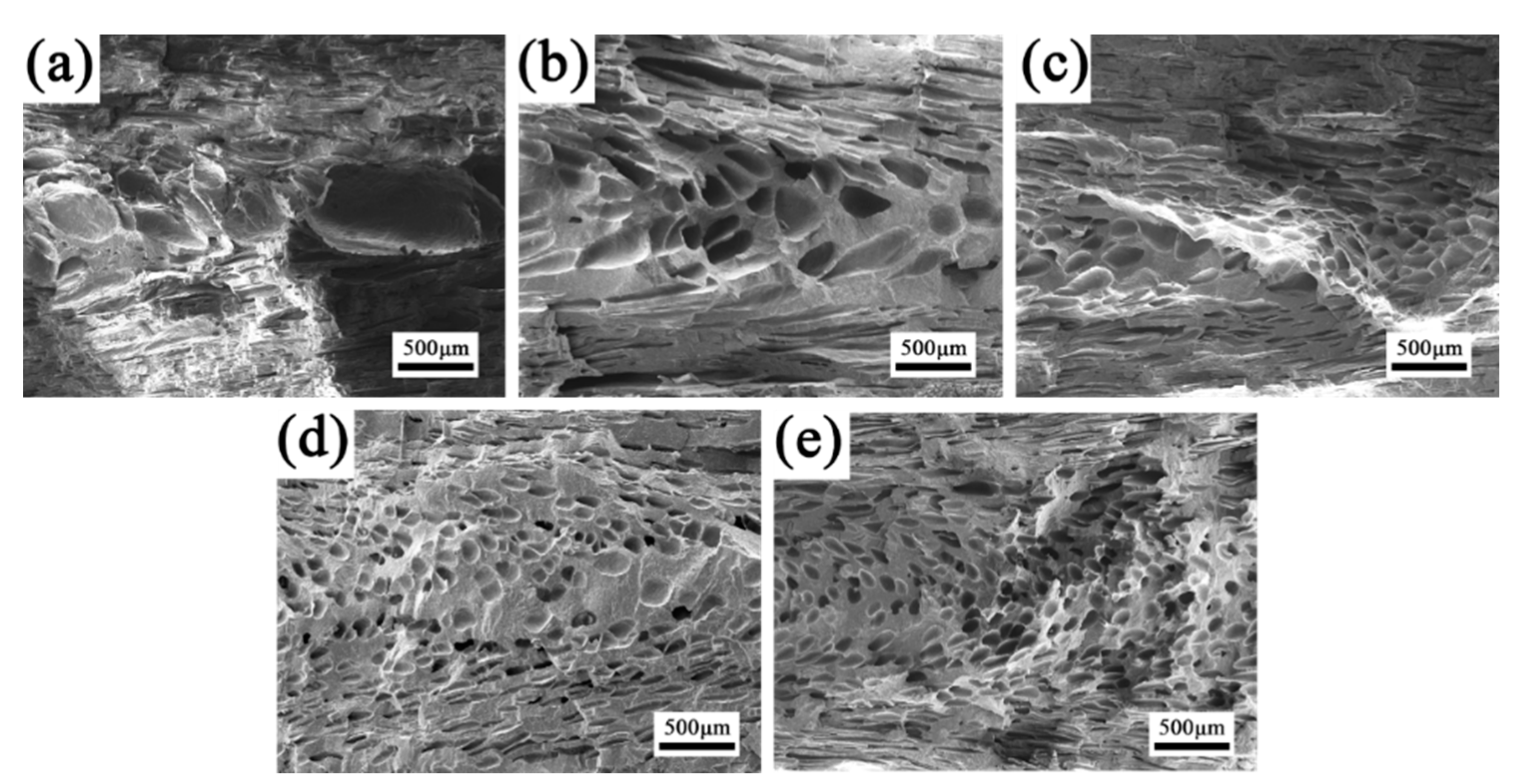
3.4. Cellular Morphology
3.4.1. Cellular Structures along TD
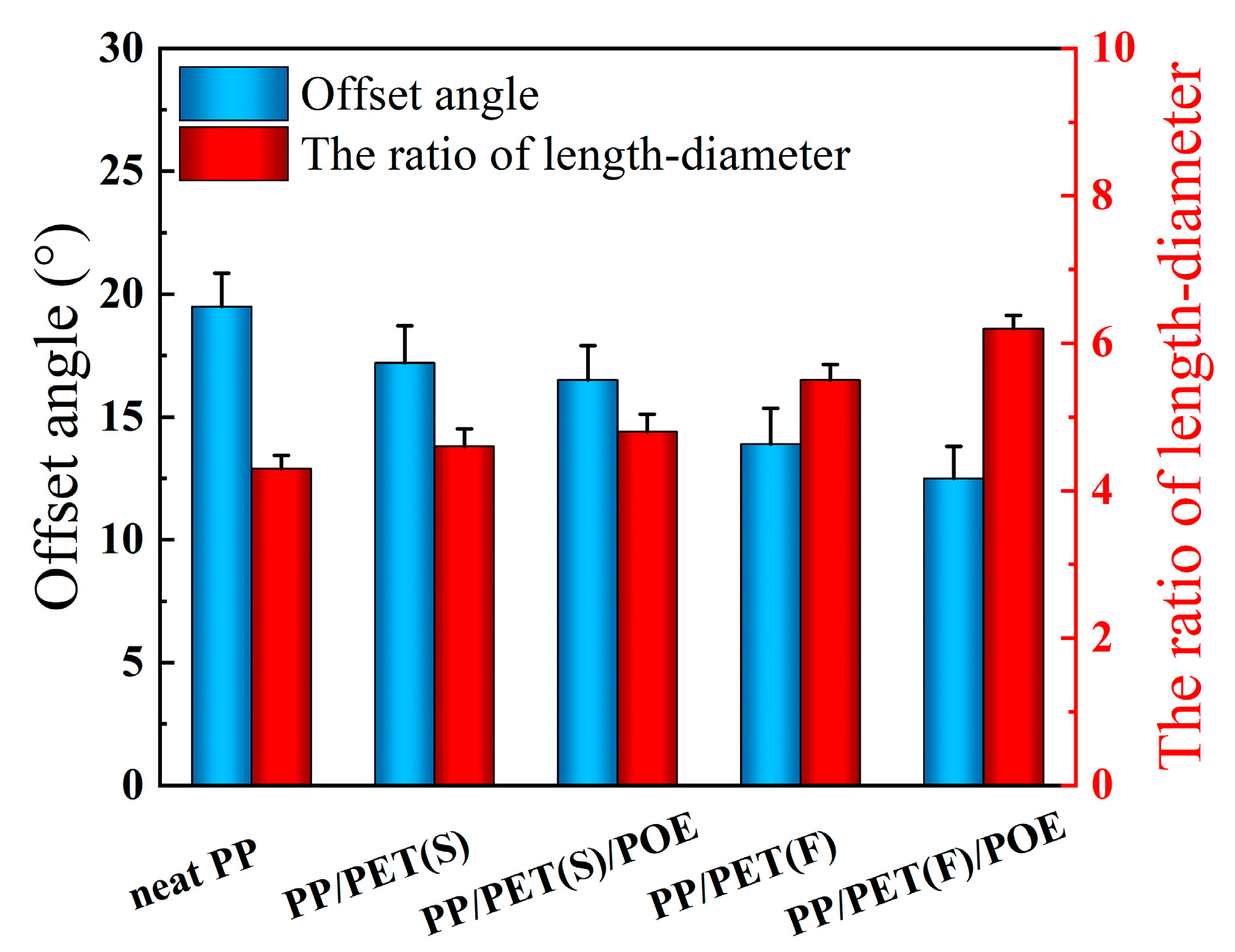
3.4.2. Cellular Structure along FD
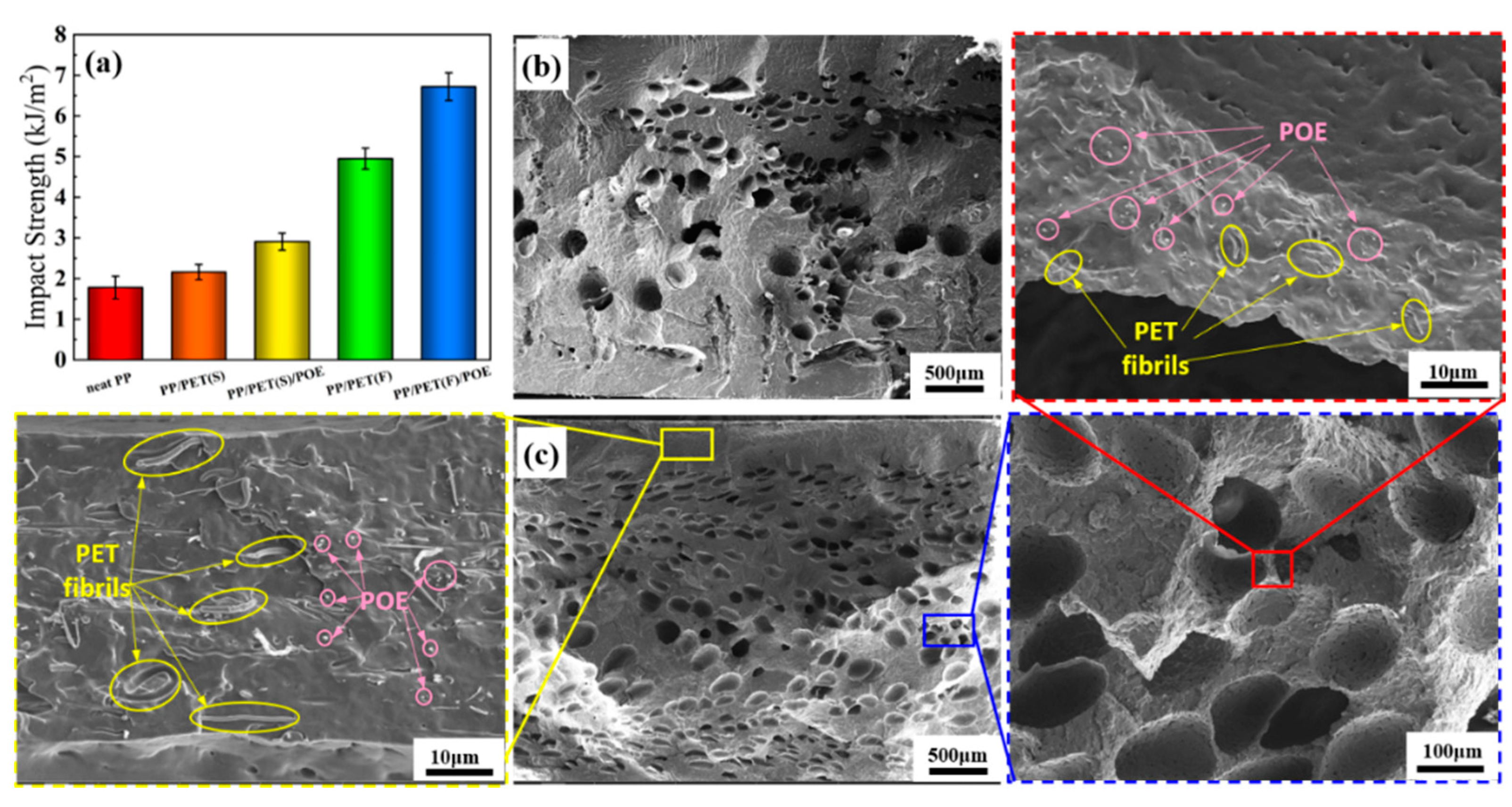
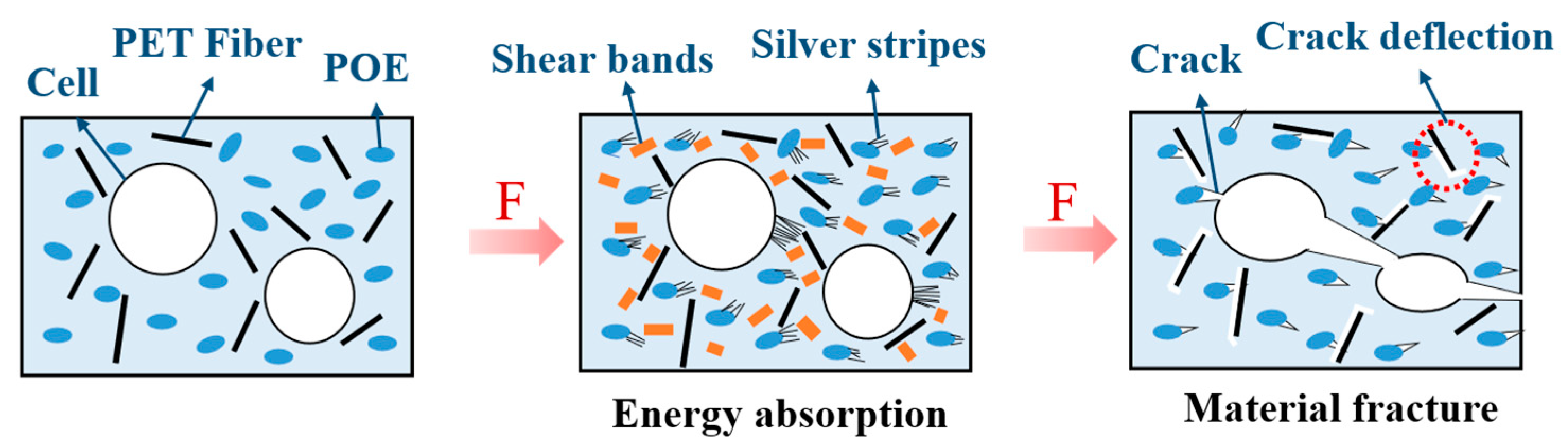
3.5. Impact Properties
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Penumakala, P.K.; Santo, J.; Thomas, A. A critical review on the fused deposition modeling of thermoplastic polymer composites. Compos. Part B-Eng. 2020, 201, 108336. [Google Scholar] [CrossRef]
- Tadele, D.; Roy, P.; Defersha, F.; Misra, M.; Mohanty, A.K. A comparative life-cycle assessment of talc- and biochar-reinforced composites for lightweight automotive parts. Clean. Technol. Environ. Policy 2020, 22, 639–649. [Google Scholar] [CrossRef]
- Hadiji, H.; Assarar, M.; Zouari, W.; Pierre, F.; Behlouli, K.; Zouari, B.; Ayad, R. Damping analysis of nonwoven natural fibre-reinforced polypropylene composites used in automotive interior parts. Polym. Test. 2020, 89, 106692. [Google Scholar] [CrossRef]
- Jin, F.L.; Zhao, M.; Park, M.; Park, S.J. Recent trends of foaming in polymer processing: A review. Polymers 2019, 11, 953. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Cao, Y.J.; Jiang, J.; Jiang, Y.F.; Li, Z.H.; Hou, J.H.; Li, Q. Biodegradable highly porous interconnected poly(epsilon-caprolactone)/poly(L-lactide-co-epsilon-caprolactone) scaffolds by supercritical foaming for small-diameter vascular tissue engineering. Polym. Adv. Technol. 2022, 33, 440–451. [Google Scholar] [CrossRef]
- Sauceau, M.; Fages, J.; Common, A.; Nikitine, C.; Rodier, E. New challenges in polymer foaming: A review of extrusion processes assisted by supercritical carbon dioxide. Prog. Polym. Sci. 2011, 36, 749–766. [Google Scholar] [CrossRef] [Green Version]
- Moradi, M.; Aminzadeh, A.; Rahmatabadi, D.; Hakimi, A. Experimental investigation on mechanical characterization of 3D printed PLA produced by fused deposition modeling (FDM). Mater. Res. Express 2021, 8, 035304. [Google Scholar] [CrossRef]
- Rahmatabadi, D.; Aberoumand, M.; Soltanmohammadi, K.; Soleyman, E.; Ghasemi, I.; Baniassadi, M.; Abrinia, K.; Zolfagharian, A.; Bodaghi, M.; Baghani, M. A New Strategy for Achieving Shape Memory Effects in 4D Printed Two-Layer Composite Structures. Polymers 2022, 14, 5446. [Google Scholar] [CrossRef]
- Buj-Corral, I.; Bagheri, A.; Petit-Rojo, O. 3D Printing of Porous Scaffolds with Controlled Porosity and Pore Size Values. Polymers 2018, 11, 1532. [Google Scholar] [CrossRef]
- Jiang, J.; Li, Z.H.; Yang, H.G.; Wang, X.F.; Li, Q.; Turng, L.S. Microcellular injection molding of polymers: A review of process know-how, emerging technologies, and future directions. Curr. Opin. Chem. Eng. 2021, 33, 100694. [Google Scholar] [CrossRef]
- Wu, M.H.; Wang, C.C.; Chen, C.Y.J.P. Preparation of high melt strength polypropylene by addition of an ionically modified polypropylene. J. Mater. Sci. 2020, 202, 122743. [Google Scholar] [CrossRef]
- Chen, S.C.; Jien, M.Y.; Hsu, C.C.; Hwang, S.S.; Feng., C.T. Processing Effects on the Through-Plane Electrical Conductivities and Tensile Strengths of Microcellular-Injection-Molded Polypropylene Composites with Carbon Fibers. Polymers 2022, 14, 3251. [Google Scholar] [CrossRef] [PubMed]
- Dugad, R.; Radhakrishna, G.; Gandhi, A. Recent advancements in manufacturing technologies of microcellular polymers: A review. J. Polym. Res. 2020, 27, 182. [Google Scholar] [CrossRef]
- Wang, J.C.; Wang, G.L.; Zhao, J.C.; Zhang, A.; Dong, G.W.; Wang, X.B.; Zhao, G.Q.; Park, C.B. Research on cellular morphology and mechanical properties of microcellular injection–molded bcpp and its blends. Int. J. Adv. Manuf. Tech. 2021, 116, 2223–2241. [Google Scholar] [CrossRef]
- Yang, H.G.; Román, A.J.; Chang, T.C.; Yu, C.L.; Jiang, J.; Shotwell, D.; Chen, E.W.; Osswald, T.A.; Turng, L.S. Cell morphologies, mechanical properties, and fiber orientation of glass fiber-reinforced polyamide composites: Influence of subcritical gas-laden pellet injection molding foaming technology. Phys. Fluids 2022, 34, 013101. [Google Scholar] [CrossRef]
- Kuzmanović, M.; Delva, L.; Cardon, L.; Ragaert, K. Relationship between the processing, structure, and properties of microfibrillar composites. Adv. Mater. 2020, 32, 2003938. [Google Scholar] [CrossRef] [PubMed]
- Evstatiev, M.; Fakirov, S. Microfibrillar reinforcement of polymer blends. Polymer 1992, 33, 877–880. [Google Scholar] [CrossRef]
- Rizvi, A.; Andalib, Z.K.M.; Park, C.B. Fiber-spun polypropylene/polyethylene terephthalate microfibrillar composites with enhanced tensile and rheological properties and foaming ability. Polymer 2017, 110, 139–148. [Google Scholar] [CrossRef]
- Rizvi, A.; Park, C.B. Dispersed polypropylene fibrils improve the foaming ability of a polyethylene matrix. Polymer 2014, 55, 4199–4205. [Google Scholar] [CrossRef]
- Qiao, Y.; Li, Q.; Jalali, A.; Yang, J.; Wang, X.; Zhao, N.; Jiang, Y.; Wang, S.; Hou, J.; Jiang, J. In-situ microfibrillated Poly(ε-caprolactone)/ Poly(lactic acid) composites with enhanced rheological properties, crystallization kinetics and foaming ability. Compos. Part B-Eng. 2021, 208, 108594. [Google Scholar] [CrossRef]
- Wang, G.; Zhao, G.; Dong, G.; Mu, Y.; Park, C.B. Lightweight and strong microcellular injection molded PP/talc nanocomposite. Compos. Sci. Technol. 2018, 168, 38–46. [Google Scholar] [CrossRef]
- Wang, G.; Zhao, G.; Zhang, L.; Mu, Y.; Park, C.B. Lightweight and tough nanocellular PP/PTFE nanocomposite foams with defect-free surfaces obtained using in situ nanofibrillation and nanocellular injection molding. Chem. Eng. J. 2018, 350, 1–11. [Google Scholar] [CrossRef]
- Souza, A.D.; Caldeira, C.B. An investigation on recycled PET/PP and recycled PET/PP-EP compatibilized blends: Rheological, morphological, and mechanical properties. J. Appl. Polym. Sci. 2015, 132, 41892–41900. [Google Scholar] [CrossRef]
- Liang, J.Z.; Zhu, B.; Ma, W.Y. Morphology and mechanical properties of PP/POE/nano-CaCO3 composites. Polym. Compos. 2016, 37, 539–546. [Google Scholar] [CrossRef]
- Zhao, X.; Huang, Y.; Kong, M.; Yang, Q.; Li, G. Assessment of compatibilization efficiency of SEBS in the PP/PS blend. J. Appl. Polym. Sci. 2018, 135, 46244–46253. [Google Scholar] [CrossRef]
- Kuzmanovic, M.; Delva, L.; Mi, D.; Martins, C.I.; Cardon, L.; Ragaert, K. Development of Crystalline Morphology and Its Relationship with Mechanical Properties of PP/PET Microfibrillar Composites Containing POE and POE-g-MA. Polymers 2018, 10, 291. [Google Scholar] [CrossRef] [Green Version]
- Li, Z.M.; Yang, W.; Xie, B.H.; Yang, S.Y.; Yang, M.B.; Feng, J.M.; Rui, H.A. Effects of compatibilization on the essential work of fracture parameters of in situ microfiber reinforced poly(ethylene terephtahalate)/polyethylene blend. Mater. Res. Bull. 2003, 38, 1867–1878. [Google Scholar] [CrossRef]
- Wang, C.Z.; Wang, C.; Li, J. Strategy for the preparation of lightweight polypropylene/polyethylene-octene elastomer composite foams with different phase morphologies using supercritical carbon dioxide. J. Appl. Polym. Sci. 2019, 136, 41857. [Google Scholar] [CrossRef]
- Shang, M.Y.; Wu, Y.J.; Shentu, B.Q.; Weng, Z.X. Toughening of pbt by poe/poe-g-gma elastomer through regulating interfacial adhesion and toughening mechanism. Ind. Eng. Chem. Res. 2019, 58, 12650–12663. [Google Scholar] [CrossRef]
- Ding, Y.F.; Hassan, M.H.; Bakker, O.; Hinduja, S.; Bartolo, P. A Review on Microcellular Injection Moulding. Materials 2021, 14, 4209. [Google Scholar] [CrossRef]
- Yan, K.; Guo, W.; Mao, H.J.; Yang, Q.; Meng, Z.H. Investigation on Foamed PP/Nano-CaCO3 Composites in a Combined in-Mold Decoration and Microcellular Injection Molding Process. Polymers 2020, 12, 363. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Liu, G.; Qiu, G. Study on the mechanical and morphological properties of toughened polypropylene blends for automobile bumpers. Polym. Bull. 2013, 70, 849–857. [Google Scholar] [CrossRef] [Green Version]
- Li, W.J.; Schlarb, A.K.; Evstatiev, M. Study of PET/PP/TiO2 Microfibrillar-Structured Composites, Part 2: Morphology and Mechanical Properties. J. Appl. Polym. Sci. 2009, 113, 3300–3306. [Google Scholar] [CrossRef]
- Sun, J.W.; Jiang, J.; Zhao, N.; Wang, X.F.; Duan, T.S.; Li, Q. Research progress of in-situ fibrous composite foamed material. Acta Mater. Compos. Sin. 2022, 40, 1–15. [Google Scholar]
- Zhang, K.K.; Wang, Y.Q.; Jiang, J.; Wang, X.F.; Hou, J.H.; Sun, S.H.; Li, Q. Fabrication of highly interconnected porous poly (ε-caprolactone) scaffolds with supercritical CO2 foaming and polymer leaching. J. Mater. Sci. 2019, 54, 5112–5126. [Google Scholar] [CrossRef]
- Sun, S.H.; Li, Q.; Zhao, N.; Jiang, J.; Zhang, K.K.; Hou, J.H.; Wang, X.F.; Liu, G.J. Preparation of highly interconnected porous poly (ε-caprolactone)/poly (lactic acid) scaffolds via supercritical foaming. Polym. Adv. Technol. 2018, 29, 3065–3074. [Google Scholar] [CrossRef]
- Wang, G.; Zhao, J.; Wang, G.; Zhao, H.; Lin, J.; Zhao, G.; Park, C.B. Strong and super thermally insulating in-situ nanofibrillar PLA/PET composite foam fabricated by high-pressure microcellular injection molding. Chem. Eng. J. 2020, 390, 124520. [Google Scholar] [CrossRef]
- Guo, H.Y.; Jiang, J.; Li, Z.H.; Jin, Z.Y.; Hou, J.H.; Wang, X.F.; Li, Q. Solid-state supercritical CO2 foaming of PCL/PLGA blends: Cell opening and compression behavior. J. Polym. Environ. 2020, 28, 1880–1892. [Google Scholar] [CrossRef]
- Liu, T.; Lian, X.H.; Li, L.W.; Peng, X.F.; Kuang, T.R. Facile fabrication of fully biodegradable and biorenewable poly (lactic acid)/poly (butylene adipate-co-terephthalate) in-situ nanofibrillar composites with high strength, good toughness and excellent heat resistance. Polym. Degrad. Stabil. 2020, 171, 109044. [Google Scholar] [CrossRef]
- Liu, T.; Ju, J.J.; Chen, F.; Wu, B.Z.; Yang, J.T.; Zhong, M.Q.; Peng, X.F.; Kuang, T.R. Superior mechanical performance of in-situ nanofibrillar HDPE/PTFE composites with highly oriented and compacted nanohybrid shish-kebab structure. Compos. Sci. Technol. 2021, 207, 108715. [Google Scholar] [CrossRef]
- Chambon, F.; Winter, H.H. Linear Viscoelasticity at the Gel Point of a Crosslinking PDMS with Imbalanced Stoichiometry. J. Rheol. 1987, 31, 683–697. [Google Scholar] [CrossRef]
- Zhao, M.M.; Ding, X.Y.; Mi, J.G.; Zhou, H.F.; Wang, X.D. Role of high-density polyethylene in the crystallization behaviors, rheological property, and supercritical CO2 foaming of poly (lactic acid). Polym. Degrad. Stabil. 2017, 146, 277–286. [Google Scholar] [CrossRef]
- Qiao, Y.; Jalali, A.; Yang, J.; Chen, Y.; Wang, S.; Jiang, Y.; Hou, J.; Jiang, J.; Li, Q.; Park, C.B. Non-isothermal crystallization kinetics of polypropylene/polytetrafluoroethylene fibrillated composites. J. Mater. Sci. 2021, 56, 3562–3575. [Google Scholar] [CrossRef]
- Rizvi, A.; Park, C.B.; Favis, B.D. Tuning viscoelastic and crystallization properties of polypropylene containing in-situ generated high aspect ratio polyethylene terephthalate fibrils. Polymer 2015, 68, 83–91. [Google Scholar] [CrossRef]
- Kakroodi, A.R.; Kazemi, Y.; Ding, W.; Ameli, A.; Park, C.B. Poly(lactic acid)-Based in Situ Microfibrillar Composites with Enhanced Crystallization Kinetics, Mechanical Properties, Rheological Behavior, and Foaming Ability. Biomacromolecules 2015, 16, 3925–3935. [Google Scholar] [CrossRef] [PubMed]
- Nobe, R.; Qiu, J.; Kudo, M.; Ito, K.; Kaneko, M. Effects of SCF content, injection speed, and CF content on the morphology and tensile properties of microcellular injection-molded CF/PP composites. Polym. Eng. Sci. 2019, 59, 1371–1380. [Google Scholar] [CrossRef]
- Hou, J.J.; Zhao, G.Q.; Wang, G.L. Polypropylene/talc foams with high weight-reduction and improved surface quality fabricated by mold-opening microcellular injection molding. J. Mater. Res. Technol. 2021, 12, 74–86. [Google Scholar] [CrossRef]
- Mark, L.H.; Zhao, C.X.; Chu, R.K.M.; Park, C.B. Mechanical Properties of Injection Molded PP/PET-Nanofibril Composites and Foams. Polymers 2022, 14, 2958. [Google Scholar] [CrossRef]
- Yi, X.; Chen, C.; Zhong, G.J.; Xu, L.; Tang, J.H.; Ji, X.; Hsiao, B.S.; Li, Z.-M. Suppressing the Skin-Core Structure of Injection-Molded Isotactic Polypropylene via Combination of an in situ Microfibrillar Network and an Interfacial Compatibilizer. J. Phys. Chem. B 2011, 115, 7497–7504. [Google Scholar] [CrossRef]
- Mao, H.J.; Cheng, Y.; Guo, W.; Meng, Z.H.; Wei, W.T.; Hua, L.; Yang, Q. Effect of POE on mechanical properties and cellular structure of PP/Nano-CaCO3 composites in IMD/MIM process. Mater. Res. Express 2020, 7, 95308. [Google Scholar] [CrossRef]
- Li, Z.M.; Li, L.B.; Shen, K.Z.; Yang, W.; Huang, R.; Yang, M.B. Transcrystalline morphology of an in situ microfibrillar poly(ethylene terephthalate)/poly(propylene) blend fabricated through a slit extrusion hot stretching-quenching process. Macromol. Rapid. Comm. 2004, 25, 553–558. [Google Scholar] [CrossRef]
- Maidenberg, D.A.; Volksen, W.; Miller, R.D.; Dauskardt, R.H. Toughening of nanoporous glasses using porogen residuals. Nat. Mater. 2004, 3, 464–469. [Google Scholar] [CrossRef] [PubMed]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Denotation | PET Content (wt.%) | POE Content (wt.%) | Remark |
|---|---|---|---|
| PP | 0 | 0 | Neat pellet PP |
| PP/PET(S) | 10 | 0 | Melt blended PP/PET with spherical PET domains |
| PP/PET(S)/POE | 7 | 3 | Melt blended PP/PET/POE with spherical PET domains |
| PP/PET(F) | 10 | 0 | In situ nanofibril PP/PET composite |
| PP/PET(F)/POE | 7 | 3 | In situ nanofibril PP/PET/POE composite |
| Samples | n | Zt (s−n) | t1/2 (s) |
|---|---|---|---|
| PP | 2.81 | 2.48 × 10−7 | 196.84 |
| PP/PET(S) | 2.68 | 4.19 × 10−5 | 37.50 |
| PP/PET(S)/POE | 2.51 | 9.05 × 10−5 | 35.27 |
| PP/PET(F) | 2.81 | 8.27 × 10−5 | 24.91 |
| PP/PET(F)/POE | 2.49 | 4.71 × 10−4 | 18.71 |
| Samples | Core Layer | Shear Layer | ||
|---|---|---|---|---|
| Cell Size (μm) | Cell Density (cells/cm3) | Cell Size (μm) | Cell Density (cells/cm3) | |
| PP | 100.5 ± 5.3 | 2.5 × 106 | 54.6 ± 3.4 | 6.4 × 106 |
| PP/PET(S) | 82.3 ± 4.1 | 4.4 × 106 | 42.3 ± 3.1 | 8.9 × 106 |
| PP/PET(S)/POE | 79.6 ± 3.6 | 4.8 × 106 | 38.7 ± 2.4 | 9.5 × 106 |
| PP/PET(F) | 64.2 ± 3.9 | 9.3 × 106 | 24.8 ± 2.7 | 3.4 × 107 |
| PP/PET(F)/POE | 50.3 ± 2.2 | 1.6 × 107 | 18.2 ± 1.6 | 5.3 × 107 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, J.; Li, Q.; Jiang, Y.; Jiang, J.; Yang, L.; Jia, C.; Chen, F.; Wang, X. Lightweight and High Impact Toughness PP/PET/POE Composite Foams Fabricated by In Situ Nanofibrillation and Microcellular Injection Molding. Polymers 2023, 15, 227. https://doi.org/10.3390/polym15010227
Sun J, Li Q, Jiang Y, Jiang J, Yang L, Jia C, Chen F, Wang X. Lightweight and High Impact Toughness PP/PET/POE Composite Foams Fabricated by In Situ Nanofibrillation and Microcellular Injection Molding. Polymers. 2023; 15(1):227. https://doi.org/10.3390/polym15010227
Chicago/Turabian StyleSun, Junwei, Qian Li, Yufan Jiang, Jing Jiang, Lian Yang, Caiyi Jia, Feng Chen, and Xiaofeng Wang. 2023. "Lightweight and High Impact Toughness PP/PET/POE Composite Foams Fabricated by In Situ Nanofibrillation and Microcellular Injection Molding" Polymers 15, no. 1: 227. https://doi.org/10.3390/polym15010227